排母排针介绍--创辉诚科技
排针系列
端接方式:焊接
电流:5 A
接触电阻:≤4 mΩ
绝缘电阻:>1 GΩ
测试电压:~1500 V
工作温度:-40 ℃~+125 ℃
湿度:75%,符合DIN40 040和MIL-C-21 097B标准
PCB板厚度:≤2.0 mm
双排装配尺寸
产品编号
芯数
2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60
94
欧度PCB板连接器 排针系列
254/I排母,517系列
配合插针截面0.64×0.64 mm 双排,曲针,垂直插孔,间距2.54×2.54 mm
技术参数
绝缘体材料:PBT玻璃纤维增强型 插孔:铜合金 表面镀层:1.25µm Ni + 0.5µm Au,符合MIL-G45 204B Class 00*)标准 *) 接触部分镀在Ni基上镀Au,非接触部分在Ni基上 镀Sn。
水平安装
产品编号
517.220.003.001 517.220.003.002 517.220.003.003 517.220.003.004 517.220.003.005 517.220.003.006 517.220.003.007 517.220.003.008 517.220.003.009 517.220.003.010 517.220.003.011 517.220.003.012 517.220.003.013 517.220.003.014 517.220.003.015 517.220.003.016 517.220.003.017 517.220.003.018 517.220.003.019 517.220.003.020 517.220.003.021 517.220.003.022 517.220.003.023 517.220.003.024 517.220.003.025 517.220.003.026 517.220.003.027 517.220.003.028 517.220.003.029 517.220.003.030
排针排母产品知识培训资料
深圳市连大精密制品有限公司产品知识培训资料自制品部分连大产品料号在12位至14位数之间,产品料号L001-L904连接器主要指标:连接方式、间距、PIN数1、L100―――WAFER系列WAFER的定义:应用于板―线连接,公座的一端为WAFER.WAFER的间距:分为0.8 1.0 1.25 1.5 2.02.5 2.543.0 3.964.25.08。
WAFER的连接方式分为:180度、90度、SMT(贴板/贴片)WAFER 自制的有:WAFER PH0.8 单排立/卧贴系列(PIN数:2-22P):成品料号规格L100XX-124001X WF PH0.8 XXP LCP 单排立贴环保L100XX-134001X WF PH0.8 XXP LCP 单排卧贴环保材料料号规格P100XX-14001 WF单排塑胶 PH0.8 3P 立/卧贴 LCP米白色环保T10012-9801 WF端子 PH0.8 单排 C5191-H<HV190-210>立/卧贴镀锡环保T10092-5801 接地片端子 C5191-H<HV190-210> 青铜镀锡环保<WF系列共用>WAFER PH1.0 单排立/卧贴系列(PIN数:2-22P):成品料号规格L101XX-124001X WF PH1.0 1*XXP LCP 单排立贴环保L101XX-134001X WF PH1.0 1*XXP LCP 单排卧贴环保材料料号规格P101XX-14001 WF塑胶 PH1.0 XXP SMT单排立/卧贴 LCP 米白色环保T10112-6802 WF PH1.0 单排立贴端子 C5191-H 镀锡环保T10092-5801 接地片端子 C5191-H<HV190-210> 青铜镀锡环保<WF系列共用> 成品料号规格L101XX-134001X WF PH1.0 1*XXP LCP 单排卧贴环保材料料号规格P101XX-14001 WF塑胶 PH1.0 XXP SMT单排立/卧贴 LCP 米白色环保T10113-6805 WF PH1.0 H:2.9 单排卧贴端子 C5191-H 镀锡环保T10092-5801 接地片端子 C5191-H<HV190-210> 青铜镀锡环保<WF系列共用>WAFER PH1.0 H4.3 立贴系列(PIN数:2*10/15/20/25P):成品料号规格L101XX-224X01X