80kg铝托架细桶干湿料槽
第一章-除锈工程-定额

1.1 手工除锈
工作内容:除锈、除尘。
计量单位:10m2
工作内容:同前。
计量单位:10m2
工作内容:同前。
计量单位:100kg
工作内容:同前。
计量单位:100kg
工作内容:同前。
计量单位:10m2
1.2 动力工具除锈
工作内容:同前。
计量单位:10m2
1.3 喷射除锈
工作内容:运砂、喷砂、砂子回收、现场清理及修理工机具。
计量单位:10m2
工作内容:同前。
计量单位:10m2
工作内容:同前。
计量单位:表中所示
工作内容:同前。
计量单位:10m2
工作内容:同前。
计量单位:10m2
工作内容:同前。
计量单位:表中所示
工作内容:同前。
计量单位:表中所示
工作内容:同前。
计量单位:表中所示
工作内容:同前。
计量单位:10m2
1.4 化学除锈
工作内容:配液、酸洗、中和、吹干、检查。
计量单位:10m2。
综采面更换运输机槽子安全技术措施

综采面更换运输机槽子安全技术措施1. 简介在煤矿综采面作业过程中,经常需要更换运输机槽子。
运输机槽子更换是一项关键工作,需要采取一系列的安全技术措施来保障作业人员的安全。
本文将介绍综采面更换运输机槽子的安全技术措施。
2. 安全技术措施2.1. 安全防护设施在更换运输机槽子的过程中,需要设置临时安全防护设施,保障作业人员的安全。
应按照煤矿生产安全的有关规定,在更换运输机槽子的作业现场设置临时防护栏杆,禁止无关人员进入作业区域。
同时,作业人员应佩戴好安全帽、安全鞋等相关防护装备,以减少事故发生的概率。
2.2. 作业前的准备工作在进行运输机槽子更换之前,必须进行充分的准备工作,确保作业的安全进行。
首先,需要对更换运输机槽子的作业区域进行周围环境的检查,确认没有障碍物、陷阱等潜在的危险因素。
其次,对要更换的运输机槽子进行检查,确保其结构完整、无损伤,以防止在更换过程中发生意外。
2.3. 使用适当的工具和设备在更换运输机槽子的过程中,必须使用适当的工具和设备,以确保作业人员的安全。
运输机槽子较重,需要使用起重设备进行搬运,在使用起重设备时必须查验设备的工作状态,保证其正常运行。
同时,还需要使用扳手、螺丝刀等工具进行运输机槽子的拆装工作,务必选用合适的工具,并严格按照操作规程进行操作。
2.4. 防止运输机槽子滑落在更换运输机槽子的过程中,必须注意防止运输机槽子滑落,以避免对作业人员的伤害。
可以采取以下措施来防止运输机槽子滑落:一是在运输机槽子上方设置安全支架,以确保运输机槽子的稳定;二是在运输机槽子上表面铺设防滑材料,增加其摩擦力;三是在运输机槽子两侧设置固定装置,防止其侧滑。
2.5. 定期检查和维护为了确保综采面更换运输机槽子的安全进行,需要定期检查和维护设备和防护设施。
定期检查可以发现设备的故障和潜在问题,并及时进行维修或更换。
同时,还需要对防护设施进行巡查,保证其完好有效。
3. 总结综采面更换运输机槽子是煤矿作业中的一项关键工作。
某氧化铝厂种分槽、碳分槽加固设计全套结构图纸

制丝车间技术培训烘丝机
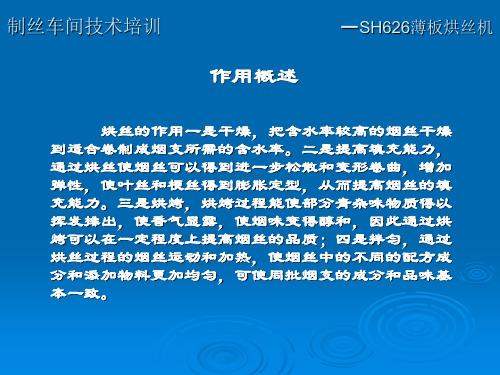
SH626顺流薄板烘丝机结构总图
烘筒
机 架
前室
后室
热风系统
制丝车间技术培训 —SH626薄板烘丝机
SH626型顺流式薄板烘丝机结构图
制丝车间技术培训 —SH626薄板烘丝机
作用概述 烘丝的作用一是干燥,把含水率较高的烟丝干燥到适合卷制成烟支所需的含水率。二是提高填充能力,通过烘丝使烟丝可以得到进一步松散和变形卷曲,增加弹性,使叶丝和梗丝得到膨胀定型,从而提高烟丝的填充能力。三是烘烤,烘烤过程能使部分青杂味物质得以挥发排出,使香气显露,使烟味变得醇和,因此通过烘烤可以在一定程度上提高烟丝的品质;四是拌匀,通过烘丝过程的烟丝运动和加热,使烟丝中的不同的配方成分和添加物料更加均匀,可使同批烟支的成分和品味基本一致。
旋转接头
制丝车间技术培训 —SH626薄板烘丝机
机架的上平面与水平面成1.5°-2.0°的夹角,其目的是为了保证滚筒的轴心线与水平面成1.5°-2.0°的夹角,形成进料端较高、出料端较低。
机架
制丝车间技术培训 —SH626薄板烘丝机
SH626顺流薄板烘丝机工作原理示意图
制丝车间技术培训 —SH626薄板烘丝机
工作原理 烟丝进入烘丝机进料口并到达烘筒内,由于烘筒轴线从前室到后室与水平面成1.5°-2°倾角,在烘筒的转动下,烟丝在烘筒内翻滚前进,一直到后室出料口落下。烟丝在滚筒中向前运动时,压力蒸气通过旋转接头送到烘筒内的热交换装置中。热交换装置为薄板式结构,一方面给烟丝加热,另一方面又起到输送烟丝的作用,使烟丝上下翻滚;同时热空气从前室进入烘筒内,与烟丝充分接触,保证烟丝干燥均匀。由于烟丝在滚筒内的快速升温,蒸发出来的水分、杂气及烟丝中的粉尘以热空气为载体经除尘系统排出,整个过程不断地循环运行。
导料槽性能介绍

