大型矿用电铲提升卷筒绳槽的数控工艺改进
矿井提升机游动滚筒闸盘偏摆及裂纹修复工艺的探讨

矿井提升机游动滚筒闸盘偏摆及裂纹修复工艺的探讨摘要:本文介绍了徐州铁矿集团镇北铁矿通过更换游动滚筒右支轮两半轴瓦、调绳尼龙瓦块及焊补校正闸盘并采用加热法矫正等措施,有效的解决了提升机存在的安全隐患。
详细地阐述了施工工艺及措施,实现了提升机安全运行,取得了一定的经济效果。
关键词:闸盘偏摆闸盘焊补游动滚筒加热法矫正1 情况简介徐州铁矿集团镇北铁矿主井提升机为XKT2×3×1.5B型单绳缠绕提升机,担负着该矿10万吨/年原矿提升任务,提升机斜道倾角35°,斜长495M,制动系统采用双侧闸盘,共有4副盘形制动器,闸盘厚度28mm,整个闸盘由两块16Mn材质钢板对焊而成。
该型号提升机是我国在1971年7月份开始生产的自行设计产品,在镇北矿服役已经接近三十年,游动滚筒支承轮铜衬套及调绳离合处的尼龙壳磨损严重,间隙过大(如图1所示),提升机在运行时游动滚筒跳动,造成闸盘偏摆3mm以上,滚筒出现失圆现象,由于闸盘存在超标的偏摆,在进行制动时闸盘两侧受力不均造成闸盘发热,长时间受热不均致使闸盘盘面在原来焊缝处出现裂纹,经过山东公信安全科技有限公司检测,裂纹已经超出安全许可范围,又根据有关规定,提升机闸盘偏摆不能超过1mm,基于以上两种原因,该提升机存在严重安全隐患,会给安全生产造成危险,进行停车检修,势在必行。
2 修复方案的确定为了解决这一问题,通过和洛矿技术人员一同进行讨论分析后列出几个方案,一是将闸盘裂纹进行双面打30°度坡口焊接后,进行车削,但是由于原闸盘已经进行车削过两次,现在厚度为30mm,再车削3mm后闸盘强度不够,游动滚筒跳动故障也解决不了;二是更换主轴装置,根据现场主轴装置尺寸进行专门制造,费用投资需要三十多万元,时间需要30天;三是通过更换游动滚筒右支轮两半轴瓦、调换轮壳尼龙圈后对闸盘裂纹进行焊补,然后采用“氧-乙炔焰”加热法对闸盘变形部位进行矫正。
最后通过比较,决定选用第三种方案。
矿山开采中的工艺改进与优化措施

矿山开采中的工艺改进与优化措施在当今社会,矿产资源的需求持续增长,矿山开采作为获取这些资源的重要手段,其工艺的改进与优化显得至关重要。
有效的工艺改进和优化不仅能够提高开采效率、降低成本,还能减少对环境的影响,保障作业人员的安全。
一、矿山开采现状分析当前,矿山开采面临着诸多挑战。
一方面,许多矿山的开采深度不断增加,地质条件越发复杂,给开采工作带来了极大的困难。
另一方面,传统的开采工艺在效率和资源利用率方面存在着一定的局限性。
例如,一些矿山仍然采用较为粗放的爆破开采方式,不仅造成了资源的浪费,还容易引发地质灾害。
此外,开采过程中的粉尘、噪音和废水等污染物的排放,对周边环境造成了严重的破坏。
二、工艺改进与优化的重要性1、提高资源利用率通过改进开采工艺,可以更精准地开采矿石,减少废石的混入,从而提高矿石的品位和资源利用率。
这对于资源日益稀缺的今天具有重要的战略意义。
2、降低生产成本优化工艺能够减少人力、物力和财力的投入。
例如,采用先进的自动化设备可以降低人工成本,提高设备的运行效率,减少设备维修和更换的费用。
3、保障安全生产合理的工艺改进可以降低事故发生的概率。
例如,优化通风系统可以减少井下瓦斯积聚,降低爆炸风险;改善支护技术可以防止顶板坍塌等事故。
4、保护环境采用绿色开采工艺,如尾矿综合利用、废水处理和粉尘控制等措施,可以减少矿山开采对环境的破坏,实现可持续发展。
