小五金零件加工基础
小五金手册
目录1.螺钉.............................................................................................61.1螺纹标志及尺寸.........................................................................61.1.1米制细牙螺纹......................................................................71.1.2米制粗牙螺纹.......................................................................81.1.3英制细牙螺纹.......................................................................81.1.4英制粗牙螺纹......................................................................91.2通孔孔径...............................................................................101.3攻螺纹孔孔径..........................................................................111.3.1米制细牙螺纹........................................................................111.3.2米制粗牙螺纹........................................................................111.3.3英制细牙螺纹........................................................................121.3.4英制粗牙螺纹........................................................................131.3.5板材上孔与板边间距..................................................................131.4配合尺寸................................................................................131.5机械性能................................................................................131.6钢板厚度................................................................................141.7特殊螺钉................................................................................151.7.1自攻螺钉.........................................................................151.7.1.1硬化层深度....................................................................151.7.1.2硬度.........................................................................161.7.1.3尺寸.........................................................................16第1页共57 页1.7.1.4工作扭力...........................................................171.7.1.5结合比与预冲孔呎寸关系................................................181.7.1.6钢板孔径及抽牙高.........................................................191.7.2 塑料螺钉....................................................................201.7.2.1 螺纹形状...............................................................201.7.2.2 硬度..................................................................211.7.2.3 螺纹呎寸................................................................211.7.3 浮动螺钉....................................................................211.7.3.1 浮动螺钉形状................................................................211.7.3.2 基本要求..................................................................211.8 螺钉验证方法....................................................................22资料:.......................................................................23A.螺钉常见穴型简介...............................................................23B.常用板材硬度................................................................23C.电镀层..................................................................232.