改进ZJ19机风室导轨
ZJ19卷烟机组最终卸出装置的改进

ZJ19卷烟机组最终卸出装置的改进作者:张泳锐王己锋来源:《硅谷》2014年第02期摘要为解决ZJ19卷烟机组最终卸出的装置存在输送同步带易发生磨损断裂等问题,导致烟支表面皱、乱烟、堵塞等故障,导致维护时间长问题。
通过最终卸出鼓轮的风阀进行相应的改进,并将同步带卸出机构改成导轨卸出机构。
改进后,最终卸出的装置的每月故障频次从原来的8次/月降至0次/月,且维护时间也从原来的45分钟/次降至0分钟/次,提高该装置运行的稳定性与可靠性,降低了备件的损耗。
关键词 ZJ19卷烟机组;最终卸出装置;同步带卸出机构;导轨卸出机构中图分类号:TS43 文献标识码:A 文章编号:1671-7597(2014)02-0166-02ZJ19卷接机组是引进改良的中速卷接机,独特的模块化设计使其具有生产速度高、卷烟质量好、自动化程度高的特点。
该机的烟支最终卸出装置的作用是将最终卸出鼓轮上的内外排的烟支取出,堆码后输送到大流量调头装置输送带上,完成滤嘴烟支卸出功能。
由于最终卸出装置存在同步带易磨损且更换调整困难、维护保养时间长等问题。
通过研究分析,决定对该部位进行改进,提高烟支最终卸出装置运行可靠性和烟支外观质量,降低故障率,以缩短维护时间。
1 装置原理分析如图1,ZJ19卷接机组的烟支最终卸出装置工作原理如图,最终卸出鼓轮(1)吸附内外排的烟支旋转,在鼓轮最高点,风阀关闭,烟支与鼓轮分离,接着在下位传送带(2)与上位控制带(3)向前带动下卸出鼓轮,且在托条(4)作用下,在烟堆传送带(5)上形成烟堆。
1.最终卸出鼓轮;2.下位传送带;3.上位控制带;4.托条;5.烟堆传送带图1 最终卸出装置结构简图2 存在问题分析烟支最终鼓轮卸出装置采用同步带传动输送,同步带的磨损损坏,容易引起皮带打滑,引起烟支夹持力不均匀,而使烟支不能同步向前输送,导致烟支表面产生皱纹、乱烟、挤烟等质量问题。
烟支卸出装置安装或更换同步带时,需拆卸大流量防护罩、最终卸出鼓轮、检测器插头、同步带、同步带轮等零件部件,更换调整时间平均长达45分钟/次。
城市轨道交通轨道工程施工质量验收标准(条文说明)
本标准的编制对规范城市轨道交通轨道工程的施工质量验收工作规范我省城市轨道交通轨道工程的建设提高城市轨道交通轨道工程的建设质量提高城市轨道交通轨道工程质量安全水平对加快我省城市轨道交通的发展提升城市公共交通供给质量和效率缓解城市交通拥堵引导优化城市空间结构布局改善城市环境保障城市轨道交通高质量服务水平安全运行人民群众生命财产安全维护社会安全稳定具有重要意义
67
13 有缝线路................................................................................................................................. 84 13.1 线路铺设...................................................................................................................... 84
ZJ19B卷接机组接装纸定位装置的设计及应用
123中国设备工程C h i n a P l a n t E n g i n e e r i ng中国设备工程 2021.03 (下)通过中烟卷烟质量监督检测中心的抽样检测反馈情况可以看出,我厂的接装纸内、外排长度超标质量缺陷烟支多达每条21支。
目前,ZJ19B 卷接机组是中速卷烟机的主力机型,烟支接装纸长度的调整是由人工调整后加热器的位置来改变内、外排烟支接装纸的长度。
由于该质量缺陷具有突发性,无法预防。
因此,希望对原机组接装纸供给部分进行局部改进来改善该机型接装纸长度波动大的问题。
1 问题分析1.1 ZJ19B 接装纸装置原理简介接装纸由支架上的两个呈180度旋转的纸盘架交替进行供纸,通过胶带将一个纸盘自动叠接到另一个纸盘上实现动态拼接。
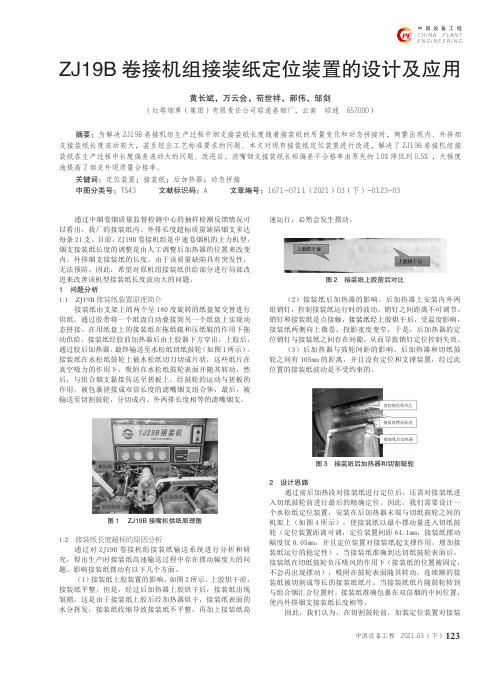
在用纸盘上的接装纸在拖纸辊和压纸辊的作用下拖动供给,接装纸经胶前加热器后由上胶器下方穿出,上胶后,通过胶后加热器,最终输送至水松纸切纸鼓轮(如图1所示)。
接装纸在水松纸鼓轮上被水松纸切刀切成片状,这些纸片在真空吸力的作用下,吸附在水松纸鼓轮表面并随其转动,然后,与组合烟支黏接传送至搓板上,经鼓轮的运动与搓板的作用,被包裹搓接成双倍长度的滤嘴烟支组合体,最后,被输送至切割鼓轮,分切成内、外两排长度相等的滤嘴烟支。
图1 ZJ19B 接嘴机供纸原理图1.2 接装纸长度超标的原因分析通过对ZJ19B 卷接机组接装纸输送系统进行分析和研究,得出生产时接装纸高速输送过程中存在摆动幅度大的问题。
影响接装纸摆动有以下几个方面。
(1)接装纸上胶装置的影响。