WAFER PH1.0 2*XXP H4.3 立贴带柱/不带柱带吸取帽LCPfirst材料料号规格P101XX-24201 WAFER塑胶 PH1.0 2*XXP 立贴带柱/不带柱 H:4.3 LCP 环保P10115-24120 WAFER 吸取帽 PH1.0 LCP 环保T10112-6101 WF PH:1.0 H:4.3 双排立贴端子 C5191-H 镀全金1U" 环保T10092-5801 接地片端子 C5191-H<HV190-210> 青铜镀锡环保<WF系列共用>WAFER PH1.0 H3.9 卧贴系列(PIN数:2*10/15/20/25P):成品料号规格L101XX-234002X WAFER PH1.0 2*XXP H3.9侧插卧贴LCP 环保材料料号规格P101XX-24301 WF塑胶 PH1.0 2*XXP 卧贴 H:3.9 LCP 环保T10113-6103 WF PH1.0 H3.9 双排卧贴端子A C5191-H 1U" 环保T10113-6104 WF PH1.0 H3.9 双排卧贴端子B C5191-H 1U" 环保T10092-5801 接地片端子 C5191-H<HV190-210> 青铜镀锡环保<WF系列共用>WAFER PH1.0 H5.4 卧贴系列(PIN数:2*10/15/20/25P):成品料号规格L101XX-234001X WF PH1.0 2*XXP H:5.4 卧贴 LCP 卷装环保材料料号规格P101XX-24302 WF塑胶 PH1.0 2*XXP 卧贴 H:5.4 LCP 环保T10113-6101 WF PH1.0 H:5.4 侧插卧贴端子A C5191-H 镀1U"全金环保T10113-6102 WF PH1.0 H:5.4 侧插卧贴端子B C5191-H 镀1U"全金环保T10092-5801 接地片端子 C5191-H<HV190-210> 青铜镀锡环保<WF系列共用>WAFER的规格:单排间距0.8---1.25的最小为2P,最大为20P双排间距0.8---1.25的最小为2*5P,最大2*25P,具体有2*5P、2*8P、2*10P、2*15P、2*20P、2*25P。
排针排母连接器行业作业指导书案例
说核准: 审核: 编制:産品作业指导书文件编制 品质工程文件编号産品编号*100 工序名称排 塑 胶作 业 说 明检验管制重点及简图说 明 :1. 根据制令单分清单双排要求,再检查塑胶是否有断裂,毛边,塞孔等不良现象2. 挑出不良品且把不良品放入不良品盒3. 将塑胶待插入端子面向上,整齐排列于导槽内4. 左右手配合将塑胶排列于物料导槽内管制重点:1. 塑胶排列方向一致且2. 检查塑胶无塞PIN,毛边,缺料,烧焦,破裂等不良3. 不良品标示并隔离排 膠 芯樣 品异常处理通知组长抽样频率作业员自检修订日期机治具物料导槽检测方式作业员目视2019-01-15核准: 审核: 编制:産品作业指导书文件编制品质工程文件编号産品编号排插BORT系列工序名称插针作业说明检验管制重点及简图说明:1.每次生产前先由生技人员调试好半自动机,试组装5~10pcs,碓认OK后再交由生产线2.根据不同产品,比对图纸调试好半自动组装机, 使符合首件要求;然后将开关设为自动作业3.将排好塑胶的导槽插放于组装机的接口处,使塑胶能够顺利进入组装机4.按照半自动组装机的操作规程进行操作,操作过程中发现异常情况时要停机检查5.不良品放入不良品盒管制重点:1.检查无漏插端子,插错端子现象;2.检查端子无压伤,歪斜等不良3.不良品标示并隔离4.对照工程图检查尺寸符合要求(不同料号有不同DIP尺寸要求),IPQC每2小时抽5Pcs量测双排机單排塑膠樣品雙排塑膠樣品单排机核准: 审核: 编制:産品作业指导书文件编制品质工程文件编号産品编号系列工序名称打凸点(按客户需求)作业说明检验管制重点及简图说明:1.每次生产前先由生技人员调试好打点机,试打5pcs,碓认OK后再交由生产线2.双排机作业: 双手配合将产品方向一致长端向下放入送料定位槽中,然后拿推料板把产品推入机器作业(如图示)3.单排机作业: 双手配合将产品方向一致长端向内放入治具定位槽,OK后双手按动开关进行打凸点作业(如图示)4.注意打点后,打点大小付合图面要求5.不良品放入不良品盒管制重点:1.检查打点无压伤塑胶2.检查端子打点到位,凸点宽度及深度符合规范要求.(两凸点宽0.8+0.16/-0.08)3.端子打点无偏移,凸点方向正确4.