QC工程图范本(1)
合集下载
品质工位表或QC工程图(1)

清洗、烘 干
清洗槽、烘干 机
无油污、水份、酸渍
《标淮作业 指导书》
0 ● 管道吹气
11 ● 整形
12 ● 套保温管
13
●
管接头带 螺母
14 △ 包装入库 包装
15
压缩空气 管道内无水份
《标淮作业 指导书》
1次/H 目测、检测
操作者
返修
整形模具
角度、中心距符合图 纸
制 造 过 程 QC 工 程 图
公司名称 河北美威制冷设备 文件编号 物料名称 蒸发器输入输出管组件 版本号 流程栏记号:●工序名称 △检验点 *关键工序
序号
流程图
名称 加工设备名称
KHZFQ08001 管理项目
制表 日期 控制标准 检查频率
审核
日期 检测设备
/方法
1 ● 开料
自动开料机
管口平整无毛刺、无 《标淮作业
锯伤
指导书》
1次/H 目测、测量
批准
日期
责任者
异常处理 方法
相关记录
操作者 返修
首检、巡检记 录
2
●
扩口(缩 口)
扩口、缩口模
表面光滑、无裂纹、 夹伤
《标淮作业 指导书》
1次/H 目测、测量
操作者
报废
首检、巡检记 录
3 ● 弯管
弯管模具
表面光滑、无夹伤、 《标淮作业 夹扁、碰伤、起皱 指导书》
1次/半小 时
按图纸
1次/半小 时
目测、检测
操作者
返修
/
无破损、脏污
《标淮作业 指导书》
1次/2H 目测
操作者 报废
扭力扳手 无滑牙
《标淮作业 指导书》
QC工程图范本

/
印刷效果
染色
耐温性
纸塑结合力
塑面
定量
宽幅
Ruboff
离型纸
厚度 Coverage
常规离型力
老化离型力
QW-TE-02
±7
厚度仪
QW-TE-02
工艺单
QW-TE-02
≤3g/m2
QW-TE-01
对比样
QW-TE-02 QW-TE-01
电子天平 电子天平
目视 红色染料
首件
①通知生产调
整 ②通知QA主
《首件检验报 管 ③下一卷继
QW-TE-01
红色染料
AR1000拉力 仪
AR1000拉力 仪
每班2~3卷
/
通知QA主管请
成品检验 /
印刷效果
QW-TE-01
对比样
目视
定量 /
厚度
纸塑结合力
QW-TE-02
±5g/m2
电子天平
QW-TE-02
±7
厚度仪
QW-TE-02 QW-TE-01 拉力测试仪
通知QA主管请
《成品检验报 示上级 QP-TE-
±5/全幅偏差≤ 10g/m2
±7/全幅偏差≤ 14μm
电子天平 厚度仪
QW-TE-02 6±2/4±2 水分测试仪
通知QA主管
每10卷抽1卷
《进料检验报 表》
/
QW-TE-02
0
金属尺
暂无
拉伸强度
QW-TE-02
厂商COA
抗张测试仪
无
撕裂度
QW-TE-02
厂商COA 撕裂度测试仪
主剂
涂硅面 外观
QW-TE-02
QC 工程图(模版)
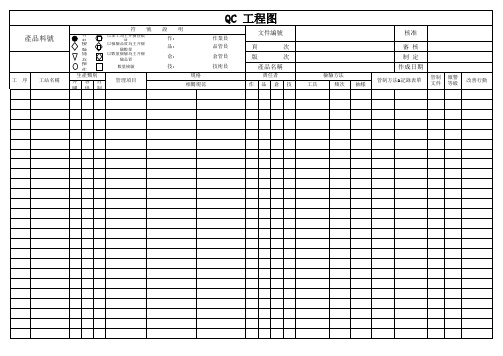
產品料號
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
QC工程图范本

IQC
抽样检验按 YLN-WI-008-A0 抽样计划作业 指导书
1.测试仪器 2.游标卡尺 3.目视
1.将不良品留样 2.发《进料异常处 理单》给相关部门 3.跟踪处理结果
五金件进料→暂放→检验
进料检验
1.外观 2.尺寸 3.包装/标示 4.适配
《进料检验作业 规范》 零件规格书
1.进料检验记录 2.尺寸原始记录
抽样检验按IQC来自YLN-WI-008-A0 1.游标卡尺 抽样计划作业 2.目视