如图2所示,上胶烘干前,接装纸平整,但是,经过后加热器上胶烘干后,接装纸出现皱褶。
这是由于接装纸上胶后经加热器烘干,接装纸表面的水分挥发,接装纸收缩导致接装纸不平整,再加上接装纸高ZJ19B 卷接机组接装纸定位装置的设计及应用黄长斌,万云会,苟世祥,郝伟,邹剑(红塔烟草(集团)有限责任公司昭通卷烟厂,云南 昭通 657000)摘要:为解决ZJ19B 卷接机组生产过程中烟支接装纸长度随着接装纸的用量变化和动态拼接时,频繁出现内、外排烟支接装纸长度波动较大,甚至超出工艺标准要求的问题。
卷烟厂风力送丝过程造碎分析与控制

卷烟厂风力送丝过程造碎分析与控制作者:庄春友来源:《山东工业技术》2014年第17期摘要:本文以保定卷烟厂卷烟生产线的风力输送系统为研究对象,通过对烟丝在风力输送过程中造碎因素分析,利用实验数据探寻风力送丝系统中减少烟丝造碎的控制方法,提升卷烟产品质量。
关键词:风力送丝;悬浮速度;整丝率;碎丝率烟丝造碎是影响卷烟质量的重要因素,在卷烟生产的各环节分析和研究造碎因素,有利于发现造碎产生原因,从而有目的地采取措施减少造碎产生。
目前普遍采用风力送丝方式,风送过程中烟丝含水率会有一定降低,烟丝含水率的高低直接影响烟丝的物理性能(如重量、弹性、韧性等),在风送过程中,如果烟丝水分低于要求,会使烟丝失去韧性,组织变脆而易碎,从而增加造碎。
1 烟丝输送过程造碎分析以保定卷烟厂风力送丝系统为例,烟丝喂丝机端与卷烟机料斗端距离约100米。
通过在风送管路两端测试烟丝数据,确定每台卷烟机烟丝输送水分损失和造碎程度,结果如下:由表1中可看出,贮丝柜出柜烟丝在到卷烟机落料口的输送过程中,所测试的贮丝柜和卷烟机烟丝,整丝率和含水率不同程度下降,水分有一定的失,造碎有一定程度的增加。
送丝管路布局是造成风送烟丝造碎的一个重要原因,烟丝输送管道材质为铝合金、为刚性材质。
这种输送管道有如下几个因素容易造成烟丝的破碎。
(1)风力送丝管道是刚性的,气流裹着烟丝与管壁的碰撞为刚性碰撞,容易造成碎丝。
(2)管道与弯头的接头部位有接缝和毛刺,造成部分烟丝的骑挂、撕扯,烟丝被破碎。
(3)弯管处,气流裹着烟丝高速碰撞、冲击弯头外圆内壁造成烟丝破碎。
由于厂房结构和设备布局原因,风送管路一旦安装就不能轻易改变。
而在烟丝水分一定,风力送丝系统管路布局相同的情况下,输送风速是决定系统烟丝造碎的主要原因。
在理论情况下,输送风速稍大于烟丝的悬浮风速(达到烟丝的悬浮风力速度一般为 12m/s)即可送丝,此时送丝是最经济的,且烟丝造碎率最低。
但以此确定的输送风速会造成系统工作不稳定,由于弯头的存在,甚至可能使烟丝悬浮不起来,造成烟丝沉淀而出现堵塞现象。
调整ZJ19机组后身供料系统保障产品的质量标准偏差

调整 ZJ19 机组后身供料系统保障产品的质量标准偏差现状调查:帕西姆机组是我厂卷烟主打设备,是中国烟草总公司于1993年引进英国MOLINS公司的生产技术,许昌烟草工业机械厂转化设计,消化吸收,生产制造的高速卷烟机组,其生产能力为8000支/分,国产型号为ZJ19型卷烟机,主要担负着省公司四类烟的生产任务。
在生产四类品牌中中发现:2021年1-5月份成品抽查质量标偏平均值达到0.193mg,其中4号机组质量标偏平均值为0.217mg。
居七台机组触头率之首,经过多次维修,均未达到满意效果。
针对此类现象,小组成员对降低4号卷接机组质量标准偏差立项解决。
表1ZJ19卷接机组2021年1—5月份的标偏统计表(以四号机为例)乙班0.210mg0.230mg0.208mg0.214mg0.199mg丙班0.221mg0.234mg0.210mg0.208mg0.215mg从表1中看出:对2021年1-5月份ZJ19机组四号机烟支重量标准偏差测试结果统计,平均值达到 0.217mg。
表2 卷包车间2021年1---5月份重量标偏统计表月份机组12345平均10.187mg0.175mg0.193mg0.208mg0.190mg0.193mg20.187mg0.194mg0.201mg-0.183mg0.177mg30.10.20.190.20.1从表2卷包车间2021年1--5月份七组设备重量标偏统计表中得出车间总平均值为0.193mg 。
通过表1、表2数据表示:ZJ19机组四号卷烟机烟支重量标准偏差值高于车间总平均值。
1. 原因分析针对四号机组标偏指标的现状,小组成员对后身供料系统仔细检查和保养后,经过分析得出机组后身供料系统的原因造成烟支重量不稳,是质量标偏偏高的主要因素。
具体原因如下:1、烟丝结构的改变影响供料系统的第一、二次限量供丝。
2、粗细钩子滚筒钩针有磨损、缺针现象,粗细钩子滚筒间隙差异较大,直接影响烟丝输送的均匀性和稳定性。
ZJ17卷接机组吸丝带导轨的结构改进

