热喷涂技术 PPT
合集下载
热喷涂技术 ppt课件

等离子喷涂的工作气体: 最常用的有氮气、氩气, 此外,也可用氢气、氦气。 喷枪构造:阴极、喷嘴 (阳极)、进气道与气室、 送粉道、水冷密封与绝缘, 以及枪体组成。
阴极是电子发射源,选用熔点高和电子发射能力强 的材料制成,一般采用钨电极。喷嘴为阳极,通过其 孔道对电弧进行压缩而形成等离子弧。
五、热喷涂装置和设备 3.等离子喷涂装置
缺点:粉尘、烟雾大、噪声大。
三、热喷涂工序 1.表面预处理
(1)基体表面的清洗、脱脂:碱性溶液或丙酮、 汽油。
(2)基体表面氧化膜处理
(3)基体表面粗化处理:提高涂层与基体结合 强度(喷砂、机械加工如开槽、车螺纹、滚花等)
(4)基体表面预热处理:提高涂层与基体结合 强度
(5)非喷涂表面的保护
三、热喷涂工序 2.喷涂 (1)喷涂打底层:Mo、Ni-Cr、Ni-Cr-Al 等。厚度50-100微米。 (2)喷涂工作层璃等几乎所有固体材料。
喷涂层的性能:耐磨、耐蚀、耐热、抗氧化、润 滑等。
喷涂层的厚度:0.5-5mm。
应用:宇航、国防、机械、冶金、石油、化工、 机车车辆、电力等部门。
如果将喷涂层再加热重熔,产生冶金结合,称为 喷熔。
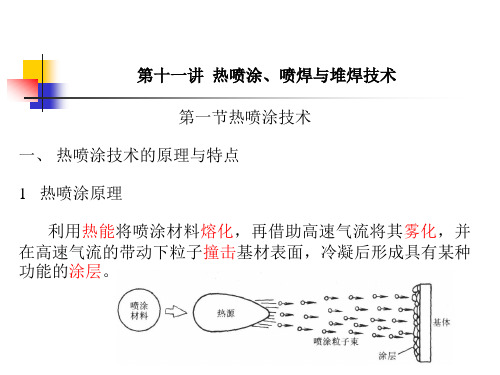
一、热喷涂原理 1.涂层形成过程及形成原理
等离子弧是压缩电弧, 按接电的方法不同,等 离子弧有三种形式: ①非转移弧;正极接在 喷嘴上,工件不带电; ②转移弧:喷嘴不接电 源,工件接正极; ③联合弧:喷嘴、工件 均接正极。
五、热喷涂装置和设备 3.等离子喷涂装置
等离子弧和自由电弧 相比较,其弧柱细, 电流密度大,气体电 离度高,因此具有温 度高、能量集中、弧 稳定性好等特点。
四、热喷涂材料
(一)热喷涂线材:
(4)镍及镍合金主要用于耐蚀、耐磨、耐高温涂 层。
阴极是电子发射源,选用熔点高和电子发射能力强 的材料制成,一般采用钨电极。喷嘴为阳极,通过其 孔道对电弧进行压缩而形成等离子弧。
五、热喷涂装置和设备 3.等离子喷涂装置
缺点:粉尘、烟雾大、噪声大。
三、热喷涂工序 1.表面预处理
(1)基体表面的清洗、脱脂:碱性溶液或丙酮、 汽油。
(2)基体表面氧化膜处理
(3)基体表面粗化处理:提高涂层与基体结合 强度(喷砂、机械加工如开槽、车螺纹、滚花等)
(4)基体表面预热处理:提高涂层与基体结合 强度
(5)非喷涂表面的保护
三、热喷涂工序 2.喷涂 (1)喷涂打底层:Mo、Ni-Cr、Ni-Cr-Al 等。厚度50-100微米。 (2)喷涂工作层璃等几乎所有固体材料。
喷涂层的性能:耐磨、耐蚀、耐热、抗氧化、润 滑等。
喷涂层的厚度:0.5-5mm。
应用:宇航、国防、机械、冶金、石油、化工、 机车车辆、电力等部门。
如果将喷涂层再加热重熔,产生冶金结合,称为 喷熔。
一、热喷涂原理 1.涂层形成过程及形成原理
等离子弧是压缩电弧, 按接电的方法不同,等 离子弧有三种形式: ①非转移弧;正极接在 喷嘴上,工件不带电; ②转移弧:喷嘴不接电 源,工件接正极; ③联合弧:喷嘴、工件 均接正极。
五、热喷涂装置和设备 3.等离子喷涂装置
等离子弧和自由电弧 相比较,其弧柱细, 电流密度大,气体电 离度高,因此具有温 度高、能量集中、弧 稳定性好等特点。
四、热喷涂材料
(一)热喷涂线材:
(4)镍及镍合金主要用于耐蚀、耐磨、耐高温涂 层。
表面处理第十一讲热喷涂

有助于提高涂层的硬度和耐腐蚀性。
热喷涂层的机械性能
热喷涂层的硬度
硬度是热喷涂层机械性能的重要指标之一。 硬度高的涂层具有更好的耐磨性和耐腐蚀性 ,但同时也可能较脆。因此,在选择热喷涂 层时,需要综合考虑其硬度与其他机械性能 的关系。
热喷涂层的韧性
韧性是热喷涂层在受到外力作用时抵抗开裂 和剥落的能力。良好的韧性可以提高涂层的 抗冲击性和使用寿命,特别是在承受交变应 力的场合。
特点
热喷涂技术具有适用范围广、涂层种 类多、涂层性能优良等特点,能够满 足各种不同的表面处理需求。
热喷涂的应用领域
航空航天
用于飞机和航天器的发 动机部件、结构件和功 能件的表面强化和修复
。
能源
用于燃气轮机、蒸汽轮 机等能源设备的耐磨、 耐腐蚀和隔热涂层的制
备。
汽车
用于发动机部件、车身 和底盘的防腐、隔热、 耐磨和装饰涂层的制备
02
环保型喷涂气体
开发环保型喷涂气体,如惰性气 体、还原性气体等,减少对大气 的污染。
03
废旧涂层的回收与 再利用
研究废旧涂层的回收技术,实现 资源的有效利用,降低对环境的 影响。
06
CATALOGUE
热喷涂案例分析
航空航天领域的热喷涂应用
飞机发动机热端部件
热喷涂技术常用于飞机发动机热端部件的表面处理,如涡 轮叶片和燃烧室,以提高耐高温、抗氧化和抗腐蚀性能。
纳米材料
纳米碳管
具有出色的导电、导热性 能,可用于制备功能性涂 层。
纳米氧化物