指导书
1.将不良品留样 2.发《进料异常处 理单》给相关部门 3.跟踪处理结果
流程图
工序名称
管制重点
作业标准
记录方法
责任人员
检验频率
检验方式
异常处理
生产领料→核对物料→材 料上线
领料
1.标识 2.包装
依照《BOM》表 领料记录表单
表》
SMT组长/工艺
序)
3.贴片效果确认
4.机器保养记录
1.核对8段炉温设置
SMT
值/实际值是否与 SOP相符 2.炉温曲线是否与 产品型号相符
《作业指导书》 《炉温曲线》 《回流焊保养作 业指导书》
《巡检记录报告》 《回流焊保养记录 表》
作业员 IPQC SMT组长/工艺
3.机器保养记录
1.核对机器贴片程
作业员 IPQC 工艺
3.机器保养记录
作业员全检 IPQC.2H/510Pcs
自检 巡检 监管
作业员全检 PQC.2H/510Pcs
自检 巡检 监管
IPQC.2H/510Pcs
自检 巡检 监管
1.将不良品区分 2.指导员工作业 3.发《品质异常处 理单》给相关部门
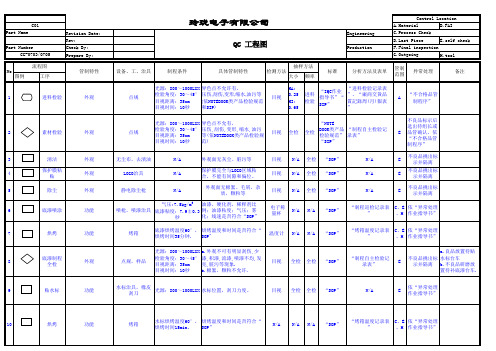
电池生产企业QC工程图

流程图 原料工程 准备工程 本工程 原料工程 工程名称 准备工程 本工程 贴极耳 隔膜来料检验 重要 性 一般 关键 标准依据 质量管理 管制图或其它表格 项目 《标准作业指引》 《来料检验指导书》 《进料检验记录》 作业员 组长 检查方法 检查频度
贴极耳胶 一般 裁切隔膜纸 质检 包装膜 来料检验 卷绕 存放 质检 关键 《标准作业指引》 《工艺参数》 一般 《标准作业指引》 《标准作业指引》 《工艺参数》 关键 《来料检验指导书》
QC工程图( QC工程图(四) 工程图
品名:Polymer电芯 品名:Polymer电芯
流程图 原料工程 准备工程 本工程 原料工程 工程名称 标准依据 准备工程 本工程 静置 重要性 项目 一般 《标准作业指引》 质量管理 管制图或其它表格 作业员 组长 检查方法 检查频度
抽气、封口 质检
关键
《标准作业指引》 《工艺参数》 外观、 封边厚度 《Polymer电池 装配检验记录》 0
1次 极耳长度、宽 《叠片Polymer电池装 1次/1h 度、毛刺 配检验记录》0 /10min
1次 《超声波点焊机操作指导书 气压、电流、 《叠片Polymer电池装 1次/1h 》 《标准作业指引》 焊接时间 配检验记录》0 /10min
焊接正负极耳 关键 《装配工艺参数》 《标准作业指引》 位置、间距、 焊接拉力、焊 接头状况、外 观 尺 《叠片Polymer电池装 配检验记录》0 1次 /0.5h
目测、 千分尺
测量器具
计时器、 温度计
电子称、 比重计、 PH试纸
目测、 千分尺
温度计、 计时器
目测、 万用表
测量器具
目测、 千分尺
目测、 万用表、 检测柜
内阻仪、 万用表
贴极耳胶 一般 裁切隔膜纸 质检 包装膜 来料检验 卷绕 存放 质检 关键 《标准作业指引》 《工艺参数》 一般 《标准作业指引》 《标准作业指引》 《工艺参数》 关键 《来料检验指导书》
QC工程图( QC工程图(四) 工程图
品名:Polymer电芯 品名:Polymer电芯
流程图 原料工程 准备工程 本工程 原料工程 工程名称 标准依据 准备工程 本工程 静置 重要性 项目 一般 《标准作业指引》 质量管理 管制图或其它表格 作业员 组长 检查方法 检查频度
抽气、封口 质检
关键
