石墨电极规格及允许偏差
石墨电极加工操作规范

1 目的按规定的要求加工电极,提高电极加工质量及生产效益。
2 适用范围适用于本公司从事石墨电极加工人员的日常指导。
3 要求1)接到工作任务,先查看图纸的电极尺寸,特别是高度尺寸,以确定在哪台机床加工该电极。
;2)领料时, 核对领料单与电极料编号必须相对应,自备料尺寸每边加10mm加工预留量;备料时不得带手套,注意人身安全,当事人备料完毕,务必对工作台面及时整理,备料卡尺摆放到位。
3)编程时查看3D转换数据是否缺失面或者曲面变形,如发现问题及时与设计人员沟通进行修补。
4)查看电极模型是否有倒扣或中心偏移,确定加工方案。
5)电极编程时,根据石墨机加工切削表,设定转速与进给,并用软件自带检查功能对已经编好的程序进行自检,看是否有过切、碰撞、刀具路径连接错误、漏刀,如有问题及时进行修正。
6)编程加工时,尽可能加工到最小的圆弧和该刀具最深的深度,尽可能将清角加工到位,如果正常装夹不能加工到位,必须采用90度夹持侧加工来加工,将加工余量做到最小化,如实在无法加工到位的清角部位,则必须在图纸上标注需要手工修整,并在电极上画上标识。
7)电极数据如果是中心偏移的,在备料和装夹时必须考虑偏移量。
8)根据电极实际大小采用合理的装夹方法.大电极(长度超过4倍的3R夹头),就必须采用加长型的3R夹头来装夹或是把3R铝板用螺丝固定在电极底面.9)加工电极前,应查看数据,注意3R夹头上紧固螺丝的方向,以免在EDM时碰工件;10)电极基准角必须加工出来,并能容易辨认;如基准角加工出来后,在EDM时因为碰工件而必须去除,应在对应地方做好基准标识。
11)电极的放电间隙在X Y Z三个方向必须一致,(譬如都是-0.4或-0.15),避免在X Y方向有放电间隙,而Z方向无放电间隙;12)每周一必须对3R底座进行校正,进行平行度与垂直度调整,长度300mm以内误差不得大于0.01mm,调整后满足电极快速装夹。
13)高度基准Z60必须加工到位;电极加工完毕,必须在专用的检测量具上检测Z60尺寸,保证Z60准确无误;15)精加工完成的电极表面要求必须光顺无台阶,表面粗糙度要求达到Ra1.3um,满足1000#砂纸抛光要求。
石墨电极标准

石墨电极标准首先,石墨电极标准对石墨电极的材质和质量进行了详细规定。
石墨电极是由高级石墨材料制成,具有良好的导电性和热稳定性。
标准规定了石墨电极的材料应符合一定的化学成分和物理性能要求,保证了石墨电极在高温、高电流情况下的稳定性和耐磨性。
其次,石墨电极标准对石墨电极的尺寸进行了严格规定。
石墨电极的尺寸对于电炉冶炼的效果有着直接的影响,标准规定了石墨电极的直径、长度、形状公差等参数,确保了石墨电极在使用过程中的稳定性和可靠性。
此外,石墨电极标准还对石墨电极的表面质量和加工工艺进行了规范。
石墨电极在使用过程中需要承受高温、高压、高电流等严酷的工作环境,标准规定了石墨电极表面的光洁度、无裂纹、无气孔等要求,以及对石墨电极的加工工艺和质量控制进行了详细规定,确保了石墨电极的稳定性和可靠性。
总的来说,石墨电极标准是对石墨电极产品质量的保证,对于提高石墨电极的质量稳定性和生产加工的效率具有重要意义。
制定和执行石墨电极标准,可以有效提高石墨电极产品的质量水平,推动石墨电极行业的健康发展。
在实际生产中,生产厂家应严格按照石墨电极标准的要求进行生产制造,并建立健全的质量控制体系,加强对石墨电极产品质量的监控和检测,确保产品符合标准要求。
同时,用户在选用石墨电极产品时,应严格按照标准要求进行采购和使用,确保产品的质量和性能能够满足生产需求。
综上所述,石墨电极标准的制定和执行对于提高石墨电极产品的质量稳定性和生产加工的效率具有重要意义,对于推动石墨电极行业的健康发展起着积极的作用。
