汽车白车身设计策略31页PPT
汽车车身制图PPT课件

1:1外部模型
(只能用油泥,太大,用石膏,浇注困难)
目的:
1、验证整车立体造型效果(模型大小比例不同,对 整
车外形效果影响很大) 2、确定零件形状、分块及连接方式 3、反映空气动力性要求
第20页/共80页
第21页/共80页
1:1内部油泥模型
第22页/共80页
目的: 1:1内部模型
1、检验内部布置尺寸(考虑上下车方便性、乘 坐舒适性、操纵方便性、视野是否良好…) 2、检验内部造型效果
客车车身本体——由车身骨架与车身蒙皮构成的
组合体。
第32页/共80页
3、白车身的构成(white body)
车身壳体——指纵、横粱和立柱等主要承力元件
及与他们相连的板件组成的刚性空间构架。
车身覆盖件
车身焊接总成
车身结构件
覆盖件(5大总成):顶盖、地板、前围、后围、侧围
第33页/共80页
第34页/共80页
当图纸<A0时,水平线标左端,垂直线标上端。
第55页/共80页
1、坐标系的确定
在汽车车身设计中采用右手定则确定坐标 系,在坐标系中,X为汽车的长度方向,Y为宽 度方向,Z为高度方向
第56页/共80页
2、坐标零平面的确定 (满载)
Z方向坐标零线——有车架的车,一般取沿车架纵梁上 缘
上表面平直且较长一段所在平面作为高度方向坐标的 零
第70页/共80页
2、当某一图形中标注尺寸的曲线过多或过密而 无法清楚标注时,可将部分曲线移出,在图面 适当位置标注其尺寸,并清楚注明曲线代号或 用数据表格给出坐标点 。
移出的曲线用粗实线绘制,以便于标注。
第71页/共80页
3、一个主要零件与其它不太复杂的零件组成总 成时,可在该主要零件的零件图上用双点划线 绘出其它次要零件,且标出零件图号,而无需 另出总成图,只在零件图的主标题栏的延伸栏 中标注总成的名称及图号 。
汽车白车身设计规范
汽车白车身设计规范1. 范围本标准归纳了[BIW]白车身结构设计的一些基本方法和注意事项。
本标准适用于长春宇创公司白车身结构设计及检查。
2.基本原则2.1 白车身设计是一个复杂的系统并行设计过程,要彻底地摒弃孤立地单个零件设计方法,任何一个零件只是其所处在的分总成的一个零件,设计时均应考虑其与周边相关零部件的相互关系。
评注:周边造型匹配[面差、分缝影响外观];周边安装匹配[焊接装配、安装件的连接、安装空间]2.2 任何一种车型的白车身结构均可按三层板的设计思想去构思结构设计,即最外层是外板,最内层是内板,中间是加强板,在车身附件安装连接部位应考虑设计加强板。
评注:结构的强度、刚度与横截面积有关系,与周边的展开的周长也有关系,“红旗3”轿车的一个宣传点就是其前防撞横梁为六边型。
2.3 所设计的白车身结构在满足整车性能上、结构上、四大工艺[冲压工艺、焊接工艺、涂装工艺、总装工艺]是否比参考样车或其他车型更优越,是否符合国内(尤其是客户)的实际生产状况,以便预先确定结构及工艺的改良方案。
2.4 白车身在结构与性能上应提供车身所需的承载能力,即强度和刚度要求。
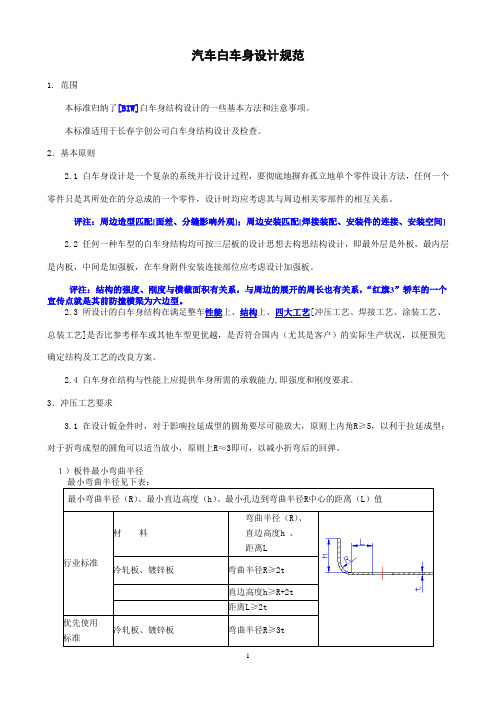
3.冲压工艺要求3.1 在设计钣金件时,对于影响拉延成型的圆角要尽可能放大,原则上内角R≥5,以利于拉延成型;对于折弯成型的圆角可以适当放小,原则上R≈3即可,以减小折弯后的回弹。
