检修方式作业流程图
操作工工作流程图

维修工作业流程图备注:1、巡检厂区所有设备,确保设备无问题。
2、定期检修设备,按照设备顺序,一周一台设备。
3、按照设备维护保养计划做设备维护保养。
4、维修更换损坏设备。
电工工作流程图备注:1、巡检厂区内所有设备,确保设备无问题。
2、定期检修设备,按照设备顺序,一周一台设备。
3、按照设备维护保养计划做设备维护保养。
4、维修更换损坏设备。
操作工工作流程图1、日常巡视流程图2、加药流程图3、D0控制流程图粗格栅、细格栅工作流程图备注:1、控制部分应每三个月根据电气线路图,检查和试验开关装置和各指示灯等。
2、检修粗格栅除污机时,应注意安全,并有有效的防护。
3、定期检查减速机的润滑油是否达油面刻度线,当不足时应及时加注润滑油。
4、在运行中,注意观察设备是否倒转,电机和耙齿链是否正常运转以及是否有硬物插入栅条等状况存在,如有应立即停机处理。
5、运转时发现异物缠绕耙齿,应暂停设备,人工清理。
螺旋输送机、带式输送机工作流程图备注:1、在运行中如产生较大振动和噪声时,应立即停机检查。
2、禁止在机械运转的情况下,维修设备。
3、机械运转时,禁止身体接触机械设备转动部位。
4、此设备操作和粗格栅联动操作,当粗格栅启动时,输送机随时启动。
潜水泵工作流程图备注:1、禁止频繁启动水泵。
2、水泵在运行中,运行人员必须严格按照要求执行巡回检查制度,应确保集水池内水位保持正常。
3、查看当日集水池中是否存有大量漂浮垃圾,如有应在安全制度下打捞漂浮物。
4、集水池应每年组织清理一次。
清洗泵房前集水池时,应事先制定操作程序并符合相关安全操作规程。
5、巡视中发现水泵突然发生异常声响、电流、电压异常过载、电机发生严重故障等状况时应立即停机。
鼓风机工作流程图备注:1、风机压力:大风机控制在58.8Kpa以下。
2、小风机控制在39.2Kpa以下。
3、运行人员应根据要求,按规定的时间间隔来轮换运行风机。
4、风机在运行过程中,如突然发生断电等不正常现象时,运行人员应立即采取相应措施,确保风机不发生故障。
检修流程图
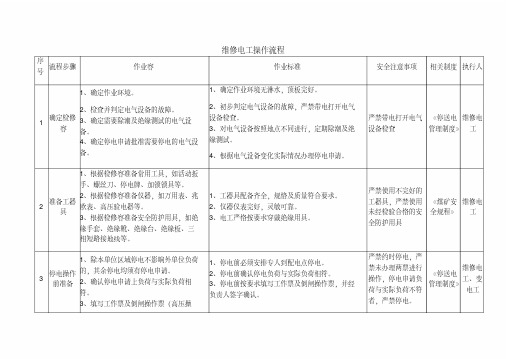
维修电工操作流程图

严禁带电打开电气设备检查
《停送电管理制度》
维修电工
2
准备工器具
1、根据检修容准备常用工具,如活动扳手、螺丝刀、停电牌、加锁锁具等。
2、根据检修容准备仪器,如万用表、兆欧表、高压验电器等。
3、根据检修容准备安全防护用具,如绝缘手套、绝缘靴、绝缘台、绝缘板、三相短路接地线等。
1、专人联系停送电。
2、确认送电开关负荷与实际负荷是否相符。
3、核对设备定值与实际是否相符。
4、填写工作票及倒闸操作票(高压)。
1、送电前必须由专人到配电点送电,谁停电,谁送电。
2、送电前确认送电负荷与实际负荷相符。
3、检查核对设备定值与实际相符。
4、送电前按要求填工作,严禁送电”警示牌挂在隔离手把处,字面向外。
8、用专用锁具对停电开关加锁,并由加锁人保管钥匙。
1、坚持谁停电,谁送电原则。
2、严禁将加锁钥匙交由别人保管。
3、所有磁力启动器均需停掉上级电源。
《煤矿安全规程》《停送电管理制度》
变电工、维修电工
5
检查瓦斯浓度
检测瓦斯浓度。