三、具体的工艺改进与优化措施1、开采技术的创新(1)引进数字化矿山技术利用地理信息系统(GIS)、全球定位系统(GPS)和遥感技术(RS)等,对矿山进行数字化建模,实现对矿山资源的精确评估和开采方案的优化设计。
(2)采用智能化开采设备如无人驾驶矿车、智能凿岩台车和自动化铲运机等,提高开采作业的效率和安全性。
2、爆破工艺的改进(1)优化爆破参数通过精确计算炸药量、炮孔间距和起爆顺序等参数,实现更好的爆破效果,减少矿石的破碎和损失。
(2)采用新型爆破技术如预裂爆破、光面爆破等,可以控制爆破的范围和方向,减少对周边岩体的破坏。
大吨位塔式起重机折线卷筒加工工艺改进探析

107中国设备工程C h i n a P l a n t E n g i n e e r i ng中国设备工程 2020.07 (下)大吨位塔式起重机系统中折线卷筒是其中的重要组成部分,折线卷筒的性能好坏直接影响大吨位塔式起重机的使用性能。
相比汽车起重机和履带起重机,大吨位塔式起重机作业更为频繁,并且起升的高度更高,特别对于附着或内爬使用的大吨位塔式起重机,它的起升高度大部分时候可达200~800m,所以,对折线卷筒的性能要求比较高。
当大吨位塔式起重机独立在高空使用时,塔式起重机作业的频率更高,对折线卷筒的耐磨性与抗疲劳性要求也相对而言更高。
而折线卷筒的耐磨性、抗疲劳性和可靠性又与其加工工艺密切相关,因此,对大吨位塔式起重机折线卷筒加工工艺进行改进,制造出精度更严格,耐磨性、抗疲劳性和可靠性更高的折线卷筒,是行业的发展趋势。
1 折线卷筒加工难点分析1.1 折线卷筒结构折线卷筒是大吨位塔式起重机设备中的主要受力件之一,它的耐磨性、抗疲劳性和可靠性直接影响到大吨位塔式起重机的使用性能。
它的结构包括有带绳槽的卷筒体,卷筒体外圆两端面处的两个外法兰,卷筒体内孔距离两端一段距离处的两个内法兰。
以前折线卷筒通常采用球墨铸铁铸造,这就导致法兰处会出现铸造加工常见的问题,包括在法兰处产生砂眼、渣眼等缺陷,且在折线卷筒使用过程中,也经常出现乱绳现象,这样加工出来的折线卷筒不但产品报废率高,而且还要花费大量的人力、财力和时间去处理折线过渡处防止出现 乱绳现象。
为了解决这一系列的加工问题,折线卷筒改为焊接结构件,很大程度上避免了因为铸造加工带来的一系列问题。
折线卷筒图如图1。
大吨位塔式起重机折线卷筒加工工艺改进探析朱振兴(山东丰汇设备技术有限公司,山东 济南 250200)摘要:折线卷筒是大吨位塔式起重设备的主要受力件之一,对折线卷筒加工工艺的改进直接影响折线卷筒的质量和使用寿命。
本文针对大吨位塔式起重机的起重设备主要受力件折线卷筒的加工工艺改进进行探析,通过精准定位加工基准、以工装找正定位,调整加工工艺流程等改进措施,获得可以使大吨位塔式起重机的折线卷筒制造精度,得到保证的加工工艺流程。
大型矿用挖掘机提升机构工艺改进及研究

第1期(总第131期)机械管理开发2013年2月No.1(SUM No.131)MECHANICAL MANAGEMENT AND DEVELOPMENT Feb.20130引言目前国内外露天矿开采设备都朝大型、特大型发展,太重矿用挖掘机的系列化产品有WK-4m 3、WK-10m 3、WK-20m 3、WK-27m 3、WK-35m 3、WK-55m 3、WK-75m 3等,还有太重分公司与美国P &H 公司合作生产的2300XPA 大型挖掘机,因此在生产实践中我们积累了丰富的成功经验。