1)板件最小弯曲半径最小弯曲半径见下表:最小弯曲半径(R)、最小直边高度(h)、最小孔边到弯曲半径R中心的距离(L)值行业标准材料弯曲半径(R)、直边高度h 、距离L冷轧板、镀锌板弯曲半径R≥2t直边高度h≥R+2t距离L≥2t优先使用标准冷轧板、镀锌板弯曲半径R≥3t2)弯曲的直边高度不宜过小,其值h≥R+2t。
见上表。
3)弯曲边冲孔时,孔边到弯曲半径R中心的距离L不得过小,其值L≥2t。
见上表。
4)圆角弯曲处预留切口。
FR褶皱5)凸部的弯曲避免如a图情形的弯曲,使弯曲线让开阶梯线如图b,或设计切口如c、d。
车身密封-防腐设计(白车身)

车身密封-防腐介绍(白车身)车身防腐性能是决定车身使用寿命的重要指标。
由于车身在行驶中经常受到高速石子的撞击,还经历潮湿和酸碱环境,要使整车满足设计任务书的要求,必须要分析车身各个部件在使用中的腐蚀风险,从结构设计和材料选择开始,确保防腐材料在整车(白车身)零部件上的可实施性。
一.PSA的防腐目标●保证零件16年的安全运行(售后15年+1年商品化前的整车库存)判断的标准:60个CAV循环●保证13年无穿孔(售后12年+1年商品化前的整车库存),按照国标QC/T 484—1999,车身耐腐蚀性要求是8无穿孔年。
判断的标准:60个CAV循环●客户可见的零件6年无红锈腐蚀现象(售后5年+1年商品化前的整车库存)判断的标准:30个CAV循环二.车身防腐区域划分2.1、通常将车身分为4个级别-0级:没有要求区域-1级:腐蚀较弱区域-2级:一般要求区域-3级:强腐蚀要求区域2.2、对于外观腐蚀风险划分为3个等级-A级:弱风险区-B级:一般风险区-C级:强风险区2.3、车身腐蚀等级图示部件说明要求等级涂层镀锌层电泳层抗石击Ⅰ-地板部件1-前地板总成:K2B-地板:-横梁:-外(前,前闭板)-侧围内部-通道/横梁加强板:侧围外部侧围内部-通道:333310/1010/100/010/100/010/101515/R8/R15/R8/R15OONONO/N2-后地板总成:K2C-地板:-横梁:-侧围内部-侧围外部-纵梁:-加强板:-外部-侧围内部3133310/100/010/1010/1010/100/01581515/R158NNNONNⅡ-风窗挡板:K3A-挡板: 3 10/10 10 NO:有抗石击要求N:无抗石击要求三.防腐密封定义3.1、通用涂层定义:防腐原理:以牺牲性材料保护钢板。
试验证明:10um/10um的双面镀锌钢板暴露在大气中,5年才出现红锈,而0.7的裸板暴露在大气中是3年穿孔。
根据镀锌工艺,镀锌分为热镀锌(G)和电镀锌(EZ),电镀锌成本高于热镀锌,通常G10/10的防腐效果等同于EZ7.5/7.5。
《白车身结构》课件

多学科优化
综合考虑多个学科的因 素,如结构、流体、热
等,实现全面优化。
03
白车身材料与工艺
材料类型与选择
钢材
高强度钢、低碳钢、合金钢等,具有较好的 强度和塑性,广泛应用于白车身结构。
碳纤维复合材料
高强度、高刚性、轻量化,适用于高性能汽 车和豪华车。
铝合金
质量轻、耐腐蚀,可塑性强,是现代汽车轻 量化材料的首选。
《白车身结构》ppt课件
目录
• 白车身概述 • 白车身结构设计 • 白车身材料与工艺 • 白车身性能分析 • 白车身轻量化设计 • 白车身发展趋势与展望
