红霉素发酵生产工艺设计
红霉素的制备工艺

红霉素生产工艺
2013-06-06
抗生素是微生物在其生命活动过程中产生的,对 某些其他病原微生物具有抑制或杀灭作用的一类生理 活性物质。常将其习惯分类为1、β-内酰胺类如青霉素 类、头孢类等。
2、氨基糖苷素等。
4、四环素类如四环素、土霉素类等。
在环境方面可以加强管理,严格按照卫生标准执 行,在设备方面应注重设备升级换代。在生产技术方 面可以采取多种工艺,如采用大孔吸附树脂提取工艺、 离子交换树脂的提取工艺开发新产品。
(一)、红霉素的发酵工艺过程:
沙土孢子
孢子培养 37℃,7~10天
母斜面孢子
孢子培养 37℃,7~10天
子斜面孢子
种子培养 35 ℃.1:1vvm60~70
一级培养液
种子培养 33~35 ℃,1:1.5vvm35~40h
二级培养液
发酵 31 ℃,1:1vvm 150~160h
发酵液
提取与精制
工艺流程:
红霉素是由红色糖多孢菌发酵产生的。该 菌以前称为红霉素链霉菌。生产上一般是将 其孢子悬液接入种子罐,种子扩大培养2次后 移入发酵罐进行发酵,发酵液经过预处理后, 再经溶剂萃取进行分离纯化,最后经浓缩结 晶干燥后的成品。
生产步骤一般为:红霉素产生菌的培养、红 霉素的生物合成、发酵、发酵液的预处理和 过滤、红霉素的提取、红霉素的精制。
废渣:主要是培养基中的营养废渣和发酵后产生的菌 渣。
废气:主要指在发酵过程中产生的有异味、有害的气 体。
在早期主要采用“混合稀释,再生化处理”的处理方法,现多采用 “预处理—厌氧—好氧”的处理方法。
用微波干燥法干燥湿料废渣,至干废渣 的含水量为8%~12%,用复合蛋白酶 (木瓜蛋白酶和中性蛋白酶)酶解得到的干 废渣在70℃~75℃温度下进行灭酶1 0~15分钟。酶解液加工成多肽和氨基酸 产品或酶解残渣晾晒干制成花卉营养土 。
红霉素的发酵及提取工艺

红霉素的发酵工艺
2>培养基 发酵培养基最适合的碳源为蔗糖、其次为葡萄糖、 淀粉、糊精。生产上常用葡萄糖和淀粉为混合碳源,效 果与使用葡萄糖相似。 氮源的代谢对红霉素合成影响很大,当适于菌体生 长的氮源耗尽时,菌体才停止生长并迅速合成红霉素。 红霉素生产中一般都用有机氮源,其中以黄豆饼粉、玉 米浆为最佳。由于黄豆饼粉菌时泡沫较多,故一、二级 种子罐及后期补料用部分花生饼粉代替,但全用花生饼 粉则最终产品会出现带会现象。在发酵培养基中加少量 硫酸铵,可促进菌丝生长。
接种 发酵菌种接种菌龄必须掌握恰当时机,接种过早或过晚都将不 利于发酵的进行。发酵接入菌种太年轻,前期生长缓慢,产物开 始形成时间推迟,整个发酵周期延长;如果太老,菌量虽多,却 导致生产能力下降,菌体过早自溶。 菌体浓度对发酵的影响及控制 发酵接种量较大且保持在合适的浓度,则缩短细菌生长期,使 产物合成时间提前;但是如果接种量过大,超出适宜值,则生长 过快,物料黏度增加,导致溶氧不足,最终影响产物合成 碳源对发酵的影响及其控制 按菌体利用快慢而言,分为迅速利用 的碳源和缓慢利用的碳源。前者(如葡萄糖)能较迅速地参与代谢、 合成菌体和产生能量,并产生分解代谢产物,因此有利于菌体生 长,但有的分解代谢产物对产物的合成可能产生阻遏作用;后者 (如乳糖)为菌体缓慢利用,有利于延长代谢产物的合成,特别有 利于延长抗生素的生产期,也为许多微生物药物的发酵所采用。
红霉素发酵工艺控制及操作

改进培养基配方
引入新型发酵技 术
