砂轮种类与性能介绍ppt课件
砂轮的种类与性能

一、砂轮的种类与性能(一)、概况砂轮是磨削加工中最主要的一类磨具。
砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。
由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。
砂轮的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。
(二)、砂轮的分类砂轮种类繁多,按所用磨料可分为普通磨料(刚玉(Al2O3)和碳化硅等)砂轮和超硬磨料(金刚石和立方氮化硼)砂轮;按砂轮形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。
(三)、砂轮的属性砂轮是用磨料和结合剂等制成的中央有通孔的圆形固结磨具。
砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺寸等因素来决定,现分别介绍如下。
1、磨料及其选择磨料是制造砂轮的主要原料,它担负着切削工作。
因此,磨料必须锋利,并具备高的硬度、良好的耐热性和一定的韧性。
常用磨料的名称、代号、特性和用途见表1 。
表1 常用磨料2、粒度及其选择粒度指磨料颗粒的大小。
粒度分磨粒与微粉两组。
磨粒用筛选法分类,它的粒度号以筛网上一英寸长度内的孔眼数来表示。
例如 60 # 粒度的的磨粒,说明能通过每英寸长有 60 个孔眼的筛网,而不能通过每英寸 70 个孔眼的筛网。
120# 粒度说明能通过每英寸长有120 个孔眼的筛网。
对于颗粒尺寸小于40μm(微米,1毫米=1000微米)的磨料,称为微粉。
微粉用显微测量法分类,它的粒度号以磨料的实际尺寸来表示( W )。
各种粒度号的磨粒尺寸见表2 。
磨料粒度的选择,主要与加工表面粗糙度和生产率有关。
粗磨时,磨削余量大,要求的表面粗糙度值较大,应选用较粗的磨粒。
因为磨粒粗、气孔大,磨削深度较大,砂轮不易堵塞和发热。
精磨时,余量较小,要求粗糙度值较低,可选取较细磨粒。
一般来说,磨粒越细,磨削表面粗糙度越好。
不同粒度砂轮的应用见表3 。
《砂轮种类与用途》课件

欢迎来到《砂轮种类与用途》的PPT课件。本课程将介绍砂轮的常见材料、 形状分类,以及如何选择和使用砂轮。让我们一起探索砂轮的奥秘吧!
常பைடு நூலகம்的砂轮材料
氧化铝砂轮
耐磨性强,适用于金属材 料的修整和打磨。
碳化硅砂轮
热传导性好,适用于陶瓷、 玻璃等硬质材料的加工。
氮化硼砂轮
耐高温,适用于金属加工 及热处理过程中的磨削。
保养和储存
注意砂轮的保养和储存,延 长使用寿命。
注意事项和安全知识
1 穿戴个人防护装备
包括护目镜、手套和安 全靴等。
2 确保工作区域安全
清理杂物,确保无碍事 物。
3 掌握正确操作技巧
遵守砂轮使用要求,避 免意外。
总结和提高建议
通过学习砂轮的种类和用途,我们可以更好地选择和使用砂轮,在加工工作中提高效率和质量。让我们 努力成为砂轮的专家吧!
