连续电镀简介
连续电镀工艺
随着电子工业的发展,作为连接电子电路的电子接插件也趋于多样化,如:套筒用电子接插件、接口用电子接插件、内部组装用电子接插件等,这些接插件从实用性考虑,正向高密度化、轻、薄、小型化、多功能化、高可靠性化方向发展。
电子接插件的最基本性能是电接触的可靠性,为此,接插用材料主要为铜及其合金,为提高其耐蚀性和耐磨性等,必须进行必要的表面处理。
电子接插件代表性的表面处理方法是以镀镍打底的镀金工艺,或是以镀铜打底的镀可焊性镀层工艺。
银镀层的耐蚀性较差,现在使用的较少;钯及钯合金镀层作为代金镀层已开发了近十年,作为耐磨性镀层,用于插拔次数较多的电子接插件的表面处理已得到应用。
下面对电子接插件连续加速电镀的加工工艺、镀液和镀层性能等作一介绍。
1连续快速电镀的加工工艺连续快速电镀的加工工艺本质上与一般电镀并无区别,然而各工艺过程的处理时间要比普通电镀短得多,因此各种处理液、镀液要具有适应快速电镀的能力。
1.1以镀镍层打底的镀金工艺工艺流程如下:上挂具→除油→水洗→水洗→水洗→酸洗→水洗→水洗→水洗→氨基磺酸盐镀Ni→水洗→水洗→水洗→局部脉冲镀Au→回收→回收→水洗→水洗→水洗→局部镀Sn-Pb合金→水洗→水洗→水洗→去离子水洗→去离子热水洗→干燥→下挂具→检查(厚度、结合强度、外观、可焊性、局部镀的位置等)下面对工艺中的主要工序作一简单说明。
(1)除油与普通化学除油不同,除油时间仅为2~5s。
这样,普通浸渍方式的除油已不能满足要求,需要进行高电流密度下的多级电化学除油。
对除油液的要求是:如果除油液带入下道的水洗槽或酸洗槽中,不应发生分解或产生沉淀。
(2)酸洗酸洗是为了除去金属表面的氧化膜,常使用硫酸或盐酸。
由于电子接件对尺寸要求严格,所以酸洗液对基体不应有溶解作用。
(3)镀镍镀Ni层作为镀Au和Sn-Pb合金镀层的底层,不仅提高耐蚀性,而且可防止基体的Cu与Au、Cu与Sn-Pb合金的固相扩散。
电子接插件在进行切割、弯曲加工时镀层不应脱落,因此最好采用氨基磺酸镍镀液。
连续电镀生产线
连续电镀生产线连续电镀生产线的原理、优势和应用连续电镀生产线是一种现代化的生产工艺,为各个行业提供了高效、精确的电镀工艺解决方案。
本文将介绍连续电镀生产线的原理、优势以及应用领域。
一、连续电镀生产线的原理连续电镀生产线是通过将待镀件按照一定的顺序连续地通过电镀槽,利用电化学原理将金属镀层均匀地沉积在待镀件表面的一种生产工艺。
其原理基于电解液的离子交换和金属电解质的氧化还原反应。
连续电镀生产线主要包括预处理区、电镀区和后处理区。
首先,待镀件进入预处理区,通过酸碱清洗、除锈、活化等工序,去除表面的杂质和氧化层,为后续的电镀作准备。
然后,待镀件进入电镀槽,根据不同金属镀层需求,选择不同的电镀液和操作参数,通过正、负极的作用,使金属离子在待镀件表面均匀地沉积。
最后,经过冲洗、烘干等后处理工序,将镀层固定在待镀件上,并使其达到一定的光洁度和质量要求。
二、连续电镀生产线的优势1. 提高生产效率:连续电镀生产线采用连续流水作业方式,不需要频繁的停机换料,大大提高了生产效率。
相比传统的间歇式电镀工艺,连续电镀生产线的生产速度更快,能够实现高效连续生产。