《标准作业指引》 《工艺参数》 外观、 封边厚度 《Polymer电池 装配检验记录》 0
1次 极耳长度、宽 《叠片Polymer电池装 1次/1h 度、毛刺 配检验记录》0 /10min
1次 《超声波点焊机操作指导书 气压、电流、 《叠片Polymer电池装 1次/1h 》 《标准作业指引》 焊接时间 配检验记录》0 /10min
焊接正负极耳 关键 《装配工艺参数》 《标准作业指引》 位置、间距、 焊接拉力、焊 接头状况、外 观 尺 《叠片Polymer电池装 配检验记录》0 1次 /0.5h
目测、 千分尺
测量器具
计时器、 温度计
电子称、 比重计、 PH试纸
目测、 千分尺
温度计、 计时器
目测、 万用表
测量器具
目测、 千分尺
目测、 万用表、 检测柜
内阻仪、 万用表
QC工程图范本
A,B面距离35cm看不清者允收
目视
全检 全检 “SOP”
“制程自主检验记 录表”
E
不良品标示后 选出待组长或 品管确认、依 “不合格品管 制程序”
a.良品转品保检 验。 b.不良品如颗 粒,毛屑区分放 置待研磨抛光台 车.
e.光泽,膜厚,色差比对样
品.
a.外观不可有明显刮伤,少
漆,积漆,流漆,喷漆不均,发
制程条件
具体管制特性
抽样方法 检测方法
大小 频率
标准
分析方法及表单
管制 范围
异常处理
备注
点规
光源:800~1000LUX 异色点不允许有, 检验角度:30~45° 压伤,刮伤,变形,缩水,油污等
目视距离:35cm (依NOTEBOOK类产品检验规范 目视时间:10秒 和SIP)
目视
MA: 0.25 MI: 0.65
“NOTE
检验角度:30~45° 4.膜厚:68~78µm
6.百格钢
目视距离:35cm 5.酒精试验后不可有反白,退 刀3M600#
N/A
每次 /1pcs
BOOK类产品 检验规范”
“首件检验记录表”
B
依“异常处理 作业指导书”
目视时间:10秒 色现象.
胶带
“SIP”
6.百格测试附着力后,被测面 7.三菱铅
亮,脏污等.
26
FQC检检
外观
点规,样品
光源:800~1000LUX 检验角度:30~45° 目视距离:35cm 目视时间:10秒
b.颗粒不允有. c.凹陷,异色点参照客户签 样. d.有感刮伤不允许,无感刮伤 A,B面距离36cm看不清者允收
目视
MA: 0.25 MI: 0.65
目视
全检 全检 “SOP”
“制程自主检验记 录表”
E
不良品标示后 选出待组长或 品管确认、依 “不合格品管 制程序”
a.良品转品保检 验。 b.不良品如颗 粒,毛屑区分放 置待研磨抛光台 车.
e.光泽,膜厚,色差比对样
品.
a.外观不可有明显刮伤,少
漆,积漆,流漆,喷漆不均,发
制程条件
具体管制特性
抽样方法 检测方法
大小 频率
标准
分析方法及表单
管制 范围
异常处理
备注
点规
光源:800~1000LUX 异色点不允许有, 检验角度:30~45° 压伤,刮伤,变形,缩水,油污等
目视距离:35cm (依NOTEBOOK类产品检验规范 目视时间:10秒 和SIP)
目视
MA: 0.25 MI: 0.65
“NOTE
检验角度:30~45° 4.膜厚:68~78µm
6.百格钢
目视距离:35cm 5.酒精试验后不可有反白,退 刀3M600#
N/A
每次 /1pcs
BOOK类产品 检验规范”
“首件检验记录表”
B
依“异常处理 作业指导书”
目视时间:10秒 色现象.
胶带
“SIP”
6.百格测试附着力后,被测面 7.三菱铅
亮,脏污等.