襄樊凯瑞双密封导料槽防溢裙板聚乙烯托板半托辊结构特点;1、导料槽进行了扩容,导料槽容腔较大,有助于降低诱导风。
2、取消侧托辊,皮带侧部支撑改为半托板半托辊结构,半托板采用超高分子聚乙烯制作,半托辊为聚氨酯包胶缓冲托辊。
由于皮带两侧防溢裙板密封位置由聚乙烯板平托支撑,可有效防止因皮带运行抖动造成导料槽密封不严的问题;而皮带侧部下半载煤部分,由半托辊支撑,可有效降低皮带的运行阻力。
3、导料槽采用双层密封,内侧密封为迷宫式防溢裙板,外侧密封是由聚氯乙烯板制作的门板,进行二次密封。
在第一道防溢裙板密封下,粉尘很难外溢或钻入皮带与侧托板夹层之间。
因为导料槽的结构设计合理,防溢裙板不会受到煤流的直接冲击,所以使用寿命较长。
双层密封可有效保证粉尘不会从导料槽两侧外溢,且防尘效果持久。
4、用于单向运行皮带,且导料槽位于皮带机尾部。
特点:1、由于导料槽下部托辊架侧边均采用半托板半托辊,皮带侧边运行时摩擦摩擦阻力小,又能够有效防止皮带抖动造成的密封不严的问题。
2、导料槽检修容易,更换防溢裙板和侧边聚乙烯托板只需打开聚氯乙烯门板(松开门板上的蝶形螺母即可打开),不需要钻进皮带,防溢裙板、聚乙烯板无论是拆卸还是安装都比较容易。
3、由于门板易于打开,所以导料槽防溢裙板和聚乙烯托板使用情况易于观察。
由于防溢裙板密封的是胶带工作面部位(皮带上侧部),在收口设计的导料槽和防溢裙板作用下煤粉不易从皮带侧边沿向两侧外漏,煤粉不会夹在皮带与聚乙烯板之间,当然也不会出现大量粉尘挤压洒落到回程皮带上,卷入尾部改向滚筒造成二次扬尘现象。
4、导料槽不仅具有抑尘功能,通过加装无动力除尘单元还有降尘除尘功能。
5、通过导料槽在进出口加装标准槽型托辊和防钻立辊,以及在导料槽中间部位设置有皮带防钻装置(防钻滑板),可有效杜绝在皮带恶劣跑偏的情况下不会发生皮带钻导料槽的现象。
襄樊凯瑞全密封导料槽结构特点;1、导料槽进行了扩容,导料槽容腔较大,有助于降低诱导风。
工地用吊料的铁槽子标准尺寸

工地使用的吊料铁槽子的标准尺寸可能会根据不同地区和国家的标准有所不同。
以下是一些常见的工地吊料铁槽子的标准尺寸作为参考:
1. 长度:通常为3米、4米或6米,也可以根据需要进行定制。
2. 宽度:常见的宽度为100毫米至300毫米之间,也可以根据需要进行定制。
3. 高度:常见的高度为50毫米至200毫米之间,也可以根据需要进行定制。
4. 壁厚:通常为3毫米至10毫米之间,也可以根据需要进行定制。
需要注意的是,具体的尺寸标准可能因地区和国家而异,建议在购买前咨询当地相关部门或供应商以获取准确的标准尺寸信息。
1。
铝合金自卸罐技术规格