不同材料的砂轮特点
氧化铝砂轮
耐高温,耐磨性强,适用于 普通金属加工。
碳化硅砂轮
优异的热传导性,适用于陶 瓷、玻璃等硬质材料的加工。
氮化硼砂轮
优秀的耐磨性和耐高温性, 适用于金属磨削及热处理。
砂轮的形状分类
平砂轮
用于平面的修整和磨削工作。
圆柱砂轮
适用于圆柱表面和孔的加工。
杯砂轮
用于工件边沿和小面积的修磨。
碗砂轮
适用于工件曲面的修整和磨削。
不同形状的砂轮用途
1 平砂轮
用于大面积的修整和磨削。
3 杯砂轮
用于工件边沿和小面积的修磨。
2 圆柱砂轮
适用于圆柱表面和孔的修整和磨削。
4 碗砂轮
适用于工件曲面的修整和磨削。
砂轮的选择与使用
砂轮培训资料

在石材加工业中,砂轮用于大理石、花岗岩 等各种石材的切割、磨削和抛光,要求砂轮 具有高硬度和良好的冷却性能。
02
砂轮的制造过程
砂轮的原材料
磨料
常用的磨料有碳化硅、刚玉、 金刚石等,根据砂轮的种类和
用途选择不同的磨料。
结合剂
结合剂的作用是将磨料粘合在 一起,常用的结合剂有陶瓷结 合剂、树脂结合剂和橡胶结合
砂轮的定期检查与检测
砂轮磨损
定期检查砂轮磨损情况, 如出现磨损严重应更换砂 轮。
静平衡
定期对砂轮进行静平衡检 测,如不平衡应及时调整 。
尺寸精度
检查砂轮的尺寸精度是否 符合要求,如有问题及时 修正。
砂轮常见故障及排除方法
砂轮摆动
砂轮破裂
砂轮安装偏心或静平衡不良,可调整砂轮安 装位置或更换砂轮。
砂轮受冲击或过载可能导致破裂,应更换砂 轮并分析破裂原因。
轴承发热
传动失效
轴承润滑不良或轴承内混入杂质可能导致发 热,应清洗轴承并重新润滑。
砂轮机传动部分失效可能是由于齿轮磨损或 传动带松弛导致,应更换齿轮或调整传动带 松紧度。
06
砂轮的常见问题及解答
砂轮使用中的常见问题及解决办法
砂轮转动不灵活
可能是安装不正确或轴承故障 ,需要重新安装或更换轴承。
砂轮易碎裂
砂轮的主要组成成分
磨粒
作为砂轮的磨削元件,磨粒的 材质、粒度、硬度等特性对砂 轮的磨削性能具有重要影响。
结合剂
结合剂的作用是将磨粒粘结在砂 轮基体上,形成具有一定强度和 形状的砂轮。结合剂可以是天然 或合成树脂、橡胶等。
砂轮基体
砂轮基体是砂轮的载体,要求具有 一定的强度、刚度和精度。砂轮基 体可以是金属、塑料或其他材料制 成。
磨具砂轮种类及特性介绍
磨具砂轮种类及特性介绍/shengtaihuosai/blog/category/%C4%A5%BE%DF%2D%C9%B0%C2%D6/in dex/3磨具是用以磨削、研磨和抛光的工具。
大部分的磨具是用磨料加上结合剂制成的人造磨具,也有用天然矿岩直接加工成的天然磨具。
磨具除在机械制造和其他金属加工工业中被广泛采用外,还用于粮食加工、造纸工业和陶瓷、玻璃、石材、塑料、橡胶、木材等非金属材料的加工。
磨具在使用过程中,当磨粒磨钝时,由于磨粒自身部分碎裂或结合剂断裂,磨粒从磨具上局部或完全脱落,而磨具工作面上的磨料不断出现新的切削刃口,或不断露出新的锋利磨粒,使磨具在一定时间内能保持切削性能。
磨具的这种自锐性,是磨具与一般刀具相比突出的特点。
早在新石器时代,人类就已经开始应用天然的磨石来加工石刀、石斧、骨器、角器和牙器等工具了;1872年,在美国出现了用天然磨料与粘土相结合烧成的陶瓷砂轮;1900年前后,人造磨料问世,采用人造磨料制造的各种磨具相继产生,为磨削和磨床的快速发展创造了条件。
此后,天然磨具在磨具中所占比例逐渐减少。
磨具按其原料来源分,有天然磨具和人造磨具两类。
机械工业中常用的天然磨具只有油石。
人造磨具按基本形状和结构特征区分,有砂轮、磨头、油石,砂瓦(以上统称固结磨具)和涂附磨具五类。