ZJ17卷接机组吸丝带导轨的结构改进李卫;钱进;张超帅;郭乃伟【摘要】Structure improvement of ribbon guide rail of ZJ17 rolling and connecting unit Aiming at the problems of ribbon guide rail of ZJ17 rolling and connecting unit in the operation process such as the tobac-co leakage,running into wavy of suction ribbon,under the premise of guaranteeing the original job re-quirements and accuracy,the ribbon side guide structure,the distance between the two -side conducting bar,the contact area between the ribbon and guide were improved in technology,and the two sides be-tween ceramic roller wheel was replaced by guide bar on the alloy liner.On the premise of guaranteeing the suction ribbon area,the contract area between the ribbon and the guide was increased.The short rate of cigarette has increased to 0.08% -0.12%;The short -term standard deviation weight of cigarette has reduced to 11.4 mg;The long -term standard deviation weight of cigarette has reduced to 4.2mg.The ribbon running stability and reliability was improved,the probability of tobacco leakage rate was reduced so as to reduce the equipment of tobacco consumption and improve the efficiency of the equipment operation.%针对 ZJ17卷接机组吸丝带在运行过程中存在的烟丝跑漏、吸丝带运行成波浪形等问题,在保证吸丝带导轨原有的工作需求和工作精度的前提下,对吸丝带侧边导条结构、两侧边导条之间的距离、吸丝带与导轨之间的接触面积进行技术改进:取消了两侧边导条之间的陶瓷辊轮以合金衬条取代;在保证吸丝带吸风面积的前提下,增加了吸丝带与导轨的接触面积.改进后烟支的空头率波动范围降低至0.08%~0.12%,烟支质量短期标准偏差降低至11.4 mg,烟支质量长期标准偏差降低至4.2 mg,有效提高了吸丝带运行的稳定性、可靠性,降低了烟丝发生跑漏的概率,从而降低了烟丝消耗,提高了设备运行效率.【期刊名称】《郑州轻工业学院学报(自然科学版)》【年(卷),期】2014(000)005【总页数】5页(P47-51)【关键词】ZJ17 卷接机组;吸丝带导轨;结构改进【作者】李卫;钱进;张超帅;郭乃伟【作者单位】郑州轻工业学院食品与生物工程学院,河南郑州 450001; 江苏中烟工业有限责任公司淮阴卷烟厂,江苏淮安 223002;江苏中烟工业有限责任公司淮阴卷烟厂,江苏淮安 223002;郑州轻工业学院食品与生物工程学院,河南郑州450001;郑州轻工业学院食品与生物工程学院,河南郑州 450001【正文语种】中文【中图分类】TS430 引言ZJ17型卷接机组是具有1990年代初期国际先进水平的国产中速卷接机组.机组吸丝成形部分采用风力吸丝成形,由烟条密度检测控制烟丝供给量,能保证烟丝在高速下形成均匀的烟丝条进行卷制,从而使烟支质量得到较好的控制[1-3].祝智斌等[2]在生产过程中发现:由于ZJ17卷接机组吸丝带导轨结构的限制,当吸丝带在高速运行过程中发生跑偏时,吸丝带的运行轨迹近似为波浪形,有一定量的短烟丝和烟丝颗粒会从侧边导条的里端进入到吸风室,进而进入到中央除尘系统,这使产品烟支的单箱耗烟丝量增加,提高了卷烟成本.相关研究人员对此进行了研究和改进[4-6],有效提高了烟支质量控制精度,但并未从根本上解决均匀稳定输送烟丝束的问题.对风室导轨的布局、结构和基体材料进行改进,可提高其对烟丝的吸附力,解决烟丝打滑问题.本文拟研究、改进吸丝带导轨结构,以期减少卷烟耗丝量,从而降低卷烟成本.1 吸丝成形系统1.1 吸丝成形系统组成吸丝成形系统是将供丝和梗丝分离系统提供的烟丝在吸风室负压作用下送入吸丝道,在吸丝道中借助气流的作用吸附于吸丝带上.