具有优异的耐腐蚀、抗氧 化性能,可用于制备防腐 、抗氧化涂层。
纳米陶瓷
具有高硬度、高耐磨性, 可用于制备硬质、耐磨涂 层。
03
CATALOGUE
热喷涂层的机械性能
热喷涂层的硬度
硬度是热喷涂层机械性能的重要指标之一。 硬度高的涂层具有更好的耐磨性和耐腐蚀性 ,但同时也可能较脆。因此,在选择热喷涂 层时,需要综合考虑其硬度与其他机械性能 的关系。
热喷涂层的韧性
韧性是热喷涂层在受到外力作用时抵抗开裂 和剥落的能力。良好的韧性可以提高涂层的 抗冲击性和使用寿命,特别是在承受交变应 力的场合。
特点
热喷涂技术具有适用范围广、涂层种 类多、涂层性能优良等特点,能够满 足各种不同的表面处理需求。
热喷涂的应用领域
航空航天
用于飞机和航天器的发 动机部件、结构件和功 能件的表面强化和修复
。
能源
用于燃气轮机、蒸汽轮 机等能源设备的耐磨、 耐腐蚀和隔热涂层的制
备。
汽车
用于发动机部件、车身 和底盘的防腐、隔热、 耐磨和装饰涂层的制备
02
环保型喷涂气体
开发环保型喷涂气体,如惰性气 体、还原性气体等,减少对大气 的污染。
03
废旧涂层的回收与 再利用
研究废旧涂层的回收技术,实现 资源的有效利用,降低对环境的 影响。
06
CATALOGUE
热喷涂案例分析
航空航天领域的热喷涂应用
飞机发动机热端部件
热喷涂技术常用于飞机发动机热端部件的表面处理,如涡 轮叶片和燃烧室,以提高耐高温、抗氧化和抗腐蚀性能。
纳米材料
纳米碳管
具有出色的导电、导热性 能,可用于制备功能性涂 层。
纳米氧化物
具有优异的耐腐蚀、抗氧 化性能,可用于制备防腐 、抗氧化涂层。
纳米陶瓷
具有高硬度、高耐磨性, 可用于制备硬质、耐磨涂 层。
03
CATALOGUE
8---热喷涂
根据使用热源不同
线材火焰喷涂 粉末火焰喷涂 电弧喷涂、 等离子喷涂
爆炸喷涂
超音速喷涂
思考题:----
§8.2 热喷涂技术的原理
1. 简述热喷涂技术形成涂层的三个阶段
§8.2 热喷涂技术的原理
形成过程、形成原理 一、基本过程
加热一加速一熔化一再加速一撞击基体一冷却凝固一形成涂层
三个阶段 (1) 喷涂材料被加热、熔化; (2) 熔化的材料被热气流雾化,进一步加速形成粒子流; (3) 粒子在基体表面上发生碰撞、变形、凝固和堆积。
复合喷涂线材:把两种或两种以上的材料复合而成的喷涂线材。 复合喷涂线材中大部分是增效复合喷涂线材
即在喷涂过程中不同组元相互发生热反应生成化合物,反应热与
火焰热相叠加,提高了熔滴温度,达到基体后会使基体局部熔化 产生短时高温扩散,形成显微冶金结合,从而提高结合强度。
举例二:非复合型热喷涂用粉末 非复合型粉末属简单粉末,每个粉粒仅由单一的成分组成。
可超过50kg/h;
4.涂层厚度范围宽且较易控制
薄者可为几十微米,厚者可为几毫米
5.操作灵活 可喷涂各种规格和形状的物体,特别适合于大面积涂层,并可在
野外工作。
6.局限性 热效率低 材料利用率低、浪费大 涂层与基体结合强度较低
尽管如此,热喷涂技术仍因其独特的优点获得广泛应用
五、技术分类
氧—燃料气体中,火焰使粉末熔化并喷射到基体表面。
a)线材喷涂 火焰喷涂示意图
b)粉末喷涂
2.火焰喷涂的应用 用于长效防腐蚀涂层 如Zn,Al,Cd等金属或合金涂层,可用于铁桥、铁塔、 水闸、船体、水处理设备等多种钢结构件; 用于抗高温氧化涂层 加热器、燃烧室等易受高温氧化的钢铁件; 用于耐磨涂层 承受磨损的零件,如吸风机叶片、活塞环等; 用于机件修复 因磨损超差或腐蚀失效的机件,如轴颈、机床导轨等。
线材火焰喷涂 粉末火焰喷涂 电弧喷涂、 等离子喷涂
爆炸喷涂
超音速喷涂
思考题:----
§8.2 热喷涂技术的原理
1. 简述热喷涂技术形成涂层的三个阶段
§8.2 热喷涂技术的原理
形成过程、形成原理 一、基本过程
加热一加速一熔化一再加速一撞击基体一冷却凝固一形成涂层
三个阶段 (1) 喷涂材料被加热、熔化; (2) 熔化的材料被热气流雾化,进一步加速形成粒子流; (3) 粒子在基体表面上发生碰撞、变形、凝固和堆积。
复合喷涂线材:把两种或两种以上的材料复合而成的喷涂线材。 复合喷涂线材中大部分是增效复合喷涂线材
即在喷涂过程中不同组元相互发生热反应生成化合物,反应热与
火焰热相叠加,提高了熔滴温度,达到基体后会使基体局部熔化 产生短时高温扩散,形成显微冶金结合,从而提高结合强度。
举例二:非复合型热喷涂用粉末 非复合型粉末属简单粉末,每个粉粒仅由单一的成分组成。
可超过50kg/h;
4.涂层厚度范围宽且较易控制
薄者可为几十微米,厚者可为几毫米
5.操作灵活 可喷涂各种规格和形状的物体,特别适合于大面积涂层,并可在
野外工作。
6.局限性 热效率低 材料利用率低、浪费大 涂层与基体结合强度较低
尽管如此,热喷涂技术仍因其独特的优点获得广泛应用
五、技术分类
氧—燃料气体中,火焰使粉末熔化并喷射到基体表面。
a)线材喷涂 火焰喷涂示意图