26
FQC检检
外观
点规,样品
光源:800~1000LUX 检验角度:30~45° 目视距离:35cm 目视时间:10秒
b.颗粒不允有. c.凹陷,异色点参照客户签 样. d.有感刮伤不允许,无感刮伤 A,B面距离36cm看不清者允收
目视
MA: 0.25 MI: 0.65
QC工程图范本(1)

文件编号 制定日期 检验方式 异常处理
扣上盖
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
装灯头 ↓ 1:装灯头时必须将 边线卡入卡槽内。 《OP自检报表》 2:拧灯头后灯头与 《作业指导书》 《巡检记录报告》 塑件之间配合紧密, 无明显缝隙。 作业员 PQC 组长 OP全检 PQC:2H/20Pcs 自检 巡检 监管 1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
核准
审核
编制
产品名称 页次 流程图 打钉 ↓ 工程名称 管制重点 作业标准 记录方法 共五页-第4页 责任人员 检验频率
文件编号 制定日期 检验方式 异常处理
打钉
1:打钉不可出现高 低不一; 2:不可有打重钉、 《OP自检报表》 漏打钉现象; 《作业指导书》 《巡检记录报告》 3:固钉扭力 E27 B22≥3.5N/M E14 E17≥1.5N/M
作业员 PQC 组长
OP全检 PQC:2H/20Pcs
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
包装 ↓ 1:包装方式 2:外观 《OP自检报表》 《作业指导书》 《巡检记录报告》 作业员 PQC 组长 OP全检 PQC:2H/20Pcs 自检 巡检 监管 1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
装灯头
扣图钉(焊灯头) ↓ 扣图钉 (焊灯头)
1:扣图钉后要求图 钉与灯头配合紧密, 无明显缝隙。 《OP自检报表》 《作业指导书》 2:焊锡灯头要求锡 《巡检记录报告》 面平滑、饱满焊锡高 度1.2-1.5mm
作业员 PQC 组长
QC工程图(质量控制计划)
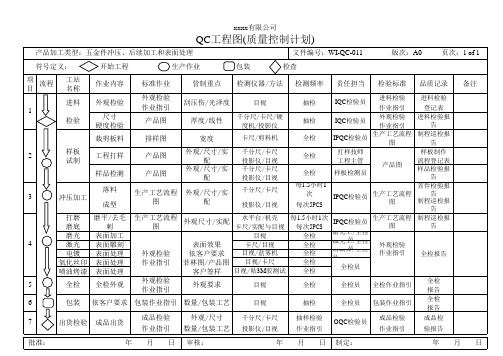
xxxx有限公司
QC工程图(质量控制计划)
产品加工类型:五金件冲压、后续加工和表面处理
文件编号:WI-QC-011
版次:A0
页次:1 of 1
符号定义:
开始工程
生产作业
包装
检查
项 目
流程
工站 名称
作业内容
标准作业
管制重点 检测仪器/方法 检测频率 责任担当 检验标准 品质记录
1
进料 外观检验
外观检验 刮压伤/光泽度 作业指引
目视
抽检
IQC检验员
进料检验 作业指引
进料检验 登记表
检验
尺寸 硬度检验
产品图
厚度/线性
千分尺/卡尺/硬 度机/投影仪
抽检
IQC检验员
外观检验 作业指引
进料检验报 告
裁剪板料
排样图
宽度
卡尺/剪料机
全检
IPQC检验员
生产工艺流程 图
制程巡检报 告
2
样板 试制
工程打样 样品检测
产品图 产品图
外观/尺寸/实 配
成品检验
外观/尺寸
千分尺/卡尺
抽样检验
成品检验
OQC检验员
成品检
作业指引 数量/包装工艺 投影仪/目视
作业指引
作业指引
验报告
备注
批准:
年 月 日 审核:
年 月 日 制定:
年月日
IPQC检验员
生产工艺流程 图
磨光工/全检
激光工员/全检 测试员员/全检 员
外观检验 作业指引
全检员
制程巡检报 告
全检报告
5
全检 全检外观
外观检验 作业指引
外观要求
QC工程图(质量控制计划)
产品加工类型:五金件冲压、后续加工和表面处理
文件编号:WI-QC-011
版次:A0
页次:1 of 1
符号定义:
开始工程
生产作业
包装
检查
项 目
流程
工站 名称
作业内容
标准作业
管制重点 检测仪器/方法 检测频率 责任担当 检验标准 品质记录
1
进料 外观检验
外观检验 刮压伤/光泽度 作业指引
目视
抽检
IQC检验员
进料检验 作业指引
进料检验 登记表
检验
尺寸 硬度检验
产品图
厚度/线性
千分尺/卡尺/硬 度机/投影仪
抽检
IQC检验员
外观检验 作业指引
进料检验报 告
裁剪板料
排样图
宽度
卡尺/剪料机
全检
IPQC检验员
生产工艺流程 图
制程巡检报 告
2
样板 试制