不良品标示并隔离5.IPQC每2小时用卡尺抽检5Pcs双排机导料部分单排机双排机核准: 审核: 编制:産品作业指导书文件编制 品质工程文件编号産品编号系列工序名称目 视 半 成 品 (按客户需求)作 业 说 明检验管制重点及简图说 明:1. 将产品散放于台面2. 手捏着塑胶一端3~5mm 处,检查端子打点是否到位无偏移,凸点尺寸符合要求,端子有无缺针,歪针,氧化之现象,塑胶有无刮伤,异色,烧焦等不良3. 将OK 之产品整齐放入周转盘并标示清楚流入下道工序4. 不良品放入不良品盒管制重点:1. 检查端子有无凸点,端子无缺针, 歪针,氧化﹐塑胶无刮伤,异色,烧焦2. 检查端子打点到位无偏移, 凸点方向是否符合工程图面要求3. 不良品标示并隔离异常处理 通知组长 抽样频率 作业员自检 修订日期 机 治 具 无 检测方式 作业员目视 2019-1-15核准: 审核: 编制:目视双排目视单排産品作业指导书文件编制 品质工程文件编号産品编号系列工序名称 切 PIN作 业 说 明检验管制重点及简图说 明:1. 每次生产前先由生技人员调试好裁切机,试组装5~10pcs,碓认OK 后再交由生产线2. 双手配合将半成品放入裁切机导槽,按照裁切机作业规范进行操作3. 不良品放入不良品盒管制重点:1. 检查端子裁切PIN 数正确.,尺寸符合规范要求;(依照该料号工程图面要求进行检查)2. 塑胶切口平齐,无缺料3. 检查端子无碰伤或镀层脱4. 裁切尾料须分隔开5. 不良品标示并隔离异常处理 通知组长,生技抽样频率 作业员自检 修订日期 机 治 具 裁切机检测方式作业员目视2019-1-15核准: 审核: 编制:单排裁切机樣品1 樣品2 樣品3 樣品4双排裁切机産品作业指导书文件编号産品编号系列工序名称目 视 成 品作 业 说 明检验管制重点及简图说 明:1. 将产品放于台面.2. 旋转产品逐一目视裁切好的成品,检视两排端子有无缺针,歪针,氧化;塑胶表面有无刮花,毛边,切口不平,异色等不良.3. 如有较大毛边不良用刀片将毛边削掉.4. 按客户要求需缺针之产品,检查其缺针位置是否正确.5. 目视OK 之产品放入周转盘中.6. 不良品放入红色不良品盒.管制重点:1. 检查端子无打点、缺针、歪针、氧化现象2. 检查塑胶表面刮花,切口不平,异色,毛边等不良3. 要求缺PIN 之产品,缺PIN 位置正确4. 产品 100%全检5.不良品标示并隔离异常处理 通知组长 抽样频率 作业员自检 修订日期 机 治 具 无检测方式 作业员目视 2016.01.15核准: 审核: 编制:OK表面刮花不良目視單排目視雙排産品作业指导书文件编号産品编号系列工序名称 包 装作 业 说 明检验管制重点及简图说 明:1. 按制令单要求的包装材料包装(符合BOM 及包装明细)2. 在装箱时应严格按客户要求包装3. 封口处不可超过10mm,并在胶袋上贴相应的标签4. 将封订好之産品按照工程图及包装要求整齐地放入包装箱内,出口産品应加装防水袋5. 将産品移到待验区管制重点:1. 正确使用纸箱规格2. 装箱时应严格按客户要求数量称重包装3. 産品装箱数量准确无误,严格控制産品短装,错装, 反装等现象4. 正确填写外箱麦头ITEM(品名) QTY(数量) NW(凈重) GW(毛重) MEAS(纸箱规格) MADEIN(産地) 5. 品名,编号须正确,尾数箱包装数量须注明清楚异常处理 通知组长 抽样频率 作业员自检 修订日期机 治 具 封口机检测方式 自检是否有包装错误 2019-1-15稱重外箱正面內容 封口 標簽 包裝核准: 审核: 编制:産品作业指导书文件编制品质工程文件编号産品编号系列工序名称报检入库作业说明检验管制重点及简图成品入库单(图示)说明:1.按制令单所需成品数量核对.2.清点成品数量,检查所填写的数量,名称是否正确.3.尺寸和结构必须与工程图相符. 管制重点:1.有无影响外观的不良.2.正﹑侧面内容符合订单需求.3.严格按入库程序入库.4.産品堆放高度符合要求.异常处理机治具通知组长无抽样频率每批确认包装规格修订日期检测方式FQC抽检2019-1-15成品入庫(圖示)(表格編號:WI-023 版本:第3版)11。
排针注塑生产工艺
排针注塑生产工艺排针注塑生产工艺是一种常用的注塑成型工艺,主要针对各种排针产品的生产。
下面将介绍一下排针注塑的生产工艺流程及其特点。
首先,排针注塑生产工艺的第一步是设计模具。
模具的设计需要考虑到排针的尺寸、形状以及注塑机的规格等因素,以确保模具能够准确地复制出排针的形状。
接下来,选择合适的注塑材料。