b)粉末喷涂
2.火焰喷涂的应用 用于长效防腐蚀涂层 如Zn,Al,Cd等金属或合金涂层,可用于铁桥、铁塔、 水闸、船体、水处理设备等多种钢结构件; 用于抗高温氧化涂层 加热器、燃烧室等易受高温氧化的钢铁件; 用于耐磨涂层 承受磨损的零件,如吸风机叶片、活塞环等; 用于机件修复 因磨损超差或腐蚀失效的机件,如轴颈、机床导轨等。
表面处理第十一讲 热喷涂.ppt
粗化处理可提高涂层结合强度的理由是: 1) 提供表面压应力; 2) 提供与涂层颗粒互锁机会; 3) 增大结合面积; 4) 净化表面。
粗化处理的方法(1)
1) 表面喷砂,使其粗糙度为Ra3.2~12.5μm;
表 6-1 达到所要求粗糙度的喷砂条件
磨料粒度 磨料材质 喷砂压力 喷嘴孔径 设备类型
/目
/kPa
(3) 等离子喷涂的应用
等离子弧焰流温度高,适合喷涂高熔点材料。涂层密度可 达85~98%,结合强度高达35~70Mpa,喷涂质量远优于火焰 喷涂层。主要用于:
1) 耐磨、减磨涂层; 2) 耐蚀涂层; 3) 抗高温氧化、抗高温气流冲刷、热 障涂层;
四、热喷涂工艺流程和质量控制
质 量 控 制 要 素 ( 4M ) : 设 备 ( Machine ) 、 材 料 (Materials)、工艺(Methods)和人员(Man)。
热喷涂工艺流程包括基材表面预处理、热喷涂、后处理和 精加工等过程。
热喷涂工艺流程
1 基材表面预处理
(1) 净化处理:清除表面污垢。 (2) 粗化处理:提高涂层与基体之间的结合牢度。
预热温度一般控制在150~300℃为宜。可直接用喷喷涂
需打底层时,可在喷涂工作层之前用 钼或放热型的镍包铝、铝包镍粉末先喷 涂一层厚度约0.10~0.15mm的打底层。
严格控制喷涂材料的供给速度、喷涂 距离(100~150mm)、每道涂层的厚度 (0.1~0.15mm)、喷枪与工件的移动速 度(7~18m/min)和层间温度 (<250℃)等。
耐腐蚀涂层
铝、镍—铝
抗热氧化涂层
塑料
防腐蚀涂层
(1)线材火焰喷涂 (1)线材火焰喷涂
线材火焰喷涂原理图。 线材火焰喷涂设备示意图和喷涂枪。
粗化处理的方法(1)
1) 表面喷砂,使其粗糙度为Ra3.2~12.5μm;
表 6-1 达到所要求粗糙度的喷砂条件
磨料粒度 磨料材质 喷砂压力 喷嘴孔径 设备类型
/目
/kPa
(3) 等离子喷涂的应用
等离子弧焰流温度高,适合喷涂高熔点材料。涂层密度可 达85~98%,结合强度高达35~70Mpa,喷涂质量远优于火焰 喷涂层。主要用于:
1) 耐磨、减磨涂层; 2) 耐蚀涂层; 3) 抗高温氧化、抗高温气流冲刷、热 障涂层;
四、热喷涂工艺流程和质量控制
质 量 控 制 要 素 ( 4M ) : 设 备 ( Machine ) 、 材 料 (Materials)、工艺(Methods)和人员(Man)。
热喷涂工艺流程包括基材表面预处理、热喷涂、后处理和 精加工等过程。
热喷涂工艺流程
1 基材表面预处理
(1) 净化处理:清除表面污垢。 (2) 粗化处理:提高涂层与基体之间的结合牢度。
预热温度一般控制在150~300℃为宜。可直接用喷喷涂
需打底层时,可在喷涂工作层之前用 钼或放热型的镍包铝、铝包镍粉末先喷 涂一层厚度约0.10~0.15mm的打底层。
严格控制喷涂材料的供给速度、喷涂 距离(100~150mm)、每道涂层的厚度 (0.1~0.15mm)、喷枪与工件的移动速 度(7~18m/min)和层间温度 (<250℃)等。
耐腐蚀涂层
铝、镍—铝
抗热氧化涂层
塑料
防腐蚀涂层
(1)线材火焰喷涂 (1)线材火焰喷涂
线材火焰喷涂原理图。 线材火焰喷涂设备示意图和喷涂枪。
11.热喷涂涂层PPT课件

热喷涂无机涂层
1
.
热喷涂原理
热喷涂是采用各种热源使无机涂层材料加 热熔化或半熔化;
然后用高速气体使无机涂层材料分散细化 并高速撞击到基体表面;
形成无机涂层的工艺过程。
2
.
热喷涂原理示意图
3
.
从喷涂材料进入热源形成无机涂层 经历四个阶段
喷涂材料的加热、熔化:对于线材,当端部进入热源高温区域时, 立即被加热熔化;对于粉末,进入热源高温区域,在行进的过程 中被加热熔化或软化。
线材由于受加工性能的限制,只有塑性好的材料才可以制造成线材。
12
.
常用热喷涂材料
虽然热喷无机涂层适合的材料范围很广泛,但是由于热喷涂技术工 艺的特殊性,对热喷涂材料仍有一定的限制。常用热喷涂材料集中 在以下范围内:
①金属热喷涂材料
金属热喷涂材料一般有线材和粉末两种形式。线材是用普通的拉拔 方法制造的,而粉末一般是用雾化法制造的。由于粉末材料表面积 大,氧化程度高,所以在方便的条件下推荐采用线材。但粉末制造 方法简单、灵活,材料成分不受限制,因此小批量热喷涂时一般采 用粉末材料。
采用的塑料涂层材料熔化温度范围应较宽、 粘度较低、热稳定性好,一般采用粉末形 式。
16
.