螺母............................................................................242.1制造材料......................................................................242.1.1材料牌号...................................................................242.1.2材质化学成份................................................................242.1.3 机械性能.....................................................................242.1.4 螺母材料的选取..................................................................242.2尺寸及公差......................................................................252.2.1型号为“S. SS. CLS以及CLSS”的自铆螺母尺寸.............................25菲菱科思标准化第2页共57 页2.2.2型号为SP, 专用于不锈钢冲压板件上的自铆螺母尺寸..........................282.2.3型号为H, HN, HNL之易削钢制自锁和防锁螺母的尺寸.........................302.2.4型号为F的自铆螺母尺寸..................................................302.2.5尺寸公差...................................................................322.3 压铆要求.......................................................................322.4配合呎寸.......................................................................352.5螺母验证方法...................................................................353.螺柱............................................................................363.1制造螺柱材料.....................................................................363.1.1材料牌号.....................................................................363.1.2化学成份.....................................................................363.1.3 机械性能.....................................................................363.1.4 螺柱材料的选取.....................................................373.2尺寸....................................................................373.2.1型号为“SO. SON. SOA. SOS. ”的通孔螺柱..............................373.2.1.1一般尺寸.........................................................383.2.1.2螺纹规格和螺柱长度...............................................393.2.2 型号为“BSO.BSON. BSOA.BSOS. ”的盲孔螺柱.............................403.2.2.1一般尺寸.........................................................403.2.2.2螺纹规格和螺柱长度.................................................413.3 公差.........................................................................433.4压铆要求.......................................................................433.5螺柱验证方法.....................................................................44菲菱科思标准化第3页共57 页4.支柱.......................................................................454.1型号为“SO.SON. SOA.SOS”的通孔支柱........................................454.1.1材料牌号...........................................................454.1.2材质化学成份......................................................454.1.3机械性能...........................................................454.1.4 螺柱材料的选取.......................................................464.1.5一般尺寸............................................................464.1.6支柱规格和支柱长度..................................................474.1.7公差..................................................................494.2 其它异型支柱...............................................................494.2.1 制造材料..............................................................494.2.2尺寸...................................................................494.2.3 板材厚度及孔径........................................................514.3压铆要求...................................................................514.4 支柱验证方法...............................................................525.拉钉...........................................................................535.1 拉钉制造材料..............................................................545.2 尺寸.......................................................................545.3 拉钉验证方法...............................................................556.