加强生产过程控 制与管理
降低成本的方法及途径
优化发酵工艺: 通过改进发酵过 程,降低原材料、 能源和水资源的 消耗,从而降低
生产成本。
开发新型分离提 取技术:采用高 效、低成本的分 离提取技术,提 高产品的纯度和 收率,降低分离
提取成本。
实现智能化和自动 化生产:通过引进 先进的生产设备和 技术,实现智能化 和自动化生产,提 高生产效率,降低
政府和企业将更加重视红霉素发酵工艺的环保和可持续发展,并采取有效措施推进相 关技术的研发和应用。
感谢您的观看
汇报人:XX
红霉素发酵的工艺流程
菌种制备:选择适合的菌种,进行 种子制备和扩大培养
产物提取:通过离心、过滤等方法 收集菌体,再通过萃取、沉淀等方 法提取红霉素
添加标题
添加标题
添加标题
添加标题
发酵培养:将菌种接种至发酵罐中, 在适宜的温度、pH值和溶氧等条 件下进行发酵培养
精制与干燥:对提取的红霉素进行 精制和干燥,得到最终产品
红霉素发酵工艺控制及 操作
汇报人:XX
目录
添加目录标题
01
红霉素发酵工艺简介
02
红霉素发酵的原料及 设备
03
红霉素发酵的过程控 制
04
红霉素发酵的操作步 骤
05
红霉素发酵的异常处 理及安全防护
06
添加章节标题
红霉素发酵工艺 简介
红霉素发酵的基本原理
红霉素发酵的微生物:利用红霉属微生物进行发酵 发酵过程:微生物在适宜的营养条件下进行生长繁殖,产生红霉素 代谢途径:微生物通过代谢途径产生红霉素,涉及多个酶促反应 影响因素:温度、pH、溶氧、培养基成分等对红霉素发酵的影响
生物工程工厂设计-物料衡算
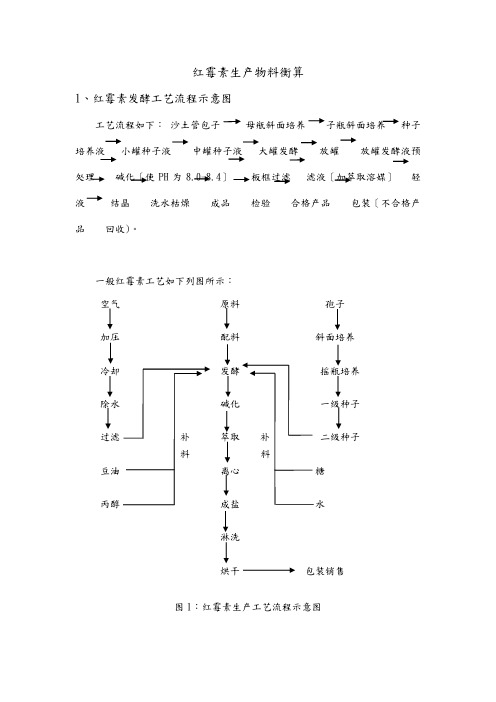
红霉素生产物料衡算1、红霉素发酵工艺流程示意图工艺流程如下:沙土管包子母瓶斜面培养子瓶斜面培养种子培养液小罐种子液中罐种子液大罐发酵放罐放罐发酵液预处理碱化〔使PH为8.0-8.4〕板框过滤滤液〔加萃取溶媒〕轻液结晶洗水枯燥成品检验合格产品包装〔不合格产品回收)。
一般红霉素工艺如下列图所示:空气原料孢子加压配料斜面培养冷却发酵摇瓶培养除水碱化一级种子过滤萃取二级种子豆油离心丙醇成盐淋洗烘干包装销售图1:红霉素生产工艺流程示意图2、工艺技术指标与根底数据〔1〕主要技术指标见表表1:红霉素发酵工艺主要技术指标表2:培养基配比〔质量分数〕:〔2〕发酵罐补料情况丙醇:发酵后24小时开场补,开场补之前要取样观察菌丝状态,菌丝需呈网状、展开,发酵液粘度达6S左右,补料前半小时去无菌样品,与正点取样相差1~2小时,24~32h时间每4h补12L丙酮,33~144h每小时补6L。
糖:糖可以通过菌体代谢后而调节发酵液的PH值,也可以做为红霉素放线菌的代谢碳源,大罐发酵30h时取样测PH值,大罐补淀粉液化糖1.7t,淀粉0.3kg,在80°C左右保温液化30min,一次消一到两个罐的淀粉液化糖。
油:本发酵工艺补油主要为豆油。
发酵后24开场补,其实速率为4L/h,以后看液面调整补油速度。
假设液面高那么应提前2h左右,每4h补6L,放罐前一个班每4h补10L。
油用于消泡和提高碳源。
水:放罐前两个班补水,每吨水加泡敌1L,玉米浆10L,30h左右根据液面补500-800t纯水,如果发酵过程中发酵液体积偏少,每班需补100-200L纯水。
全料:6-8小时根据液面下降情况可补全料,补前半小时取样。