热喷涂用复合粉末材料
热喷涂用复合材料分为两种:
一种是为适应热喷涂工艺而制备的复合材料,例 如,为防止碳化钨材料在喷涂过程中氧化分解而 制备的镍包碳化钨复合粉末材料,它们是当前热 喷涂用复合材料的主流:
另一类是通过增强相增强无机涂层性能的复合材 料,如纤维增强无机涂层材料,这类材料目前还 在研究探索过程中。
20世纪80年代以来,低压等离子喷涂和超音速火 焰喷涂也相继问世。热喷涂技术在自身不断发展
1
.
热喷涂原理
热喷涂是采用各种热源使无机涂层材料加 热熔化或半熔化;
然后用高速气体使无机涂层材料分散细化 并高速撞击到基体表面;
形成无机涂层的工艺过程。
2
.
热喷涂原理示意图
3
.
从喷涂材料进入热源形成无机涂层 经历四个阶段
喷涂材料的加热、熔化:对于线材,当端部进入热源高温区域时, 立即被加热熔化;对于粉末,进入热源高温区域,在行进的过程 中被加热熔化或软化。
线材由于受加工性能的限制,只有塑性好的材料才可以制造成线材。
12
.
常用热喷涂材料
虽然热喷无机涂层适合的材料范围很广泛,但是由于热喷涂技术工 艺的特殊性,对热喷涂材料仍有一定的限制。常用热喷涂材料集中 在以下范围内:
①金属热喷涂材料
金属热喷涂材料一般有线材和粉末两种形式。线材是用普通的拉拔 方法制造的,而粉末一般是用雾化法制造的。由于粉末材料表面积 大,氧化程度高,所以在方便的条件下推荐采用线材。但粉末制造 方法简单、灵活,材料成分不受限制,因此小批量热喷涂时一般采 用粉末材料。
采用的塑料涂层材料熔化温度范围应较宽、 粘度较低、热稳定性好,一般采用粉末形 式。
16
.
热喷涂用复合粉末材料
热喷涂用复合材料分为两种:
一种是为适应热喷涂工艺而制备的复合材料,例 如,为防止碳化钨材料在喷涂过程中氧化分解而 制备的镍包碳化钨复合粉末材料,它们是当前热 喷涂用复合材料的主流:
另一类是通过增强相增强无机涂层性能的复合材 料,如纤维增强无机涂层材料,这类材料目前还 在研究探索过程中。
20世纪80年代以来,低压等离子喷涂和超音速火 焰喷涂也相继问世。热喷涂技术在自身不断发展
热喷涂课程ppt

热喷涂技术
1、前言
定 义 :热喷涂是指采用氧——乙炔焰、电弧、 等离子弧、爆炸波等提供不同热源的喷涂装置, 产生高温高压焰流或超音速焰流,将要制成涂层 的材料如各种金属、陶瓷、金属加陶瓷的复合材 料、各种塑料粉末的固态喷涂材料,瞬间加热到 塑态或熔融态,高速喷涂到经过预处理(清洁粗 糙)的零部件表面形成涂层的一种表面加工方法。 我们把特殊的工作表面叫 “涂层”,把制造涂层 的工作方法叫“热喷涂”,它是采用各种热源进 行喷涂和喷焊的总称。
热喷涂技术
5、热喷涂材料涂层
2)机械嵌合。机械嵌合是指具有具有一定动能的 熔滴在碰撞到经过粗糙处理的基材表面后与表面 上的凸起和凹陷处形成的机械咬合。涂层的微粒 与表面、微粒与微粒之间靠相互嵌镶而连在一起。 在粗糙度较大的表面(如经过粗粒喷砂的表面或 有机制沟槽和螺纹的表面)上热喷涂时,机械嵌 合具有重要作用。实验证明,当在Ra=0.63μm 的表面上喷涂镍包铝时,结合强度为36~ 41MPa,如果表面经过喷砂粗糙化处理后,则 结合强度可达到45MPa。这在一定程度上反映 了机械嵌合的作用。表面越粗糙,机械嵌合的效 果越大。所以,在热喷涂工艺中,表面粗化已成 为必不可少的重要的预处理工序。 热喷涂技术
热喷涂技术
5、热喷涂材料涂层
喷涂材料可以做成丝状或粉末状,丝状材料只 有一定塑性的材料才能加工出来,而粉末材料 可根据需要任意配制,所以成份及比例范围非 常灵活。
热喷涂技术
5、热喷涂材料涂层
涂层形成过程 涂层的形成过程为:涂层材料经加热熔化和加 速→撞击到基体→冷却凝固→形成涂层。其中 涂层材料的加热、加速和凝固是最主要的三个 过程。
热喷涂技术
6、喷涂工艺流程
热喷涂工艺方法 1.火焰喷涂工艺:是线材火焰喷涂(Wire Flame Spray)和粉末火焰喷涂(Powder Flame Spray) 的总称。是最早的喷涂工艺。用乙炔、丙烷、 氢气或天然气等作燃料,以压缩空气、氧气或 惰性气体作动力,使熔融材料雾化并加速,喷 射到基体形成喷涂层。粉末、线材、棒材、带 材等都可以用火焰喷涂工艺进行术特点
1、前言
定 义 :热喷涂是指采用氧——乙炔焰、电弧、 等离子弧、爆炸波等提供不同热源的喷涂装置, 产生高温高压焰流或超音速焰流,将要制成涂层 的材料如各种金属、陶瓷、金属加陶瓷的复合材 料、各种塑料粉末的固态喷涂材料,瞬间加热到 塑态或熔融态,高速喷涂到经过预处理(清洁粗 糙)的零部件表面形成涂层的一种表面加工方法。 我们把特殊的工作表面叫 “涂层”,把制造涂层 的工作方法叫“热喷涂”,它是采用各种热源进 行喷涂和喷焊的总称。