希望通过不断完善和执行石墨电极标准,能够进一步提高石墨电极产品的质量水平,满足市场需求,推动行业的可持续发展。
石墨电极指标
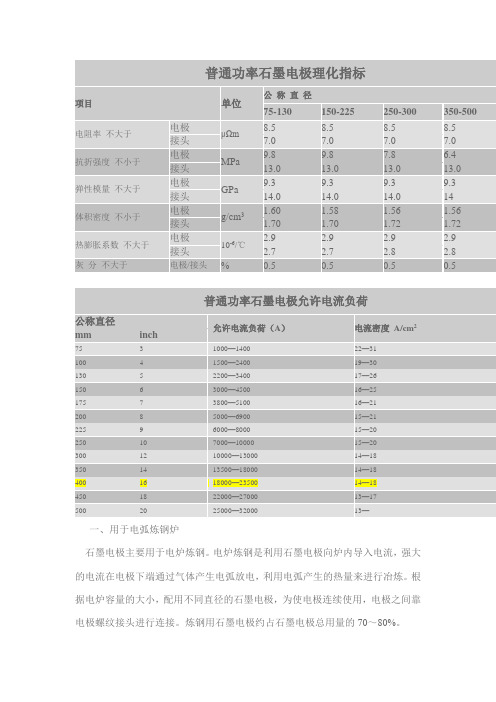
一、用于电弧炼钢炉
石墨电极主要用于电炉炼钢。
电炉炼钢是利用石墨电极向炉内导入电流,强大的电流在电极下端通过气体产生电弧放电,利用电弧产生的热量来进行冶炼。
根据电炉容量的大小,配用不同直径的石墨电极,为使电极连续使用,电极之间靠电极螺纹接头进行连接。
炼钢用石墨电极约占石墨电极总用量的70~80%。
二、用于矿热电炉
其特点是导电电极的下部埋在炉料中,因此除电板和炉料之间的电弧产生热量外,电流通过炉料时由炉料的电阻也产生热量。
三、用于电阻炉
生产石墨制品用的石墨化炉、熔化玻璃的熔窑和生产碳化硅用的电炉等都是电阻炉,炉内所装物料既是发热电阻,又是被加热的对象。
通常,导电用的石墨电极插入炉床端部的炉头墙中,故导电电极并不连续消耗。
此外,大量的石避电极毛坯还用于加工成各种坩埚、石墨舟皿、热压铸模和真空电炉发热体等异型产品。
如在石英玻璃行业,每生产lt电熔管需用石墨电极坯料10t,每生产lt石英砖消耗电极坯料100kg。
石墨电极技术参数介绍

263.56
234.60
550
295.29
292.13
183.80
550
298T4L
298.45
457.20
295.29
292.13
234.60
600
317T4N
317.50
355.60
314.34
311.18
183.80
600
317T4L
317.50
4.6-5.5
接头 N
3.1-4.1
抗折强度 Tensile strength
电极 E
MPa
9.0-13.5
接头 N
21.5-27.5
弹性模量 Elastic modulus
电极 E
GPa
6.5-10.0
接头 N
15.0-18.0
体积密度 Bulk Density
电极 E
g/cm 3
1.68-1.74
400
241T3N
241.30
338.70
237.09
232.87
175.30
450
241T3N
241.30
338.70
237.09
232.87
175.30
450
273T3N
273.05
355.60
268.84
264.62
183.80
500
273T3N
273.05
355.60
268.84
264.62
215.93
183.80
450
241T4N
241.30
304.80
238.14
234.98
超高功率石墨电极
一2 5 7
一25 7
+ 10 0 +10 0 +10 5
一2 5 7
一 3 0 0
33 供货中每批允许短尺电极不超过 1%0 . 5 34 电极接头为圆锥形 , . 接头的形状、 尺寸按图 1 和表 3的规定。
令
}
口
一
H
} ! 〕 ( ! q I
】
l
坛 象 艺
接 头
图 1 电极接头的形状 、 尺寸
4 21 电极表面掉块或孔洞不多于两处, .. 其尺寸应符合表 5 的规定。
n】 们 表 5
令) 1 一#& C i f
直 深 径 度
公
称
直
径
40 70 5- 0
20 40 0- 0
2 -4 ( 0不<3 1-1 ( 0不计) 0 5<1
53 弹性模量的测定按 G / 37. . B T 42的规定进行, 0 整体电极的测定按 Y / 51 的规定进行。 B T 2 2 54 体积密度的测定按 Y / 19的规定进行。 . B T 1 55 热膨胀系数的测定按 G / 37. . B T 44的规定进行 0 56 灰分含量的测定按 G / 12 的规定进行。 . B T 9 4 5了 电极连接处端面间隙的测定使用塞尺。 .