3、培养基总物料衡算〔1〕放罐成熟发酵液量:根据产品质量µ1、放罐发酵单位µ2、提取总收率n 、年生产天数t 、倒罐率r ,可计算生产1000kg 成品所需的发酵液量。
V 0〔2〕放罐成熟发酵液量V 0分为三个局部组成: 底料 V 01=160×〔1-i 0-j 0)=160×76%=121.6〔m 3〕 种\液量 V 02=160×j 0=160×14%=22.4〔m 3〕 补料量 V 03=160×i 0=160×10%=16〔m 3〕〔3〕二级种子罐种液量 V 1由两局部组成:底料 V 11= V 02÷〔1- s 1〕×〔1-j 1〕=22.4÷0.90×70%=17.42〔m 3〕 种液量 V 12= V 02÷〔1- s 1〕×j 1=22.4÷0.90×30%=7.47〔m 3〕〔4〕一级种子干种液量V 2由两局部组成:底料 V 21= V 12÷(1-s 2)×〔1-j 1〕=7.47÷0.9×65%=5.39〔m 3〕 接种量 V 22= V 12÷(1-s 2)×j 2=7.47÷0.9×35%=2.99〔m 3〕)(160)03.01(84.0106000107501000)1(100036621m r n =-⨯⨯⨯⨯⨯=-⨯⨯⨯=μμ〔5〕发酵罐底料的物料用量:发酵罐培养基配方×V01÷(1-s0)×ρ0淀粉:m01=5%×V01÷(1-s0)×ρ0=5%×121.6÷0.9×1050=7093.3〔kg〕豆粉:m02=2.2%×V01÷(1-s0)×ρ0=2.2%×121.6÷0.9×1050=3121.1〔kg〕玉米粉:m03=1.8%×V01÷(1-s0)×ρ0=1.8%×121.6÷0.9×1050=2553.6〔kg〕氯化钠:m04=0.65%×V01÷(1-s0)×ρ0=0.65%×121.6÷0.9×1050=922.1〔kg〕豆油:m05=0.50%×V01÷(1-s0)×ρ0=0.50%×121.6÷0.9×1050=709.3〔kg〕碳酸钙:m06=0.65%×V01÷(1-s0)×ρ0=0.65%×121.6÷0.9×1050=922.1〔kg〕碳酸铵:m07=0.18%×V01÷(1-s0)×ρ0=0.18%×121.6÷0.9×1050=255.4〔kg〕生物氮:m08=0.80%×V01÷(1-s0)×ρ0=0.80%×121.6÷0.9×1050=1134.9〔kg〕糊精:m09=0.00%×V01÷(1-s0)×ρ0=0〔kg〕〔6〕发酵罐补料物料用量:发酵罐补料培养基配方×V03÷(1-s0)×ρ0m31=4.38%×V03÷(1-s0)×ρ0=4.38%×16÷0.9×1050=817.6〔kg〕豆粉:m32=3%×V03÷(1-s0)×ρ0=3%×16÷0.9×1050=560〔kg〕玉米粉:m33=1.25%×V03÷(1-s0)×ρ0=1.25%×16÷0.9×1050=233.3〔kg〕氯化钠:m34=1.63%×V03÷(1-s0)×ρ0=1.63%×16÷0.9×1050=304.3〔kg〕豆油:m35=0.88%×V03÷(1-s0)×ρ0=0.88%×16÷0.9×1050=164.3〔kg〕碳酸钙:m36=0.063%×V03÷(1-s0)×ρ0=0.063%×16÷0.9×1050=11.76〔kg〕碳酸铵:m37=0.175%×V03÷(1-s0)×ρ0=0.175%×16÷0.9×1050=32.7〔kg〕生物氮:m38=0.00%