在排针注塑生产过程中,常用的注塑材料有聚乙烯(PE)、聚丙烯(PP)等。
选择合适的材料可以保证排针的强度和耐用性。
然后,进行注塑机的调试。
调试注塑机是为了确保注塑过程中的温度、压力等参数能够达到最佳状态。
合理的温度和压力能够保证产品的质量和尺寸的稳定性。
接下来是注塑生产过程。
将经过预热处理的注塑材料放入注塑机的料斗中,通过加热和融化,将材料转化为熔融状态。
然后,将熔融状态的材料注入到模具的腔中,等待材料冷却固化。
冷却固化后,打开模具,取出成型的排针产品。
最后,进行排针产品的后处理。
包括修边、切除多余的材料以及打磨等工序,以保证产品的外观和质量。
排针注塑生产工艺的特点如下:1. 生产效率高。
由于采用了注塑机自动化生产,大大提高了生产效率。
注塑机可以根据设定的参数自动进行操作,避免了传统工艺需要手工操作的缺陷。
2. 产品质量稳定。
注塑生产过程中可以控制温度、压力和时间等参数,确保产品的尺寸和质量稳定性。
3. 产品外观精美。
由于注塑生产过程中材料以液态的形式进入模具,可以保证产品的表面平整和光滑。
4. 生产成本低。
相比其他成型工艺,排针注塑生产工艺不需要额外的加工,减少了加工工序和成本。
5. 制造周期短。
注塑生产过程可以批量生产,缩短了制造周期,提高了产品的生产速度和效率。
总之,排针注塑生产工艺是一种高效、稳定、质量好且成本较低的注塑工艺。
它在排针产品制造领域有着广泛的应用,并且随着技术的进步,注塑工艺的优化和改进将为产品制造业带来更多的机会和潜力。
排针规格大全

排针规格大全排针百科排针所有规格排针规格排针规格大全排针百科看这里-给大家讲解下排针具体的规格:2.54mm YLW排针连接器系列:2.54mm单排针,单排双塑,180度,H=1.5/2.0/2.5mm2.54mm双排针,双排双塑,180度,H=1.5/2.0/2.5mm2.54mm单/双排弱,90度,H=1.5/2.0/2.5mm2.54mm单/双排针,SMT,H=1.5/2.0/2.5mm2.54mm单排双塑,双排双塑,SMT,H=1.5/2.0/2.5mm2.54mm三排针,90/180度,H=2.5mm2.54mm单/双排针,打K,H=1.5/2.0/2.5mm2.54mm双排针,90/180度,H=4.3mm2.54mm双排针,90/180度,H=7.4mm2.54mm双排针,双塑,90度,塑宽=9.7mm,H=2.54mm2.00mmYLW排针连接器系列:2.00mm单排针,单排双塑,180度,H=1.0/1.5/2.0mm2.00mm双排针,双排双塑,180度,H=1.0/1.5/2.0mm2.00mm单/双排针,90度,H=1.0/1.5/2.0mm2.00mm单排双塑,双排双塑,90度,H=1.0/1.5/2.0mm2.00mm单/双排针,SMT,H=1.0/1.5/2.0mm2.00mm单/双排针,打K,H=1.0/1.5/2.0mm2.00mm双排针,180度,90度,H=4.0mm2.00mm三排针,180度,H=2.0mm2.00mm四排针,180度,H=2.0mm1.27mm 永连旺排针连接器系列:1.27mm单排针,单排双塑,180度,H=1.0/1.5/1.7/2.0/2.5mm1.27mm双排针,双排双塑,180度,H=1.0/1.5/2.0/2.5mm1.27mm单/双排针,90度,H=1.0/1.5/2.0/2.5mm1.27mm单/双排针,SMT,H=1.0/1.5/1.6/2.0/2.5mm1.27mm单排双塑,双排双塑,SMT,H=1.0/1.5/2.0/2.5mm1.27mm单排双塑,双排双塑,90度,H=1.0/1.5/1.6/2.0/2.5mm1.00mm 排针连接器系列:1.00mm单排针,单排双塑,180度,H=1.0/1.5mm1.00mm双排针,双排双塑,180度,H=1.0/1.5mm1.00mm单排双塑,SMT,H=1.0/1.5mm1.00mm双排双塑,SMT,H=1.0/1.5mm1.00mm单排针,双塑,SMT,H=1.0/1.5mm0.80mm排针系列:0.80mm双排针,SMT,180度,H=1.38mm三排针。
排针排母简介PPT课件
3、按照排针的排数划分:分单排、双排、3排、4排等,目前最高只有4排。
单排
双排
三排
四排
4、按照安装方式划分:180度用S表示、90度用W表示、SMT用T表示。
S
W
T
5、按照是否需要增高,是否需要带定位柱来划分,定位柱有2种,一种是内
定位柱,一种是耳定位柱。
.