200 9.2 200 9. 2
1 37
Y / 4 9 一 20 B T 0 0 0 0
表 3完 ) (
公称
直径
3 11 7 8 00 7 . 0 3 0 12 3 2 5 0 . 0 4 0 0 4 0 0 4 0 5 45 0 5 0 0 5 0 0 5 0 5 5 0 5 6 0 0 6 00 6 0 5 6 0 5 7 0 0 7 0 0 {22 . 2 2 5 一22 2 2 5. 1 9 0 2 4 0 5 . 0
石墨电极标准

石墨电极标准石墨电极是一种重要的炼钢工艺材料,广泛应用于钢铁冶炼行业。
石墨电极标准的制定对于提高产品质量、促进行业健康发展具有重要意义。
本文将从石墨电极的材料、规格、性能等方面进行介绍,为相关行业人士提供参考。
一、石墨电极的材料。
石墨电极主要由石墨和配套的材料组成。
石墨是石墨电极的主要材料,其质量直接影响着电极的使用效果。
优质的石墨应具有高纯度、低灰分、良好的导电性能和热稳定性。
配套材料包括结构胶、填料等,其选择应根据电极的具体使用条件和要求进行合理搭配。
二、石墨电极的规格。
石墨电极的规格通常包括直径、长度、孔径等参数。
不同规格的电极适用于不同规模和工艺要求的炉子。
在制定石墨电极标准时,应充分考虑不同规格电极的生产工艺、使用性能和市场需求,制定合理的规格范围和允许偏差,以满足不同用户的需求。
三、石墨电极的性能。
石墨电极的性能直接关系到其在冶炼过程中的稳定性和耐用性。
主要性能包括导电性能、热稳定性、机械强度和耐火性等。
导电性能是石墨电极的重要指标,直接影响着冶炼过程中的能耗和生产效率。
热稳定性和耐火性则关系到电极在高温条件下的使用寿命和安全性。
机械强度则决定了电极在使用过程中的稳定性和可靠性。
四、石墨电极的标准制定。
制定石墨电极标准应充分考虑国内外行业标准和相关法规法规的要求,结合实际生产和使用情况,制定具有可操作性和指导性的标准内容。
标准的制定应包括石墨电极的材料、规格、性能要求、试验方法、检验规则、标志、包装、运输和贮存等内容,确保产品质量和使用安全。
五、石墨电极标准的应用。
石墨电极标准的制定不仅有利于规范产品质量,提高行业整体水平,还能促进技术创新和产品升级。
标准的实施可以引导企业加强自主研发和技术创新,推动行业向高端化、智能化方向发展。
同时,标准的应用还能提高产品的国际竞争力,促进出口贸易和国际合作。
六、总结。
石墨电极标准的制定是一个系统工程,需要各方共同参与和努力。
只有通过标准化的生产和使用,才能保证产品质量、提高效率,推动行业健康发展。
石墨电极分类
石墨电极的主要分类石墨电极根据生产方式的不同主要可分为以下7种:(1) 天然石墨电极。
天然石墨电极是采用天然鱗片石墨为原料生产的电极。
在天然石墨中加入煤沥青,经过混捏、成型、焙烧和机加工,即可制备天然石墨电极,其电阻率比较高,一般为15〜20μΩ·m,天然石墨电极最大的缺点是机械强度低,在实际使用过程中容易折断,因此,现在我国仅有极少量小规格天然石墨电极用于某些特殊的场合。
(2) 人造石墨电极。
以石油焦或沥青焦为固体骨料、煤沥青为黏结剂,经过混捏、成型、焙烧、石墨化和机加工,可制备得人造石墨电极(简称石墨电极)。
人造石墨电极属于耐高温石墨质导电材料。
银据选用原料和生产工艺的不同,可以制备得不同理化性能的石墨电极,并将其分为普通功率石墨电极、高功率石墨电极和超高功率石墨电极。