SPECIFICATION SHEETMODEL: 铝合金自卸罐车一、罐体1.罐体容积:38 - 45M3(前顶自卸式)。
2.罐体材质: #5083-H111。
3.罐体及端板厚度:胴体5.5㎜、端板8㎜4.正常操作压力:2㎏/㎝2G。
罐体设计压力:3㎏/㎝2G。
5.总载重量:49吨(牵引车空重+槽车空重+货物重量)。
6.净载重量:30 - 32.5吨。
(视实际装载物比重)。
7.罐体全长:11366㎜以内。
8.槽车全长:12154㎜以内。
9.槽车全宽:2.5M以内。
10.槽车全高:3.8M以内。
11.空车净重:8000㎏以下12.设计规格:承载荷重以载运货品后,连结总重49吨之标准设计,尺寸及剎车、灯光规格均以符合公路法规GB1589及相关认证。
二、罐体管件及阀1.人孔及盖:共5个,人孔颈及人孔盖之材质均为铝金,每一孔盖以6支压柄固定2.进气管:2”铝合金管进气口,附装快速接头加装逆止阀。
顶部空气供应管:2”铝合金管自顶部延伸至4”不锈钢主气管,以法兰结合3.卸料阀:5”蝶型阀4.卸料管:10”铝合金管以法兰连接,末端附装快速接头及防尘盖(以链条和卸料管结合)一组。
5.安全阀一只:设定压力30PSI;另配呼吸阀一只6.温度计与压力计各配一只三、附件1.罐体顶部工作走道:铝合金材料制成2.爬梯:铝合金材料制成,装设于槽车后侧。
3.工具箱:工具箱一只4.轮罩及挡泥板:左右两侧各1个。
5.侧护栏:左右两侧各一个6.静电防止:漏斗法兰两端以铜蕊电线搭接,并于槽体前后左右各装设一只T型接地片。
7.电压:24V。
电缆接头:7心式插座附防尘盖。
线路使用耐热电缆线,外层并加套蛇管保护。
灯具:剎车灯、方向灯、各2只;另车牌灯、倒车灯各1只。
8.灭火机及座:计2只。
9.表面油漆按客户要求来定四、底盘及油缸系统1.车体梁架结构:高张力钢成型结构2.牵引销板:高张力钢3.牵引销:2”标准型,以螺栓固定。
4.支腿(前置/后置):JOST5.车轴:BPW12吨级10孔钢圈 (品牌待定)6.剎车系统:采双回路气剎车系统,ABS剎车系统。
溜槽更换预案

1080M3高炉布料溜槽更换预案(12H)一、检修人员:钳工5人,电焊工1人。
二、检修前准备工作以及材料备件的确认:工具:葫芦:10T(6米)(2只),3T葫芦(6米)(2只),1T(6米)(1只),千斤:Ф15.5-18.5:1.5M或2M(3根),Ф9.3(3-4根),卸扣(4个),大锤(1把),割刀一套备用,钳工标准机械工具(一套),水准仪;备件:1.手电(1把)2.溜槽备件(1件)重量:1270KG3.溜槽架(1件)重量:1680KG4.金属圈(1件)三、检修前安全措施以及配件、材料、工具准备工作:1、劳保用品穿戴齐全。
2、与操作工协调好。
3、安全现场监护确认后方可作业。
4、站位要正确。
5、溜槽定位、角度(70°左右)。
6、确认炉内煤气火在燃烧。
四、检修步骤:1、检修前,把葫芦各个吊点、吊具安装好,然后用5T葫芦吊好大炉门,并可拆除部份螺栓。
2、确定高炉休风,溜槽拆卸孔螺栓进行彻底拆卸,再用葫芦吊开炉门,用2T接过炉门放在旁边。
3、打开传动齿轮箱的两扇小检修门,手动旋转倾动电机,观看两个溜槽悬挂传动杆准确定位在其小检修门的前面,而倾动齿轮箱定位在高炉炉头溜槽检修门相对一侧。
4、拆去溜槽悬挂传动杆两侧的两个小盖板,以便于能够接近溜槽两个悬挂轴。
5、拆去两侧的两个限位销轴(作为溜槽最大54°工作角的极限挡销),拆去限位销轴后,可通过电动倾动点击将两个溜槽传动杆定位在最大水平溜槽角度位置上(70°),再观看溜槽传动杆时,其应在左侧最大位置。
6、用单轨手拉葫芦将拆卸装置用两根相同长度的千斤固定,并将一千斤固定到拆卸装置的尾端(配重),将拆卸装置吊至炉头检修门处,缩短配重处千斤长度,以便提起配重,直至能将拆卸装置滑到溜槽上并将横梁放置在溜槽的凹槽中,将水准仪放置在拆卸装置表面,在拆卸装置准确定位时,水准仪准确位于水平位置。
7、缓慢提起带有已组装好的拆卸装置的溜槽,同时沿高炉中心线方向移动单轨葫芦。