5
规格 同排针
三视图的投影关系: 主俯视图:长对正 俯左视图:宽相等 主左视图:高平齐
分类 1、排针按照间距划分:分0.8,1.0,1.27,2.0,2.54间距。 2、按照塑胶高度和塑胶数量划分(比如说单塑,双塑,3塑等等)划分。 3、按照排针的排数划分:分单排、双排、3排、4排等,目前最高只有4排。
4、按照安装方式划分:180度用S表示、90度用W表示、SMT用T表示。
.
2
规格
KLS1-208B-6.35-4-XX-S
S,R,T Pin:2~120
1排,2排,3排,4排
塑高6.35毫米 P2.00mm系列
产品编号
.
6
排母端子类型: U端子和Y端子
U型端子,接触有3个面 一般塑高低的用U型端子
带凸点排母(Y型端子)
Y型端子,接触有2个面 一般塑高高的用Y型端子
.
7
其他形式排针、排母 排母蜈蚣脚
Pin=2 to 80 1.27x2.54系列备注: 针规 塑高 单位 (mm)
间距 项目
针规 塑高 额定电流 额定电压 接触电阻 绝缘电阻 工作温度
1.00mm
1.27 mm
2 mm
2.54 mm
0.3×0.3
0.4×0.4
0.5×0.5
0.64×0.64
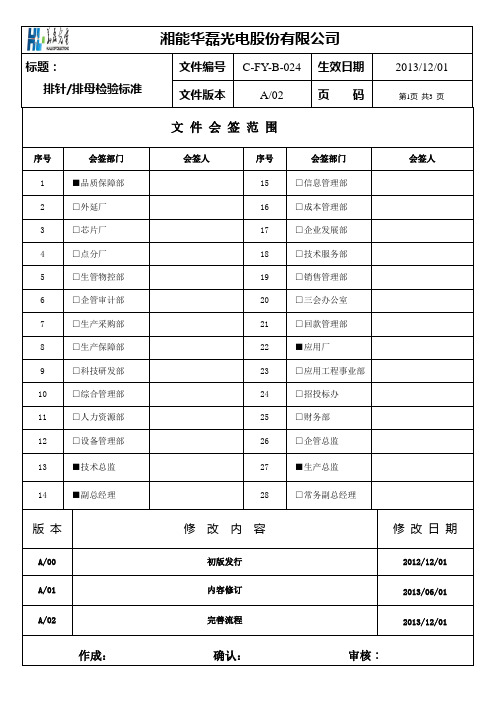
C-FY-B-024排针、排母检验标准
C
铬铁
3
组装
无松动,不到位,接触INT
√
C
试装
五、材质
1
外壳
与承认书和样品一致
√
C
目视
2
插针/母端
铜材,表面镀银
√
C
目视
10
□综合管理部
24
□招投标办
11
□人力资源部
25
□财务部
12
□设备管理部
26
□企管总监
13
■技术总监
27
■生产总监
14
■副总经理
28
□常务副总经理
版本
修改内容
修改日期
A/00
初版发行
2012/12/01
A/01
内容修订
2013/06/01
A/02
完善流程
2013/12/01
作成:确认:审核:
1.0目的
文件会签范围
序号
会签部门
会签人
序号
会签部门
会签人
1
■品质保障部
15
□信息管理部
2
□外延厂
16
□成本管理部
3
□芯片厂
17
□企业发展部
4
□点分厂
18
□技术服务部
5
□生管物控部
19
□销售管理部
6
□企管审计部
20
□三会办公室
7
□生产采购部
21
□回款管理部
8
□生产保障部
22
■应用厂
9
□科技研发部
23
□应用工程事业部
√
A
目视
3
PIN数
排针排母配对高度方法
排针排母配对高度方法排针排母配对是一项非常重要的技能,尤其在电子制造业中。
正确的排针排母配对可以确保电路板的正确连接,从而保证设备的正常运行。
接下来,我们将介绍一些高效的排针排母配对方法。
一、视觉检查法在排针排母时,我们可以通过肉眼观察,找出大部分不匹配的情况,包括单个的、斜向的和旋转的排针和排母。
这种方法容易上手,但对于一些细微的问题它可能无法辨别。
二、使用工具检查法我们也可以使用一些工具来检查排针排母配对。
比如使用放大镜或显微镜,可以准确检查针脚的形状和排布位置是否正确。
使用量具、卡尺或微动感应器,也可以有效地检查针脚的长度、直径、距离和高度等参数是否符合要求。