热喷涂技术
5、热喷涂材料涂层
2)机械嵌合。机械嵌合是指具有具有一定动能的 熔滴在碰撞到经过粗糙处理的基材表面后与表面 上的凸起和凹陷处形成的机械咬合。涂层的微粒 与表面、微粒与微粒之间靠相互嵌镶而连在一起。 在粗糙度较大的表面(如经过粗粒喷砂的表面或 有机制沟槽和螺纹的表面)上热喷涂时,机械嵌 合具有重要作用。实验证明,当在Ra=0.63μm 的表面上喷涂镍包铝时,结合强度为36~ 41MPa,如果表面经过喷砂粗糙化处理后,则 结合强度可达到45MPa。这在一定程度上反映 了机械嵌合的作用。表面越粗糙,机械嵌合的效 果越大。所以,在热喷涂工艺中,表面粗化已成 为必不可少的重要的预处理工序。 热喷涂技术
热喷涂技术
5、热喷涂材料涂层
喷涂材料可以做成丝状或粉末状,丝状材料只 有一定塑性的材料才能加工出来,而粉末材料 可根据需要任意配制,所以成份及比例范围非 常灵活。
热喷涂技术
5、热喷涂材料涂层
涂层形成过程 涂层的形成过程为:涂层材料经加热熔化和加 速→撞击到基体→冷却凝固→形成涂层。其中 涂层材料的加热、加速和凝固是最主要的三个 过程。
热喷涂技术
6、喷涂工艺流程
热喷涂工艺方法 1.火焰喷涂工艺:是线材火焰喷涂(Wire Flame Spray)和粉末火焰喷涂(Powder Flame Spray) 的总称。是最早的喷涂工艺。用乙炔、丙烷、 氢气或天然气等作燃料,以压缩空气、氧气或 惰性气体作动力,使熔融材料雾化并加速,喷 射到基体形成喷涂层。粉末、线材、棒材、带 材等都可以用火焰喷涂工艺进行术特点
第五章-热喷涂技术PPT课件
18几种常用的热喷涂技术及常用表面工程技术的比较见表1等离子喷涂法火焰喷涂电弧喷涂法爆炸喷涂法熔粒速度ms4001502001500温度值12000300050004000典型涂层孔隙率11010151015典型结合强度mpa3070510102080100优点孔隙率低结合性好多用途基材温度低污设备简单工艺灵活成本低效率高污染低基材温度低孔隙率非常低结合性好基材温度低缺点成本较高孔隙率高结合性差对工件要预只应用于导电喷涂材料通常孔隙率较高成本高效率1953待喷涂表面的制备热喷涂的基本工艺流程图如图2所示工件表面制备201表面净化喷涂前首先须将待喷涂表面净化彻底清除附着在表面的油污油漆氧化物等显露出新鲜的金属表面
热喷涂的基本工艺流程图如图2所示
工件表面制备
喷
涂
表 表 表预
底
面面面
净 化
预 加 工
粗热 化
层
喷
喷后处理
涂
工
机封
作
械
层
加 工空
图2 热喷涂的基本工艺流程图
2021
19
1)表面净化
喷涂前,首先须将待喷涂表面净化,彻底清除附着在表面的油 污、油漆、氧化物等,显露出新鲜的金属表面。
2)表面预加工
表面预加工的主要目的是预留一定的喷涂层厚度。
镍合金中用作喷涂材料的主要为镍铬合金,这类合金具有非 常好的抗高温氧化性能,可在880℃高温下使用,是目前应用很 广的热阻材料。
2021
26
5) 钼
钼在喷涂中常作为结合底层材料使用,还可以用作摩擦表面的 减摩工作涂层,如活塞环、刹车片、铝合金气缸等。
6)碳钢和低合金钢
碳钢和低合金钢是广泛应用的电弧喷涂材料。它具有强度较高、 耐磨性好、价格低廉等特点。
热喷涂的基本工艺流程图如图2所示
工件表面制备
喷
涂
表 表 表预
底
面面面
净 化
预 加 工
粗热 化
层
喷
喷后处理
涂
工
机封
作
械
层
加 工空
图2 热喷涂的基本工艺流程图
2021
19
1)表面净化
喷涂前,首先须将待喷涂表面净化,彻底清除附着在表面的油 污、油漆、氧化物等,显露出新鲜的金属表面。
2)表面预加工
表面预加工的主要目的是预留一定的喷涂层厚度。
镍合金中用作喷涂材料的主要为镍铬合金,这类合金具有非 常好的抗高温氧化性能,可在880℃高温下使用,是目前应用很 广的热阻材料。
2021
26
5) 钼
钼在喷涂中常作为结合底层材料使用,还可以用作摩擦表面的 减摩工作涂层,如活塞环、刹车片、铝合金气缸等。
6)碳钢和低合金钢
碳钢和低合金钢是广泛应用的电弧喷涂材料。它具有强度较高、 耐磨性好、价格低廉等特点。
热喷涂课程ppt
热喷涂技术
4、热喷涂技术特点
热喷涂技术在应用上已由制备装饰性涂层发展为
制备各种功能性涂层,如耐磨、抗蚀、抗氧化、
隔热、导电、绝缘、减摩、润滑、防辐射等涂层。
热喷涂既可用于修复,又可用于制造。由于涂层
材料的性能优于基体,用其对零件表面进行涂覆, 能使产品质量得到大幅度提高。
热喷涂技术
4、热喷涂技术特点
热喷涂技术