广泛推广大型矿用挖掘机的生产,提高其焊接、加工以及装配、安装等技术水平,使大型矿用挖掘机的生产抢占国内外的市场有广阔的前景,将结束我国2000万t 级以上煤矿的矿用挖掘机长期被国外垄断的历史。
现在国内生产的挖掘机的斗容量和生产效率都达到和超过了国外水平,特别是WK-75m 3的成功开发和生产,使我公司在国内大型电铲的地位得到了进一步提升。
由于大型矿用挖掘机铲斗容量大,WK-75m 3矿用挖掘机最大能配备85m 3的铲斗,提升吨位很大,这对电铲的提升机构提出了更高的要求,所以,提升机构的加工和装配工艺的改进和研究也就十分必要[1],并且对以后开发和研制超大型电铲的意义也很重要。
1提升机构工艺研究提升机构的作用就是用两根长度相同的提升钢丝绳通过提升减速机带动提升卷筒的转动来提起和放下铲斗。
提升机构主要由提升电机、提升减速机、提升卷筒、联轴器、提升钢丝绳和润滑系统组成。
1)根据产品使用要求,进行相应零部件加工工艺研究,完善相关零部件加工工艺,设计相应工艺装备,提高产品加工质量。
(1)提升减速机通过胀紧套及四根连接销轴与挖掘机平台上孔连接,采用胀紧套结构防止提升减速机和挖掘机平台产生相对移动,影响联轴器的对中性和提升齿轮传动的啮合精度。
提升减速机的箱体与挖掘机平台连接孔的加工位置精度要求非常严格,因为两种零部件体积大,要在天桥铣机床上加工,靠机床加工精度来保证,并在加工过程中采取进刀量少,发热少,变形小的方法,先对零部件进行粗加工留余量,放置时效后进行精加工。
《多绳摩擦式提升机绳槽车制新方法》改造研究报告(一)

《多绳摩擦式提升机绳槽车制新方法》改造研究报告
(一)
多绳摩擦式提升机绳槽车制新方法改造研究报告
背景介绍
•多绳摩擦式提升机在工业领域中广泛应用,但其绳槽车制存在一些问题
•针对这些问题,我们进行了改造研究,以提升机的效率和安全性改造目标
•提升机的效率:减少能量损失、提高升降速度
•提升机的安全性:降低事故风险、增加操作便利性
改造方案
1.改变绳槽车材质
–使用更耐磨损且摩擦系数较低的材质
–减少绳槽车与绳缆之间的摩擦,提高升降效率
2.引入润滑剂
–在绳槽车与绳缆接触处涂抹润滑剂
–减少摩擦力,降低能量损失,提高提升机效率
3.优化绳槽车设计
–增加绳槽车与绳缆之间的接触面积
–增大绳槽车的接触压力,提高升降速度
4.安全保护措施增强
–引入传感器监控绳缆张力和绳槽车位置
–当绳缆张力异常或绳槽车偏离位置时,自动停机并发出警报
5.操作界面改进
–设计直观、易懂的操作界面
–添加必要的安全提示和操作指示,提高操作便利性和安全性
实施计划
•第一阶段:设计绳槽车新材质和润滑剂使用方案
•第二阶段:优化绳槽车设计,进行实验验证
•第三阶段:引入传感器和改进操作界面
•第四阶段:整合改造方案,进行综合实施和测试
期望效果
1.提升机效率提高至少10%
2.事故风险降低30%
3.操作便利性提升,减少人为操作失误的可能性
结论
•通过改造方案的实施,我们期望能有效提高多绳摩擦式提升机的效率和安全性,同时提升操作的便利性。
这将对工业生产起到积极的推动作用。
注:本报告是根据题目要求的规则进行撰写的,可能并不能满足所有报告的格式要求。
PH2800XPB电铲提升滚筒修理工艺探讨
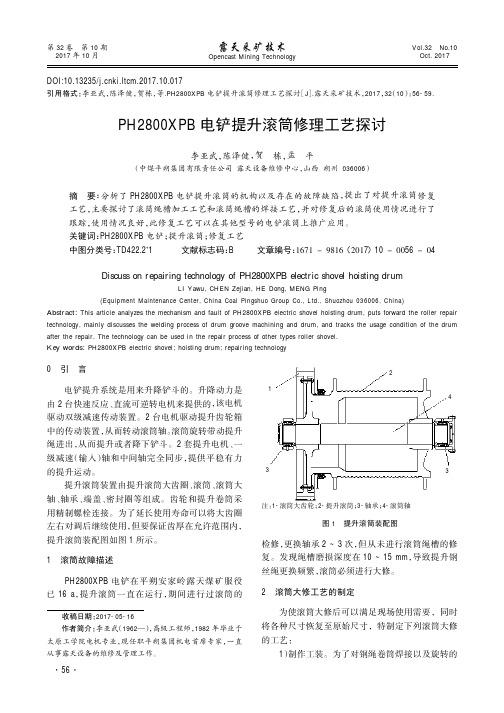
图1提升滚筒装配图132340引言电铲提升系统是用来升降铲斗的。