在吸风室吸丝带导轨和烟丝导轨的作用下,随着吸丝带的连续运转,形成均匀的烟丝束,输送至烟支质量控制系统.经平准器修剪后形成质量均匀并带有紧密端的烟丝条,最后输送至卷制成形部分的烟枪进行卷制.1.2 吸风室及吸丝带导轨吸风室是形成烟丝束的主要部件,其结构如图1所示.风室盖板2 和风室体10 结合后组成一个负压吸风室,吸风室下部装有吸丝带导轨8和烟丝导轨9,形成一个吸丝成形槽.吸丝带6安装在吸丝成形槽的中心对称位置上,由气缸5和吸丝带张紧轮7张紧后,再由吸丝带轮3和吸丝带驱动轮4 组成的双主动驱动机构的带动下通过网孔的作用吸附烟丝向前输送.1.吸风罩2.风室盖板3.吸丝带轮4.吸丝带驱动轮5.气缸6.吸丝带7.吸丝带张紧轮8.吸丝带导轨9.烟丝导轨 10.风室体 11.锁紧螺钉 12.铲丝刀图1 吸风室结构示意图吸丝带导轨是吸丝带的支撑部件,与烟丝导轨共同形成了吸丝带和烟丝的运行通道,吸风室中的负压气流到达吸丝带用于吸附烟丝.吸丝带导轨主要由两侧边导条和陶瓷辊轮组成,吸丝带在运行过程中的行走方式由吸丝带导轨的结构所确定,其结构形式如图2所示.两侧边导条和11个陶瓷辊轮组装成2组导轨安装于吸风室的前段;两侧边导条和9个陶瓷辊轮组装成1组导轨安装于吸风室的中段;2条翼板和2个圆柱形陶瓷辊轮组装成的翼板组件(见图3)安装于吸风室的后段.图2 吸丝带导轨结构示意图/mm图3 翼板组件结构示意图/mm2 存在的问题如图3所示,吸丝带导轨的前后侧边导条合金之间的距离为9.8 mm,前后侧边导条之间的距离为7.9 mm,吸丝带安装在前后侧边导条所形成的通道上,而ZJ17卷接机组使用的吸丝带规格为9.2 mm×4 020 mm×0.75mm,则从理论上可以计算出吸丝带与2个侧边导条的合金接触距离为 1.3 mm,每边接触0.65 mm. ZJ17卷接机组使用的吸丝带材料为聚酰胺(尼龙),当吸丝带在张紧并高速运行一段时间后,其长度变长、宽度变窄(吸丝带最大可能变为9.0 m m×4 100mm×0.75 mm).此时,吸丝带与2个侧边导条的合金接触距离约为1.1 mm,每边接触约为0.55 mm.当吸丝带发生跑偏时,其单边与侧边导条合金的接触距离将变得更小,若发生的单边跑偏量大于0.6 mm时,吸丝带的一侧边将不与吸丝带导轨的侧边导条合金接触,可导致吸丝带损坏或吸附在吸丝带上的烟丝从侧边导条里端进入吸风室.吸丝带导轨陶瓷辊轮的作用是降低吸丝带在高速运行过程中的阻力,使烟丝的输送更加流畅.但因此又带来新的问题:2个相邻陶瓷辊轮间有一定的距离,由于烟丝是依靠负压吸风吸附在吸丝带上进行输送的,则在吸风负压的作用下2个陶瓷辊轮之间吸丝带的运行轨迹为圆弧.在整条吸丝带导轨上,吸丝带的运行轨迹可视为波浪形(见图4),则吸丝带与吸丝带导轨中的侧边导条合金接触距离将变小.图4 吸丝带运行示意图根据以上分析,吸丝带的运行轨迹近似为波浪形,一旦吸丝带在高速运行过程中发生跑偏,吸丝带上的短烟丝和烟丝片必然会从侧边导条的里端进入吸风室,从而进入中央除尘系统,被当作烟灰或杂物进行处理,导致产品烟支的单箱耗烟丝量增加.3 吸丝带导轨的结构改进为提高吸丝带在运行过程中的平稳性,降低吸附在吸丝带上的烟丝在向前输送过程中泄露的概率,对吸丝带导轨的结构进行改进,其重点主要集中在以下2个方面:1)在保证为吸丝带提供足够负压的同时,加大吸丝带与2个侧边导条的合金接触距离,提高吸丝带运行的稳定性.2)取消前后侧边导条中的陶瓷辊轮,在前后侧边导条之间加装合金衬条,以提高吸丝带运行的平稳性.3.1 吸丝带导轨主要技术尺寸的拟定ZJ17卷接机组在高速运行过程中,吸丝带的长度、宽度都会发生改变,由9.2mm×4 020 mm×0.75 mm变为9.0 mm×4 100 mm×0.75 mm.为保证吸丝带的正常运行,吸丝带侧边与前后侧边导条合金之间需要有一定的间隙,并且该间隙不应小于0.1 mm.结合吸丝带第一主动轮的结构特点,将吸丝带导轨的前后侧边导条合金之间的距离改为9.3 mm.同时,将吸丝带与2个侧边导条的合金接触距离由1.3 mm加大至2.0 mm,即吸丝带与侧边导条合金的每边接触距离为1.0 mm,与原结构相比接触距离加大0.35 mm;吸丝带每边与2个侧边导条的合金接触距离约为0.9 mm.为达到加大吸丝带与前后侧边导条合金的接触距离的目的,将前后侧边导条之间的距离由7.9 mm改为7.2 mm.3.2 方案可行性分析3.2.1 吸丝带受风面积计算与比较1)改造前.吸丝带导轨主要组成为:后侧边导条和前侧边导条和11个陶瓷辊轮(2组)、后侧边导条和前侧边导条和9个陶瓷辊轮(1组)、2条翼板和2个圆柱形陶瓷辊轮形成翼板组件.其中,前段侧边导条长485 mm,后段侧边导条长420 mm,翼板组件与吸丝带接触的长度为125 mm,则吸丝带导轨与吸丝带接触的距离总长为1 030 mm.在吸丝带导轨的长度方向上共安装了33个陶瓷辊轮,陶瓷辊轮的直径为15 mm,厚度为7.5 mm.前后侧边导条之间的距离为7.9 mm.