以生产石墨电极为主要品种的炭材料企业构成了冶金炭材料工业。
(3)抗氧化涂层石墨电极。
抗氧化涂层石墨电极是采用“交替喷涂-烧熔法”或“溶液浸渍法’’使加工好的石墨电极表面形成抗氧化涂层,以达到降低石墨电极氧化消耗的目的。
由于涂层使石墨电极价格提高,并在其使用过程中存在一些问题,因此,目前在我国还没有大范围地推广使用抗氧化涂层石墨电极。
(4)水冷复合石墨电极。
水冷复合石墨电极是石墨电极与特制的钢管接合后使用的导电电极,位于上端的双层钢管内部通水冷却,下端的石墨电极通过水冷却的金属接头与钢管连接,电极把持器位于钢管上,这样就大幅度地降低了暴露在空气中的石墨电极外表面积,从而降低电极的氧化消耗,怛由于连接电极的操作麻烦并影响到电炉的生产效率,因此,目前我国还没有采用此类水冷复合石墨电极。
(5)空心石墨电极。
空心石墨电极是中空的电极。
制备这种产品是在电极成型时直接压制成中空管状或加工时在电极中心钻孔,其他生产工序与普通石墨电极过程相同。
生产空心石墨电极,可以节省炭质原料,降低吊装石墨电极的重量;利用石墨电极的中空区通道,还可加入炼钢时所需的合金料及其他材料或通入所需的气体。
高功率石墨电极技术标准
超高功率石墨电极技术标准1 围高功率石墨电极的外形、尺寸及允许偏差、技术要求,试验方法、检验规则、包装、标志、储存、运输和质量证明书。
2 引用标准GB/T 1427-1988 炭素材料取样方法GB/T 1429-1985 炭素材料灰分含量测定方法GB/T 3074.1-1982 石墨电极抗折强度测定方法GB/T 3074.2-1982 石墨电极弹性模量测定方法GB/T 3074.4-1982 石墨电极热膨胀系数(CTE)测定方法GB/T 8170-1987 数值修约规则YB/T 119-1997 炭素材料体积密度测定方法YB/T 120-1997 炭素材料电阻率测定方法YB/T 5212-1993 整体石墨电极弹性模量试验声速法YB/T8719-1997 炭素材料及其制品的包装、标志、运输和质量证明书的一般规定。
3 外形、尺寸及允许偏差3.1 电极的直径及长度应符合表1的规定。
表1 ㎜3.2 电极的长度允许偏差应符合表2的规定。
表2 ㎜3.3供货中每批允许短尺电极不超过15%。
3.4 电极接头为圆锥形,接头的形状、尺寸按图1(略)和表3的规定3.5 两根电极连接处端面间隙不大于0.4㎜。
表3 ㎜4 技术要求4.1 电极和接头理化指标符合表4的规定。
表44.2 表面质量4.2.1 电极表面掉块或孔洞不多于两处,其尺寸应符合表5的规定。
表54.2.2 接头、接头孔及距孔底100 ㎜以的电极表面,不允许有孔洞和裂纹。
4.2.3 接头和接头孔螺纹的掉块,不多于一处,长度不大于30mm。
4.2.4 电极表面不允许有横向裂纹。
宽0.3mm~1.0mm的纵向裂纹,其长度不大于电极周长的5%,不多于两条;而宽度小于0.3mm的纵向裂纹不计。
4.2.5 电极表面的黑皮面积:宽度小于电极周长的十分之一,长度小于电极长度的三分之一。
5 试验方法5.1 电阻率的测定按YB/T 120-1997中第6章(石墨电极制品的现场测定)的规定进行。
石墨电极技术参数介绍
石墨电极技术参数介绍
电极的产品规格(Product mix)单位(Unit):mm名义直径Nominal Dia.基本直径basic Dia.电..