此外,习惯上也把研磨剂列为磨具的一类。
固结磨具按所用磨料的不同,可分为普通磨料固结磨具和超硬磨料固结磨具。
前者用刚玉和碳化硅等普通磨料,后者用金刚石和立方氮化硼等超硬磨料制成。
此外,还有一些特殊品种,如烧结刚玉磨具等。
普通磨料固结磨具是由结合剂将普通磨料固结成一定形状,并具有一定强度的磨具。
一般由磨料、结合剂和气孔构成,这三部分常称为固结磨具的三要素。
磨料在磨具中起切削作用。
结合剂是把松散的磨料固结成磨具的材料,有无机的和有机的两类。
无机结合剂有陶瓷、菱苦土和硅酸钠等;有机的有树脂、橡胶和虫胶等。
其中最常用的是陶瓷、树脂和橡胶结合剂。
砂轮种类与用途58页PPT文档
2020/1/7
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
25
【刀刃离隙面表面粗糙度实验】
砂轮粒度对离隙面表面粗糙度影响:
当砂轮粒度愈高时,所得到之表面粗糙度相对较佳。 相同砂轮粒度,进给率变小时,所得到之表面粗糙度 相对较佳。
2020/1/7
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
26
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
5
2020/1/7
【砂轮的研磨性能】
决定砂轮研磨性能五大因素
磨料(Abrasives) 粒度(Grain Size) 结合度(硬度)(Grade) 组织(Structure) 结合剂(Bond)
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
6
2020/1/7
磨料(Abrasive):
直接对工件发生研磨作用的粒刃。
结合剂(Bond):
产生磨料颗粒间的结合力、保持力,并 使砂轮在一定的速度下能安全回转。
气孔(Pore):
磨料与结合剂以外的间隙,可帮助磨屑 的排除,并保持研磨效果。
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
4
【砂轮的构造】
2020/1/7
§砂轮种类与用途§
2020/1/7
国立虎尾科技大学 机械与计算机辅助工程系
钟林树
【课程大纲】
一、前言 二、砂轮的基本认识 三、砂轮的标示方法 四、砂轮各部位名称 五、砂轮之分类及其规格
2020/1/7
國立虎尾科技大學 機械與電腦輔助工程系 鍾林樹
2
2020/1/7
【前言】
磨削定义
所谓磨削,系高速旋转中之磨料轮来磨 除金属之加工
19
砂轮基础知识
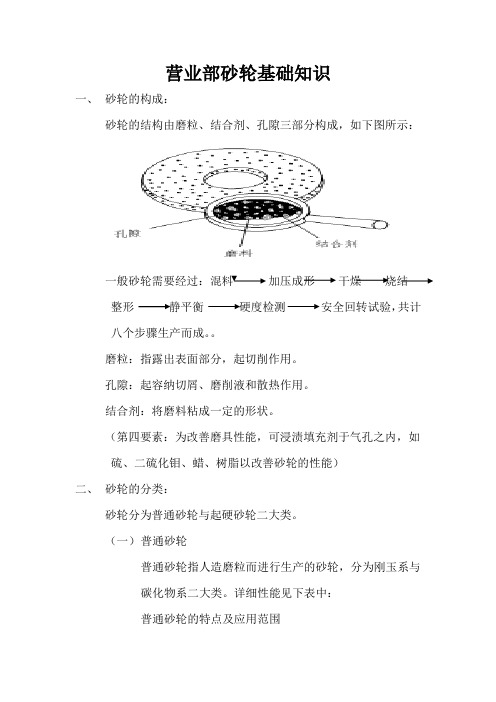
营业部砂轮基础知识一、砂轮的构成:砂轮的结构由磨粒、结合剂、孔隙三部分构成,如下图所示:一般砂轮需要经过:混料加压成形干燥烧结整形静平衡硬度检测安全回转试验,共计八个步骤生产而成。
磨粒:指露出表面部分,起切削作用。
孔隙:起容纳切屑、磨削液和散热作用。
结合剂:将磨料粘成一定的形状。
(第四要素:为改善磨具性能,可浸渍填充剂于气孔之内,如硫、二硫化钼、蜡、树脂以改善砂轮的性能)二、砂轮的分类:砂轮分为普通砂轮与起硬砂轮二大类。
(一)普通砂轮普通砂轮指人造磨粒而进行生产的砂轮,分为刚玉系与碳化物系二大类。
详细性能见下表中:普通砂轮的特点及应用范围从上表可知,磨削抗张强度高的材料,选用韧性较大的刚玉砂轮,磨削抗张强度低的材料时,选用脆性较大而硬度高的碳化物类砂轮。
棕刚玉、白刚玉、碳化硅磨料牌号如下表:(二)普通磨料粒度粒度表示磨粒颗粒的大小。
