浅谈控制系统冗余控制的实现
浅谈ABPLC冗余系统中冗余模块故障的处理方法

浅谈ABPLC冗余系统中冗余模块故障的处理方法ABPLC冗余系统是一种采用冗余技术实现可靠控制的自动化控制系统。
在ABPLC冗余系统中,冗余模块的故障处理至关重要,因为任何模块的故障都可能对整个系统的可靠性和稳定性产生重大影响。
下面将从预防、检测、切换和修复等方面,对ABPLC冗余系统中冗余模块故障的处理方法进行浅谈。
首先,预防是最为关键的一步。
在ABPLC冗余系统中,应考虑采用高可靠性的冗余模块,如采用双CPU冗余模块或多CPU冗余模块。
这些模块具有自动检测、切换和修复等功能,能够实现高可用性和容错能力。
此外,还要注意选择可靠性高的通信设备和网络设备,确保数据传输的可靠性。
其次,及时检测故障是非常重要的。
ABPLC冗余系统应配备故障检测和报警系统,能够及时监测冗余模块的工作状态和性能指标。
一旦发现冗余模块存在故障或异常,系统应能够自动报警,并提供详细的故障信息,以便操作员能够迅速采取相应的措施。
再次,合理切换是解决冗余模块故障的重要手段。
当冗余模块发生故障时,系统应能够快速切换到备用模块,以保证系统的可靠性和稳定性。
在切换过程中,需要注意确保数据的一致性和完整性,避免数据的丢失和错误。
此外,在完成故障切换后,应及时对故障模块进行修复或更换,以恢复系统的冗余功能。
最后,修复故障模块是ABPLC冗余系统中冗余模块故障处理的最终步骤。
一旦发现冗余模块存在故障,应及时对故障模块进行修复或更换。
修复故障模块的方法包括更换故障部件、调整参数、重新安装软件等。
修复完成后,系统应进行全面的测试和验证,确保修复后的模块正常工作,以保证系统的可靠性和稳定性。
综上所述,ABPLC冗余系统中冗余模块故障的处理方法包括预防、检测、切换和修复等方面。
通过合理采取这些方法,可以提高ABPLC冗余系统的可靠性和稳定性,保证系统的正常运行。
冗余设计在PLC控制系统中的应用
机床 电器 20 . 073
计 算机 ・ L P C应 用——冗余设计 在 P C控制 系统 中的应用 L
冗余 设 计在 P C控 制 系统 中 的应 用 L
赵 中敏 ( 淮海 工学 院东 港学 院 ,2 0 9 2 26 )
摘要 : 在实施工业生产 自动化的过程 中, 容错 技术 是一种满足连续生产要求 , 高控 制系统可 靠性和可用 性的有 提 效 手段 。本文 以容错技术 中的关键设计 技术——冗余 设计在 P C控制系统 中的应用为例 , L 简单介 绍 了几种冗 余控制 的类 型和实现方式 , 并对 P C控 制系统中常有 的处理器冗余 、 L 通信冗 余 、 0冗 余和 电源冗余等类 型的冗余 , I / 从原 理 、 实现方式等方 面进行 了分 析和 比较 。 关键词 :L P C系统 ; 可靠性 ; 容错技术 ; 冗余设 计
1 容错技术
容错技术能够 自动 、 时 地监 测并 诊断 出系统 的 适 故障 , 然后 采取相应 的故障控制或 处理方法 , 自动修 复
0 引言
P C系统要正常地 发挥 其功能 , L 首先必 须稳定 、 可 靠地 工作 。可靠 性是 系 统和 产 品 的主要属 性 之一 , 是 考虑 到时间因素 的产 品质量 , 于提高系统 的有效性 、 对
的 固有故 障 , 如元器 件生产过程 中造成 的故障 , 对其 需 拆卸、 更换 、 或改正 ; 类故障是后 天 的永 久性 、 另一 瞬间
ZHA0 o g mi Zh n — n
( og agC l g ,H a a s tt o eh ooy 2 2 6 ) D n gn o ee u i i ntue f c n l , 2 0 9 l h I i T g
冗余控制系统

冗余控制系统关键技术
信息同步技术 故障检测技术 故障仲裁及切换技术 热拔插技术 故障隔离技术
信息同步技术
它是工作、备用部件之间实现无扰动(Bumpless)切换技术的前 提,只有按控制实时性要求进行高速有效的信息同步,保证工作、备 用部件步调一致地工作,才能实现冗余部件之间的无扰动切换。
