UTC-QC-04制成检验日报表
合集下载
QC测试日报表

带CMMB□ 不带CMMB□
工位号:
检验员:
日期:
不良描述
备注/ 编号 检验结果
51 □OK □NG 52 □OK □NG 53 □OK □NG 54 □OK □NG 55 □OK □NG 56 □OK □NG 57 □OK □NG 58 □OK □NG 59 □OK □NG 60 □OK □NG 61 □OK □NG 62 □OK □NG 63 □OK □NG 64 □OK □NG 65 □OK □NG 66 □OK □NG 67 □OK □NG 68 □OK □NG 69 □OK □NG 70 □OK □NG 71 □OK □NG 72 □OK □NG 73 □OK □NG 74 □OK □NG 75 □OK □NG
不良描述
备注
编号 检验结果
76 □OK □NG 77 □OK □NG 78 □OK □NG 79 □OK □NG 80 □OK □NG 81 □OK □NG 82 □OK □NG 83 □OK □NG 84 □OK □NG 85 □OK □NG 86 □OK □NG 87 □OK □NG 88 □OK □NG 89 □OK □NG 90 □OK □NG 91 □OK □NG 92 □OK □NG 93 □OK □NG 94 □OK □NG 95 □OK □NG 96 □OK □NG 97 □OK □NG 98 □OK □NG 99 □OK □NG 100 □OK □NG
13 □OK □NG
14 □OK □NG
15 □OK □NG
16 □OK □NG
17 □OK □NG
18 □OK □NG
19 □OK □NG
20 □OK □NG
21 □OK □NG
22 □OK □NG
制程检验日报表

制程检验日报表
序号
产品名称
规格型号
工序名称
操作员
检验时间/检验结果
检查内容
1、操作员是否按照作业指导书操作?2、材料是否正确完好?3、设备运转是否正常?4、产品是否合格?检查正常打√,不正常打×。对不正常要有处理记录。
处
理
记
录
时间
不正常描述
纠正预防措施
填表人
填表日称:规格型号:在生产过程中遇见异常情况,希望贵部接到通知后在日内作出答复。
异常情况初步分析为:
□设计缺陷
□规格、标准缺陷
□检验标准缺陷
□机械缺陷
□工装、夹具缺陷
□生产及操作缺陷
具体情况说明
填表人
填表日期
说明:在生产过程中发生重大问题时使用,请做好根本解决措施,以防再次发生。
序号
产品名称
规格型号
工序名称
操作员
检验时间/检验结果
检查内容
1、操作员是否按照作业指导书操作?2、材料是否正确完好?3、设备运转是否正常?4、产品是否合格?检查正常打√,不正常打×。对不正常要有处理记录。
处
理
记
录
时间
不正常描述
纠正预防措施
填表人
填表日称:规格型号:在生产过程中遇见异常情况,希望贵部接到通知后在日内作出答复。
异常情况初步分析为:
□设计缺陷
□规格、标准缺陷
□检验标准缺陷
□机械缺陷
□工装、夹具缺陷
□生产及操作缺陷
具体情况说明
填表人
填表日期
说明:在生产过程中发生重大问题时使用,请做好根本解决措施,以防再次发生。
制程巡检报表

日期:
订单号:
机型:
序
项目
要求
1 产品一致性确认 每个时段抽查成品是否同OQC保留样品一致
是否悬挂对应的指导书
生产是否严格按照指导书内容及顺序作业
2 作业规范性 现场是否存在野蛮作业现象
半成品/成品作业过程中是否进行有效的外观防护
是否按要求进行老化作业
3
仪器部分 称重及条码输入系统是否正常工作
螺丝刀扭力是否正常
福建索天信息科技股份有限公司 生产制程巡检报表
巡检员:
分类 线别
A B A B B A A A B A A B A A B B C B
8:00—10:00
主管确认: 13:00—15:00
加班时段