弹簧............................................................................566.1 弹簧制造材料...............................................................566.2弹簧钢丝呎寸..............................................................566.2.1制造弹簧用不锈钢钢丝标准直径............................................56菲菱科思标准化第4页共57 页6.2.2标准钢丝尺寸偏差.............................................................576.3 弹簧自由长度.....................................................................576.4 弹簧外径D ......................................................................576.5弹簧的总圈数....................................................................576.6 弹簧的方向......................................................................576.7弹簧验证方法....................................................................57菲菱科思标准化第 5 页 共 57 页菲菱科思标准化1. 螺钉定义:由头部和螺杆两部份构成的一类紧固件.本手册中包括的螺钉主要有机械螺钉、自攻螺钉、塑料螺钉和浮动螺钉等.机械螺钉:由头部和螺杆两部份构成的一类金属紧固件﹒主要用于一个带有内螺纹孔的零件与带有通孔的零件之间的紧固联接,不需要螺母配合;也用于带有通孔的零件之间的紧固联接,但要与螺母配合﹒属可拆卸连接.自攻螺钉:由头部和螺杆两部份构成的一类金属紧固件,但螺杆上的螺纹为专用的自攻螺钉用螺纹﹒用于紧固联接两个薄的金属构件,使之成为一体,构件上需事先制出小孔﹒这种螺钉具有较高的硬度,可直接旋入构件的孔中,使构件孔中形成相应的内螺纹﹒塑料螺钉:由头部和螺杆两部份构成的一类金属紧固件,但螺杆上的螺纹为专用的塑料螺钉用螺纹﹒可直接旋入塑料件中,用于把一个带通孔的金属(或非金属)零件与一个塑料件紧固联接在一起﹒浮动螺钉:压铆于冲件预制孔内, 用于经常拆装之冲压件的把手螺钉, 其结构特点是螺钉本体内包含弹性体. 1.1 螺纹标志及尺寸(除非特别指明,适用于所有的螺钉、螺母和螺柱)螺纹分为外螺纹和内螺纹两种,一般螺钉为外螺纹形式,螺母或螺柱为内螺纹形式,常用的螺纹如图标.第6页共57 页H:原始三角形高度P:螺距D:内螺纹公称直径d:外螺纹公称直径H1:螺纹牙高D2:内螺纹中径D1:内螺纹小径d2:外螺纹中径d1:外螺纹小径n为每英寸牙数.1.1.1米制细牙螺纹H =0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2D1=d1单位mm菲菱科思标准化第7页共57 页1.1.2米制粗牙螺纹H =0.866025P d2=d-0.649519P D=dH1=0.541266P d1=d-1.082532P D2=d2D1=d1单位mm1.1.3英制细牙螺纹P=25.4÷n H =0.866025P d=(d)×25.4 D=dH1=0.541266P d2=(d-0.649519/n)×25.4 D2=d2d1=(d-1.082532/n)×25.4 D1=d1菲菱科思标准化第 8 页 共 57 页菲菱科思标准化单位mm1.1.4英制粗牙螺纹P =25.4÷n H =0.866025P d=(d ) ×25.4 D =d H 1=0.541266Pd 2=(d -0.649519/n) ×25.4 D 2=d 2 d 1=(d -1.082532/n) ×25.4 D 1=d 1单位mm第 9 页 共 57 页菲菱科思标准化1.2通孔孔径螺钉连接零件上预制之通孔如图标:通孔孔径之尺寸如下表(单位mm):第10页共57 页1.3攻螺纹孔孔径与螺钉相配的螺纹攻丝孔孔径取决于外内螺纹结合比之大小.螺纹结合比(%)=[(螺钉公称直径-攻丝孔直径)÷(2×螺纹结合高度)]×100(%)1.3.1米制细牙螺纹(单位mm)菲菱科思标准化第11页共57 页菲菱科思标准化第12页共57 页菲菱科思标准化1.3.5板材上孔与板边间距(对所有螺钉适用)板材上螺纹孔与板边间距如图要求b≧2t (b为孔与板边的距离,t为板材厚度)1.4 配合尺寸同种规格的螺钉需与同种规格螺纹的螺母或与预攻同规格螺纹孔的钢板配合.如对M3的螺钉需与M3的螺母相配合,或者与在钢板上攻出M3的螺纹孔相配合.1.5 机械性能(包括材质与热处理)第13页共57 页一般用C<0.20%的低碳钢制造,拉伸强度要求不小于330MPa;硬度不小于95HV(90HB或52HRB);屈服强度不小于190MPa;延伸率不小于25%.部分螺钉拉力如下表:1.6 钢板厚度(取决于螺钉与内螺纹的结合长度,钢板厚度应大于实际螺纹要求之旋合长度,单位mm)菲菱科思标准化第14页共57 页注:对薄材,钢板厚度至少应大于2~3个螺距.1.7 特殊螺钉1.7.1 自攻螺钉1.7.1.1 硬化层深度一般应进行表面硬化处理.表面渗碳或碳氮共渗层深度如下表(单位mm):菲菱科思标准化第15页共57 页1.7.1.2 硬度表面渗碳或碳氮共渗处理后硬度之一般要求:表面硬度不小于45HRC [或450 HV]芯部硬度26~40HRC [270~390 HV]1.7.1.3 尺寸自攻螺钉截面应为弧形三角形,如图(L为导引长度,a为收尾长度).C、D值如下表.(单位inch)菲菱科思标准化第16页共57 页.对螺纹长度大于1/6inch,L应为2~3个螺距;对螺纹长度小于1/6inch,L应为1~2个螺距..对螺纹收尾长度应小于1个螺距.1.7.1.4 工作扭力对不同厚度钢板及预制孔,自攻螺钉之工作扭力如下表(单位lbf.inch):菲菱科思标准化第17页共57 页菲菱科思标准化第18页共57 页对不同的金属材料应选用不同的旋合比,建议选用范围如下:1.7.1.6钢板孔径及抽牙高不同规格自攻螺钉所需钢板预制孔孔径及抽牙孔高呎寸如下(单位inch):菲菱科思标准化第19页共57 页1.7.2 塑料螺钉1.7.2.1 螺纹形状菲菱科思标准化第 20 页 共 57 页菲菱科思标准化1.7.2.2 硬度一般要求硬度范围在33~39HRC[310~370HV](必要时可采用表面渗碳或碳氮共渗处理)1.7.2.31.7.3 浮动螺钉1.7.3.1 浮动螺钉形状1.7.3.2 基本要求第21页共57 页浮动螺钉铆合后与板材之间隙应在0~0.35mm.1.8 螺钉验证方法*注:对自攻螺钉用环规测量螺纹有困难时,可仅测试其C值,此时应采用特殊之三棱千分尺,且避过引导区进行.菲菱科思标准化第22页共57 页资料AB.常用板材硬度GI料:牌号C1 55~67 HRB;C2 50~65 HRB;C3 40~53 HRBEG料:45~58 HRBCRS料:45~56 HRBC.电镀层C.1在工作环境湿度低于70%的室内条件使用的小五金,镀锌层不小于0.005mm,镀镍层不小于0.010mm.C.2在城市的室外条件或可产生冷凝作用的室内条件使用的小五金,对镀锌层不小于0.008mm,对镀镍层应不小于菲菱科思标准化第23页共57 页0.020mm.2.螺母定义:螺母是带有内螺纹的紧固件,配合带有外螺纹的螺钉,利用内外螺纹连接形式,作紧固连接两个被连接件之用.本手册所讨论的是自铆螺母,亦即压铆于冲件预冲孔内, 用于固定或连接其它零件的一类螺母.2.1制造材料2.1.1材料牌号一般只用到下列两种材料JIS SUS 303不锈钢和JIS SUM22易削钢.2.1.22.1.32.1.4 螺母材料的选取菲菱科思标准化第24页共57 页应根据冲压板材硬度的不同选取不同材质的自铆螺母.如下表:2.2尺寸及公差2.2.1型号为“S. SS. CLS以及CLSS”的自铆螺母尺寸.第25页共57 页单位mm菲菱科思标准化第26页共57 页单位inch菲菱科思标准化第27页共57 页2.2.2型号为SP, 专用于不锈钢冲压板件上的自铆螺母尺寸(米制单位为mm,英制单位为inch).第28页共57 页菲菱科思标准化第 29 页 共 57 页菲菱科思标准化2.2.4型号为F. 