升降动力是由2台快速反应、直流可逆转电机来提供的,该电机驱动双级减速传动装置。
2台电机驱动提升齿轮箱中的传动装置,从而转动滚筒轴。
滚筒旋转带动提升绳进出,从而提升或者降下铲斗。
2套提升电机、一级减速(输入)轴和中间轴完全同步,提供平稳有力的提升运动。
提升滚筒装置由提升滚筒大齿圈、滚筒、滚筒大轴、轴承、端盖、密封圈等组成。
齿轮和提升卷筒采用精制螺栓连接。
为了延长使用寿命可以将大齿圈左右对调后继续使用,但要保证齿厚在允许范围内,提升滚筒装配图如图1所示。
1滚筒故障描述PH2800XPB 电铲在平朔安家岭露天煤矿服役已16a ,提升滚筒一直在运行,期间进行过滚筒的检修,更换轴承2~3次,但从未进行滚筒绳槽的修复。
发现绳槽磨损深度在10~15mm ,导致提升钢丝绳更换频繁,滚筒必须进行大修。
2滚筒大修工艺的制定为使滚筒大修后可以满足现场使用需要,同时将各种尺寸恢复至原始尺寸,特制定下列滚筒大修的工艺:1)制作工装。
为了对钢绳卷筒焊接以及旋转的DOI:10.13235/ki.ltcm.2017.10.017引用格式:李亚武,陈泽健,贺栋,等.PH2800XPB 电铲提升滚筒修理工艺探讨[J ].露天采矿技术,2017,32(10):56-59.PH2800XPB 电铲提升滚筒修理工艺探讨李亚武,陈泽健,贺栋,孟平(中煤平朔集团有限责任公司露天设备维修中心,山西朔州036006)摘要:分析了PH2800XPB 电铲提升滚筒的机构以及存在的故障缺陷,提出了对提升滚筒修复工艺,主要探讨了滚筒绳槽加工工艺和滚筒绳槽的焊接工艺,并对修复后的滚筒使用情况进行了跟踪,使用情况良好,此修复工艺可以在其他型号的电铲滚筒上推广应用。
关键词:PH2800XPB 电铲;提升滚筒;修复工艺中图分类号:TD422.2+1文献标志码:B文章编号:1671-9816(2017)10-0056-04Discuss on repairing technology of PH2800XPB electric shovel hoisting drumLI Yawu,CHEN Zejian,HE Dong,MENG Ping(Equipment Maintenance Center,China Coal Pingshuo Group Co.,Ltd.,Shuozhou 036006,China)Abstract:This article analyzes the mechanism and fault of PH2800XPB electric shovel hoisting drum,puts forward the roller repair technology,mainly discusses the welding process of drum groove machining and drum,and tracks the usage condition of the drum after the repair.The technology can be used in the repair process of other types roller shovel.Key words:PH2800XPB electric shovel;hoisting drum;repairing technology收稿日期:2017-05-16作者简介:李亚武(1962—),高级工程师,1982年毕业于太原工学院电机专业,现任职平朔集团机电首席专家,一直从事露天设备的维修及管理工作。