1、前言
定 义 :热喷涂是指采用氧——乙炔焰、电弧、 等离子弧、爆炸波等提供不同热源的喷涂装置, 产生高温高压焰流或超音速焰流,将要制成涂层 的材料如各种金属、陶瓷、金属加陶瓷的复合材 料、各种塑料粉末的固态喷涂材料,瞬间加热到 塑态或熔融态,高速喷涂到经过预处理(清洁粗 糙)的零部件表面形成涂层的一种表面加工方法。 我们把特殊的工作表面叫 “涂层”,把制造涂层 的工作方法叫“热喷涂”,它是采用各种热源进 行喷涂和喷焊的总称。
5、热喷涂材料涂层
3)物理-化学结合。物理-化学结合即指借 助于分子(原子)之间的范德华力将喷涂层 与基材结合在一起。化学结合是指涂层分 子与基材表面原子生成化学键而形成的结 合。例如在喷涂环氧树脂时,环氧树脂中 含有的羟基―(CH)-OH、醚键-(O)-和 环氧基被加热活化。当环氧树脂聚合物分 子与基材表面紧密接触时,这些极性基团 有利于与金属原子形成化学键并形成物理 吸附,从而获得一定的结合强度。
等离子喷涂设备总图
热喷涂技术
6、喷涂工艺流程
等离子喷涂的应用
轴类零件,钴碳化钨
辊套,氧化铝
氧化铝薄板上喷涂氧化锆
内孔专用等离子喷涂设备
热喷涂技术
6、喷涂工艺流程
等离子弧根据电源的不同接法可分为三类: (a) 非转移型等离子弧; (b) 转移型等离子弧;
演示文稿 热喷涂技术介绍88页PPT
演示文稿 热喷涂技术介绍
61、辍学如磨刀之石,Байду номын сангаас见其损,日 有所亏 。 62、奇文共欣赞,疑义相与析。
63、暧暧远人村,依依墟里烟,狗吠 深巷中 ,鸡鸣 桑树颠 。 64、一生复能几,倏如流电惊。 65、少无适俗韵,性本爱丘山。
61、奢侈是舒适的,否则就不是奢侈 。——CocoCha nel 62、少而好学,如日出之阳;壮而好学 ,如日 中之光 ;志而 好学, 如炳烛 之光。 ——刘 向 63、三军可夺帅也,匹夫不可夺志也。 ——孔 丘 64、人生就是学校。在那里,与其说好 的教师 是幸福 ,不如 说好的 教师是 不幸。 ——海 贝尔 65、接受挑战,就可以享受胜利的喜悦 。——杰纳勒 尔·乔治·S·巴顿
谢谢!
61、辍学如磨刀之石,Байду номын сангаас见其损,日 有所亏 。 62、奇文共欣赞,疑义相与析。
63、暧暧远人村,依依墟里烟,狗吠 深巷中 ,鸡鸣 桑树颠 。 64、一生复能几,倏如流电惊。 65、少无适俗韵,性本爱丘山。
61、奢侈是舒适的,否则就不是奢侈 。——CocoCha nel 62、少而好学,如日出之阳;壮而好学 ,如日 中之光 ;志而 好学, 如炳烛 之光。 ——刘 向 63、三军可夺帅也,匹夫不可夺志也。 ——孔 丘 64、人生就是学校。在那里,与其说好 的教师 是幸福 ,不如 说好的 教师是 不幸。 ——海 贝尔 65、接受挑战,就可以享受胜利的喜悦 。——杰纳勒 尔·乔治·S·巴顿
谢谢!
热喷涂技术原理及应用课件PPT
2. 孔隙度 粉末的球化程度越高和粉末的颗粒大小
通过喷涂方法的选择可以避免和减轻这一现象的发生。
对东喷方枪 明喷珠咀电部视分塔作钢适结当构变天热动线喷后喷,铝涂可涂用于层喷中涂塑不料可粉末避。免地存在着孔隙,孔隙度的大小与颗粒的温度和速度以及喷涂 例如,如果是陶瓷涂距层,离则和最好喷选涂用等角离度子喷等涂喷; 涂参数有关。一般来说,温度及速度都低的火焰喷涂和电弧喷涂涂 电Sp热la法t fo:rm高a频tio喷n:涂、层线材的电孔爆喷隙涂度都比较高,一般达到百分之几,甚至可达百分之十几。而高温的等离子喷涂 汽轮机、压缩机汽缸涂在长层期及的使高用速中其的中超分面音由速于微火振焰、热喷汽涂流腐涂蚀层及热则变孔形等隙而度发生较变低形状。、最面积低不可等及达深0浅.5各%异的以表下面破。坏,引起泄漏。
3) 熔粒与周围大气接触时间短:这可避免碳化物材料分解和脱碳; 4) 喷涂粉末细微,涂层光滑:粉末粒度为5-45μm,可获得表面光
滑的涂层; 5) 涂层致密,结合强度高:涂层的孔隙率可小于0.1%,结合力可大
于100N/mm2; 6) 气体耗量大、喷涂噪声大:目前喷枪所消耗的气体远大于一般火
焰喷涂; 7) 被广泛使用来制备碳化物(WC-Co、NiCr-Cr3C2)涂层和耐蚀
涂层断面形貌(层状结构)
7热喷涂的实际应用-钢结构防腐当中的应用
汽轮机、压缩机汽缸在长期的使用中其中分面由于微振、热汽流腐蚀及热变形等而发生变形状、面积不等及深浅各异的表面破坏,引起泄漏。
40mm 厚的热障陶瓷涂层,就能使金属零件表面的温度降低 200~300 ℃,并使热端部件免受燃气腐蚀和冲蚀。
它能把高温部件与高温燃气隔离开来,仅 0.