说明:1、A类问题一经发现需马上要求生产改善并提报异常,B类问题一经发现需马上要求生产改善,经要求2次未改善则提报异常,C类问题一经发现需马上要求生产改善,经要求3次未改善则提报异常; 2、特别跟踪项目部分,依据生产作业实际情况增减变动; 3、巡视正常打“√”,不符打“X”,无此项目则打“/”。
4
静电部分 员工静电手环是否按要求正确佩戴
PCB制板是否堆叠
外壳是否堆叠
5
物料部分 备料区物料是否按订单堆放
多种物料是否产生混料
现场或维修区各不良物料ຫໍສະໝຸດ 否区分有序放置6标识部分 生产检验不合格品是否贴有不良标识及故障现象
不良品是否用防护垫隔层并用红色周转框放置
7
成品部分 产成品是否按栈板堆放整齐
装箱人员是否存在暴力堆放问题
保存期限:三年
表单编号:
订单号:
机型:
序
项目
要求
1 产品一致性确认 每个时段抽查成品是否同OQC保留样品一致
是否悬挂对应的指导书
生产是否严格按照指导书内容及顺序作业
2 作业规范性 现场是否存在野蛮作业现象
半成品/成品作业过程中是否进行有效的外观防护
是否按要求进行老化作业
3
仪器部分 称重及条码输入系统是否正常工作
螺丝刀扭力是否正常
福建索天信息科技股份有限公司 生产制程巡检报表
巡检员:
分类 线别
A B A B B A A A B A A B A A B B C B
8:00—10:00
主管确认: 13:00—15:00
加班时段
说明:1、A类问题一经发现需马上要求生产改善并提报异常,B类问题一经发现需马上要求生产改善,经要求2次未改善则提报异常,C类问题一经发现需马上要求生产改善,经要求3次未改善则提报异常; 2、特别跟踪项目部分,依据生产作业实际情况增减变动; 3、巡视正常打“√”,不符打“X”,无此项目则打“/”。
4
静电部分 员工静电手环是否按要求正确佩戴
PCB制板是否堆叠
外壳是否堆叠
5
物料部分 备料区物料是否按订单堆放
多种物料是否产生混料
现场或维修区各不良物料ຫໍສະໝຸດ 否区分有序放置6标识部分 生产检验不合格品是否贴有不良标识及故障现象
不良品是否用防护垫隔层并用红色周转框放置
7
成品部分 产成品是否按栈板堆放整齐
装箱人员是否存在暴力堆放问题
保存期限:三年
表单编号:
IPQC(制程检验)日报表OK

内容与客户资料样板一致ab片是否有明显色块区分标志顶盖客户商标图案底色与样板一致无色影用40位放大镜01mm以色位线为准实测尺寸与工单一针位线啤位符合要求咬品12mm拉规7mm左右油墨无起泡脱色鬼影现象喷粉均匀无堆粉纸质吸墨效果网点清晰
后工序产品检Leabharlann 日报表日期:2015年 序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14
月
日 工单编号 品名 订单数 机台 首件 确认 检验 时间 抽检 数量 检查结果 合格数 不良数 不良内容
客户
备注
首检 内容
巡检 内容
A. 过油打皱、 B. 过油表面不光滑、粗糙、 C.过胶打皱、 D.过胶不到位、起泡、 E.过错胶膜、 F.裱纸粘花、 G.裱纸开坑 H.来料坑纸脱层 I.裱纸短坑、 J.啤机啤 走位、 K.啤机啤爆线 、 L.啤机尺寸与样办或图纸不符、 M.啤机未做首件 N.啤机啤爆坑 O.啤机啤不穿、 P.彩盒表面有明显压痕、 Q.打皱、破裂、撞坏、 R.脱 纸脱坏彩盒、 S.粘盒有压痕印、 T.粘盒打皱、破裂、撞坏、 U..其它、 注明:机台人员10分钟内检查一次(抽检数量不能低于1张),处理结果在备注栏中注明。