的自铆螺母尺寸单位mm菲菱科思标准化第31页共57 页菲菱科思标准化2.2.5一般未注公差:米制尺寸为整数的公差为±0.30mm;尺寸之小数点后面一位的公差为±0.2mm;小数点有二位的公差为±0.13mm.英制尺寸小数点后面二位的公差为±0.01inch;小数点有三位的公差为±0.005inch.2.3 压铆要求(压铆力为参考项目)螺母定位准确、压入深度A应与下模面平齐,上下模铆合高度应为一个板厚.压合后自铆螺母铆合部位应完全深入母材,不能出现间隙.目前选用材质所制螺母对100吨以下冲床完全适应,若因超出此范围而发生螺母之变形失效,则应考虑选用另外的材料制造,如中碳钢等.第32页共57 页菲菱科思标准化第33页共57 页菲菱科思标准化第34页共57 页2.4 配合呎寸同种规格的螺母需与同种规格的螺钉相配合.如对M4的螺母需与M4的螺钉相配合.2.5菲菱科思标准化第35页共57 页3.螺柱定义:压铆于冲件预冲孔内,带有螺纹,用于固定或连接其它零件的一类紧固件.3.1制造螺柱材料3.1.1材料牌号一般只用到下列三种材料:JIS SUS 303不锈钢、JIS SUM22易削钢和JIS 7075-T6铝合金.3.1.2化学成份3.1.3 机械性能菲菱科思标准化第36页共57 页3.1.4 螺柱材料的选取根据冲压板材硬度的不同选取不同材质的螺柱.如下表:*注:SO—StandOff A—Aluminum S—Stainless Steel B—Blind N—Non-Heat Treated3.2尺寸3.2.1型号为“SO. SON. SOA. SOS. ”的通孔螺柱菲菱科思标准化第 37 页 共 57 页菲菱科思标准化3.2.1.1一般尺寸 单位 mm注: 3.5M3是在原有M3基础上将壁厚加厚、螺纹尺寸保持不变. 单位 inch第38页共57 页3.2.1.2螺纹规格和螺柱长度单位mm菲菱科思标准化第 39 页 共 57 页菲菱科思标准化单位 inch3.2.2 型号为“BSO.BSON. BSOA.BSOS. ”的盲孔螺柱3.2.2.1一般尺寸第40页共57 页菲菱科思标准化单位mm单位inch3.2.2.2螺纹规格和螺柱长度第41页共57 页菲菱科思标准化单位mm单位inch第42页共57 页菲菱科思标准化3.3 公差一般未注公差: 米制尺寸为整数的公差为±0.30mm. 尺寸之小数点后面一位的公差为±0.25mm.小数点有二位的公差为±0.13mm. 英制尺寸小数点后面二位的公差为±0.01inch,小数点有三位的公差为±0.005inch.3.4 压铆要求螺柱定位准确、上模平面与下模螺柱孔底面之间的距离A应等于螺柱高度L.压合后螺柱铆合部位应深入板材,不能出现间隙.目前选用材质所制螺母对100吨以下冲床完全适应,若因超出此范围而发生螺母之变形失效,则应考虑选用另外的材料制造,如中碳钢等.第43页共57 页注: 如果螺柱安装在板厚小于1.5mm之片材上, 则推力、扭力、拉出力规格数据为原规格之80%, 安装力规格保持不变. 3.5 螺柱验证方法菲菱科思标准化第44页共57 页4.支柱定义:压铆于冲件预冲孔内, 用于安装其它零件时起导向或定位之柱体零件.4.1型号为“SO.SON. SOA.SOS”的通孔支柱4.1.1材料牌号一般只用到下列三种材料:JIS SUS 303不锈钢、JIS SUM22易削钢和JIS 7075-T6铝合金.4.1.24.1.3 机械性能菲菱科思标准化第 45 页 共 57 页菲菱科思标准化4.1.4 支柱材料的选取根据冲压板材硬度的不同选取不同材质的支柱.如下表:*注: SO —StandOff A —Aluminum S —Stainless Steel N —Non-Heat Treated4.1.5一般尺寸第46页共57 页菲菱科思标准化单位mm单位inch4.1.6支柱规格和支柱长度第47页共57 页菲菱科思标准化单位mm单位inch4.1.7公差第48页共57 页一般未注公差: 米制尺寸为整数的公差为±0.30mm. 尺寸之小数点后面一位的公差为±0.25mm.小数点有二位的公差为±0.13mm. 英制尺寸小数点后面二位的公差为±0.01inch,小数点有三位的公差为±0.005inch.4.2 其它异型支柱4.2.1 制造材料4.2.2尺寸常用异型支柱尺寸分列如图(单位mm):菲菱科思标准化第 49 页 共 57 页菲菱科思标准化支柱1 支柱2支柱 3 支柱4。
五金冲压加工知识培训资料
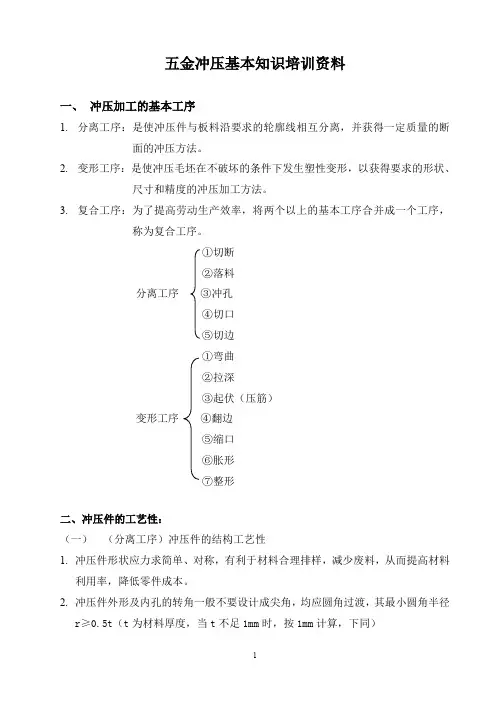
五金冲压基本知识培训资料一、冲压加工的基本工序1.分离工序:是使冲压件与板料沿要求的轮廓线相互分离,并获得一定质量的断面的冲压方法。
2.变形工序:是使冲压毛坯在不破坏的条件下发生塑性变形,以获得要求的形状、尺寸和精度的冲压加工方法。
3.复合工序:为了提高劳动生产效率,将两个以上的基本工序合并成一个工序,称为复合工序。
①切断②落料分离工序③冲孔④切口⑤切边①弯曲②拉深③起伏(压筋)变形工序④翻边⑤缩口⑥胀形⑦整形二、冲压件的工艺性:(一)(分离工序)冲压件的结构工艺性1.冲压件形状应力求简单、对称,有利于材料合理排样,减少废料,从而提高材料利用率,降低零件成本。
2.冲压件外形及内孔的转角一般不要设计成尖角,均应圆角过渡,其最小圆角半径r≥0.5t(t为材料厚度,当t不足1mm时,按1mm计算,下同)3.冲压件应避免过细的悬臂与狭槽,悬臂或狭槽的宽度应为b≥2t.4.冲孔时,孔径不能太小,其大小与孔的形状,材料性能、材料厚度有关。
一般为Ø(L)≥(1.0--1.5)t.5.孔壁与孔壁之间,孔壁与边缘之间距离不能过小,一般取a≥2t,且不得小于3—4mm。
6.在弯曲件或拉深件上冲孔时,其孔壁与工件直臂之间的距离不能太小,a≥R+0.5t (二)(变形工序)弯曲件的结构工艺性A. 弯曲1.弯曲件的圆角半径:弯曲内半径太小,板料外层易出现开裂,使工件报废,其最小弯曲半径与材料性能、热处理状况、厚度、加工纤维方向有关。
如:2.板料的纤维方向与弯曲线应形成一定夹角.一般情况应成90°,特殊情况也应保证弯曲线与纤维方向的夹角不小于30°.(硬料应特别注意)3.最小弯曲高度.弯曲直立的部分太小,将产生不规则变形或稳定性不好,一般应保证H≥2.5t.4.工艺孔、槽及缺口。
为了防止材料在弯曲处因受力不均匀而产生裂纹、角部畸变等缺陷,应在过渡处设计工艺槽或缺口。
5.孔与弯曲处的最小距离。
工件在弯曲件附近有预先冲孔时,由于弯曲时材料的流动会使原有的孔变形。
五金加工工艺知识介绍
1:了解产品的组成及功能 2:了解产品检测的工具及其参数 3:了解这些参数对产品的影响
2:理解/沟通/合作/进步
1:积累加工工艺知识更好地与工艺/ 操作人员沟通,使质检工作更顺畅.
2:更好地理解制定的规范/标准与日 后导入的方法(如FMEA/8D)和体系 (如全面质量管理:全面质量管理是以产
材料成分及其影响压铸参数及其影响压力速度温度时间缺陷产生原因对产品的影对策水纹后流入的金属没有足够能量将已凝固的金属熔化产品表面有很多条纹合适的压射条件提高模具金属温度良好的浇注系统设计气泡金属凝固过程中气体窜入产生在烘烤时镀层起泡正确的模具排气合适的浇注速度缩孔金属凝固体积缩小得不到补充产生有表面时有缩凹在内部易产生起泡提高比压增加保压时间适当降低浇注温度冲压工艺冲压加工是借助于常规或专用冲压设备的动力使板料在模具里直接受到变形力并进行变形从而获得一定形状尺寸和性能的产品零件的生产技术
压铸参数及其影响
*压力/速度/温度/时间
缺陷
产生原因
水纹 后流入的金属没有足够能
量将已凝固的金属熔化
对产品的影 响
对策
产品表面有很多条纹 合适的压射条件,提高模具/金 属温度,良好的浇注系统设计
气泡 金属凝固过程中气体窜入 在烘烤时镀层起泡
产生
缩孔 金属凝固,体积缩小得不到 有表面时有缩凹,在
补充产生
外力,使之产生塑性变形或分离,从而获得所需形状和尺 寸的工件的成形加工方法。 )
电镀(镀液中预镀金属的阳离子在基体金属表面沉积出来,形成
镀层的一种表面加工方法)。
热加工(特征:基体组织发生了变化)
包括铸造(压铸等)、热轧、锻造、焊接、金 属热处理等.