工程打样 样品检测
产品图 产品图
外观/尺寸/实 配
成品检验
外观/尺寸
千分尺/卡尺
抽样检验
成品检验
OQC检验员
成品检
作业指引 数量/包装工艺 投影仪/目视
作业指引
作业指引
验报告
备注
批准:
年 月 日 审核:
年 月 日 制定:
年月日
IPQC检验员
生产工艺流程 图
磨光工/全检
激光工员/全检 测试员员/全检 员
外观检验 作业指引
全检员
制程巡检报 告
全检报告
5
全检 全检外观
外观检验 作业指引
外观要求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
扣上盖
自检 OP全检 巡检 PQC:2H/20Pcs 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
装灯头 ↓ 1:装灯头时必须将 边线卡入卡槽内。 《OP自检报表》 2:拧灯头后灯头与 《作业指导书》 《巡检记录报告》 塑件之间配合紧 密,无明显缝隙。 作业员 PQC 组长 自检 OP全检 巡检 PQC:2H/20Pcs 监管 1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
1:试亮时注意仪器 参数设置是否与产 品规格一致。 《OP自检报表》 2:试亮时不可有灯 《作业指导书》 《巡检记录报告》 闪、启动慢、光弱 、功率不良等现象 。
作业员 PQC 组长
自检 OP全检 巡检 PQC:2H/20Pcs 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
产品名称
文件编号 共五页-第1页 责任人员 管制方法 制定日期 量测方法和工具 异常处理
页次
流程图 电子类进料→暂放→检验 工程名称 管制重点 作业标准 记录方法
进料检验
1:外观 2:尺寸 3:参数 4:包装/标示
《进料检验作业 1:进料检验记录 规范》 2:测试原始记录
IQC IQC组长
抽样检验按 GB/T2828.12003标准
核准
审核
编制
功能测试2 ↓
测试2
1:测试时注意仪器 参数设置是否与产 品规格一致。 《OP自检报表》 2:测试时不可有灯 《作业指导书》 《巡检记录报告》 闪、启动慢、光弱 、功率不良等现象 。 1:塑件清洁干净无 脏污、破损和导丝 外漏。 2:印字清晰,无缺 《OP自检报表》 印、漏印、无明显 《作业指导书》 《巡检记录报告》 重影、模糊不清、 印字毛边现象 4:无灯管发黄、脱 粉、黑头等现象。 审核
1:测试仪器 2:游标卡尺 3:目视
1:将不良品留样 2:发《进料异常处 理单》给相关部门 3:跟踪处理结果
玻璃类进料→暂放→检验 1:外观 2:尺寸 3:性能 4:包装/标示 1:将不良品留样 2:发《进料异常处 理单》给相关部门 3:跟踪处理结果
进料检验
《进料检验作业 1:进料检验记录 规范》 2:测试原始记录
抽样检验按 GB/T2828.12003标准
1:装配 2:卷尺 3:目视
核准
审核
编制
产品名称 页次 工艺流程 生产领料→核对物料→材 料上线 工程名称 管制重点 作业标准 记录方法 共五页-第2页 责任人员 检验频率
文件编号 制定日期 检验方式 异常处理Leabharlann 领料1:标识 2:包装
依照《BOM》表 领料记录表单
作业员 PQC 组长
自检 OP全检 巡检 PQC:2H/20Pcs 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
包装 ↓ 1:包装方式 2:外观 《OP自检报表》 《作业指导书》 《巡检记录报告》 作业员 PQC 组长 自检 OP全检 巡检 PQC:2H/20Pcs 监管 1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
IQC IQC组长
抽样检验按 GB/T2828.12003标准
1:游标卡尺 2:目视 3:检测仪器
塑胶类进料→暂放→检验 1:外观 2:尺寸 3:性能 4:包装/标示 1:将不良品留样 2:发《进料异常处 理单》给相关部门 3:跟踪处理结果
进料检验
《进料检验作业 1:进料检验记录 规范》 2:测试原始记录
整灯包装