根据以上数据,可计算出吸丝带在原导轨的受风面积约为4 424.5 mm2.2)改造后.吸丝带导轨总长保持不变,在两侧边导轨之间安装2条1 mm宽的合金衬条,前后侧边导条合金之间的距离改为9.3 mm.则可计算出吸丝带在改进后导轨上的受风面积约为3 703.5 mm2.改造后与改造前相比,吸丝带在导轨上的受风面积减少约721 mm2,降低16%.3.2.2 吸丝带所受摩擦力计算与比较1)改造前.前后侧边导条合金之间的距离为9.8 mm,前后侧边导条之间的距离为7.9 mm,吸丝带与2个侧边导条的合金接触距离为1.3 mm,每边接触 0.65 mm.吸丝带与原导轨接触面积约为1 586.5 mm2.在对吸丝带与陶瓷辊轮之间的接触面积计算时,吸丝带与陶瓷辊轮的接触距离取1 mm,实际接触距离应大于1 mm.2)改造后.吸丝带导轨总长保持不变,在两侧边导轨之间安装有2条1 mm宽的合金衬条,前后侧边导条之间的距离变更为7.2 mm,吸丝带与2个侧边导条的合金接触距离由1.3 mm加大至2.0 mm,吸丝带与原导轨接触面积约为4 120 mm2.改造后与改造前相比,吸丝带与导轨的接触面积增大1倍.3.2.3 运行的可行性吸丝带导轨改进后,吸丝带受风面积减少,吸丝带与导轨的接触面积增加,其所受的摩擦力增加,因而加大接触面积会提高吸丝带运行的稳定性. 吸丝带导轨改进的重点是在保证为吸丝带提供足够负压的同时,加大吸丝带与2个侧边导条的合金接触距离,提高吸丝带运行的稳定性.因此,吸丝带受风面积的减少可以采用加大中央除尘管道阀门的方式进行补偿.吸丝带导轨前后侧边导条合金之间的距离改进为9.3 mm,前后侧边导条之间的距离为7.2 mm,在两侧边导条之间增加2条1 mm宽的合金衬条,可行性较好,能够达到改进技术的目的.4 吸丝带侧边导条的结构改进为使改进后的吸丝带导轨组件容易安装,在设计和制造新吸丝带导轨时,使吸丝带侧边导条整体结构与原结构一致,整体框架依然采用硬质合金YG6镶嵌在45#钢上制造而成,并且硬质合金YG6的镶嵌方式与原结构一样.由于需要在前后侧边导条之间安装合金衬条,在沿导条的长度方向上需加工有螺纹孔或通孔;为便于安装和调整,后侧边导条加工M3螺纹孔,前侧边导条加工Φ3.5 mm通孔和Φ6 mm 沉头孔,螺纹孔或通孔之间的间距与原结构中陶瓷轮之间的间距相同.侧边导条的结构如图5所示.图5 吸丝带侧边导条结构示意图/mm5 方案的实施及效果根据以上对吸丝带导轨组件各主要部件侧边导条、合金衬条的结构分析,为使前后侧边导条合金之间的距离为9.3 mm、导条之间的距离为7.2 mm,可以将合金衬条安装于前后侧边导条之间,设计1个定位套和安装隔套,定位套用于定位前后侧边导条,安装隔套用于安装合金衬条.在前后两侧边导条之间安装2条合金衬条,以提高吸丝带运行的平稳性.改进后的吸丝带导轨的结构如图6所示.图6 改进后吸丝带导轨结构示意图/mm将改进后的吸丝带导轨组件安装在卷接机组进行试用,吸丝带运行稳定,并对烟支的空头率波动范围、烟支质量短期标准偏差、烟支质量长期标准偏差进行了数据采集,结果见表1.表1 改造前后烟支部分技术参数工艺烟支的空头率波动范围(空头门槛为56%)/%烟支质量短期标准偏差/mg烟支质量长期标准偏差/mg改造前0.15~0.2518.67.2改造后0.08~0.1211.44.2由表1可知,吸丝带导轨在改进后,ZJ17卷接机组的烟支空头、烟支质量都有一定程度的改善.改造前机组运行30~45 s后,网板上的所有网孔被堵塞,机组不能正常运行;改造后机组运行1个班(8 h)没有发生堵塞情况,即吸丝带上的短烟丝和烟丝片从侧边导条的里端进入到吸风室的概率大幅降低.并且,经过1个月的运行观察,该机组吸丝带的消耗与改造前相比没有出现较大的波动,由此,验证了本次吸丝带导轨结构改进取得成功.6 结论本文在认真分析ZJ17卷接设备吸丝带导轨结构的基础上,结合同类型卷接设备使用的各种导轨及方式和一些成熟的新技术,对导轨结构进行了改进,以确定解决该问题的思路、方法、具体措施,并对实施效果进行验证.结果表明,改进后烟支的空头率波动范围降低至0.08%~0.12%;烟支质量短期标准偏差降低至11.4 mg;烟支质量长期标准偏差降低至4.2 mg.证明本研究基本达到了预设的改进目标.改进后的吸丝带导轨已经应用在某卷烟厂10台套ZJ17卷接机组上,改进后的ZJ17卷接机组吸丝带导轨的结构方式可以应用在ZJ112(PROTOS90E),PROTOS90S,PROTOS2-2卷接机组上.参考文献:[1] 王大林,杨月玲.YJ17卷烟机蜘蛛手吸爪的运动分析及工装核算[J].郑州轻工业学院学报:自然科学版,1999,14(1):21.[2] 祝智斌,李小平.国产ZJ17型卷接机组的改进[J].烟草科技,2003(2):14.[3] 李立群,邓镜标.YJ17型卷烟机烟丝通道前后短导板的改进[J].装备制造技术,2012(2):166.[4] 伍政文,刘志勇,张华,等.PROTOS MAX70接装机烟支输出装置的改进[J].郑州轻工业学院学报:自然科学版,2013,28(4):37.[5] 焦建华.PASSIM 70卷烟机吸丝带导轨的改进设计[J].烟草科技,1998(2):11.[6] 董祥云.YJ17-YJ27卷接机组[M].北京:中国科学技术出版社,2001.。