3
工艺对产品品质的影响
零件加工的基础知识
零件加工的基础知识作为制造业的基础设施之一,零件加工在各个行业都扮演了重要角色。
在汽车、航空、电子、机械等领域,零件加工技术的精度、效率和效益都是非常重要的。
然而,对于很多人来说,零件加工依然是一个很神秘的领域。
在这篇文章中,我们将介绍零件加工的基础知识,为读者解开这个领域的神秘面纱。
一、零件加工的定义零件加工是将原材料进行切削、磨削、冲压、拉伸、模压等生产工艺,制成满足某一特定功能需求的零部件。
如机床、锻压机、注塑机等设备都是零件加工的常用设备。
零件加工生产出来的零部件可以用于各种机械设备和生产线中,用于提高制造业的效率和质量。
二、零件加工的类型大致上,零件加工可分为铸造、锻压、冲压、模塑和机加工等几种类型。
其中最常见的是机加工,即利用机床设备对零部件进行加工。
机床加工含有很多不同类型,如车削、铣削、镗削、钻削、磨削等。
三、零件加工工艺1. 车削:车削是一个经典的机床加工方法,用于制作圆形的零件。
这个方法主要依靠旋转工件,切削刀具在工件表面沿着轴向趋近或移远从而切削材料。
这种方法可以用于制作钻头、车轮、配合轴和销等零部件。
2. 铣削:铣削是另一种机床加工方法,可以用来加工平面、凸面和凹面等表面。
通过旋转立柱或桥架,切削刀具在工件表面上运动,这样就能切削材料。
这种方法可以用于制作键槽、齿轮、模板等零部件。
3. 镗削:长孔、管道和孔洞都可以用镗削进行加工。
镗削是一种旋转式加工,利用镗刀与工件表面接触,然后取出部分材料,这样就能够制造出准确的孔径。
这种方法可以用于制作轴承孔、轴面、凹槽等零部件。
4. 磨削:精确度很高的零件需要超精碳化和磨削来达到正确的形状。
磨削使用一定形状的磨石将切削力传递到工件上,以削除多余的材料,并使用高速旋转刀具对表面进行切削,通过改变不同的研磨头,可以取得不同的表面。
四、零件加工的工具和技能在零件加工中,需要使用各种不同的工具和技能。
在机床加工中,需要使用各种切削工具,如铣刀、车刀、孔的内径锥形钻头等。
小五金手册【范本模板】

一.螺釘定義:由頭部和螺杆兩部分構成的一類緊固件。
本手冊中包括的螺釘主要有機械螺釘, 自攻螺釘,塑膠螺釘和浮動螺釘等.機械螺釘由頭部和螺杆兩部分構成的一類金屬緊固件,主要用於一個帶有內螺紋孔的零件與帶有通孔的零件之間的緊固連接,不需要螺母配合;也用於帶有通孔的零件之間的緊固連接,但要與螺母配合, 屬可拆卸連接。
自攻螺釘由頭部和螺杆兩部分構成的一類金屬緊固件,但螺杆上的螺紋為專用的自攻螺釘用螺紋用於緊固連接兩個薄的金屬構件,使之成為一體,構件需事先制出小孔,這種螺釘具有較強的硬度,可直接旋入構件的孔中,使構件孔中形成相應的內螺紋。
塑膠螺釘由頭部和螺杆兩部分構成的一類金屬緊固件,但螺杆上的螺紋為專用的塑膠螺釘用螺紋,可直旋入塑膠件中,用於把一個帶通孔的金屬(或非金屬)零件與一個塑膠件緊固連接在一起..每英吋牙數1。
1。
1米制細牙螺紋;H=0。
866025P d2=d—0.649519P D=dH1=0.541266P d1=d-1。
082532P D2=d2 D1=d1單位:MM1.1.2米制粗牙螺紋;H=0。
866025P d2=d—0。
649519P D=dH1=0.541266P d1=d-1.082532P D2=d2 D1=d1單位:MM1.1。
3英制細牙螺紋P=n/25.4 H=0.866025P d=(d)*25.4 D=dH1=0。
541266P d2=(d—0。
649519/n)*25.4 D2=d2D1=(d—1.082532/n*25.4 D1=d1單位:MM1.1.3英制粗牙螺紋P=n/25。
4 H=0.866025P d=(d)*25。
4 D=dH1=0。
541266P d2=(d-0.649519/n)*25。
4 D2=d2D1=(d-1.082532/n*25.4 D1=d1單位:MM1.2 通孔孔徑1.3攻螺紋孔孔徑與螺釘相配的螺紋攻絲孔孔徑取決外內螺紋結合比之大小。
专业五金件培训教材
五金件培训教材第一章:五金件基础知识第二章:五金件产品的生产工艺流程第三章:五金件产品常见缺陷及检验需知制作:盛铭IQC第一章:五金件基础知识1、五金件的分类:(此教材以我司所涉及产品为主)1)五金:铁、铝、铜、锌、镁等金属及其它合金的总称。
此类金属通常产量大、用途广、价格低廉。
例:下盖以铁元素为主,铝合金面板以铝为主.2) 分类:(以我司现有产品为为主进行分类)a、通常按体积大、小分为大五金、小五金。
大五金:上盖、下盖、后盖、铝合金面板等。
小五金:面壳铁支架、螺钉、散热板、铜柱、弹簧等。
b、按底材不同,可分为以下常见四种:冷轧板电解板铝合金镁合金例:便携式DVD DL333底壳就采用镁合金板材c、按表面是否喷油可分为光板、冷轧板。
光板:未做喷油的电解锌板。
注:光板一定要采用电解板,不可使用冷轧板。
喷油板:电解板的初级原材料。
注:底材电解、冷轧均可做为喷油板的底材。
3)冷轧板与电解板特点与识别注:1、G025所有产品都使用电解板。
2、G036上盖使用冷轧板,下盖、后盖可以不喷油只能采用电解板,用冷轧板的话,上面已讲都需要喷油所以成本反而会上升. (SOKEN机型下盖都采用喷油板。
)3、电解板表面锌层易划伤,以及冲压时有模伤,为了减少浪费,电解板也会采用喷油工艺,对外观不良进行修正.4、电解板根据其表面处理、拉伸系数等性能不同又可分为:a、一级电解板b、二级电解板c、三级电解板第二章:五金件产品的生产工艺流程1、电解板五金件工艺流程:原材料开料冲孔+切边成形丝印烘干包装2、喷油板五金件工艺流程原材料开料冲孔+切边成形前处理喷油烘烤丝印烘干包装1)原材料就是五金件产品最基本的材料,可以为电解板或冷轧板。