×V03÷(1-s0)×ρ0=0〔kg〕糊精:m39=4.5%×V03÷(1-s0)×ρ0=1.5%×16÷0.9×1050=280〔kg〕〔7〕二级种子罐底料的物料用量:二级种子罐培养基配方×V11÷(1-s1)×ρ1淀粉:m11=1.8%×V11÷(1-s1)×ρ1=1.8%×17.42÷0.9×1150=400.7〔kg〕m12=1.5%×V11÷(1-s1)×ρ1=1.5%×17.42÷0.9×1150=333.9〔kg〕玉米粉:m13=0.60%×V11÷(1-s1)×ρ1=0.60%×17.42÷0.9×1150=133.5〔kg〕氯化钠:m14=0.30%×V11÷(1-s1)×ρ1=0.30%×17.42÷0.9×1150=66.8〔kg〕豆油:m15=0.60%×V11÷(1-s1)×ρ1=0.60%×17.42÷0.9×1150=133.5〔kg〕碳酸钙:m16=0.50%×V11÷(1-s1)×ρ1=0.50%×17.42÷0.9×1150=111.3〔kg〕碳酸铵:m17=0.12%×V11÷(1-s1)×ρ1=0.12%×17.42÷0.9×1150=26.7〔kg〕生物氮:m18=0.00%×V11÷(1-s1)×ρ1=0〔kg〕糊精:m19=1.2%×V11÷(1-s1)×ρ1=1.2%×17.42÷0.9×1150=267.1〔kg〕〔8〕一级种子罐底料的物料用量:一级种子罐培养基配方×V21÷(1-s2)×ρ2 淀粉:m21=1.8%×V21÷(1-s2)×ρ2=1.8%×5.39÷0.9×1200=129.36〔kg〕豆粉:m22=1.5%×V21÷(1-s2)×ρ2=1.5%×5.39÷0.9×1200=107.8〔kg〕m23=0.60%×V21÷(1-s2)×ρ2=0.60%×5.39÷0.9×1200=43.12〔kg〕氯化钠:m24=0.30%×V21÷(1-s2)×ρ2=0.30%×5.39÷0.9×1200=21.56〔kg〕豆油:m25=0.60%×V21÷(1-s2)×ρ2=0.60%×5.39÷0.9×1200=43.12〔kg〕碳酸钙:m26=0.50%×V21÷(1-s2)×ρ2=0.50%×5.39÷0.9×1200=35.93〔kg〕碳酸铵:m27=0.12%×V21÷(1-s2)×ρ2=0.12%×5.39÷0.9×1200=8.6〔kg〕生物氮:m28=0.00%×V21÷(1-s2)×ρ2=0〔kg〕糊精:m29=1.2%×V21÷(1-s2)×ρ2=1.2%×5.39÷0.9×1200=86.2〔kg〕〔9〕总物料用量:发酵罐补料物料用量+发酵罐补料物料用量+二级种子罐底料的物料用量+一级种子罐底料的物料用量淀粉:m1=m01+m31+m11+m21=8440.9〔kg〕豆粉:m2=m02+m32+m12+m22=4122.7〔kg〕玉米粉:m3=m02+m32+m12+m22=2963.6〔kg〕氯化钠:m4=m02+m32+m12+m22=1314.7〔kg〕豆油:m5=m02+m32+m12+m22=1050.3〔kg〕碳酸钙:m6=m02+m32+m12+m22=1081.1〔kg〕碳酸铵:m7=m02+m32+m12+m22=323.4〔kg〕生物氮:m8=m02+m32+m12+m22=1134.9〔kg〕糊精:m9=m02+m32+m12+m22=633.3〔kg〕根据年生产1000kg成品发酵所需的原材料与其他物料的衡算结果,可求得年生产16000t成品所需的总物料、每日用量,以与大罐培养基,大罐补全料,中罐培养基和小罐培养基各自所需的物料总量、每日用量。