2. 提高产品质量:连续电镀生产线通过严格控制不同工序的参数和操作要求,能够实现对镀层的均匀性、附着力、光洁度等质量指标的精确控制。
同时,连续电镀生产线的自动化设备能够有效地减少人为因素对产品质量的影响,提高了产品的稳定性和一致性。
3. 节约能源和资源:连续电镀生产线的工艺流程相对简化,减少了金属电镀液的消耗量和废水的排放量,降低了对环境的影响。
此外,连续电镀生产线所需要的设备和占地面积相对较小,节约了生产空间和投资成本。
4. 降低劳动强度和提升安全性:连续电镀生产线实现了自动化生产,减轻了工人的劳动强度,降低了工伤风险。
而且,连续电镀生产线采用密闭式操作,有效地减少了化学品的泄漏和对操作人员的伤害。
三、连续电镀生产线的应用领域1. 电子电器行业:连续电镀生产线广泛应用于电子电器行业,用于制造金属外壳、接口和导电部件的镀层。
水平连续电镀和卷对卷电镀
水平连续电镀和卷对卷电镀
电镀是一种将金属或非金属物质覆盖在另一种材料表面的过程。
其中,水平连续电镀和卷对卷电镀是两种常见的电镀方式。
水平连续电镀是指将基材通过一个连续的流动式电解槽,使其表面不
断被覆盖上一层金属膜。
该过程通常用于生产大批量的小件产品,如
螺丝、钉子等。
其优点在于高效、快速、成本低,且可以实现自动化
生产。
而卷对卷电镀则是将基材以卷状送入一个带有电解液的槽中,通过滚
筒不断转动,在液体中进行电解沉积。
该过程通常用于生产较大尺寸
的产品,如铜箔、铝箔等。
其优点在于能够从单个大型线圈中制造出
大量相同尺寸和形状的产品,并且具有较高的均匀性和质量稳定性。
总体而言,水平连续电镀和卷对卷电镀都具有各自独特的优势和应用
范围。
其中水平连续电镀适用于小型零部件的大批量生产,而卷对卷
电镀则适用于生产较大尺寸的产品。
同时,两种电镀方式都需要注意
一些问题,如电解液的稳定性、电流密度的控制、表面处理等。
此外,在实际应用中还需要考虑环保和节能等因素。
总之,水平连续电镀和卷对卷电镀是两种常见的电镀方式,各具特点,
应根据实际需要进行选择。
在生产过程中,应注意各种参数的控制以及环保和节能等问题。
连续电镀制程各工序最详细说明--原创 图文
Ye
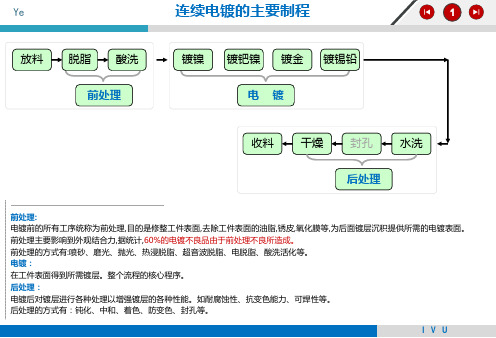
电解脱脂工站
主要对工件 表面除油
4
工
件
原理: 在碱性电解液中金属工件受直流电的作用发生极化作用,使金属-溶液界面张力降低,溶液易于润湿并 渗入油膜下的工件表面。同时,析出大量氢或氧(阴极 2H++2e→H2↑,阳极:4OH--→2H2O+O2↑)对 油膜猛烈地撞击和撕裂,对溶液产生强烈搅拌,加强油膜表面溶液的更新,油膜被分散成细小油珠 脱离工件表面而进入溶液中形成乳浊液,从而达到脱脂的目的。电解除油分阴极除油(除油能力强、 速度快、效果好,但易引起氢脆)和阳极除油(无氢脆,但除油慢、效果较差)。 条件设定: 氢氧化钠、磷酸三钠、碳酸钠、硅酸钠和低泡表面活性剂。温度:70 ± 2ºC 作 用: 去除料带表面及毛细孔油污的油脂和水。 注意事项: 导轮是否冒火花(造成前处理不良脱皮)、電流电压范围、油分浓度的管理限度范围等。温 度需控制在60℃以上,因为零件在碱性溶液中脱脂后,表面会残留碱液以及被乳化、皂化的油污, 这些油污遇冷水后会凝聚在零件表面,使清洗不彻底。
I V U