便携式瓦检仪检查设备周围20米围瓦斯浓度达到1%时,禁止检修。
1、根据停电申请核对开关编号、名称。
2、办理停电申请的,汇报调度室和机电管理部准备停电。
3、接到停电命令后,由变电工操作,带绝缘手套,穿绝缘靴,停送电联系人监护唱票进行操作。
4、按分闸按钮,分断路器。
5、拉开隔离开关或退出小车。
6、手把打闭锁位置。
7、悬挂“有人工作,禁止合闸”警示牌。
8、对停电开关加锁。
未检测或瓦斯浓度超标严禁作业。
《煤矿安全规程》
维修电工
刮板输送机检修工艺及工艺流程图
刮板输送(转载)机(不含电气部分)大修工艺一、刮板输送(转载)机检修工艺作业流程设备初步解体入厂→预检验收→外部清洗→解体分类→零部件清洗鉴定→零部件分类修理、修复→部件组装→总装→试运转、调整→喷漆防腐→验收出厂。
二、刮板输送(转载)机检修标准(一)机头、机尾传动部1.机头、机尾、过渡槽、桥架槽无开焊。
机架两侧的对中板的垂直度允差不得大于2mm。
机架上安装传动装置的定位面、孔符合技术文件的要求。
2.机头架、机尾架与过渡槽的连接要严密,搭接部分无卷边,上下左右交错不得大于3mm,机头架螺栓孔不得变形严重。
3.压链器连接牢固,磨损不得超过6 mm。
超过时,可用电焊或热喷涂方法修复。
4.整体链轮组件、盲轴安装符合技术文件的要求。
采用分体链轮结构时,半滚筒、半链轮组合间隙应符合设计要求,一般在1~3mm范围内。
5.机头轴、机尾轴转动灵活,不得有卡碰现象。
(二)机械传动装置1.机壳各轴孔尺寸精度、粗糙度、中心距、各孔的形位公差,均应符合技术文件的要求。
2.机壳和联接罩上的螺纹孔、定位孔、台修复后符合技术文件的要求。
3.轴承无明显磨损痕迹,游隙符合要求,转动灵活无异响。
4.紧固件无明显塑性变形。
5.各零件无损伤,无明显磨损痕迹、变形。
6.密封件和有机软管全部更新。
7.组装时各零部件要认真清洗,不得有锈斑,机壳内不得有任何污杂物。
8.各传动部安装、调整后符合技术文件的要求。
9.减速器按规定注入润滑油。
液力耦合器作耐压试验并注入规定品种和体积的介质。
10.制动盘、联轴器、耦合器动平衡试验符合技术文件的要求。
11.减速器、链轮组件无渗漏现象。
冷却、润滑装置齐全、完好,无渗漏现象。
12.安装完毕,人力试转无卡阻现象。
(三)链轮、舌板、分链器1.链轮齿面应无裂纹或严重磨损,链轮承托水平圆环链的平面的最大磨损:节距≤22mm时,不得超过5mm;节距≥22mm时,不得超过6mm(可用水平圆环链置于链轮上,检查圆环链上表面与轮毂的距离)。
地铁的检修流程及专业理论知识

1日检/隔日检标准化作业流程5.1 检流程示意图5.2作业路线图2.精益修检修作业流程图双周检检修作业安排5.1 车辆双周检作业分无电、有电状态下作业,作业在1天内完成。
5.2上午为无电作业:工班长(工班长请假时可指定1人作为作业负责人)至检调处请点,领取派工单、双周检作业记录表、禁动牌、主控钥匙,并安排2人至检调处填写《断电申请单》,领取五防锁钥匙、警示牌和断电操作票后至对应股道断电,断电完成后至检调处交断电操作票和五防锁钥匙。
检调通知班组无电作业开始。
5.3无电作业安排:底边检查、车顶空调检查受电弓检查、车钩检查、客室和司机室电器柜检查。
检查完毕后填写双周检作业记录表。