2)开料就是将大件原材料切取足够的,最小的一块,这个尺寸一般为成形尺寸。
3)冲孔+切边在冲压机的动力下利用模具将板材冲压,把多余部分去除。
同时也为冲压的第一道工序。
4)成型大五金产品都需进过多道工序才能冲压为设计的结构,工序的最后一道工序称之为成型。
小五金基本知识
小五金基本知识五金指金、银、铜、铁、锡五项金属材料之称,通常只分为大五金及小五金两大类。
大五金指钢板、钢筋,扁铁、万能角钢、槽铁、工字铁及各类型之钢铁材料,小五金则为建筑五金、白铁皮、锁类铁钉、铁丝、钢铁丝网、钢丝剪、家庭五金、各种工具等等。
小五金产品种类繁多,规格各异,在家居装饰中起着不可替代的作用,选择好的五金配件可以使很多装饰材料使用起来更安全、便捷。
目前市场上所经营的五金类产品共有十余类上百种产品。
主要有:1、锁类外装门锁、执手锁、抽屉锁、球型门锁、玻璃橱窗锁、电子锁、链子锁、防盗锁、浴室锁、挂锁、号码锁、锁体、锁芯。
2、拉手类抽屉拉手、柜门拉手、玻璃门拉手。
3、门窗类五金合页:玻璃合页、拐角合页、轴承合页(铜质、钢质)、烟斗合页;铰链;轨道:抽屉轨道、推拉门轨道、吊轮、玻璃滑轮;插销(明、暗);门吸;地吸;地弹簧;门夹;闭门器;板销;门镜;防盗扣吊;压条(铜、铝、pvc);碰珠、磁碰珠。
4、家庭装饰小五金类万向轮、柜腿、门鼻、风管、不锈钢垃圾桶、金属吊撑、堵头、窗帘杆(铜质、木质)、窗帘杆吊环(塑料、钢质)、密封条、升降晾衣架、衣钩、衣架。
5、水暖五金类铝塑管、三通、对丝弯头、防漏阀、球阀、八字阀、直通阀、普通地漏、洗衣机专用地漏、生胶带。
6、建筑装饰小五金类镀锌铁管、不锈钢管、塑料胀管、拉铆钉、水泥钉、广告钉、镜钉、膨胀螺栓、自攻螺丝、玻璃托、玻璃夹、绝缘胶带、铝合金梯子、货品支架。
7、工具类钢锯、手用锯条、钳子、螺丝刀、卷尺、克丝钳、尖嘴钳、斜嘴钳、玻璃胶枪、钻头>直柄麻花钻头、金刚石钻头、电锤钻头、开孔器。
8、卫浴五金洗面池龙头、洗衣机龙头、延时龙头、花洒、皂碟架、皂蝶、单杯架、单杯、双杯架、双杯、纸巾架、厕刷托架、厕刷、单杆毛巾架、双杆毛巾架、单层置物架、多层置物架、浴巾架、美容镜、挂镜、皂液器、干手器。
9、厨房五金、家电类厨柜拉篮、厨柜挂件、水槽、水槽龙头、洗涤器、抽油烟机、燃气灶、烤箱、热水器、管道、天然气、液化罐、燃气采暖炉、洗碗机、消毒柜、浴霸、排风扇、净水器、干肤器、食物残渣处理机、电饭煲、烘手器、冰箱。
五金基础知识培训教材
5.4/0.5
基体为铁质,表面经热镀 铝而成,呈灰白色,手感 主要用于直接与食品 好;具有良好的耐热性, 接觸的零件 耐腐蚀性较镀锌材质佳, 质较硬,符合食品级 表面有均勻的小花纹,光 烤箱反射板;烤肉器 滑,防腐蚀性及成型性好, 反射板等 热反射性及耐热性较好 机械性能优良,延展性好, 硬度适中,加工成型性好,度泛用于各种曲面要 易生锈,一般要求低温涂 求的部品 裝或电镀
第三工程:左右切边
切余料
实例讲解
第四工程:左侧打卡钩
折成直角
实例讲解
第五工程:右侧打卡钩
同上
实例讲解
第六工程:左右侧打Z字卡钩
折Z字型
实例讲解
第八工程:正冲孔,切边
冲孔 切边
第三章:金属材料的表面防锈处理
• • • • • • • • • 电镀(镀铜、镀锌、镀铬、镀镍……) 酸洗磷化 钝化 抛光 烤漆 喷砂 发黑/发蓝 静电粉末喷涂 铝阳极氧化
四.喷砂
• (1)目的:去除表面轻微划伤,氧化缺陷,增强表面粗糙度,增 加涂裝附著力. • (2)工艺:喷砂去除表面轻微划伤痕,100#玻璃砂. • (3)外观:表面色泽均勻无色差,类似毛玻璃的粗燥质感, 细的砂型同样可以表现出高档的产品。同时使用遮罩可 以形成局部喷砂效果,比如蠕虫状的形状、规则形和其 他不规则形。
镀铝 锌铁 板 SPCC 冷軋 SPC 板 D SPCE 3003 5052
5.4/0.5
4.2/2.0 (SPCC)
SPCC、 SPCD、 SPCE延 展性依 次变好
铝板
白色、柔軟、易加工,导 3003多用于电锅內锅; 22.7/0.5 ~ 热及导电性好,一般要先 烤箱反射板 2.5 阳极处理或高温涂裝,符 5052多用于散热片 合食品级
金加工基础知识
4、刨床 主要用于加工平面、沟槽和成型面。
5、铣床 铣床的加工范围与刨床相近,但比刨床加工范围 广,生产率也较高。常见的铣床有:卧式铣床、 立式铣床和龙门铣床。
6、磨床 磨床种类多,范围广,能适应磨削各种加工表面、工 件形状。外圆磨床可磨削工件的外圆柱面、外圆锥面、 内圆柱面及锥度较大的内外圆锥面;内圆磨床主要用 于磨削内圆柱面、内圆锥面及端面等;平磨床用来磨 削工件的平面。
四、了解切削刀具
切削刀具种类很多,如 车刀、刨刀、铣刀和钻头 等。它们几何形状各异,复 杂程度不等,但它们切削 部分的结构和几何角度都 具有许多共同的特征,其 中车刀是最常用、最简单 和最基本的切削工具,因 而最具有代表性。其他刀 具都可以看作是车刀的组 合或变形。
1、车刀的组成 车刀由切削部分、刀柄两 部分组成。切削部分承担 切削加工任务,刀柄用以 装夹在机床刀架上。切削 部分是由一些面、切削刃 组成。我们常用的外圆车 刀是由一个刀尖、两条切 削刃、三个刀面组成的。
2、表面质量
主要是指零件加工后的表面粗糙度以及表面层 材质的变化。主要包括:表面粗糙度、表面层 材质的变化
(1)表面粗糙度
表面粗糙度是指在切削加工中,由于刀痕、塑 性变形、振动和摩擦等原因,会使加工表面产 生微小的峰谷,这些微小Байду номын сангаас谷的高低程度和间 距状况称为表面粗糙度。
(1)表面粗糙度
· 表面粗糙度对零件的耐磨性、抗腐蚀性和配合性 质等有很大影响。它直接影响机器的使用性能和寿 命。 · 国家标准GB/T1031-1995规定了表面粗糙度的评定 参数及其数值。常用的评定表面粗糙度的参数是轮 廓算术平均偏差Ra值。 · 一般来说,零件的表面粗糙度越小,零件的使用 性能越好,寿命也越长,但零件的制造成本也会相 应增加。