成品检验 ↓ 1:外观 2:性能 3:参数 4:包装 5:标示 《成品检验规范 《成品检验报告》 》 1:发《成品检验不 抽样检验按 合格通知单》给相 GB/T2828.1-2003一 关部门 次抽样 2:将不良样品送与 生产部门。
成品检验
QA
每批
入库
入库
1:数量
成品入库单
仓库
每批
点数
1:通知生产部门
作业员 PQC 组长
自检 OP全检 巡检 PQC:2H/20Pcs 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
灯体检验 ↓
外观检验
作业员 PQC 组长
自检 OP全检 巡检 PQC:2H/20Pcs 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
装灯头
扣图钉(焊灯头) ↓ 扣图钉 (焊灯头)
1:扣图钉后要求图 钉与灯头配合紧 密,无明显缝隙。 《OP自检报表》 《作业指导书》 2:焊锡灯头要求锡 《巡检记录报告》 面平滑、饱满焊锡 高度1.2-1.5mm
作业员 PQC 组长
自检 OP全检 巡检 PQC:2H/20Pcs 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
核准
编制
产品名称 页次 流程图 灯头检验 ↓ 工程名称 管制重点 作业标准 记录方法 共五页-第5页 责任人员 检验频率
文件编号 制定日期 检验方式 异常处理
灯头检验
1:灯头无破损、氧 化; 2:灯头缝隙≤ 《OP自检报表》 0.5mm; 《作业指导书》 《巡检记录报告》 3:焊锡灯头要求锡 面平滑、饱满、无 毛刺、
IQC IQC组长
抽样检验按 GB/T2828.12003标准
1:游标卡尺 2:目视 3:装配
包装类进料→暂放→检验 1:将不良品留样 2:发《进料异常处 理单》给相关部门 3:跟踪处理结果
进料检验
1:外观 2:尺寸 3:标示
《进料检验作业 1:进料检验记录 规范》 2:测试原始记录
IQC IQC组长
作业员 PQC 组长
自检 OP全检 巡检 PQC:2H/20Pcs 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
老化 ↓ 1:老化电压符合产 《产品规格书》 《巡检记录报告》 品设计要求。 PQC 组长 巡检 监管 1:重新调整老化电 压。
整灯老化
PQC:2H/20Pcs
理丝
绕丝 ↓
绕丝
1:绕丝时灯丝不可 交叉 2:绕丝圈数必须≥ 《OP自检报表》 《作业指导书》 3圈 《巡检记录报告》 3:绕丝后不可留有 尾丝
作业员 PQC 组长
自检 OP全检 巡检 PQC:2H/20Pcs 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
试亮 ↓
试亮
核准
审核
编制
产品名称 页次 流程图 打钉 ↓ 工程名称 管制重点 作业标准 记录方法 共五页-第4页 责任人员 检验频率
文件编号 制定日期 检验方式 异常处理
打钉
1:打钉不可出现高 低不一; 2:不可有打重钉、 《OP自检报表》 漏打钉现象; 《作业指导书》 《巡检记录报告》 3:固钉扭力 E27 B22≥3.5N/M E14 E17≥1.5N/M
功能测试1 ↓
测试
1:测试时注意仪器 参数设置是否与产 品规格一致。 《OP自检报表》 2:测试时不可有灯 《作业指导书》 《巡检记录报告》 闪、启动慢、光弱 、功率不良等现象 。
作业员 PQC 组长
自检 OP全检 巡检 PQC:2H/20Pcs 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
组长 仓管
每批
自检
1:将不良材料退回 仓库 2:发《生产异常处 理单》给关部门
理丝 ↓ 1:理丝后灯丝不可 《OP自检报表》 《作业指导书》 有交叉现象 《巡检记录报告》 作业员 PQC 组长 自检 OP全检 巡检 PQC:2H/20Pcs 监管 1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
核准
审核
编制
产品名称 页次 流程图 扣上盖 ↓ 1:扣上盖时必须对 好卡点。 《OP自检报表》 2:扣上盖后上下盖 《作业指导书》 《巡检记录报告》 配合紧密,无明显 缝隙。 作业员 PQC 组长 工程名称 管制重点 作业标准 记录方法 共五页-第3页 责任人员 检验频率
文件编号 制定日期 检验方式 异常处理