卷烟卷接工考试题库三

卷烟卷接工考试题库三1、单选SE刀头两把刀片插入后,它们伸出进刀盒的距离应相等,刀片前端伸出进刀盒约()mm。
A.5B.10C.15D.20正确答案:B2、单选SE1-8卷烟机生产能力为(江南博哥)8500支/分钟,其刀盘的转速是()转/分钟。
A.2000B.2125C.3500D.4250正确答案:B3、填空题PASSIM卷烟机供丝系统的粗细针辊筒针子折断严重,会造成()故障现象。
正确答案:供丝不匀4、填空题PASSIM平准器劈刀修剪下来的烟丝,经刷丝轮刷下落入()装置。
正确答案:回丝5、单选SE70卷制成形部分对烟丝条共进行三次压缩,其中第二次压缩是通过()来完成。
A.烟舌B.小压板C.大压板D.电烙铁正确答案:B6、单选SE1-8微波扫描器测量管有胶垢时会导致()。
A.烟支超重B.烟支有硬点C.压实端偏移D.烟支过轻正确答案:D7、填空题气垫式冷却烟枪可以减少烟枪底板与布带之间的()并兼有散热作用。
正确答案:滑动磨擦8、单选M5烟支由烟支()分开并在检测鼓和端头扫描鼓上分两道按不同的质量标准进行检查。
A.减速鼓B.错位鼓C.输入鼓D.分离鼓正确答案:D9、填空题烟支表面不应有多余()的皱纹,否则将被判为不合格烟支。
正确答案:5点10、填空题三角带传动在载荷过载时会产生()现象,称为过载保护。
正确答案:打滑11、单选YJ29接装机适用滤棒直径范围为()mm。
A.6.0~8.7B.6.2~9.0C.6.3~9.2D.6.4~9.5正确答案:B12、填空题VE70中对烟丝供应量取决定性作用的机构是()。
正确答案:针辊13、填空题烟支长度64mm时,蜘蛛手机构传动臂的个数为()个。
正确答案:814、单选排列图中累计百分数为()%是C类因素。
A.100B.90~100C.80D.10正确答案:B15、填空题PASSIM劈刀升降装置的伺服电机是由()控制器控制的。
正确答案:重量16、单选PASSIM7K卷烟机采用()嗽叭嘴、结构简单可靠。
ZJ19卷烟机组最终卸出装置的改进

S = R( 卜s i n a) 十 L;
1 .最终卸出鼓轮 ; 2 .下位传送带 ;3 .上位控制带 ; 4 .托条 ; 5 .烟堆传送带
图 1 最 终 卸 出装 置结 构 简 图
求得 最佳 角度 的公式为 :
R( 1 一 s i n a )+ L =5 * c o s a ( ( 一 ̄ * s i n a +4 ( ( E , s i n a) + 2 g
式中 : R = O . 1 1 m ,r = 0 . 0 3 5 m ,L = 0 . 0 3 2 m ,V o = 3 . 3 6 m / s:
求得 : a = 2 5 。 ;
所 以鼓轮 风 阀扩 大 的最佳角 度为 2 5 。。
3 . 2导轨 分离 机构 的设 计 为 了保 证 烟 支 顺利 交接 , 导轨 起 始 的部 位 相对 与 鼓 轮 凸起
3 改 进 方法
改进 方案 :
点是 鼓 轮 上 烟 支 释 放 点 , 其 角 度 延 长线 应 与该 点 的切 线 重 合 。
T
咖u M
Z J 1 9 卷烟机组最终卸出装置 的改进
张 泳锐 , 王 己锋 ( 福建 中烟龙 岩烟 草工业 有 限责任 公司 , 福建 龙岩 3 6 4 0 0 0 )
摘 要 为解决 Z J 1 9 卷烟机组最终卸出的装置存在输送同步带易发生磨损断裂等问题 , 导致烟支表 面皱、乱烟、堵 塞等故障 , 导致维护时间长问题。通过最终卸出鼓轮 的风 阀进行相应的改进 , 并将同步带卸出机构改成导轨卸出机构。 改进后 , 最终 卸 出的装 置 的每 月故 障 频次从 原 来的 8 次/ 月 降至 0 次 /月 , 且 维护 时 间也从 原 来 的 4 5 分钟 / 次 降至 0 分钟 / 次, 提 高该装置运行的稳定性与可靠性 , 降低了备件的损耗 。 关键词 Z J 1 9卷烟机组 ; 最终卸出装置 ;同步带卸出机构 ; 导轨卸出机构 中图分 类 号 : T S 4 3 文 献标 识 码 : h 文 章编 号 : 1 6 7 1 - 7 5 9 7( 2 0 1 4 )O 2 — 0 1 6 6 - 0 2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2017第7期总第248期现代制造技术与装备引言生产过程中发现,ZJ19卷烟机供丝部分的风室导轨易磨损。
供丝部分的竖风道上升烟丝易在该处发生堵塞故障,造成设备停机现象。
该导轨结构材料为黄铜与硬质合金的结合。
设备运行时,上升的烟丝对该处易产生摩擦导致导轨磨损。