五金制品加工工艺
五金制品加工工艺五金制品加工工艺是指将金属材料通过一系列的加工方法和工艺,将其转变成符合要求的最终产品的过程。
五金制品广泛应用于家居、机械、汽车、电子等各个领域,其制作过程涉及到多个环节和工艺技术。
本文将从原材料选择、加工方法、表面处理和质量控制等方面探讨五金制品加工工艺的一些关键要点,让读者深入了解这个领域。
第一部分:原材料选择五金制品加工的第一步是选择合适的原材料。
常见的五金制品材料包括钢铁、铜、铝、不锈钢等。
在选择材料时需要考虑产品的用途、强度要求、耐腐蚀性等因素。
不同的材料有不同的特性,对于不同的产品需要选择适合的材料。
第二部分:加工方法五金制品加工的第二步是选择合适的加工方法。
常见的加工方法包括锻造、冲压、铸造、焊接和机械加工等。
不同的产品需要不同的加工方法,以达到所需的形状和尺寸。
同时,加工方法的选择也会影响到产品的性能和质量。
第三部分:表面处理五金制品加工的第三步是进行表面处理。
表面处理是提高产品的外观质量、耐腐蚀性和机械性能的重要环节。
常见的表面处理方法包括镀锌、喷涂、阳极氧化等。
不同的表面处理方法适用于不同的材料和产品,在选择和操作时需要考虑到工艺要求和成本控制。
第四部分:质量控制在五金制品加工的整个过程中,质量控制是至关重要的环节。
通过建立合理的质量管理体系、制定质量标准和监控过程,可以确保产品质量的稳定性和可靠性。
常见的质量控制方法包括抽样检验、试验验证和过程监控等。
在质量控制方面,各个环节的人员都应严格按照规定操作,确保产品符合客户要求和行业标准。
总结与回顾:五金制品加工工艺多样化,涉及到原材料选择、加工方法、表面处理和质量控制等多个方面。
合适的原材料选择和加工方法可以确保产品的性能和质量要求。
良好的表面处理和质量控制则能提升产品的外观质量和可靠性。
通过深入了解五金制品加工工艺,可以更好地理解五金行业的生产过程和技术要求。
在我看来,五金制品加工工艺是一个综合性强、技术要求高的领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Foxcavity
MSA
12
4.產品的使用/工作環境 根據產品的使用/工作環境來選擇熱處理以及表 面處理的加工工藝. 5.實際加工過程中可行性以及通用性
在確定產品的可加工性的同時要注意產品公差尺 寸的通用性(即產品各尺寸在大量生產時的穩定性)
FoxcavitPRODUCTS SERIES: 1. 六角支柱 STANDOFF
--表面處理 ------包裝出貨
Foxcavity
MSA
18
二.機台的種類,型號以及加工範圍 A.車床設備: 走刀凸輪機:W-1568,走心凸輪機:1053, CNC走心 機:NK-16H B12,飛翔L-270,東台精機 附助加工机:剖溝机,無心研磨机 a.走刀凸輪機:W-1568
最大加工直徑:Φ15mm
3. 適當的切深ap視加工材質以及刀片的材質等級
來決定.
Foxcavity
MSA
11
七.產品設計時應注意的問題
1.產品材質以及規格的選用
針對不同母材材質(鋁,銅,鋼板等)的硬度,厚度 選用不同的材質.
2. 產品鉚接方式的選取
根據鉚接產品的母材厚度,安裝要求選擇合適的 固定方式.
3.產品的功能要求 確保產品達到設計的推力,拉拔力以及扭矩等 各方面的功能要求.設計時還需要考慮產品在裝配 時可操作性.
常用金屬材料成份
快削鋼:化學成份 代碼 C12L14 化學成分 (%)
C最大
0.15
Mn
0.85~0.15
P
0.04~0.09
S
0.26~0.35
Pb
0.35
鋁及鋁合金棒:化學 成份
代碼
AL 6061
化學成份 (%)
Si 0.40~ 0.8 Fe 0.35 以下 Mn 0.15 以下 Mg Cr Zn 0.25 以下 Ti 0.15 以下 Al 其余 其余 0.8~1 0.04~0 .2 .35
小五金零件加工基礎
Foxcavity
MSA
1
三.材質種類以及常用規格
中碳鋼 , 快銷鋼 , 黃銅 , 鋁,不鏽鋼 ,鐵線等 中碳鋼 :S45C……
快削鋼:C12L14……
黃銅:C3601, C3604…… 不銹鋼:SUS303, SUS416…… 鋁:AL 6061, AL 6063…… 鐵線:C1018, C1022…… 合金線:SCM435, 10B21…… 不銹鋼線:SUS302, SUS430……
Self-clinching nut’s material is main stainless steel (SUS303) and low carbon steel (C12L14).It is a nut that incorporates a knurled platform and a groove. The knurled platform,when embedded in a metal sheet,causes displaced material of the sheet to flow evenly into the groove of the nut for selfclinching.Therefore,it installs simply and fast and convenient.and uses extensive in sheet metal part which fasten 、 support 、 orientation .Its includes S、SL 、 SMPS 、SS 、CLS 、CLSS 、CLA 、H 、 HN 、 HNL 、L series and so on.