5.4下午为有电作业:负责断送电的2人至检调处填写《送电申请单》,领取送电操作票和五防锁钥匙后至对应股道送电,送电完成后至检调处交断电操作票、五防锁钥匙、警示牌。
检调通知班组有电作业开始。
5.5 有电作业安排:车门、客室内装、有电设备的检查,司机室内装和有电功能测试。
检查完毕后填写双周检作业记录表。
5.6 全部作业完成后,请点人至检调处上交派工单、双周检作业记录表、禁动牌、主控钥匙,并销点交车。
检修作业流程图1.客室空调机组的工作原理是什么?在系统中,由压缩机压缩成高温高压的R407C蒸汽,进入风冷冷凝器,通过冷凝风机的运转,经外界空气强制冷却,冷凝成高压常温液体,然后进入节流装置节流降压,变成低温低压液体,进入蒸发器,吸收流过蒸发器的空气的热量,蒸发成低压蒸汽,被压缩机吸入,完成一个制冷循环。
2.请回答升弓工作原理。
当气压达到受电弓的额定工作气压时,按下升弓按扭,压缩空气经车内电磁阀、受电弓控制箱进入空气弹簧,空气弹簧膨胀推动钢丝绳带动下臂杆运动,下臂杆在拉杆的协助下托起上臂杆及弓头,弓头在平衡杆的作用下,在工作高度范围内始终趋于水平状态,并按规定的时间平稳的升至网线高度,完成整个升弓过程。
整个升弓过程受电弓的运动平稳,不对架空接触网线产生有害的冲击。
高压脉冲轨道电路检修作业流程(流程图)
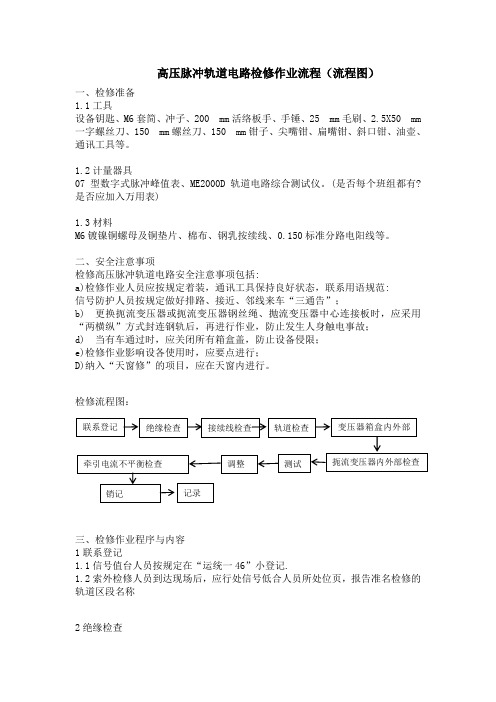
高压脉冲轨道电路检修作业流程(流程图)一、检修准备1.1工具设备钥匙、M6套简、冲子、200 mm活络板手、手锤、25 mm毛刷、2.5X50 mm 一字螺丝刀、150 mm螺丝刀、150 mm钳子、尖嘴钳、扁嘴钳、斜口钳、油壶、通讯工具等。
1.2计量器具07型数字式脉冲峰值表、ME2000D轨道电路综合测试仪。
(是否每个班组都有?是否应加入万用表)1.3材料M6镀镍铜螺母及铜垫片、棉布、钢乳按续线、0.150标准分路电阳线等。
二、安全注意事项检修高压脉冲轨道电路安全注意事项包括:a)检修作业人员应按规定着装,通讯工具保持良好状态,联系用语规范:信号防护人员按规定做好排路、接近、邻线来车“三通告”;b) 更换扼流变压器或扼流变压器钢丝绳、抛流变压器中心连接板时,应采用“两横纵”方式封连钢轨后,再进行作业,防止发生人身触电事故;d) 当有车通过时,应关闭所有箱盒盖,防止设备侵限;e)检修作业影响设各使用时,应要点进行;D)纳入“天窗修”的项目,应在天窗内进行。
检修流程图:三、检修作业程序与内容1联系登记1.1信号值台人员按规定在“运统一46”小登记.1.2索外检修人员到达现场后,应行处信号低合人员所处位页,报告准名检修的轨道区段名称2绝缘检查21装有钢轨绝缘处的轨缝应保持在6mm-10mm:两钢轨的头部应在同一水平,高低相差≤2mm:钢轨、槽型绝缘、鱼尾板相吻合,钢轨无肥边:绝缘接头鱼尾板螺栓紧固,管垫齐全良好:槽型绝缘、轨端绝缘无破损,绝缘良好:各种扣件、螺栓、轨距杆等均不得与鱼尾板按触。
2.2道岔安装装置L铁、尖端铁、角钢的各种绝缘应齐全、螺检紧固、绝缘良好。
2.3桥梁护轮轨绝缘应齐全、螺栓紧固、绝缘良好。
2.4绝缘检查应采用电压法。