由于黄铜与硬质合金的硬度差异较大,易在被经过烟丝磨损后的导轨表面结合处形成一道沟槽,导致烟丝在导轨内密度差异大,更使烟支空松、重量不易控制,造成此处时常堵丝。
对该导轨进行改进,材料采用整体式不锈钢,工作面改为直线型。
从试用效果来看,该处堵丝现象得到有效解决。
抽检情况也证明,烟支空头和重量波动改善明显。
通过使用该导轨不但提高了设备运行效率,还大幅降低了备件费用。
该结构导轨不仅使用寿长,还减少了对该处维护、更换的工作量。
1导轨作用及原理1.1导轨作用风室导轨的作用是挡住吸丝带上的烟丝,把烟丝初步整理成矩形截面的束状。
当供丝部分连续上升的烟丝流经过风室导轨时,导轨与钢带支板、吸丝带及其他后导轨,组合成一个为重量控制装置提供连续的烟丝束。
1.2导轨结构与原理风室导轨可分吸丝道导轨、劈刀导轨和延伸导轨。
根据各厂工艺要求及烟丝结构,导轨规格可分为O、A、AB、B四种。
每种导轨在风室前后成对配置使用。
吸丝道导轨材料是采用黄铜与硬质合金结合而成,结构工作面上采用圆弧面形状,下端与竖风道相连接配合,使上升的烟丝流顺利经过。
上端与钢带支板和吸丝带配合,将烟丝流自动整理成连续不断的烟丝束。
这是整个卷制成形工序最重要关键的部位之一。
2问题存在的原因该风室导轨结构为黄铜与硬质合金结合件,在耐磨损方面两者存在差异较大。
黄铜材料抗磨损性较差,硬质合金材料抗磨损性较强。
当两者在同一工作面上时,随着设备运行,供丝部分竖风道上升的烟丝在经过导轨入口处呈半圆弧形状时,烟丝要经过一定的转弯角度才能上升到吸丝带上。
由于导轨结构黄铜与硬质合金的硬度差异,经长期上升运行,烟丝对该处产生磨损,易在结合处形成一道沟槽。
如果上升烟丝流中有较长的烟梗位于竖立运行状态,就会在此处造成堵塞丝故障,更易使竖风道上升的烟丝在此处发生停顿或错乱现象,且无法保证风室导轨内的烟丝束密度和均匀性。
经过烟条成型后,烟支端部空松及单支平均重量标准偏差波动大。
由于工作面磨损的导轨在该处时常造成堵丝故障,不但影响设备效率,以无法保障产品质量,且废品、辅料消耗也随之增加。
3改进方案的实施为了解决原导轨此种结构的困扰,设想将原导轨结构、材料及工作面形状加以改进。
改进方法分为两部分;一是将原导轨烟丝入口处的呈半圆弧形改为直线形,目的是减少或消除竖风道上升的烟丝在此处易产生停顿、错乱现象以及因磨损后易造成的堵丝故障,达到烟丝在风室导轨入口处更加畅通的效果,从而解决因该处结构影响使烟支空头、重量标准偏差大和严重堵丝现象;二是材料将采用不锈钢整体结构部件,在加工方面将整体一次性加工,减少因加工造成的积累误差。
此外,工作面硬度采用硬化处理,并与烟枪硬度相同,才能较好地提高耐磨性来减少更换导轨次数。
当原导轨工作面烟丝入口处呈半圆弧形改为直线形后,成功改变了原烟丝的运动轨迹,减少或杜绝了原结构不良现象。
4应用效果改进后的不锈钢直面导轨,现用在8#卷烟机上。
更换当班生产实际空头平均值证实,原空头剔除率从0.85%左右下降为0.45%左右。
另外,5#卷烟机原风室导轨处时常发生堵丝现象,空头烟及标准偏差大也无法好转,而使用改进后的不锈钢直面导轨,堵丝现象立马消除,空头烟及标准偏差大现象也有好转。
从改进后的使用效果来看,改进后不仅解决了故障现象,还大大增加了导轨的使用寿改进ZJ19机风室导轨黄礼刚(重庆中烟工业公司涪陵卷烟厂,重庆408000)摘要:ZJ19卷烟机是重庆中烟工业公司涪陵卷烟厂主要的生产力设备,但在使用过程中发现供丝部分的风室导轨易磨损,而该导轨为黄铜与硬质合金结合件组成。
设备运行时,供丝部分竖风道上升的烟丝对该处易产生摩擦而导致磨损。
当被磨损导轨在结合处形成一道沟槽时,烟丝在此处将易发生停顿或错乱现象,无法保证风室导轨内的烟丝束密度和均匀性。
此外,空头烟及标准偏差波动大,还使该处时常出现堵丝故障。
经改进后的风室导轨,材料、结构及工作面都有更好的改进。
经使用效果证实,堵丝现象得到有效解决,空头烟及标准偏差大现象也有所好转。
关键词:导轨磨损堵丝波动可靠性106混合均匀,可在使用前先将A 、B 组分分别预热至30℃左右再混合,另外再涂胶时可先将基材预热以增强材料与基材的浸润性。
环境温度高于35℃时,操作时间缩短,应减少单次固化剂量,避免固化太快造成浪费。
在操作过程中,为确保安全,需注意以下情况:勿接触眼睛、皮肤和衣物。
操作时带上橡胶手套、护目镜及穿上防护服。
保持良好通风,避免水汽形成,吸入会引起头痛和头晕。
操作后彻底清洗。
高分子复合修补剂在矿山耐磨部件的使用评价实际使用情况对比,高分子复合材料在化冶及矿山耐磨部件的修补及保护应用比较成功,设备部件运行至今近大半年时间,和原堆焊修补工艺相比部件磨损情况大为好转,达到预期目的;为今后在其他检修领域的应用奠定了技术基础。