在热备用工作方式下,其中一块处于工作状态(工作卡),实现 系统的数据采集、运算、控制输出、网络通讯等功能;而另一块处于 备用状态(备用卡),它实时跟踪工作卡的内部控制状态(即状态同 步)。工作/备用卡件之间的正/负逻辑是互斥的,即一个为工作卡, 另一个必定是备用卡;而且它们之间有冗余控制电路(又称工作/备 用控制电路)和信息通讯电路,以协调两块卡件同时而且有序地运行 ,保证对外输入输出特性的同一性,即对于用户使用而言,可以认为 只有一个部件。一般在设计中,工作、备用部件之间通过高速的冗余 通讯通道(串行或并行)实现运行状态互检和控制状态的同步(如组 态信息、输出阀位、控制参数等)。
设计,使系统网络通信带宽提高。当其中一路故障(网卡损坏或出现
线路故障)时,另一路自动地承担全部通信负载,保证通信的正常进
行。
冷却系统冗余
4)冷却系统冗余。
利用控制柜内可自动切换的冗余风扇,对风扇和机柜内温度进行
故障仲裁及切换技术
3) 故障仲裁技术和切换技术
精确及时地发现故障后,还需要及时确定故障的部位、分析故障
的严重性,依赖前文提到的冗余控制电路,对工作、备用故障状态进
行分析、比较和仲裁,以判定是否需要进行工作/备用之间的状态切 换。控制权切换到冗余备用部件还必须保证快速、安全、无扰动。当
处于工作状态的部件出现故障(断电、复位、软件故障、硬件故障等
控制系统的多通道冗余设计技术
.
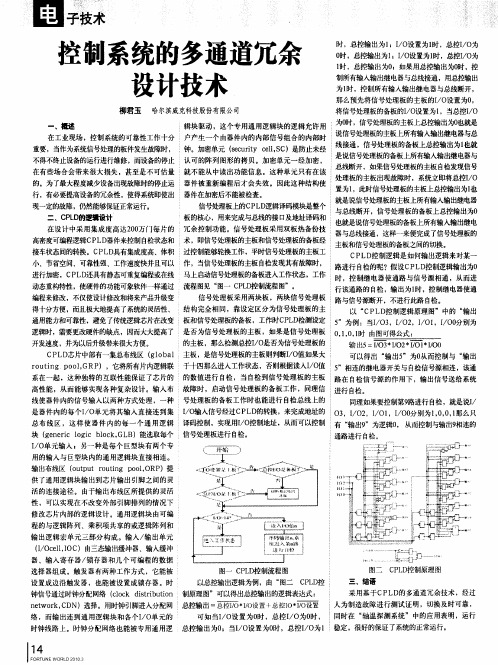
概述
辑块驱动 ,这个 专用通 用逻辑 块的逻辑允许用
为0 , 时 信号处理板的主板上总控输 出为0 也就是 说信号处理板的主板上所有输入输出继电器与总 线接通 ,信号处理板 的备板上总控输出为1 也就
是说信号处理板 的备板上所有输入输出继 电器与 总线断开,如果信号处理板的主板 自检发现信号 处理板的主板 出现故障时 ,系统立即将总控IO /
在工业现场 ,控制 系统的可靠性工作十分 户产生一个 由器件 内的内部 信号组 合的内部时 重要 ,当作为系统信号处理的板件发生故障时 , 钟 。 加密单元 ( cr y cl S )是防止未经 s ui e ,C e t l 不得不终止设备的运行进行维修,而设备的停止 认可的阵列 图形 的拷 贝。加 密单元一 经加 密 , 在有些场合会带来很大损失 ,甚至是不可估量 就不能从 中读 出功能信息 。这 种单 元只有在该 的。为了最大程度减少设备 出现故障时的停止运 器件被重新编程后才会失效 。因此这 种结 构使 行,有必要提高设备的冗余性 , 使得系统即使出 器件在加密后不能被检查。
开发速度,并为以后升级带来很大方便。
的主板,那么检测总控IO / 是否为信号处理板的
= ===:———。———
= =:=——— ——一
输 出5:I *, */ */ / I O3 02 I Ol I O0
C L 芯片中部有一集总布线 区 (lb l 主板 , P D go a 是信号处理板的主板则判断IO / 值如果大 可以得 出 “ 出5 输 ”为0 从而控制与 “ 输出 r ui g p o, P o tn o l GR ),它将所有片内逻辑联 于十四那 么进入工作状态,否则根据读入IO / 值 5 ”相连的继电器开关与 自检信号源相连 ,该通 系在一起 ,这种独特的互联性能保证 了芯片的 的数值进行 自检 ,当 自 检到信号处理 板的主板 路在 自检信号源的作用下 ,输出信号送给系统 高性能 ,从而能够实现各种复杂设计 。输入布 故障时 ,启动信号处理板的备板 工作 ,同理信 进行 自检。 线使器件内的信号输入以两种方式处理 ,一种 号处理板的备板工作时也能进行 自 总线 上的 检 同理如果要控制第9 路进行 自 ,就是说I 检 / 是器件内的每个I O / 单元将其输入直 接连到集 IO / 输入信号经过C L 的转换 ,来完成地址的 0 ,I O ,I O ,IO 分别为10 0 l PD 3 /2 / l / 0 , , ,那么只 总布 线区 ,这样 使 器件 内的每 一个通 用 逻辑 译码控制 ,实现用IO / 控制地址 ,从而可以控制 有 “ 输出9 ”为逻辑0 从而控制与输出9 , 相连的 块 (e ei lgc bok G B g n r o i lc , L )能选取每个 信号处理板进行 自检。 c