* 鍍鎳分: 鍍鎳,無電解鎳.
電鍍流程:產品膳油清洗(除鏽)------放入電解槽 -----取出清洗------烘干------包裝.
* 小五金電鍍層通常為5~8um.
7
Foxcavity
MSA
* 鍍鋅產品經耐腐蝕處理鹽霧測試開可達8H. * 鍍鎳產品經耐腐蝕處理鹽霧測試開可達4H. 另外,可以採用目前比較環保的鋅鉻涂層技術 (DACROMET), 它比傳統的金屬表面處理具有更優 良的耐腐蝕性,抗鹽霧能力大大加強. 根據客戶的需求結合實際的使用情況,可針對產 品進行螺牙部分的耐落處理, 增加產品的防震,防鬆 動脫落以及密封性能,同時也能增加其耐久性以及重 複使用性.
Foxcavity
MSA
21
FLOATING FASTENER 浮動螺母
Product Introduction: Floating fastener is comprised by a self-clinching part and an enclosed floating nut. There are a knurled platform and a groove on the self-clinching part. The knurled platform,when embe -dded in a metal sheet, will cause displaced material of the sheet to flow into the groove for self-clinching. 產品介紹: 浮動螺母由一個自定位零件和一個被封閉的浮動螺母組成, 在自定位零件上有一壓花平台和一環溝,當壓花平台被衝壓 到金屬板中時,它將金屬板上材料擠入到環溝內從而使自定 位零件自行固定.
加工車制長度:30mm 鉆孔最大深度:25mm 加工螺紋長度:11mm
Foxcavity
MSA
19
b.走心凸輪機:1053 最大加工直徑:Φ10mm 加工車制長度:70mm 鉆孔最大深度:25mm 加工螺紋長度:11mm
C走心機:NK-16H B12 最大加工直徑:Φ16mm 加工車制長度:30mm 鉆孔最大深度:25mm 加工螺紋長度:11mm
20
Foxcavity
MSA
自定位螺母(太陽花) SELF-CLINCHING NUT
自定位螺母材料主要有不鏽鋼SUS303,低碳 鋼C12L14. 自定位螺母有一壓花平台和一溝環, 當壓花平台被衝壓到金屬板中時,它將金屬板上 材料均勻擠入螺母的環溝內從而使螺絲自行固 定.因此, 其具有安裝簡單、快捷方便的特點,廣 泛用于薄板類零件的緊固、定位、支撐. 包括 S/SL/SMPS/SS/CLS/CLSS/CLA/H/HN/HNL等几個 系列.
Foxcavity
MSA
8
五.產品公差
產品的加工公差的確定:
1.要確保產品的使用功能滿足鉚接,裝配要求. 2.要考慮機台的加工能力. 3.確保產品在大量生產的品質要求. 4.合適的尺寸公差可以響應減少產品的加工成本.
5.參考PEM的產品尺寸公差來設定
Foxcavity
MSA
9
六.加工刀具
常用加工刀具有如下形式: 前,後掃刀, 外徑槽刀,內孔槽刀,端面槽刀,切斷刀, 內,外牙刀,內孔鏜刀, 定心鑽, 鑽頭,絲攻. 切削三要素: 1.切削速度V=3.14*D*N/1000 2.進給量f 3.切深ap
Mg Cr Zn Ti Al
2.2~2.8 0.15~0.35 ≦0.10 ≦0.05
銅及銅合金棒:化學成份
代碼 化學成份 (%) Cu Pb Fe Sn Fe+Sn 0.50以下 Fe+Sn 1.3以下 Fe+Sn 0.6以下 Fe+Sn 1.5以下 其余 其余 Zn
C3061
C3062
59.0~63.0
注: 粗糙度Ry=f*f*1000/8R(R為刀具鼻尖半徑)
Foxcavity
MSA
10
1. 適當的切削速度V要視刀片等級以及工作物的
材質決定. 它是影響刀具壽命的最大因素.
刀片等級分超硬,超硬被覆,瓷金,陶瓷,碳化硼 (CBN),鑽石等級. 2. 適當的進給量f視精加工面粗度與生產力來決定. 它是影響刀具崩損以及表面粗度的最大因素.
Foxcavity
MSA
15
壓入式螺母 INSERT NUT
壓入式螺母采用可提供較高的抗扭 轉和抗拉撥能力的表面壓花带的特殊設 計.它通過加熱或利用超聲波可快速安裝 到熱塑性塑料中,尤其是在頻繁裝配和配 備、維修常要分解的單體中所必須的.作 緊固、定位用. Insert nuts are specified designed in applications helical knurl bands where provide a combination of high torque and pulling out resistance.Its rapid installs into thermo-plastics by means of heat or ultrasound,especially where frequent assembly and disassembly of the unit for service or repair in necessary.It’s part of fasten and orientation .
小五金零件熱處理硬度為:
C12L14 ------滲碳熱處理: HV 350-440
SCM435 10B21 ------調質熱處理: HV 330-400 C1018 C1022 ------滲碳熱處理: HV450min 一般表面處理方式分為: 鍍鋅 ,鍍鎳 ,鍍錫等. * 鍍鋅分: 鍍白鋅,鍍藍鋅,鍍彩鋅.
59.0~63.0
1.8~3.7
1.8~3.7
0.30以下
0.50以下
C3063
C3064
57.0~61.0
57.0~61.0
1.8~3.7
1.8~3.7
0.35以下
0.70以下
四.熱處理及表面處理