电极的产品规格(Product mix)单位(Unit):mm
名义直径Nominal Dia.
基本直径basic Dia.
电极直径Dia. Of electrode
17~25
700
67000~100000
17~25
建议拧紧力矩(Reference tightening torque)
电极直径(mm)electrode Dia.
力矩(N·m)torque
400
1550
450
1850
500
2400
550
2750
600
3800
700
5200
IEC代号IEC code
接头nipple
中径d 2、D 2 Medium Dia.
电极孔
螺距P Pitch
大径d large Dia.
长度L Length
小径D1 Small Dia.
孔深S Depth
400
215T3N
400
241T3N
450
241T3N
450
273T3N
500
273T3N
500
711
714
708
2400/2700
电极和接头理化指标(Physical & Chemical Properties of Electrode & Nipple)
项目Items
单位Unit
指标Value
电阻率LSR
石墨电极加工参数
石墨电极加工参数1. 石墨电极简介石墨电极是用于电炉生产钢铁和铝的重要材料。
它具有高温抗氧化、导电性好、机械强度高等特点,因此广泛应用于冶金工业中。
石墨电极的加工参数是指在生产过程中需要考虑的各项参数,包括尺寸、形状、表面粗糙度等。
2. 石墨电极加工参数的重要性石墨电极加工参数的选择对于石墨电极的性能和寿命有着重要的影响。
合理的加工参数可以保证石墨电极的尺寸精度和表面质量,从而提高其导电性能和机械强度。
同时,恰当的加工参数还可以延长石墨电极的使用寿命,减少生产成本。
3. 石墨电极加工参数的选择原则在确定石墨电极的加工参数时,需要考虑以下几个原则:3.1 尺寸精度石墨电极的尺寸精度直接影响其装配和使用效果。
通常情况下,石墨电极的尺寸公差应控制在0.1mm以内,以确保其与其他零部件的配合精度。
3.2 表面质量石墨电极的表面质量对于其导电性能和机械强度有着重要影响。
通常情况下,石墨电极的表面粗糙度应控制在Ra 3.2μm以内,以确保其与其他零部件的接触良好,并减少氧化层的形成。
3.3 加工工艺石墨电极的加工工艺包括车削、铣削、磨削等多种方法。
在选择加工工艺时,需要综合考虑加工效率、加工精度和表面质量等因素,以确保石墨电极的加工质量。
3.4 加工参数选择在具体的加工过程中,还需要选择适当的加工参数,包括切削速度、进给速度、切削深度等。
这些参数的选择需要根据石墨电极的材质、尺寸和硬度等因素进行调整,以获得最佳的加工效果。
4. 石墨电极加工参数的具体设置根据上述原则,可以给出石墨电极加工参数的具体设置建议:4.1 尺寸精度控制石墨电极的尺寸精度应控制在0.1mm以内。
在加工过程中,可以采用数控加工设备进行加工,以提高加工精度。
同时,还应注意加工过程中的温度变化对尺寸精度的影响,采取适当的温度控制措施。
4.2 表面质量控制石墨电极的表面粗糙度应控制在Ra 3.2μm以内。
在加工过程中,可以采用磨削等方法进行表面处理,以提高表面质量。