PLC的冗余系统与热备用系统
在石油、化工、冶金等行业的某些系统中,要求控制装配有极高的靠得住性。
若是控制系统发生故障,将会造成停产、原料年夜量浪费或装备损坏,给企业造成极年夜的经济损失。
可是仅靠提高控制系统硬件的靠得住性来知足上述要求是远远不够的,由于PLC自己靠得住性的提高是有一定的限度。
使用冗余系统或热备用系统就能够比力有用地解决上述问题。
1.冗余控制系统
在冗余控制系统中,整个PLC控制系统(或系统中最重要的部门,如CPU
模块)由两套完全不异的系统组成。
两块CPU模块使用不异的用户法式并行工作,其中一块是主CPU,另外一块是备用CPU;主CPU工作,而备用CPU的输出是被制止的,当主CPU发生故障时,备用CPU自动投进运行。
这一切换进程是由冗余处置单元RPU控制的,切换时间在1~3个扫描周期,I/O系统的切换也是由RPU完成的。
2.热备用系统
在热备用系统中,两台CPU用通讯接口毗连在一起,均处于通电状态。
当系统泛起故障时,由主CPU通知备用CPU,使备用CPU投进运行。
这一切换进程一般不太快,但它的结构有比冗余系统简单
艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。
如需进一步了解相关PLC产品的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城。
/。
工业生产中的双系统冗余控制

关 键 词 双 系统 继 电器 冗余 控 制
中 图分 类 号
T H8 6 2 . 2
文 献 标 识 码 B
文章 编 号 1 0 0 0 - 3 9 3 2 ( 2 0 1 3 ) 0 3 - 0 4 2 5 - 0 2
从 严格 意 义上说 , “ 冗余” 正 如 在 韦 氏字 典 中 所 定义 的 : “ 一 个 具 有 相 同设 备 功 能 的 备用 设 备 系统 ” 。当主 设 备 出 现 故 障 时 , 冗 余 设 备 是 可 以 立 刻 使 用 的替 代 设 备 。通 常情 况 下 , 冗余有 C P U 冗余 , I / O卡件 冗余 , 控 制 网络 冗余 等 形式 。笔者
图 2 双 系统 冗余 控 制 示 意 图
旦 控制 系统 故 障将 会 造 成 停 车 等 事故 , 还 会 有 大
量 的减排 收 益 受 到 损 失 。 由 于 选 用 的 P L C 系统
不 具备冗 余 功能 , 再增 加 系统会 投人 较大 资金 量 。
收 稿 日期 : 2 0 1 2 — 1 1 - 2 9 ( 修改 稿 )
提高 。
2 方案 的确定
首 先通 过研 究 P L C的控 制方 案 , 在 T P S系统 中建 立 相 应 的 频 率 调 节 回路 , 使用 T P S系 统 的 A U T O M A N控制 器 。其好 处是 在 同一个 控 制 回路 ( R C ) 中, 输入 与 输 出可 以不 关 联 , 即输 出 既可 以
频 器 的频 率 实 现 自动 调 节 。该 套 P L C有 一 台 上 位 机供 操作 人 员 进行 远 程 操 作 , 并 监 视 压 缩 机 的
工业控制系统中的假冗余问题及维护策略

工业控制系统中的假冗余问题及维护策略在工业控制领域,冗余指的是在系统设计中引入额外的原件或者模块,通过监测、比较、切换机制来实现故障的检测和自动恢复,保证系统能够在单个元件或模块发生故障时继续运行,并尽可能减少因故障引起的停机时间和生产损失,以提高系统的可用性,增强对故障和异常情况的容错能力。