三、适用性测试法在进行排针排母配对时,我们也可以通过适用性测试的方法来检验其正确性。
这种方法通常适用于输入输出端口较多的设备。
我们可以通过将排针和排母放在一起,进行适用性测试,检测它们排列的是否正确。
如果匹配,那么它们就是正确的。
四、使用自动设备测试法对于大规模生产的厂家,他们可以使用一些自动测试设备,来快速、准确地检测排针和排母的匹配度。
这种方法可以同时处理多组数据,且检测结果的准确度非常高。
但是,这种方法的成本较高,专业要求较高,不适用于小规模的厂家和个人。
总的来说,排针排母的配对过程非常重要。
我们可以通过松紧度、视觉检查、使用工具检查、适用性测试和自动测试设备等不同的方法,来确保排针排母的配对正确无误。
这样可以保证生产出来的产品能够正常运行,满足用户需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、按照排针的排数划分:分单排、双排、3排、4排等,目前最高只有4排。
单排双排三排四排4、按照安装方式划分:180度用S表示、90度用W表示、SMT用T表示。
S W T
5、按照是否需要增高,是否需要带定位柱来划分,定位柱有2种,一种是内 定位柱,一种是耳定位柱。
排母端子类型: U型端子和Y型端子U型端子,接触有3个面一般塑高低的用U型端子
Y型端子,接触有2个面一般塑高高的用Y型端子
排母(Y型端子)
排母(U 型端子)
排针
作用:其作用是在电路内被阻断处或孤立不通的电路之间,起到桥梁的功能,担 负起电流或信号传输的任务。
通常与排母配套使用,构成板对板连接;或与电子线束端配套使用,构成板对线连接;亦可独立用于板与板连接。
排针,连接器的一种,英文名称:Pin Header。
应用:这种连接器广泛应用于电子、电器、仪表中的PCB电路板中。
分类1、排针按照间距划分:分0.8,1.0,1.27,2.0,2.54间距。
2、按照塑胶高度和塑胶数量划分(比如说单塑,双塑,3塑等等)划分。
4、按照安装方式划分:180度用S表示、90度用W表示、SMT用T表示。
3、按照排针的排数划分:分单排、双排、3排、4排等,目前最高只有4排。
规格
1、排数
2、针数
3、针脚
4、尺寸
5、间距
6、材质
1、排数:单排、双排、三排、四排,最多为四排。
2、针数:02 to 80 。
3、针脚:直脚、弯脚、 SMT;针的大小 。
4、尺寸:外形尺寸长度、宽度、厚度,排距。
5、间距:有0.8,1.0,1.27,2.0,2.54间距。
6、材质:指接触件材质及表面处理,绝缘体材质。
包装:袋装、卷袋、散装。
材料:插针材料: 黄铜或磷青铜 ;绝缘体材料:塑胶UL 94V-0。
表面处理:镀金0.8u,镀锡、镀镍。
备注:影响价格的因素很多,通常影响最大的为镀金,塑胶高度等。
•排针和排母检测项目:
•1、排针与排母的整体高度。
(游标卡尺)•2、排母的针脚宽度。
(目测)
•3、排针与排母之间结合是否紧密。
•
注意:请缓慢插拔排针与排母,特别在拔排针时,注意尽量保证排针两端能同时出来,以免破坏针脚。
其他形式排针、排母排母蜈蚣脚
双排针
排针。