3钢轨接续线检查3.1塞钉式接续线应采用钢丝扭绞线两根,两根铁线水平低于轨面,铁线应无影响强度的伤痕,焊接牢固,打入深度最少与轨腰平,露出≤5m,塞钉与塞钉孔要全面紧密接触,并涂漆封闭,保持线条密贴鱼尾板,有防护固定措施,达到平,紧、直。
维修电工操作流程图.pdf
《煤矿安 维修电 全规程》 工
送电操作 1、专人联系停送电。 8 前准备 2、确认送电开关负荷与实际负荷是否相
符。
1、送电前必须由专人到配电点送电,谁停电,谁 送电。 2、送电前确认送电负荷与实际负荷相符。
严禁约时送电,严 《停送电 维修电 禁未办理两票进行 管理制度》工、变
3、核对设备定值与实际是否相符。 4、填写工作票及倒闸操作票(高压)。
1、坚持谁停电,
谁送电原则。 2、严禁将加锁钥 匙交由别人保管。
3、所有磁力启动 器均需停掉上级电
《煤矿安 变电
全规程》 工、维
《停送电 修电工
管理制度》
源。
检查瓦斯
5
检测瓦斯浓度。
浓度
便携式瓦检仪检查设备周围 20 米围瓦斯浓度达到 未检测或瓦斯浓度 《煤矿安 维修电
1%时,禁止检修。
超标严禁作业。 全规程》 工
3、检查核对设备定值与实际相符。 4、送电前按要求填写工作票及倒闸操作票,并经 负责人签字确认。
操作。
电工
1、由停送电联系人核实检修线路上无其
他检修人员作业,并所有作业已全部完 1、由停送电联系人确认检其他作业。
2、根据送电开关核对开关编号、名称。 2、对送电的开关编号、名称必须与实际相符,否
3、有停电申请的汇报调度室、机电管理 则严禁送电。
部准备送电。
3、有停电申请的将送电时间、送电开关及负荷汇
4、由变电工操作,带绝缘手套,穿绝缘 报调度室及机电管理部。
靴,停送电联系人监护唱票进行操作 (高 4、由变电工操作,带绝缘手套,穿绝缘靴,停送
开关设备
9
压)。
电联系人监护及唱票进行操作。
送电 5、由加锁人用钥匙打开锁具。
SMT返工检修流程图

工时(秒)版本发布日期生产部品质部物料编号用量生产部品质部件进行检验,并填写生产部品质部检修返工跟踪。
用量若干1台1瓶1PCSOK生产部符号*于相应的检验报表并注明“返工”工具、设备、辅料名称件1.棉棒1.作业时应戴上静电环与静电手指套 通用工序名称返工、检修流程图适用范围页码作 业 指 导 书拟定:审核:核准:2.手持产品须拿板边且轻拿轻放.1.重要点:客户要求的管制点3.定期清理台面,检查静电线是否完好.4.同一位置连续三次出现同一不良,立即知会工程人员进制程特性4.针对不合格的情形,须以《品质异常8D处理报告》的形及对策改善。
6.批退不合格品,由生产安排目检人员重新全数检查再送5.工程部及生产部对流出原因进行分析并提出改善对策,I行注意事项3.洗板水4.IPQC核准的PCBA样机或首物料名称 2.检查发现产品不符合规格要求时,不良品用标签标示后合格品应予以修正,检验合格品流入下道工序;并将检查3.品质部对生产线的成品依据相关的检验规范、检验标准工作内容1. 生产部各工序作业人员,依据“作业指导书”进行作业“作业指导书”的要求,确认合格后方可流至下一工序;2.10X显微镜(5X放大镜)制程参数要求产品检验发现不合格品不合格品标示、记录、隔离盖REJ 章并签名开品质异常8D 处理报告品质组长确认发相关责任人确认并回复对策生产线返工不合格品修正合格品流转下工序处理方式OQC 抽样检查入库出货。