粒度有二种表示方法:筛分法、光电沉降仪法(或称沉降管粒度仪法)。
筛分法是以网筛孔尺寸来表示。
微粉是以沉降时间来测定。
粗磨粒按GB/T2481-1998规定分F4~F220共26个号,粒度号越小,磨粒越粗。
微粉规定分F240~F1200共11个号,粒度号越大,磨粒相应也越细。
磨料粒度(GB/T2481.1-1998)微粉粒度号粒度的选择:(1)加工精度要求高时,选用较细的粒度。
(2)当磨具和工件接触面积大,或磨削深度较大时,应选用粗粒度磨具。
(3)粗磨时粒度比精磨时粗。
(4)切断和磨沟工序,应选用粗粒度、组织疏松、硬度较高的砂轮。
(5)磨削软金属或韧性金属时,砂轮表面易被切屑堵塞,所以应选用粒度粗的砂轮。
磨硬度高的材料用粗的。
(6)成型磨削时,用细粒度。
(7)高速磨削,粒度比普通磨削时偏细1~2个粒度号。
不同粒度磨具应用范围参考表(三)普通磨具结合剂结合剂是把磨粒进行粘结在一起,形成砂轮,常用的结合剂见下表。
普通磨具结合剂代号性能及使用范围(四)普通磨具硬度砂轮的硬度指砂轮上磨粒在切削力作用下,从结合剂中脱落的难易程度。
砂轮种类与用途

24.10.2023
22
【粒度與表面粗糙度關係】
24.10.2023
23
【粒度與表面粗糙度關係】
24.10.2023
24
【刀刃離隙面表面粗糙度實驗】
設定條件為外徑大小、離隙角度、 切深為定值,以砂輪粒度、切線速 度、及進給速率等三因子,在各磨 削條件範圍內,各取高、中、低三 個水準,量測各研磨面之粗糙度。
自生做用
當磨料顆粒磨鈍時,因不斷崩裂 ,而產生新刃乃至失去作用而脫 落,從而又露出新磨料。
29
24.10.2023
【結合度】
結合度影響
結合度太軟時磨粒未作研磨即易 脫落;太硬時磨粒磨鈍後,不即 時脫落導致砂輪外緣鈍化平滑易 使工作物燒損。
結合度標示
一般以英文字母A表示最軟,順序 至Z表示最硬。
30
依磨削目的分類
精密模削用砂輪:砂輪之磨料破碎性良好、質脆者 粗磨削用砂輪:砂輪之磨料破碎性較差者
24.10.2023
45
【砂輪之分類及其規格】
依加工方式分類
表面磨削用砂輪:平面、圓柱、內徑、曲面、之工 件磨削。 切割用砂輪:工件材料之切鋸下料者。 刀具磨削用砂輪:磨削各種刀具之砂輪者。 排障磨削用砂輪:無需特別注意精度,如澆口加工、 工件倒角用砂輪。
24.10.2023
27
【刀刃離隙面表面粗糙度實驗】
進給速率對離隙面表面粗糙度影響:
當進給速率愈慢時,所得到之表面粗糙度會愈好。 當使用的砂輪粒度較粗時,要得到較好的研磨表面粗 糙度,可以選擇較高磨削速度與較低的進給速率。
24.10.2023
28
24.10.2023
【結合度】
結合度定義
表示砂輪保持磨料的能力或稱砂 輪的結合強度,又稱為硬度。亦 指砂輪在研磨時能夠抵抗磨料顆 粒從砂輪上撕裂的壓縮力、剪斷 力、和衝擊力的強弱程度。
认 识 砂 轮

机械制造基础
16
知识拓展——刨刀、插刀和拉刀
3.拉刀 如下图所示,拉刀是多齿刀具。拉削时,利用拉刀上相邻刀齿的尺寸变化来切除加工余量,使被加工表 面一次成形,因此在拉床上只有主运动,无进给运动,进给量是由拉刀的齿升量来实现的。拉刀能加工各种 形状贯通的内、外表面,生产率高,使用寿命长;但制造复杂,主要用于成批、大量生产中。
40~28 28~20
20~14 14~10
10~7 5~3.5
适用范围
珩磨、研磨
研磨、超精加工 研磨、超精加工、
镜面磨削
6
一、砂轮的特性
3.结合剂
结合剂的作用是将磨粒黏合起来,使之形成砂轮。结合剂的特性在很大程度上决定了砂轮的强