汽轮机、压缩机汽缸在长期的使用中其中分面由于微振、热汽流腐蚀及热变形等而发生变形状、面积不等及深浅各异的表面破坏,引起泄漏。
通过喷涂方法的选择可以避免和减轻这一现象的发生。
对东喷方枪 明喷珠咀电部视分塔作钢适结当构变天热动线喷后喷,铝涂可涂用于层喷中涂塑不料可粉末避。免地存在着孔隙,孔隙度的大小与颗粒的温度和速度以及喷涂 例如,如果是陶瓷涂距层,离则和最好喷选涂用等角离度子喷等涂喷; 涂参数有关。一般来说,温度及速度都低的火焰喷涂和电弧喷涂涂 电Sp热la法t fo:rm高a频tio喷n:涂、层线材的电孔爆喷隙涂度都比较高,一般达到百分之几,甚至可达百分之十几。而高温的等离子喷涂 汽轮机、压缩机汽缸涂在长层期及的使高用速中其的中超分面音由速于微火振焰、热喷汽涂流腐涂蚀层及热则变孔形等隙而度发生较变低形状。、最面积低不可等及达深0浅.5各%异的以表下面破。坏,引起泄漏。
3) 熔粒与周围大气接触时间短:这可避免碳化物材料分解和脱碳; 4) 喷涂粉末细微,涂层光滑:粉末粒度为5-45μm,可获得表面光
滑的涂层; 5) 涂层致密,结合强度高:涂层的孔隙率可小于0.1%,结合力可大
于100N/mm2; 6) 气体耗量大、喷涂噪声大:目前喷枪所消耗的气体远大于一般火
焰喷涂; 7) 被广泛使用来制备碳化物(WC-Co、NiCr-Cr3C2)涂层和耐蚀
涂层断面形貌(层状结构)
7热喷涂的实际应用-钢结构防腐当中的应用
汽轮机、压缩机汽缸在长期的使用中其中分面由于微振、热汽流腐蚀及热变形等而发生变形状、面积不等及深浅各异的表面破坏,引起泄漏。
40mm 厚的热障陶瓷涂层,就能使金属零件表面的温度降低 200~300 ℃,并使热端部件免受燃气腐蚀和冲蚀。
它能把高温部件与高温燃气隔离开来,仅 0.
汽轮机、压缩机汽缸在长期的使用中其中分面由于微振、热汽流腐蚀及热变形等而发生变形状、面积不等及深浅各异的表面破坏,引起泄漏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
降低残余应力的方法: (1)基体预热; (2)基体表面预处理:吹砂、开沟槽、车螺纹。
一、热喷涂原理 4.涂层残余应力
大家学习辛苦了,还是要坚持
继续保持安静
二、热喷涂的种类和特点
1.热喷涂种类
根据涂层加热和结合方式分:喷涂和喷熔。
根据加热喷涂材料的热源种类分:火焰、电弧、 高频、等离子弧(超音速)、爆炸、激光(喷涂、 重熔)、电子束。
五、热喷涂装置和设备 3.等离子喷涂装置
等离子喷涂设备示意图
3.激光重熔。
四、热喷涂材料
(一)热喷涂线材:
(1)锌及锌合金线材,主要用于大气及水中的防 腐蚀涂层。
(2)铝及铝合金线材,主要用于耐腐蚀或钢的抗 高温氧化涂层(工作温度可达800C)。
(3)铜及铜合金。纯铜丝用于电器开关和电子元 件的导电涂层以及塑像工艺品、水泥等建筑表面的 装饰涂层;黄铜丝主要修复磨损及加工超差工件, 也可做装饰涂层.
四、热喷涂材料
(一)热喷涂线材:
(4)镍及镍合金主要用于耐蚀、耐磨、耐高温涂 层。
(5) 不锈钢丝主要用于防腐。
四、热喷涂材料
(二)热喷涂粉末:金属粉末、合金粉末、陶瓷 粉末、复合粉末
四、热喷涂材料
(三)塑料
塑料涂层材料目前应用最广的是热塑性塑料 (受热熔化或熔化冷却时凝固),如聚乙烯(聚酰 胺)及聚四氟乙烯和热固性塑料(树脂组成,受热 产生化学变化,固化成型),如环氧树脂,酚醛树 脂等。塑料粉末主要用于耐蚀及产品的装饰涂层。
热喷涂技术
喷涂层的性能:耐磨、耐蚀、耐热、抗氧化、润 滑等。
喷涂层的厚度:0.5-5mm。
应用:宇航、国防、机械、冶金、石油、化工、 机车车辆、电力等部门。
如果将喷涂层再加热重熔,产生冶金结合,称为 喷熔。
一、热喷涂原理 1.涂层形成过程及形成原理
热喷涂过程:熔化---雾化---喷射---沉积
一、热喷涂原理 2.涂层结构 涂层的金相组织:层状结构,内有孔洞。
(2)基体表面氧化膜处理
(3)基体表面粗化处理:提高涂层与基体结合 强度(喷砂、机械加工如开槽、车螺纹、滚花等)
(4)基体表面预热处理:提高涂层与基体结合 强度
(5)非喷涂表面的保护
三、热喷涂工序 2.喷涂 (1)喷涂打底层:Mo、Ni-Cr、Ni-Cr-Al 等。厚度50-100微米。 (2)喷涂工作层。
等离子弧是压缩电弧, 按接电的方法不同,等 离子弧有三种形式: ①非转移弧;正极接在 喷嘴上,工件不带电; ②转移弧:喷嘴不接电 源,工件接正极; ③联合弧:喷嘴、工件 均接正极。离子弧和自由电弧 相比较,其弧柱细, 电流密度大,气体电 离度高,因此具有温 度高、能量集中、弧 稳定性好等特点。
一、热喷涂原理 涂层性能:各向异性。重熔处理
一、热喷涂原理 3.涂层结合机理
涂层与基体的结合:结合力; 涂层内部的结合:内聚力。
涂层与基体的结合: 1)机械结合 2)冶金-化学结合: 3)物理结合:
涂层内部的结合:主要以机械结合为主。
一、热喷涂原理 4.涂层残余应力
涂层的外层受拉应力;基体有时也包括涂层的内 层则产生压应力。这种应力随涂层厚度的加大而 增加,最终导致涂层断裂或从基体上剥离。
五、热喷涂装置和设备 1.氧-乙炔焰喷涂
气体火焰线材喷涂:
五、热喷涂装置和设备 1.氧-乙炔焰喷涂
气体火焰线材喷涂装置图:
五、热喷涂装置和设备 1.氧-乙炔焰喷涂
气体火焰粉末喷涂:
五、热喷涂装置和设备 1.氧-乙炔焰喷涂
气体火焰粉末喷涂装置图
五、热喷涂装置和设备 2.电弧线材喷涂
五、热喷涂装置和设备 3.等离子喷涂装置
等离子喷涂的工作气体: 最常用的有氮气、氩气, 此外,也可用氢气、氦气。 喷枪构造:阴极、喷嘴 (阳极)、进气道与气室、 送粉道、水冷密封与绝缘, 以及枪体组成。
阴极是电子发射源,选用熔点高和电子发射能力强 的材料制成,一般采用钨电极。喷嘴为阳极,通过其 孔道对电弧进行压缩而形成等离子弧。
五、热喷涂装置和设备 3.等离子喷涂装置
二、热喷涂的种类和特点
2.热喷涂特点
(1) 适用范围广。喷涂材料、工件材料。 (2) 工艺灵活。 (3) 喷涂厚度可调。几微米至几毫米。 (4) 工件受热影响小。基体变形小、组织、性 能变化小。 (5) 生产率高。
缺点:粉尘、烟雾大、噪声大。
三、热喷涂工序 1.表面预处理
(1)基体表面的清洗、脱脂:碱性溶液或丙酮、 汽油。
一、热喷涂原理 4.涂层残余应力
大家学习辛苦了,还是要坚持
继续保持安静
二、热喷涂的种类和特点
1.热喷涂种类
根据涂层加热和结合方式分:喷涂和喷熔。
根据加热喷涂材料的热源种类分:火焰、电弧、 高频、等离子弧(超音速)、爆炸、激光(喷涂、 重熔)、电子束。
五、热喷涂装置和设备 3.等离子喷涂装置
等离子喷涂设备示意图
3.激光重熔。
四、热喷涂材料
(一)热喷涂线材:
(1)锌及锌合金线材,主要用于大气及水中的防 腐蚀涂层。
(2)铝及铝合金线材,主要用于耐腐蚀或钢的抗 高温氧化涂层(工作温度可达800C)。
(3)铜及铜合金。纯铜丝用于电器开关和电子元 件的导电涂层以及塑像工艺品、水泥等建筑表面的 装饰涂层;黄铜丝主要修复磨损及加工超差工件, 也可做装饰涂层.