红霉素发酵工艺

红霉素的发酵工艺产生菌:Streptomyces erythreus 2-9#一.摇瓶部分培养基:1.琼脂(斜面或平板)培养基(%):淀粉 1.0 , 玉米浆0.5 , 蛋白胨0.3 , (NH4)2SO4 0.3 , NaCL 0.2 ,CaCO3 0.3 , pH 7.0 , 琼脂 2.2 .培养条件:37ºC 8±1天。
2.种子培养基(%):淀粉 1.0 , 糊精 2.0 , 葡萄糖 1.0 , (NH4)2SO4 0.25 , 蛋白胨0.3 ,酵母粉0.3 , 黄豆饼粉 2.5 , NaCL 0.3 , MgSO40.025 , KH2PO40.025 ,CaCO30.6 , pH自然(6.7) .装量:25ml/250ml三角瓶培养条件:28ºC 46±2小时,转速220-240 rpm.3.发酵培养基(%):淀粉 4.0 , 糊精 2.0 , 葡萄糖 3.0 , 黄豆饼粉 3.0 ,(NH4)2SO4 0.15 , NaCL 0.2 , MgSO40.02 , KH2PO40.02 , CaCO30.6 ,pH自然(7.0).接种量:10%装量:25ml/250ml三角瓶培养条件:28ºC 7天, 转速220-240 rpm.前体物的添加:基础料中加入正丙醇0.4%, 第二天长浓后,每天24小时补加0.2%,补至144小时.效价在4500-5000 u/ml 以上。
4.生物效价的测定:培养基(%):蛋白胨 1.0 , 牛肉膏0.3 , 酵母膏0.4 , 葡萄糖0.3 , NaCL 0.5 , 琼脂2.2 (蛋白胨、牛肉膏、酵母膏用热水溶解),pH7.3±0.1。
检定菌:短小芽孢杆菌。
二.标准曲线的制作:剂比:1:0.849精密称取红霉素标准品0.0563g,加1ml乙醇溶解,定容于500ml容量瓶中(用灭菌水)。
(1000u/ml)1.精密吸取0.283,0.333,0.392,0.461,0.5425,0.638,0.7505,0.883,0.50ml于50ml 容量瓶中,用缓冲液定容,各瓶单位为P k,按序编号。
红霉素的生产工艺
红霉素的生产工艺红霉素(Erythromycin,简称EM)是一种广谱抗生素,可广泛用于临床治疗感染性疾病。
红霉素的生产工艺主要包括菌种培养、发酵、提取纯化等步骤。
下面将详细介绍红霉素的生产工艺。
首先是菌种培养。
红霉素的生产常用菌株为Streptomyces erythreus(简称SE),通过悬浮培养进行菌株的扩大。
菌种保存通常采用冻干保存或低温保存。
其次是发酵过程。
将所选的菌株接种到培养基中,利用合适的发酵罐进行发酵。
发酵过程通常需要控制温度、酸碱度、通气等条件。
培养基的配方一般包括碳源、氮源、矿物质等成分。
碳源可以选择葡萄糖、麦芽糖等;氮源可以选择酵母浸出物、大豆蛋白等;矿物质可以选择磷酸、硫酸、钠氯化物等。
在发酵过程中,还可以添加一些辅料,如发酵活性调节剂、表面活性剂、抗泡剂等,以提高发酵效果。
发酵过程一般分为两个阶段:生长阶段和产物积累阶段。
在生长阶段,菌株快速繁殖并合成一些前体物质;在产物积累阶段,菌株进入稳定生长期,产生红霉素。
然后是红霉素的提取和纯化。