度、抗冲击性、耐热性及耐蚀性等重要指标。常用结合剂的名称、代号、性能和适用范围如下表所示。
和韧性及良好的耐热性。常用的磨料有刚玉类、碳化硅类和高硬度磨料类。按其纯度和添加元素的不同, 每一类又可分为不同的种类。常用磨料的名称、代号、主要性能和适用范围如下表所示。
磨料名称
刚玉类
棕刚玉 白刚玉
碳化硅类
黑碳化硅 绿碳化硅
代号 A WA C GC
主要成分 Al2O3 95% TiO22%~3% Al2O3 99%
机械制造基础
磨具是指以磨料为主制成的切削工具,
如砂轮、油石和砂带等,其中以砂轮应用最广 。砂轮是指由一定比例的磨料和结合剂经压制 和烧结而成的一种磨具。
2
一、砂轮的特性
砂轮的特性主要由磨料、粒度、结合剂、硬度、组织和砂轮形状6个参数决定。
1.磨料
磨料是制作砂轮的主要原料,直接担负着磨削工作。因此,磨料应具有很高的硬度、一定的强度
5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6
(1)磨料及其选择 磨料是制造砂轮的主要原料,它担负着切削工作。 因此,磨料必须锋利,并具备高的硬度、良好的耐 热性和一定的韧性。常用磨料的名称、代号、特性 和用途见表1 。
表1 常用磨料
© 2010, Belton Technology Group. All rights reserved.
7
© 2010, Belton Technology Group. All rights reserved.
4
二.分类
砂轮种类繁多,按所用磨料可分为普通磨料(刚玉和碳化 硅等)砂轮和天然磨料超硬磨料和(金刚石和立方氮化硼等) 砂轮;按形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形 砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、 橡胶砂轮、金属砂轮等。砂轮的特性参数主要有磨料、粘度、 硬度、结合剂、形状、尺寸等。
表 6砂轮组织分类
© 2010, Belton Technology Group. All rights reserved.
13
(6)形状尺寸及其选择
根据机床结构与磨削加工的需要,砂轮制成各种形状与尺寸。 砂轮的外径应尽可能选得大些,以提高砂轮的圆周速度,这样 对提高磨削加工生产率与表面粗糙度有利。此外,在机床刚度 及功率许可的条件下,如选用宽度较大的砂轮,同样能收到提 高生产率和降低粗糙度的效果,但是在磨削热敏性高的材料时, 为避免工件表面的烧伤和产生裂纹,砂轮宽度应适当减小。
望还锋利的磨粒不要太早脱落,也不要磨钝了还不脱落。
表5 常用砂轮硬度等级
注:括号内的代号是旧标准代号;超软,超硬未列入;表中 1 , 2 , 3 表示硬度递增的顺序。
© 2010, Belton Technology Group. All rights reserved.
11
选择砂轮硬度的一般原则是:加工软金属时,为了使磨料不致过早 脱落,则选用硬砂轮。加工硬金属时,为了能及时的使磨钝的磨粒脱 落,从而露出具有尖锐棱角的新磨粒(即自锐性),选用软砂轮。前 者是因为在磨削软材料时,砂轮的工作磨粒磨损很慢,不需要太早的 脱离;后者是因为在磨削硬材料时,砂轮的工作磨粒磨损较快,需要 较快的更新。 精磨时,为了保证磨削精度和粗糙度,应选用稍硬 的砂轮。工件材料的导热性差,易产生烧伤和裂纹时(如磨硬质合金 等),选用的砂轮应软一些。
表2 磨料粒度号及其颗粒尺寸
© 2010, Belton Technology Group. All rights reserved.