四、热喷涂材料
(一)热喷涂线材:
(4)镍及镍合金主要用于耐蚀、耐磨、耐高温涂 层。
(5) 不锈钢丝主要用于防腐。
四、热喷涂材料
(二)热喷涂粉末:金属粉末、合金粉末、陶瓷 粉末、复合粉末
四、热喷涂材料
(三)塑料
塑料涂层材料目前应用最广的是热塑性塑料 (受热熔化或熔化冷却时凝固),如聚乙烯(聚酰 胺)及聚四氟乙烯和热固性塑料(树脂组成,受热 产生化学变化,固化成型),如环氧树脂,酚醛树 脂等。塑料粉末主要用于耐蚀及产品的装饰涂层。
热喷涂技术
喷涂层的性能:耐磨、耐蚀、耐热、抗氧化、润 滑等。
喷涂层的厚度:0.5-5mm。
应用:宇航、国防、机械、冶金、石油、化工、 机车车辆、电力等部门。
如果将喷涂层再加热重熔,产生冶金结合,称为 喷熔。
一、热喷涂原理 1.涂层形成过程及形成原理
热喷涂过程:熔化---雾化---喷射---沉积
一、热喷涂原理 2.涂层结构 涂层的金相组织:层状结构,内有孔洞。
(2)基体表面氧化膜处理
(3)基体表面粗化处理:提高涂层与基体结合 强度(喷砂、机械加工如开槽、车螺纹、滚花等)
(4)基体表面预热处理:提高涂层与基体结合 强度
(5)非喷涂表面的保护
三、热喷涂工序 2.喷涂 (1)喷涂打底层:Mo、Ni-Cr、Ni-Cr-Al 等。厚度50-100微米。 (2)喷涂工作层。
等离子弧是压缩电弧, 按接电的方法不同,等 离子弧有三种形式: ①非转移弧;正极接在 喷嘴上,工件不带电; ②转移弧:喷嘴不接电 源,工件接正极; ③联合弧:喷嘴、工件 均接正极。离子弧和自由电弧 相比较,其弧柱细, 电流密度大,气体电 离度高,因此具有温 度高、能量集中、弧 稳定性好等特点。
一、热喷涂原理 涂层性能:各向异性。重熔处理
一、热喷涂原理 3.涂层结合机理
涂层与基体的结合:结合力; 涂层内部的结合:内聚力。
涂层与基体的结合: 1)机械结合 2)冶金-化学结合: 3)物理结合:
涂层内部的结合:主要以机械结合为主。
一、热喷涂原理 4.涂层残余应力
涂层的外层受拉应力;基体有时也包括涂层的内 层则产生压应力。这种应力随涂层厚度的加大而 增加,最终导致涂层断裂或从基体上剥离。
五、热喷涂装置和设备 1.氧-乙炔焰喷涂
气体火焰线材喷涂:
五、热喷涂装置和设备 1.氧-乙炔焰喷涂
气体火焰线材喷涂装置图:
五、热喷涂装置和设备 1.氧-乙炔焰喷涂
气体火焰粉末喷涂:
五、热喷涂装置和设备 1.氧-乙炔焰喷涂
气体火焰粉末喷涂装置图
五、热喷涂装置和设备 2.电弧线材喷涂
五、热喷涂装置和设备 3.等离子喷涂装置
等离子喷涂的工作气体: 最常用的有氮气、氩气, 此外,也可用氢气、氦气。 喷枪构造:阴极、喷嘴 (阳极)、进气道与气室、 送粉道、水冷密封与绝缘, 以及枪体组成。
阴极是电子发射源,选用熔点高和电子发射能力强 的材料制成,一般采用钨电极。喷嘴为阳极,通过其 孔道对电弧进行压缩而形成等离子弧。
五、热喷涂装置和设备 3.等离子喷涂装置
二、热喷涂的种类和特点
2.热喷涂特点
(1) 适用范围广。喷涂材料、工件材料。 (2) 工艺灵活。 (3) 喷涂厚度可调。几微米至几毫米。 (4) 工件受热影响小。基体变形小、组织、性 能变化小。 (5) 生产率高。
缺点:粉尘、烟雾大、噪声大。
三、热喷涂工序 1.表面预处理
(1)基体表面的清洗、脱脂:碱性溶液或丙酮、 汽油。