Ye
热水浸洗
17
原理: 热水有助增加水洗活性及取得一定的封孔效果。 作用: 清洗产品表面上工站残留药液,避免药液随料带进入下 一站,导致上一工站减弱药性或将杂质带入下一工站使 药水成分改变。 条件设定: 50±5ºC
注意事項:提高镀件的温度,可使镀件脱水速度加快, 有效防止水迹或水斑的形成。对于镀镍零件,还可以有 效防止黄点(锈点)的产生。钝化后的零件应采用不超过 60 °C的温水进行清洗。如温度过高,刚刚形成的钝化 膜容易破裂,并且钝化后的零件膜薄色浅,耐蚀性差; 温度过低,则不利于将零件彻底清洗干净。因此,镀锌 后的零件应选用温度适宜的温水烫洗,这样不但清洗得 更干净,而且可使膜层封孔,大大提高膜层的耐蚀性能。
连续电镀工艺和常见问题分析

蒸汽8H,外觀
蒸汽12H,外觀
極輕微發黃
微黃
較黃
21
錫槽-S-1016+亮錫
蒸汽4H,直接焊錫
鍍層物性-端子
蒸汽8H,直接焊錫
蒸汽12H,直接焊錫
焊錫OK
焊錫OK
可焊上錫,但較不平整
22
錫槽-S-1016+亮錫
鍍層物性-端子
鹽霧24H
鹽霧48H
Ok,無腐蝕
局部腐蝕
23
錫槽-S-1016+亮錫
產品總結
優點 脫脂速度快、不會腐蝕素材 脫脂速度快、不會腐蝕素材
鹼性脫脂法
電解 陰極 脫 陽極 脂法
對人體較無害、便宜、使用方便
對人體較無害、使用方便、效果好
對人體較無害、便宜、適用方便、 效果好
缺點 對人體有害、易燃、價錢高 廢水處理困難、價錢高、對人 體有害 易起泡、需加熱 易起泡、易氫脆 易起泡、易傷到素材(腐蝕)
24
錫槽-RR霧錫
純度:>99.99% Sn。 密度:7.29 g/cm3 色澤:白色。 晶格:2~5μm。 焊錫能力:佳。
外觀-白色
晶格
25
錫槽-RR霧錫
錫離子:50~60 g/L 烷基磺酸:120~160 ml/L RR添加量:20~50 ml/L 溫度:40~45℃ 電流密度:5~40 ASD (需視電鍍設備而定)。 電鍍沉積速率:
以下就不鏽鋼型號進行差異比較:
後處理
7
預鍍鎳
因不鏽鋼特性與銅及其合金不同,故以下再針對不鏽鋼之前處理及鍍鎳工藝進行說明
因不鏽鋼須使用強酸或是較高電壓處理,注意工作浴的雜質管控,避免影響穩定性與附著。 衝擊鎳工站須特別注意周邊設備溶入污染問題,將造成鍍層外觀影響。並請持續進行過濾。 衝擊鎳後之水洗須加強,不得帶入其他工站,否則因其強酸性質將導致下一工站異常,最常
连接器电镀详细讲解--原创-图文
2. 镀层对基体能够完整的覆盖,
膜厚均匀。
3. 镀层的组织致密、孔隙率低、要有
适当的厚度,能够阻止外界对基体 金属的腐蚀,提高防护能力。
4. 各种功能性镀层必须达到一定的指标,才能成为合格的镀层,同时也应该
具有较好的外观质量,不允许有明显的针孔,麻点,划伤等缺陷。
IVU
Ye
镀金与 金合金
镀金实例:黄色部分
10. 原本铜合金上镀镍50μ〞其防蚀能力是很好的,但是只要在镍上再镀上 一层薄金(GF),抗蚀的能力就变得很差。原因是金与镍的电位差很大(理 论上约2V),造成迦凡尼加速腐蚀效应。用盐雾实验证明了这个理论是正 确的,原本不镀薄金的镍可以撑到72小时,然而镀薄金的镍却48小时也 撑不过。
IVU
Ye
放料
化学除油 水洗
光整
酸洗
水洗
镀镍