浅论WK—35电铲提升卷筒维修改进

浅论WK—35电铲提升卷筒维修改进摘要国家能源集团黑岱沟露天煤矿紧跟社会发展步伐,不断优化自身工艺,提高生产效率。
国家能源集团黑岱沟露天煤矿是国家“八五”计划期间重点项目,该项目是我国首个自行设计以及施工的特大型露天煤矿。
该露天矿的生产中,提升卷筒的维修改进降低了电铲在使用过程中的故障发生率,提高了生产效率。
本文就WK-35电铲提升基本结构展开分析,研究了WK-35电铲提升卷筒的轴承、卷筒端盖瓦坐锁紧螺栓等改进方法。
关键词WK-35电铲;提升卷筒;维修改进国家能源集团黑岱沟露天煤矿在工作生产的过程中,主要涉及的是露天采矿,电铲是露天采矿过程中需要使用的主要工具,由当前采坑下的采装机械设备使用情况来看,WK系列电铲应用比较广泛,由于采矿过程中使用的电铲型号比较固定,所以可以根据多年对这种类型的电铲操作维修经验进行总结与分析,本文提出了一些针对维修改进建议。
1 WK-35电铲概述电铲又称绳铲,即机械式电动挖掘机,该电动挖掘机主要采用的是齿轮、齿条、钢丝绳、滑轮组、制动器等配件,共同构成了一个单斗的挖掘机,国家能源集团黑岱沟露天煤矿中使用的是太原重工生产的挖掘机,WK-35电铲是正装直铲,挖掘时是由下而上,所以提升卷筒承载了挖掘部分的主要工作,该部分出现故障,必须停机处理[1]。
WK-35电铲提升机构安装在平台上,它与推压机构共同完成挖掘动作,用来实现铲斗提升与下降。
该电铲所使用的提升机构比较简单主要是由并联的两个电机为铲斗的提升与下降操作提供动能,并联的电机采用的是前后并联的形式。
电机驱动减速箱的提升与下降能够直接带动卷筒,开始运行,卷筒开始转动,卷筒的两侧有两根钢丝绳,钢丝绳能够带动铲斗的运动轨迹,在采矿的生产过程中,只需将卷筒两侧的钢丝绳连接好铲斗的两侧,与推压配合,通过提升机构就能够使铲斗做出挖掘的动作,完成生产的需求[2]。
WK-35电铲的提升机构图如下图1所示。
2 WK-35电铲提升卷筒故障分析在WK-35电铲提升卷筒故障分析中,我们根据日常对WK-35电铲操作的基本经验以及研究,分析了主要存在三点故障,首先是WK-35电铲卷筒位移问题,我们对国家能源集团黑岱沟露天煤矿目前使用的三台WK-35电铲进行观察发现,每一台电铲的卷筒部位都存在着不同程度的位移,这种位移的出现属于电铲在设计时出现的缺陷,为了在使用过程中的安全性,所以我們需要对卷筒位移的问题进行优化处理。
大型矿用挖掘机电缆卷简装置改进
随着大型露天矿山的不断开采,大型矿用挖掘机的需求量也逐渐增多,同时用户对挖掘机的性能及人机安全性都提出了更高的要求,以前用户为了降低采购成本,不采用电缆卷筒装置,而是自行设计制作一个爬犁,挖掘机在现场作业时,将外部电缆托在爬犁上,6kV 或10kV 外部电缆在现场拖过来移过去,电缆磨损比较严重,危险性极高,为解决此问题,太原重工股份有限公司生产的WK 系列挖掘机选配电缆卷筒装置[1]。
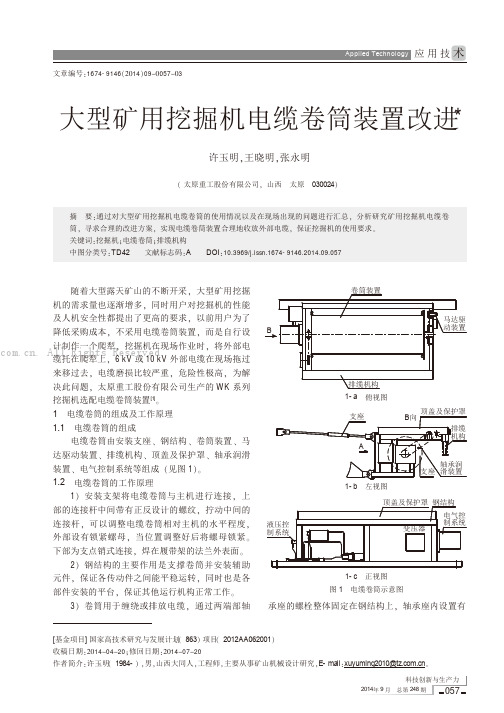
1电缆卷筒的组成及工作原理1.1电缆卷筒的组成电缆卷筒由安装支座、钢结构、卷筒装置、马达驱动装置、排缆机构、顶盖及保护罩、轴承润滑装置、电气控制系统等组成(见图1)。
1.2电缆卷筒的工作原理1)安装支架将电缆卷筒与主机进行连接,上部的连接杆中间带有正反设计的螺纹,拧动中间的连接杆,可以调整电缆卷筒相对主机的水平程度,外部设有锁紧螺母,当位置调整好后将螺母锁紧。