8
磨料粒度的选择,主要与加工表面粗糙度和生产率有关 。 粗磨时,磨削余量大,要求的表面粗糙度值较大,应选用 较粗的磨粒。因为磨粒粗、气孔大,磨削深度可较大,砂 轮不易堵塞和发热。精磨时,余量较小,要求粗糙度值较 低,可选取较细磨粒。一般来说,磨粒愈细,磨削表面粗 糙度愈好。
© 2010, Belton Technology Group. All rights reserved.
5
三.砂轮的属性
砂轮是用磨料和结合剂等制成的中央有通孔的圆形固 结磨具。
砂轮的特性由磨料、粒度、硬度、结合剂、形状及尺 寸等因素来决定,现分别介绍如下。
© 2010, Belton Technology Group. All rights reserved.
© 2010, Belton Technology Group. All rights reserved.
12
(5)组织
砂轮的组织是指组成砂轮的磨粒、结合剂、气孔三部分体 积的比例关系。通常以磨粒所占砂轮体积的百分比来分级。 砂轮有三种组织状态:紧密、中等、疏松;细分成 0-14号间, 共15级。组织号越小,磨粒所占比例越大,砂轮越紧密;反 之,组织号越大,磨粒比例越小,砂轮越疏松,见表6
1
砂轮种类与性能介绍
--刀具制造部
培训讲师:王昌遇
OCT-2010
© 2010, Belton Technology Group. All rights reserved. © 2010, Belton Technology Group. All rights reserved.
目录:
1. 概况 2. 砂轮的分类 3. 砂轮的属性 4. 注意事项
(2)粒度及其选择
粒度是指磨料颗粒尺寸的大小。粒度分为磨粒和微粉两类。对于颗 粒尺寸大于 40μm的磨料,称为磨粒。用筛选法分级,粒度号以磨粒 通过的筛网上每英寸长度内的孔眼数来表示。如60 # 的磨粒表示其 大小刚好能通过每英寸长度上有60孔眼的筛网。对于颗粒尺寸小于 40μm的磨料,称为微粉。用显微测量法分级,用W和后面的数字表 示粒度号,其W后的数值代表微粉的实际尺寸。如W20表示微粉的实 际尺寸为20μm。各种粒度号的磨粒尺寸见表2 。
2
© 2010, Belton Technology Group. All rights reserved.
3
一.概况
砂轮是磨削加工中最主要的一类磨具。砂轮 是在磨料中加入结合剂,经压坯、干燥和焙烧而 制成的多孔体。由于磨料、结合剂及制造工艺不 同,砂轮的特性差别很大,因此对磨削的加工质 量、生产率和经济性有着重要影响。砂轮的特性 主要是由磨料、粒度、结合剂、硬度、组织、形 状和尺寸等因素决定。
表3不同粒度砂轮的使用范围
© 2010, Belton Technology Group. All rights reserved.
9
(3)结合剂及其选择
砂轮中用以粘结磨料的物质称结合剂。砂轮的强度、抗冲击性、 耐热性及抗腐蚀能力主要决定于结合剂的性能。常用的结合剂种类、 性能及用途见表4 。
表4 常用结合剂
© 2010, Belton Technology Group. All rights reserved.
ቤተ መጻሕፍቲ ባይዱ
10
(4)硬度及其选择
砂轮的硬度是指砂轮表面上的磨粒在磨削力作用下脱落的难易 程度。砂轮的硬度软,表示砂轮的磨粒容易脱落,砂轮的硬度硬, 表示磨粒较难脱落。砂轮的硬度和磨料的硬度是两个不同的概念。 同一种磨料可以做成不同硬度的砂轮,它主要决定于结合剂的性 能、数量以及砂轮制造的工艺。磨削与切削的显著差别是砂轮具 有“自锐性”,选择砂轮的硬度,实际上就是选择砂轮的自锐性,希