经发酵后的培养液中含有大量的菌体、杂质和一部分红霉素。
首先,通过离心等方法将菌体和培养液分离,得到菌体酱,其中含有红霉素。
接下来,采用有机溶剂提取法,如乙醇、丙酮等,将红霉素从菌体酱中提取出来。
然后,再通过一系列的分离、洗涤、结晶等工艺步骤,对红霉素进行纯化。
其中的分离步骤通常包括覆盖层法、溶剂萃取、蒸发结晶等。
最后,经过提取和纯化后得到纯度较高的红霉素。
为了达到不同的药物形式要求,还可以对红霉素进行进一步的加工。
如通过微胶囊化、包衣等工艺对红霉素进行包装,以便于制剂制备和使用。
制得的红霉素最终可以应用于药物制剂的生产,如口服片剂、胶囊、注射剂等。
总结起来,红霉素的生产工艺主要包括菌种培养、发酵、提取纯化等步骤。
通过对菌株的培养和发酵,得到发酵液,再通过提取和纯化步骤得到纯度较高的红霉素。
红霉素的生产工艺对于药物的质量和产量都具有重要影响,需要严格控制各个环节的条件和操作。
红霉素的发酵生产工艺

厌氧塔:甲烷细菌利用乙酸或氢气和二氧化碳形成CH4。
曝气沉淀池:将空气中的氧强制溶解到混合液中的过程。
废水中有机物的回收处理工段:主要是丙 酮的回收,初馏和精馏两道工序。
废液贮罐→粗馏再沸器→粗馏塔→冷却 器→精馏塔→精馏再沸器→精贮藏罐→冷 凝器→冷却塔→冷凝器→贮罐→装桶
发 酵 液
碱 化
加4% 硫酸锌
板
框
调节
过
PH
滤
溶媒 萃取
溶媒 再生 套用
废水 排放
离心 机分
离
晶体 烘干
过
加入
溶媒
滤
NaSCN
相
主要缺点为:
a.需要大量絮凝剂 红霉素过滤时消耗的絮凝剂主要是硫酸锌,并且硫
酸锌作为重金属,过滤菌渣不容易处理。 b.萃取工艺成本较高 红霉素萃取工艺需要消耗大量的复合溶媒,溶媒需
此外,对支原体、放线菌、螺旋体、立 克次体、衣原体、奴卡菌、少数分枝杆菌 和阿米巴原虫有抑制作用。金黄色葡萄球 菌对本品易耐药。
作用机制主要是与 糖核蛋白体的移位过程,妨碍肽链增长, 抑制细菌蛋白质的合成,系抑菌剂
适应症
适用于支原体肺炎、沙眼衣原体引起的新生儿 结膜炎、婴儿肺炎、生殖泌尿道感染(包括非淋 病性尿道炎)、军团菌病、白喉(辅助治疗)及 白喉带菌者、皮肤软组织感染、百日咳、敏感菌 (流感杆菌、肺炎球菌、溶血性链球菌、葡萄球 菌等)引起的呼吸道感染(包括肺炎)、链球菌 咽峡炎、李斯德菌感染、风湿热的长期预防及心 内膜炎的预防、空肠弯曲菌肠炎,以及淋病、梅 毒、痤疮等。
红霉素的发酵 生产工艺
主要内容
1、红霉素的简介 2、红霉素的发酵工艺流程 3、红霉素发酵工艺中的废水及废渣的处理
红霉素发酵工艺设计
2020/2/29
汇报内容有以下几个方面
一、本设计的任务要求及基本资料 二、流程设计及操作工艺分析 三、设计计算及结果分析 四、工艺流程图与设备布置设计
五、设计问题总结与评价、建议
任务及要求
• 设计项目建设规模和产品方案: 建设规模:年产20吨红霉素碱。 产品方案:发酵液浓度为5000u/mL,产品纯度为98.5%以上红霉素
(3)尽量减少三废排放量,有合理的三废处理措施。本设计完全满足要求。
(4)安全生产,以保证人身和设备的安全。
(5)生产过程几乎全部采用的机械化,部分系统自动化。能稳产、高产。
砂土孢子
孢子培养 34℃10天
母斜面孢子
孢子培养 34℃9天
种子培养
子斜面孢子
一级培养液
35℃60-70h
提取与精制
发酵液
发酵 31℃150h