工业控制领域普遍采用冗余设计,但是有的冗余设计实际是假冗余,并没有提供真正的冗余功能或者没有达到预期的容错效果。
在最近几年中,某公司工业控制系统产品在多个生产现场均发生过由于假冗余问题导致的停机事件: 2018年江苏某1000MW电厂由于level1工业总线交换机故障,传输数据频繁丢包,系统无法识别该类故障模式,没有切换到冗余网络导致汽机跳闸。
2019年广西某1000MW电厂由于控制系统通讯卡件存在缺陷,主侧通讯卡件故障后冗余切换不成功导致汽机跳闸。
2022年,广东某1000MW电厂由于控制系统冗余切换不成功导致汽机跳闸。
以上频繁发生的假冗余跳机事件给企业造成了重大的经济损失,因此有必要对假冗余问题进行全面梳理并提出有效的维护策略。
工业控制系统常见的冗余方式有以下几种:1、网络拓扑冗余:例如由两个总线型网络组成一个虚拟环网,2个总线网络一主一备,自动荣誉切换主备。
2、设备冗余:在一个工业控制系统中,关键位置的网络设备常常配置为冗余设备。
例如,一个生产线上的交换机。
3、控制系统冗余:采用冗余控制器的策略。
例如,一个控制系统可以同时运行两个主控制器,它们独立地监测和操作同一个过程,主控制器故障后自动切换到从控制器。
4、数据存储冗余:在记录和存储重要数据的系统中,可以使用磁盘冗余阵列(RAID)技术。
5、网络通信冗余:采用多路径通信的策略。
例如,链路聚合技术、采用双网卡配置。
6、电源冗余:重要设备的电源及空开应冗余并独立配置。
7、输入输出设备冗余:输入输出卡件及重要传感器应冗余配置。
一、工业控制系统假冗余主要表现在以下几方面:1、网络拓扑冗余失效:(1)环路间的路径切换延迟过高,导致数据传输中断。
高炉轴流风机的冗余自动控制系统
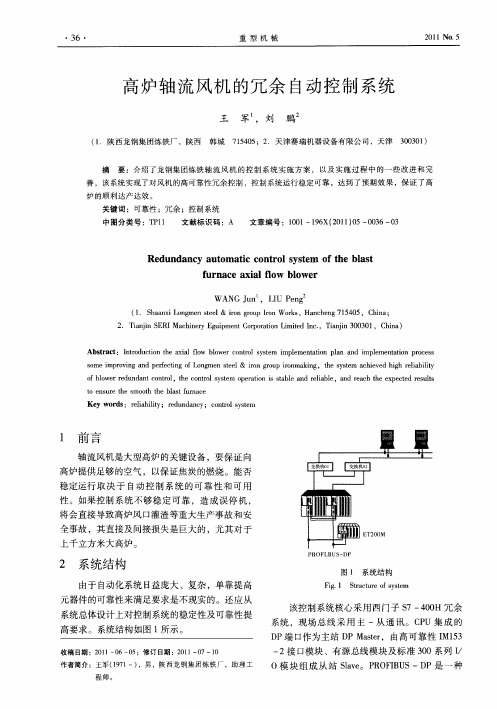
PROFLBUS—DP
图 1 系统结构
Fig.1 Structure of system
该控制系统核心采用西门子 s7—400H冗余 系统 ,现 场 总 线 采 用 主 一从 通 讯 。CPU集 成 的 DP端 口作为主站 DP Master,由高可靠性 IM153 — 2接 口模块 、有 源 总线模 块 及标 准 300系列 I/ O模 块 组 成 从 站 Slave。PROFIBUS—DP是 一 种
Abstract: Introduction the axial flow blower control system im plem entation plan and implementation process some improving and perfecting of Longmen steel& iron group ironmaking.the system achieved high reliability of blower redundant control,the control system operation is stable and reliable,and reach the expected results to ensure the sm ooth the blast fum ace Key words: reliability;redundancy; control system
· 36 ·
重 型 机 械
高 炉轴 流风 机 的冗 余 自动控 制 系统
王 军 , 刘 鹏
(1.陕西龙钢集 团炼铁厂 ,陕西 韩城 715405;2.天津赛 瑞机器设 备有限公 司 ,天津 300ቤተ መጻሕፍቲ ባይዱ01)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈控制系统冗余控制的实现
现阶段我国机械制造业都是以自动化生产线作为主要生产形式,为了进一步提高整个自动化生产线在运行过程中的稳定性,需要在自动化生产线上采用冗余控制技术进行配置设计,这样才能确保整个控制系统通过冗余控制来提高其运行效率。
本文就控制系统冗余控制的实现策略进行简要分析。
标签:机械制造业;冗余控制;PLC;切换