下部为支点销式连接,焊在履带架的法兰外表面。
2)钢结构的主要作用是支撑卷筒并安装辅助元件,保证各传动件之间能平稳运转,同时也是各部件安装的平台,保证其他运行机构正常工作。
3)卷筒用于缠绕或排放电缆,通过两端部轴承座的螺栓整体固定在钢结构上,轴承座内设置有*大型矿用挖掘机电缆卷筒装置改进许玉明,王晓明,张永明[基金项目]国家高技术研究与发展计划(863)项目(2012AA062001)收稿日期:2014-04-20;修回日期:2014-07-20作者简介:许玉明(1984-),男,山西大同人,工程师,主要从事矿山机械设计研究,E-ma il :xuyuming2010@ 。
(太原重工股份有限公司,山西太原030024)文章编号:1674-9146(2014)09-0057-03图1电缆卷筒示意图1-c 正视图1-b左视图1-a 俯视图. All Rights Reserved.轴承。
理论上卷筒每转一圈,排缆机构横向移动一个电缆节距[2]。
4)排缆机构主要包括排缆装置、传动机构及轨道。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 原 加 工工 艺
此 零件在 以往 的工过程 中 ,都 是 由机床操作 者按照槽 形样板 来磨 制成 型车刀 , 即车刀切削刃 的外形为 圆弧状 。 常 通
图 2 “ 络 法 ” 意 图 包 示
需要磨 制 3把不 同圆弧半径尺 寸的车刀 ,但其 中一 把车刀 的
的车刀来 开槽 ,然后更换尺寸 比其大 一些 的车刀 ,继 续粗加
工, 最后 用 R3 . mm的车刀精加 工。从粗 加工到精加工 的整 0 2 个过程 , 都是 在径 向方 向进刀 , 即车刀 的圆弧切 削刃 的 中心 ,
与车削起点 的第一个绳槽 中心 , 始终保持在同一直线上 。 然后
只需要一把机夹车刀即可 。因为小球在滚 动时 , 每一个位置都 是与槽 相切 的, 对于刀 片来说 , 每一切 削位 置 的切 点都不 同 , 即每一次走 刀刀 刃的切削位置都在 变化 ,大 大降低了刀具 的 磨损 , 即使 磨损较大 , 只需要更 换 1片刀 片 , 也 并不需 要重新
换刀 、 对刀 , 缩短 了辅助加 工 时问 , 并且 相应 的可增大 吃刀量
很 大 , 削热高 , 切 刀具 磨损快 , 且零 件表 面粗糙度 也达不 到 并 设计要 求。切削时 , 作者要及 时观 察刀具 的使用 情况 , 操 一旦 某 一把车刀损坏 , 就需要操作者重新 磨刀 。每更换 一把刀 , 操
作者都要重 新对刀 , 新设 定工件坐标 系 , 重 增加 了操作者 的劳 动强度 以及辅助加工时间 , 降低了生产效率。
在轴 向方 向上螺 旋插补 , 之后 回退到车削起点 。加工过程 中 ,
收 稿 日期 :0 0 0 — 1 2 1 — 9 1 作者简介 : 李艳龙( 9 1 )男 , 18 ~ , 内蒙古 乌兰察 布人 , 助理工程师 , 研究 方向为 : 数控编程。
15 4
E u p n Ma u a t n e h oo y No 1 2 1 q i me t n fc r g T c n lg . 2, 0 0 i
圆弧半 径与零件上 的绳槽半径完 全一致 ,其余两把 的尺寸则
在 圆弧槽里 滚动 , 一端滚 向另一端 时 , 从 就把需要 的槽形包络 出来 。 此小球相当 于刀具 的刀片 , 当然它 的半径要 比槽 的半径 小很多 。此方法 的优点是 : 零件从粗加 工到精加工 , 整个过程