表面处理 裱 纸 啤 机 钉 粘 :1、过油涂层均匀、表面光滑、无褶皱、起泡、 2、色变 3、不掉色 4、复膜:彩箱表面缓慢撕离面层复膜,能粘掉、扯起油墨层 :5、无断坑、露坑、脱胶、裱花、掏空、坑纸打折现象 6、裱纸后实测,纸板水份必须达到15%才能进行啤切 :7、啤板与工单尺寸一致 8、色位、图样一致 9、裁切无毛边、切口整齐,无啤不穿、啤反现象 10、以A、B版图案作调机,成型箱不能有图案错位现象 :11、对钉机左右两板纸板进行色带检查,没有混版现象 12、纸板水份需在15%内才可进行打钉, 13、钉机、钉线调整到位,打钉后没有扣钩松动、没打穿纸板、断钉、 111111漏钉等情况; 14、钉线干净,无油迹、漏油现象,按工单使用钉线 15、钉、粘口符合工单要求,无开口、超线、离线现象,成型箱无叠盖、叠角,钉口位无漏洞 11111 16、色位、粘口位是否一致,打钉紧实,钉线不能高出面纸 17、AB面顶盖图案是否对齐,AB面是否有色差。与资料、样箱一致,是否有钉错版
后工序产品检Leabharlann 日报表日期:2015年 序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14
月
日 工单编号 品名 订单数 机台 首件 确认 检验 时间 抽检 数量 检查结果 合格数 不良数 不良内容
客户
备注
首检 内容
巡检 内容
A. 过油打皱、 B. 过油表面不光滑、粗糙、 C.过胶打皱、 D.过胶不到位、起泡、 E.过错胶膜、 F.裱纸粘花、 G.裱纸开坑 H.来料坑纸脱层 I.裱纸短坑、 J.啤机啤 走位、 K.啤机啤爆线 、 L.啤机尺寸与样办或图纸不符、 M.啤机未做首件 N.啤机啤爆坑 O.啤机啤不穿、 P.彩盒表面有明显压痕、 Q.打皱、破裂、撞坏、 R.脱 纸脱坏彩盒、 S.粘盒有压痕印、 T.粘盒打皱、破裂、撞坏、 U..其它、 注明:机台人员10分钟内检查一次(抽检数量不能低于1张),处理结果在备注栏中注明。
表面处理 裱 纸 啤 机 钉 粘 :1、过油涂层均匀、表面光滑、无褶皱、起泡、 2、色变 3、不掉色 4、复膜:彩箱表面缓慢撕离面层复膜,能粘掉、扯起油墨层 :5、无断坑、露坑、脱胶、裱花、掏空、坑纸打折现象 6、裱纸后实测,纸板水份必须达到15%才能进行啤切 :7、啤板与工单尺寸一致 8、色位、图样一致 9、裁切无毛边、切口整齐,无啤不穿、啤反现象 10、以A、B版图案作调机,成型箱不能有图案错位现象 :11、对钉机左右两板纸板进行色带检查,没有混版现象 12、纸板水份需在15%内才可进行打钉, 13、钉机、钉线调整到位,打钉后没有扣钩松动、没打穿纸板、断钉、 111111漏钉等情况; 14、钉线干净,无油迹、漏油现象,按工单使用钉线 15、钉、粘口符合工单要求,无开口、超线、离线现象,成型箱无叠盖、叠角,钉口位无漏洞 11111 16、色位、粘口位是否一致,打钉紧实,钉线不能高出面纸 17、AB面顶盖图案是否对齐,AB面是否有色差。与资料、样箱一致,是否有钉错版
QC巡检日报表

。。。。。。。。。。。。。。有限公司
制 程 检 验 日 报 表
日期:
序号 工位 品名 作业者
表单编号:VB/BD-8.2.4-02
检验类别:
巡检 不良 数量 数量 不良原因
首检
判定
巡检
巡检 不良 不良原因
班别:
判定
机型:
13:30-15:30 巡检 不良 不良原因 判定 15:30-17:30 巡检 不良 不良原因 判定 巡检 不良
NO:
18:30-20:30 不良原因 判定 OK NG
8:00-10:00
10:00-12:00
小计
OK NG 数量 数量
OK NG 数量 数量
OK NG 数量 数量
OK NG 数量 数量
1 2 3 顿毛 4 5 6 压扁 7 8 9 拉尺 10 11 滴胶 12 13 14 修毛 15 16 丝印 17 18 19 20 21 22 包装 23
小计序号工位品名作业者巡检不良不良原因判定巡检不良不良原因判定巡检不良不良原因判定巡检不良不良原因判定巡检不良不良原因判定数量数量okng数量数量okng数量数量okng数量数量okng数量数量okng10111213141516丝印171819202122包装23地点顿毛车间接杆车间包装车间仓库品检区办公区判定责任人核准
接杆 检验
定置
地点
顿毛车间
接杆车间
包装车间
仓库
品检区
办公区
定置 管理
判定 责任人 核准: 品检主管: 巡检员:
4-02
累计 不良 率(%)
制 程 检 验 日 报 表
日期:
序号 工位 品名 作业者
表单编号:VB/BD-8.2.4-02
检验类别:
巡检 不良 数量 数量 不良原因
首检
判定
巡检
巡检 不良 不良原因
班别:
判定
机型:
13:30-15:30 巡检 不良 不良原因 判定 15:30-17:30 巡检 不良 不良原因 判定 巡检 不良
NO:
18:30-20:30 不良原因 判定 OK NG
8:00-10:00
10:00-12:00
小计
OK NG 数量 数量
OK NG 数量 数量
OK NG 数量 数量
OK NG 数量 数量
1 2 3 顿毛 4 5 6 压扁 7 8 9 拉尺 10 11 滴胶 12 13 14 修毛 15 16 丝印 17 18 19 20 21 22 包装 23
小计序号工位品名作业者巡检不良不良原因判定巡检不良不良原因判定巡检不良不良原因判定巡检不良不良原因判定巡检不良不良原因判定数量数量okng数量数量okng数量数量okng数量数量okng数量数量okng10111213141516丝印171819202122包装23地点顿毛车间接杆车间包装车间仓库品检区办公区判定责任人核准
接杆 检验
定置
地点
顿毛车间
接杆车间
包装车间
仓库
品检区
办公区
定置 管理
判定 责任人 核准: 品检主管: 巡检员:
4-02
累计 不良 率(%)
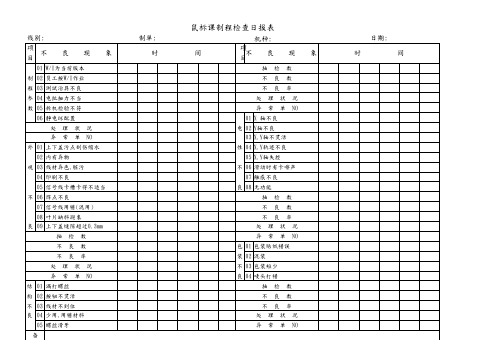
鼠标课制程检查日报表
08 叶片缺料现象
良 09 上下盖缝隙超过0.3mm
抽检数
不良数
不良率
处理状况
异 常 单 NO
结 01 漏打螺丝
构 02 按钮不灵活
不 03 线材不到位
良 04 少用,用错材料
05 螺丝滑牙
备
制单: 时
鼠标课制程检查日报表
机种:
间
项目不
良
现
象
抽检数
不良数
不良率
处理状况
异 常 单 NO
01 X 轴不良
线别:
项 目
不
良
现
象
01 W/I为当前版本
制 02 员工按W/I作业
程 03 测试治具不符
06 静电环配置
处理状况
异 常 单 NO
外 01 上下盖污点刮伤缩水
02 内有异物
观 03 线材异色,脏污
04 印刷不良
05 信号线卡槽卡得不适当
不 06 焊点不良
07 信号线用错(混用)
电 02 Y轴不良
03 X.Y轴不灵活
性 04 X.Y轨迹不良
05 X.Y轴失控
不 06 滑动时有卡嚓声
07 触感不良
良 08 无功能
抽检数
不良数
不良率
处理状况
异 常 单 NO
包 01 包装贴纸错误
装 02 混装
不 03 包装短少
良 04 唛头打错
抽检数
不良数
不良率
处理状况
异 常 单 NO
日期:
时
间
注 核准:
审核:
填表:
激光制程检查日报表
异 常 单 NO
压 KEYTOP压坏
KEY 上盖压坏
包 混装
装 漏装
不 贴纸写错
良
抽检数
不良数
不良率
日期:
时
间
不良数 不良率 备 注 核准:
审核:
处理状况 异 常 单 NO
填表:
线别:
项 目
不良现象
制 01 W/I为当前版本 程 02 员工按W/I作业
参 03 压KEY机正常 数 04 激光房温度/湿度
处理状况
异 常 单 NO
01 平衡杆变形
装 02 平衡杆脱落
03 上盖黄油过多或过少
配 04 润滑油未点均匀或漏点
05 上盖刮伤
不 06 上盖搬运途中摔坏
07 污点
良 08 缩水/顶白
抽检数
不良数
不良率
处理状况
异 常 单 NO
排 01 污点
K 02 缩水/刮伤
E 03 错键
Y 04 反键
不 05 漏键
良 06 色差
抽检数
机种:
时
激光制程检查日报表Байду номын сангаас
间
项不 良 现 象
目
处理状况
异 常 单 NO
语文别射错
镭 字符射错
焦化
射 字体不全
错键
不 节点
偏位
良 锯齿
色淡
漏射
抽检数
不良数
不良率
处理状况