水洗 过草酸
收料
烘干
水洗
封闭
水洗
中和
钝化
水洗
IVU
Ye
滚镀工艺简介
5
➢典型的滚镀过程:将经过镀前处理的小零件装进滚筒内,零 件靠自身重力将滚筒内的阴极导电装置紧紧压住,以保证零 件受镀时所需要的电流能够顺利传输。然后,滚筒以一定速 度按一定方向旋转,零件在滚筒内受到旋转作用后不停地翻 滚、跌落。同时,金属离子受到电场作用后在零件表面还原 为金属镀层,滚筒外新鲜溶液连续不断地通过滚筒壁板上无 数的小孔补充到滚筒内,而滚筒内的溶液及电镀过程中产生 的气体也通过这些小孔不断地排出筒外。 ➢滚筒的结构、尺寸、大小、转速、导电方式及开孔率等诸多 因素均与滚镀的生产效率、镀层质量等息息相关。
流
W3-3 电极的形状、尺寸、位置影响镀层的分布效果
添加剂、导电盐、金属离子浓度等直接影响镀层 W3-4 的好坏
连续电镀生产线
连续电镀生产线随着现代工业的不断发展,电镀技术也得到了越来越广泛的应用。
为了满足市场需求,提高生产效率和质量,连续电镀生产线应运而生。
下面我们来详细介绍连续电镀生产线的相关知识。
一、连续电镀生产线的概述连续电镀生产线是一种全自动化的电镀设备,主要应用于零件表面的电镀加工。
这种生产线主要由前处理、电镀、后处理、自动输送系统等部分组成,能够实现全自动化的操作,提高生产效率和电镀质量。
二、连续电镀生产线的工作原理连续电镀生产线的工作原理主要分为以下几个步骤:1、前处理:包括清洗、脱脂、酸洗等工序,主要是为了去除物件表面的油污、锈蚀、氧化物等,以便于后续的电镀处理。
2、电镀:电镀工序是整个生产线的核心,主要是通过电解的方式在物品表面形成一层金属膜,起到保护和美化的作用。
常用的电镀方法有电解镀镍、电解镀铬、电解镀铜等。
3、后处理:经过电镀处理的物件需要进行后处理,包括洗涤、烘干、抛光等工序,以便于提高电镀质量。
4、自动输送系统:完成上述工作后,将制品输送到下一道工序,实现全自动化操作。
三、连续电镀生产线的优点连续电镀生产线具有以下几个优点:1、自动化程度高:整个生产线采用全自动化操作,减少了人工操作,提高了生产效率和工作效率。
2、生产能力强:连续电镀生产线能够连续进行电镀处理,不停机生产,提高了生产能力和生产效率。
3、稳定性好:生产线采用高精度的设备和控制系统,能够实现精准的电镀控制和稳定的工作状态。
4、电镀质量高:生产线配备了先进的检测设备和仪器,能够对电镀质量进行准确的检测和控制。
四、连续电镀生产线的应用领域连续电镀生产线主要应用于以下几个领域:1、汽车零部件:汽车零部件需要具有优异的耐腐蚀性和美观性,在这方面,连续电镀生产线能够发挥重要的作用。
2、电子零部件:连续电镀生产线对于电子零部件表面的镀铜、镀镍等工艺要求高,能够实现高质量的电镀加工。
3、家庭电器:家用电器有时需要进行电镀处理,以提高美观度和耐腐蚀性,这方面,连续电镀生产线也能够发挥作用。
电镀讲解(连续电镀)
2.脱脂
3.活化 4.镀镍 5.镀金
1.2电镀一般流程及作用:
镀锡产品主要看重的是其产品的功能性用途,如可焊锡性, 延展性等. 针对这样功能性的要求镀锡产品镀层的均一性, 密着性,厚度有很高的要求.
7.镀锡
8.吹干
去除产品表面的水分
9.烘干
用高温使产品表面干燥,防止镀层受腐蚀,变色.