根据氨盐利用后,残留物质的性质,把无机氮源可分为生理酸性物质和生理碱性物 质。生理酸性物质是代谢后能产生酸性物质,如(NH4)2SO4利用后,产生硫酸。生 理碱性物质是代谢后能产生碱性物质,如硝酸钠利用后,产生氢氧化钠。生产中常 常加入无机氮源来调节pH值,一举两得。
培养基的确定
• 无机盐和微量元素: 无机盐和微量元素是生理活性物质的组成成分或具有生理调节 作用,磷(核酸)、硫、铁(细胞色素)、镁、钙(调节细胞膜透性)、锰、铜、 锌(辅酶或激活剂)、钴、钾、钠(调节渗透压)、氯。一般低浓度起促进作用, 高浓度起抑制作用。
• (1)间歇灭菌:将配制好的培养基同时放在发酵罐或其他装置中, 通入蒸汽将培养基和所用设备一起进行加热灭菌的过程,也称实罐 灭菌。
• (2)连续灭菌(又称连消):将培养基在发酵罐外通过连续灭菌装 置进行加热、保温和冷却而进行灭菌。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
化学反应与构效关系分析
如何通过“修饰结构”达到“改良药效”的目标?基糖和红霉糖缩合而成的碱性苷。
⑵红霉内酯环为14个原子的大环,环内无双键,偶数碳原子上共有六个甲基,在9位上有一个羰基,C3、C5、C6、C11、C12共有五个羟基。
⑶内酯环的C3通过氧原子与红霉糖相连,C5通过氧原子与去氧氨基糖连结(苷键)。
3.红霉素的理化特性
⑴物理特性
⑵化学特性:
成盐反应:能与酸结合成盐,盐易溶于水。
水解反应:在酸性条件及碱性条件
下均可水解。
酯化反应:可与有机酸生成酯类衍生物。
基团化反应:斐林、杜伦反应。
2.4二硝基苯肼反应。
4. 红霉素的生物合成
红霉素是由红色糖多孢菌在特定的培养条件下所产生的一种弱碱性次级代谢产物。
⑴微生物次级代谢的特征
⑵次级代谢产物的生物合成
次级代谢产物生物合成的调节机制
微生物的代谢调节主要依靠两个因素来实现,酶活性的激活与抑制;酶合成量的诱导的阻遏。
5.红霉素发酵工艺流程
3 制订
计划听取学生的汇报交流
小组代表介绍交流资讯问题
分析红霉素的合成途径
红霉素的生物合成
第一步:丙酰COA合成、甲基丙二
多媒体
参考资料
课件
20
酰COA合成
第二步:丙酰COA+6甲基丙二酰COA聚合并环化6-脱氧红霉内酯B 第三步:6-脱氧红霉内酯B羟基化、糖基化、红霉素D
红霉素D羟化红霉素C羟化
红霉素A
4 讨论
决策
方案对学生的交流及点评进行评价
对重点、难点加以讲解说明(利用多
媒体课件)
红霉素的结构
3.理化性状
4.合成原理
红霉素的生源主要来自葡萄糖和氨基
酸
1.利用葡萄糖氧化代谢形成丙酮酸再
转变成丙酸;形成乙酰 CoA、丙二酰
CoA ,生成聚酮。
2.葡萄糖代谢形成红霉糖和去氧氨基
已糖。
3.利用缬氨酸代谢形成2-甲基丙二
酸,
4. 氨基已糖上的甲基来源于蛋氨酸。
N来源于谷氨酸
各组交流、讨论
根据红霉素的结构确定其发酵
红霉素发酵工艺流程
砂土孢子——母斜面孢子——子斜面
孢子——摇瓶种子——种子罐种子—
—发酵液——提取精制
多媒体
参考资料
网络
20
5 实施
计划巡回指导分组讨论
解读红霉素发酵工艺流程
多媒体
参考资料
网络
20
6 结果
展示听学生的汇报各组代表交流汇报多媒体
参考资料
20
7 反馈
评价点评总结自我评价
小组评价
多媒体
参考资料
20
8 布置
作业
预习:放线菌生产菌种的扩大培养听参考资料10 课后体会。