依次减小一定 的数量 。 开始加工时 , 首先用圆弧半径尺寸最小
进 后 的数 控 工 艺过 程 。
关键词 : 用电铲 ; 升卷筒 ; 矿 提 加工工艺 中图分类号 : 5 4 TD 3 文献标 识码 : 8 文章编号 :6 2 5 5 2 1 1 — 1 5 0 1 7 — 4 X( 0 0)2 0 4 — 2
矿用 电铲也称钢绳 矿铲或钢绳 电铲 , 是专 门为露天采矿业 设计的挖掘和装卸机械 。 矿用电铲采 用电机 、 齿轮减速 机、 提升 卷筒和钢丝绳来驱动挖掘 、 装载和行走一系列 动作。卷筒 由电 机驱动提升装置旋转 , 当操作人员移动提升控制杆来抬 升铲斗 时, 卷筒旋转 , 钢丝绳缠绕在卷筒上 , 当提升卷筒 以相反方向旋 转并松开一定量的钢丝绳时 , 就完成了铲 斗的下 降动作 。近些 年 ,中国一重集团公司与美 国 P &H公 司合作制造 了各 种不同
规格 的电铲 ,铲斗斗容从 2 ,4 到 目前 国内最大 的 6 . 0m 、0m, 08
m (0 )装备 了我 国安太 堡、 18 , t 山西平朔 等大 型煤矿 。 提升 卷筒 ( 图 1 是 电铲 中的一 个重 要零 件 , 形尺 寸 见 ) 外 大, 加工难度高 。 卷筒上的绳槽分为左 、 右两个旋 向 , 并且均 为
41 包 络 法 工 艺 方 案 .
R = 25刀片半径) 6 1 .C R =6 . ( 7 6 67 圆弧 中心 Z坐标值) 5
与主轴转数 , 极大的提 高了生产效率 与加 工品质 , 生产周 期 由
之 前 的 1 缩 短 至 3天 。 周
R = 1 . 5圆弧中心 X坐标值) 3 7 28 ( 2
R = 0 ( 一 层 的切 削 次 数 ) 4 10每
R = ~ 90 彻 削深度) 5 0 1.5
4 包络 法数控 工 艺与 程序
《 备制 造技 术> 00年第 1 装 } 1 2 2期
大型矿用 电铲 提升卷 筒绳槽 的数控 工艺改进
李 艳 龙
( 中国第一重型机械( 团) 限责任公 司 技术质量部 , 集 有 黑龙江 富拉 尔基 1 14 ) 602
摘 要: 通过对矿 用电铲提升卷 筒上 的螺 旋钢丝绳槽的数控加 工工艺 , 改进前与改进 后的比较 , 分析 了各 自的优缺 点, 并详细介绍 了改
双头 , 的截面形状 为 R 3 . mm的 圆弧 ( 图 1 , 传统 的 槽 02 见 )用
加工方法难度较大 , 并且生产效率低 , 但采用改 进后的方法加 工, 则大大提高 了生产效率与工件 的表面品质 。
率 , 降低操 作者 的劳 动强度 , 并 通过 工艺
改进 , 使用 “ 包络法 ” 来加工螺旋 绳槽 。所 谓“ 络法 ” 即把要 包 , 加 工的槽形 , 逐渐将其包络 出来 ( 图 2 , 当于有一个小球 , 见 )相
不断用槽形样板检查 , 直至加工 到槽形符合图纸要求 。
2 原工 艺存 在 的 问题
由于原工艺是采用成 型车刀加工 ,所 以从粗加工到 精加 工 的切削过程 中, 切削刃与零件 的接触面积 大 , 尤其 是精 加工 时, 刀刃基本 上处 于全接触状态 。所 以在切 削参 数的选择上 , 无 法选用大 的吃刀量及较 高的主轴转数 , 导致 生产效率很低。 即使选 用小吃刀量 , 由于刀具接触 面积大 , 而产生 的切 削力也