5结论及认识通过新型高分子复合修复材料及技术在化冶及矿山耐磨部件上的应用.为矿山系统提供了一种新型复合材料修复方法,可快速修复设备缺陷,恢复设备性能,改变了以往损坏即报废的维修模式,减少了设备缺陷造成的损失;该材料具有的特殊优势,不仅为公司减少零部件材料消耗,降低材料成本,并且施工简单、工期短、对环境条件要求不高,省事省时,延长了设备使用周期;使设备真正实现了高效持久、安全稳定运行,为企业节能降耗和提高经济效益更上一个新高度。
Application of Polymer Composite Material in theRepair of Mine Wear PartsTIAN Xiaopeng(Chengdu Yongyi Pump Co.Ltd.,Chengdu,610300)Abstract:Through the application of polymer composite material repair agent in the repair of wear parts,the paper grasped the method of using composite repair agent polymer,studied the polymer composite materials application results in high wear repair parts.Key words:polymer composite repair agent,pulp pump,feed pipeline,feeding chute and pipeline图1涂层涂敷效果图图2泵体使用对比图图3管道三通使用对比图命。
现不锈钢直面导轨,在正常使用情况下,可以3~5年不进行更换,预期目的明显。
现阶段,正准备将改进型不锈钢直面导轨推广在其他机组上使用。
5结语通过改进原风室导轨发现,设备零部件可以根据使用的材料、工艺要求标准和运行状况,进行相应的改革,以达到提高产品质量和设备运行效率为目的。
使用改进后的不锈钢直面导轨后,原该处堵丝现象得到有效解决,空头烟及标准偏差大现象也有所好转。
风室导轨由弧面改为直面后,改变了竖风道上升的烟丝在导轨入口的运动轨迹,解决了上述故障,达到了预期目的。
参考文献[1]李新光.PASSIM (YJ19-YJ29)卷接机组培训教材[G].许昌烟草机械厂,1997.[2]《YJ19-29卷接机组》编写机组.YJ19-29卷接机组[M].北京:北京出版社,2000.Improvement of Air Guide Rail of ZJ19MachineHUANG Ligang(Fuling cigarette factory of Chongqing tobacco industry company,Chongqing 408000)Abstract:ZJ19cigarette machine is now the main productive equipment in our factory,but in the process of use,it is found that the air duct of the feeding part is easy to wear,because the guide rail is made of brass and cemented carbide.When the equipment is running for the wire part of the vertical rise of the air tobacco easy to cause friction and wear phenomena when worn rail formed a groove in the junction,the tobacco is prone to pause or disorder phenomenon here,the tobacco air chamber within the rail beam density and uniformity without guarantee,short and smoke the standard deviation,also make the result often blocking wire fault.The improved wind chamber guide rail has better improvement both in material and structure and on the working surface,and the use effect proves that the wire plugging phenomenon is effectively solved,and the phenomenon of short smoke and standard deviation is also improved.Key words:rail,wear,plug wire,fluctuation,reliability(上接第92页)工艺与装备107。