01
白车身概述
白车身的定义
总结词
白车身是汽车的基础结构,由多个金属部件焊接而成,不包括发动机、底盘和 电气设备等部分。
详细描述
白车身是汽车的基础结构,主要由金属部件焊接而成,包括车身骨架和内外覆 盖件等部分。它不包括发动机、底盘和电气设备等汽车核心部件,这些部件通 常在白车身的基础上进行安装。
白车身的组成
总结词
白车身主要由车身骨架、内外覆盖件、车门、车窗等部分组成。
详细描述
白车身由多个部件组成,其中最重要的是车身骨架,它承载着汽车的主要重量和受力。此外,白车身还包括内外 覆盖件、车门、车窗等部分,这些部件通常由金属薄板经过冲压、焊接等工艺制成。白车身的组成部件需要经过 精心的设计和加工,以确保其质量和性能符合要求。
质量控制与检测
严格把控材料质量
确保所采购的材料符合质量要求和规格标准 。
过程控制
在生产过程中进行实时监控,确保工艺参数 和操作符合要求。
质量检测
对白车身进行多项检测,如尺寸检测、强度 检测、外观检测等,确保产品质量。
HOFF汽车设计(上海)有限公司白车身设计规范

2)、矩形件:当矩形件四周的圆角半径R3=(0.05-0.20)B,拉伸高度 h≤(0.3-0.5)B(式中B为矩形件的短边宽度)。 3)、有凸缘件一次拉伸工序可制成的条件d/D≥0.4(式中d为圆筒形部分直 径,D为毛坯直径)。 13、安装面应为平面;同时有几个安装点的零部件,安装点最好在一个平 面上,当不能满足此要求时,各安装面也最好保持平行;当零件安装点所 在面不能保持平行时,安装面也应分别与零件接触面保持平行。 14、零部件在车身上左右都有安装点时,安装平面应与车身坐标系平行。 15、运动部件要根据运动分析,留出相应余量:①.运动件之间不允许有干 涉;②运动件之间的间隙要有一段安全系数,以保证零件功能的实现。如: 前门有一定的开启角度,其在开合运动时,不允许和翼子板、侧围等相关 部件有干涉。 Nhomakorabea88
89
倒角片体
未倒角片体
原车倒角数模
SHEET_M ETRAL
TITLE 2D_DIM
不可见(Invisible) 原车未倒角数模
151 图框(标题栏、 不可见(Invisible) 反图框) 152 2D尺寸 不可见(Invisible) 孔和尺寸的相关标识
2
HOFF汽车设计(上海)有限公司白车身设计规范
3、 倒角处让位:当两个件零贴时,倒角处需注意让位,倒角大小以零件 实测为准(最小相差2mm)如下图:
5
HOFF汽车设计(上海)有限公司白车身设计规范
4、弯曲件的弯边长度不宜过小,其值h>R+2t。当h较小时,弯边在模具上 支持的长度过小,不容易形成足够的弯距。
白车身结构分析PPT课件
福美来-普力马车身差异
第28页/共35页
前地板
增加二加 强梁 54665/53 603
福美来-普力马车身差异
座椅不同, 座椅支架也 不同
其余大致相 同(地板本 体可互换)
普力马
第29页/共35页
福美来
3#横梁
座椅 支架 不同
其它 大致 相同
福美来-普力马车身差异
因普力马轴距比福 美来长60mm,普 力马53/54916前边 沿比福美来长
第2页/共35页
车身概论
装有短车 架的轿车
前、后端均有副车架的轿车
第3页/共35页