10.收料
根据客户的要求对成品进行包装,满足客户组 装的要求
烘乾
封孔處理
鍍錫
等各种技术性能。
产品的色泽、硬度、耐磨性、均一性、镀层应力、厚度、焊锡性 都有一定的要求。
单镀镍壳 雾锡外壳 点镀金端子
选 镀 金 端 子
半 金 雾 锡 端 子
半 金 亮 锡 端 子
1.1.2电镀原理:
A.它借助外界直流电的作用,在溶液中进行电解 反应,使导电 体例如金属的表面沉积一金属或合金层,即可以镀上金、镍、锡等。 B.将直流的电流正负极分别用导线连接到镀槽的阴阳极上(镀层金属 做阳极;被镀件做阴极),当直流电通过两极及两极间的含金属间的 电镀液时,阳极氧化成金属离子,金属离子在阴极上还原成镀层。
1.1电镀原理及目的 1.2电镀的一般流程及作用 1.3 电镀品的检验项目 1.4素材不良对电镀的影响
2.电镀工程图面的标示内容
3.亮锡与雾锡差异 4.铁壳、铜壳电镀差异
1.连续电镀相关内容:
1.1电镀原理及目的
1.1.1目的: 电镀是表面加工的一种工艺,是通过改变零件表面的 外观和物理化学性质,达到装饰性、 导电性、耐蚀性和耐磨性
内应力比较容易生成锡须内应力大小若引脚间距小于02mm的产品建议使用雾锡耐高温状况经高温容易发生融锡变色变色已有解决方法但对于融锡因锡的熔点为232故只能做改善但不能完全解决同试验条件下雾锡不易发生融锡变色现象包装依正常包装要求进行即可
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轮镀Sn/Pb
阳极线超音波清洗来自压 力时间当超音波作用於液体时,反复交替地产生瞬间正压力和瞬间负压力.在负压半 周期内,液体产生许多真空空穴,形成气泡,在正压半周期内,气泡被压缩而破 裂,瞬间产生强大的冲击波,对溶液产生强烈的搅拌作用,对工件表面油污进行 冲击剥离
酸活化
去除工件表面的氧化皮,同时活化工件表面,增强下工 站电镀层的附着力
镀镍
作为镀金,镀钯镍的打底层,防止铜材氧化
镀金
提高端子接触区的耐磨性,耐插拔性能,镀层为金钴合金
镀金方式:
Control depth (浸镀金)
Wheel plating (轮镀金)
Gold plating
FRS selective plating
Brush plating (刷镀金)
Spot Unit (点镀金)
Ni2+
Ni2+
Ni2+
Ni2+ Ni2+
工件作阴极
镀层
电化学反应
阳极: 氧化反应 Ni-2e Ni2+ 阴极: 还原反应 Ni2+ + 2e Ni
电源
阳极 药水
2.电镀工艺流程
缓冲放料
化学脱脂
前
处
电解脱脂
理
酸活化
镀镍
镍活化
镀钯镍 镀金
酸活化
镀锡铅
水洗
后
处
理
烘干
缓冲收料
电解脱脂
★电解脱脂则通过电极产生的气体对油污的剥离作用来去除油污 ★电解脱脂又分为阴极脱脂和阳极脱脂 ★阴极脱脂:工件接电源的负极,产生氢气 ★阳极脱脂:工件接电源的正极,产生氧气
Control depth plating(浸镀)
浸镀金示意图
端子接阴极
通过端子与金药水的部分接触完成选择性电镀
Wheel plating(轮镀)
通过皮带对端子的遮蔽完成选择性电镀,被遮蔽的部分不镀金
Brush plating(刷镀)
挡板
包有布毡 的镀头
端子部分接触浸有药水的布毡实现选择 性电镀
示意图
FRS selective plating(FRS选镀)
此设备适用於方形端子,只要求镀正反两面, 侧面不镀金时.目前FRS专用於镀P/N 60047 端子
遮蔽软管将端子 侧面卡紧遮住
Spot Unit plating(点镀金)
阳极
E/F线,I线有点镀金
点镀罩头 点镀轮
锡铅电镀工艺
目的:1.提升针脚的焊锡性能( Sn/Pb膜厚较高) 2.增加插拔时的润滑性( Sn/Pb膜厚低)
电镀基本工艺流程介绍
1.电镀原理 2.电镀工艺
1.电镀基本原理
电镀就是将工件作为阴极,要镀金属为阳极,通过电镀药水与电 源形成回路,在工件上沉积上镀层的反应.
阳极
阳极 阴极
电镀反应
+ -
阳极
Ni2+
Ni2+
Ni
Ni2+
Ni Ni2+ Ni
Ni2+
Ni
Ni2+
Ni Ni
Ni Ni Ni Ni
Ni2+