1.冗余控制技术简介
现阶段机械制造业所使用的PLC系统在运行中的设备的器件故障可以通过拆卸更换来消除,但是整个系统在运行中因外部因素影响、设备振动冲击以及操作不当,以及系统中一些设备软硬件缺陷或设备老化引起的故障,都会对整个PLC系统在运行中的安全性、可靠性等产生极大影响。
上述多种故障发生后,不仅需要整个系统停机来对其进行维修维护,同时也需要企业花费大量的资金成本与时间成本来维持整个PLC系统的正常运行。
所以企业可以通过冗余控制技术的应用来避免上述故障发生后对其产生影响,这对确保整个自动化生产线的生产效率与生产质量有着重要作用。
冗余控制技术在PLC控制系统的应用主要是备用设备或器件的应用,即将某些特定的软硬件设置为准备状态;如果PLC控制系统在运行中发生故障,则会将其自动切换到备用设备,以便于各类故障发生后不会对整个自动化生产线的正常生产带来影响与限制。
2.冗余控制技术在控制系统中的具体应用
(1)系统电源中的应用。
现阶段机械制造业为了进一步提高整个自动化生产线的运行效率,开始将冗余控制技术广泛应用于系统电源设计中,避免整个系统在运行中因断电对整个生产线的运行产生影响。
电源冗余控制技术主要是利用两套或多套电源模块为系统供电,企业一般会采用框架外冗余供电与框架内冗余供电等作为电源冗余控制系统的主要设计形式。
前者主要是利用电缆将冗余电源适配器模块与控制系统框架连接,以便实现对整个PLC控制系统的冗余供电。
该种设计形式下两套电源模块均处于工作状态,如果其中一套电源模块发生故障,则另一套可以维持正常供电;PLC控制系统会通过数据总线将发生故障电源模块状态信息反馈给控制台,以便于技术人员可以对发生故障的电源模块进行及时的更换与维修。
后者主要是在PLC控制系统框架中设置两套或多套电源模块进行冗余供电。
(2)基于硬冗余方式的冗余控制技术。
硬冗余主要是将对应的硬件模块及采用固化程序来确保PLC控制系统的故障切换,处理器的硬冗余方式主要是通过设置两套处理器来维持两套设备的同时运转,并且技术人员要将其中一套处理器设置为主处理器,其在正常工况下主要是负责信号的输入与输出,另一套处理器设置为从处理器来进行信号的输入与数据的运算处理,但是从处理器在运行过程中并不需要输入信号。
主处理器与从处理器在设置过程中以硬件链接方式为
主,主处理器发生故障后,要对其完成从处理器的切换,并且技术人员在该种冗余控制系统设计过程中应合理设置两套热备模块,这是因为热备模块不仅可以实现对上述两套处理器运行状态的实时监测功能,同时也要完成两套处理器相互数据的传输来确保其时钟的同步;主处理器一旦发生故障,则其立即切换至从处理器,并且可以确保从处理器在切换后可以从断点处开始进入工作状态,从而使整个PLC控制系统可以保持在正常的运行状态。
3.基于软冗余方式的冗余控制技术
软冗余控制技术主要是利用软件编程的方式来实现PLC控制系统的故障切换。
设计人员在具体应用该种冗余控制技术时也要设置两套处理器,其中一套处理器设置为主处理器,负责维持系统的正常运行;另一套处理器作为备用处理器,以便于主处理器发生故障后可以进行切换,并且要通过关键编制同步控制程序来实现对其冗余的控制,并要通过数据处理程序来判断处理器的工作状况。
其在设计过程中一般要通过通信电缆将两套处理器模块进行连接,并由备用处理器向主处理器发出查询其运行状态的信息:如果主处理器发生故障,控制程序会立即启动备用处理器来代替主处理器以保持系统的正常运行,该种冗余控制技术对进一步提高整个PLC控制系统的稳定性有着重要作用。
控制系统中所使用的冗余控制技术对于机械制造业来说有着极为重要的作用,其主要体现在冗余控制系统的设置可以进一步提高PLC系统运行中的安全性、稳定性,从而确保整个机械制造业的生产效率、生产质量。
参考文献:
[1]马文忠,李耀荣,张伟.NPC三电平逆变器冗余控制技术的研究[J].电力电子技术,2012,(9).
[2]刘志颖,郑松,张瑜.浅谈三重冗余控制系统及其表决机制[J].控制工程,2013,(1).。