发动机盖52S
白车身本体C9
车身构成07
行李箱盖52S
前保险杠支架52C
前拖钩52C 前翼子板52C
前门58C
第4页/共35页
后门72C
顶盖53W 前顶梁53W 白车身本体53V
车身构成
中顶梁53W
后顶梁53W 后尾板53V
➢前围上板、侧围、顶盖、后窗台板、后尾 板、门盖因造型不同,两车完全不同 ➢中地板、后地板因座椅形式和车长不同, 两车也完全不同
第33页/共35页
有无天窗顶盖的差异
福美来-普力马车身差异
相同件
这三两对支架装天 窗后装
第34页/共35页
感谢您的观看。
第35页/共35页
第1页/共35页
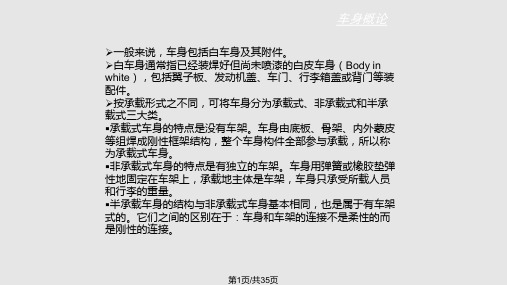
车身概论
➢一般轿车都采用承载式车身结构;货车与某些高级轿车采用 非承载式车身结构。后面的论述都是针对承载式车身而言。 ➢承载式车身,由于整个车身都参与承载,强度条件好,可以 减轻车身的自重。因无需车架,地板高度和整车高度可降低, 有利于提高轿车的行驶稳定性和上、下车的方便性。 ➢承载车身的缺点是:来自传动系和悬架的振动和噪音直接传 至乘客室,而乘客室本身又是易于形成空腔共鸣的共振箱,严 重影响乘坐的舒适性,必须采用大量的隔音防振材料,使成本 和质量增加。另外,车身改型困难,损坏后修复难度大。 ➢某些轿车为了便于安装发动机和传动系统以及为了改善安装 点部位受力状况和乘员舒适性而采用副车架结构。副车架通过 软垫直接连接到车身上。副车架可在前、后端都加装或仅在前 端加装(后者也称短车架或部分式车架)。
白车身钣金装配调整技术PPT课件
装调整线工艺流程,掌握钣金装配调整基本知识、工艺方法 和技术要求,简介常用工具和设备使用方法,并运用于生产 实践,从而提升员工操作技能,最终实现造精品车的目标。
第1页/共48页
目录
钣金装配调整技术
第一章 轻型车焊装工艺流程简介 第二章 白车身装配的定义 第三章 常用工具简介 第四章 钣金装配调整作业内容 第五章 钣金装配调整安全知识
锤子
第19页/共48页
第三章 常用工具简介
四、锤的使用及维护
(5)平头整形锤:主要用于修整箱形角等部位,如图e所示。 (6)鹤嘴锤:主要用于消除工件表面的小凹坑,如图f所示。 (7)其他形式根据捶击需要,锤头可以做成各种形状,如橡胶锤、木锤、铜锤等,如图 g所示。
锤子
第20页/共48页
四、锤的使用及维护
第32页/共48页
第四章 钣金装配调整作业内容
第33页/共48页
第四章 钣金装配调整作业内容
二、各工位作业内容简述:
工位名称:安装仪表横梁支架总成 工艺内容: 检查(互检):来件没有明显的缺料、开裂、缩颈、变形等缺陷; 按组成件序号依次装配仪表横梁焊接总成,使用M8螺栓拧紧; 安装仪表横梁左/右安装支架总成,与件1总成对正用M6螺栓待紧,再对准下肢螺母孔穿
第12页/共48页
第三章 常用工具简介
二、盘式砂磨机使用及维护 盘式砂磨机通常打磨工作时用的砂轮片粒度为80#或180#等,一般常用的
是80#,如图所示。
第13页/共48页
第三章 常用工具简介
一、盘式砂磨机的使用方法:
步骤1:安装砂轮片: (1)将软垫背装在转轴上,用手旋至紧固即可,如图所示。 (2)将砂轮片放在软垫上,如图所示。 (3)最后,特殊扳手紧固,如图所示。