公差教案 尺寸公差
公差教案 尺寸公差
公差教案尺寸公差【课题】尺寸公差【教学目标】知识目标: 1. 尺寸公差2.有关公差的计算3尺寸公差带图解能力目标: 1. 理解有关的概念2.会计算有关数据情感目标: 使学生养成认真. 严谨的学习习惯【教学重点】1. 尺寸公差2. 公差带图的画法【教学难点】公差带图的画法【教学方法】项目引导教学法【学法指导】合作探究学习法【教学用具】多媒体、课件、【教学课时】一课时【作业总结】总结上节课学生作业完成情况【教学过程】【知识回顾】上、下偏差的概念,上偏差是最大极限尺寸减去基本尺寸所得的代数差。
下偏差是最小极限尺寸减去基本尺寸所得的代数差。
【讲授新课】导入:为了限制尺寸偏差,我们规定了尺寸公差。
【项目一】尺寸公差,Th ~Ts ,允许尺寸的变动量称为公差。
孔公差用T h 表示;轴公差用T s 表示。
公差是用以限制误差的,工件的误差在公差范围内即为合格;反之,则不合格。
【项目二】公差计算公式:孔公差 Th =D max -D min =ES-EI轴公差 Ts =d max -d min =es-ei注意:公差与偏差是有区别的,偏差是代数值,有正负号,也可能为零;而公差是绝对值,没有正负之分,计算时不能加正负号,且不能为零。
,0.220,60mm例1—2 求孔的尺寸公差。
,0.100解 Dmax=D+ES=60mm+0.220mm=60.220mmDmin=D+EI=60mm+0.100mm=60.100mm60.220,60.100,0.120mm T,D,D,hmaxmin,0.220,0.100,0.120mmT,ES,EI,或: h,0.020例1—3 求轴的尺寸公差。
,120mm,0.015解 dmax=d+es=120+0.020=120.020mmdmin==d+ei=120+(,0.015)=119.985mm120.020,119.985,0.035mmT,d,d, smaxmin或 T,es,ei,,0.220,0.100,0.120mms【项目三】尺寸公差带图解公差带图解的定义由于公差和偏差的数值比基本尺寸数值小得多,不能用同一比例表示,因此可只将公差值按规定放大画出,这种图称为极限与配合图解,也称公差带图解。
公差教案-------尺寸公差
或:例1—3 求轴的尺寸公差。
解dmax=d+es=120+=|dmin==d+ei=120+(-=或【项目三】尺寸公差带图解公差带图解的定义由于公差和偏差的数值比基本尺寸数值小得多,不能用同一比例表示,因此可只将公差值按规定放大画出,这种图称为极限与配合图解,也称公差带图解。
尺寸公差带和零线尺寸公差带:由代表上偏差和下偏差或最大极限尺寸和最小极限尺寸的两条直线所限定的一个区域,称为尺寸公差带。
如图所示。
"=-=EIESThmm120.0100.0220.0=-+mm020.0015.0120+-φ=-=minmaxddTsmm035.0985.119020.120=-=-=eiesTsmm120.0100.0220.0=-+零线:为确定极限偏差的一条基准线,是偏差的起始线,零线上方表示正偏差;零线下方表示负偏差。
~【课堂小结】1)公差带的定义:是指在公差带图解中,由代表上偏差和下偏差或最大极限尺寸和最小极限尺寸的两条直线所限定的一个区域。
2)公差带的确定要素:公差带的大小 公差带的位置3)轴、孔的公差带画法:为了区别,一般在同一图中,孔和轴的公差带的剖面线的方向应该相反,且疏密程度不同。
上偏差 下偏差 零线 ` 基本尺寸 下偏差 上偏差下偏差 上偏差。
机械基础教材第四章误差与公差知识教案

第四章误差与公差4.1极限与配合【章节名称】极限与配合【教学目标与要求】一、知识目标1.了解极限与配合的含义。
2.熟悉公称尺寸、实际尺寸、极限尺寸、上下极限偏差、实际偏差、公差、标准公差、基本偏差、配合精度和配合等概念的含义。
二、能力目标会读懂零件图样中上下极限偏差、配合精度与配合种类。
三、素质目标1.了解零件加工中合格产品的尺寸范围要求。
2.了解零件互换性与标准化的重要性。
四、教学要求1.了解极限与配合的概念;2.能读懂零件图样中极限与配合标注的含义。
【教学重点】读懂零件图样中极限与配合的标注。
【难点分析】概念名词多,与生产实际联系多。
讲课时要由浅入深、联系生活生产实际。
【教学方法】讲课时注意联系学生所能接触到的实际。
【教学资源】机械基础在线开放课程.“中国职教MOOC”频道,高等教育出版社。
【教学安排】6学时(270分钟)【教学方法】:讲授与互动交叉进行、讲授中穿插练习与设问。
【教学过程】一、导入新课某个生活用品坏了,可以到商店买个同型号的换上。
而新零件必需具备互换性才能正常使用。
这就要求零件的生产必需达到标准化的技术要求,才能有互换性。
它必需满足零件的极限与配合的技术要求,这是本节课所讲的内容。
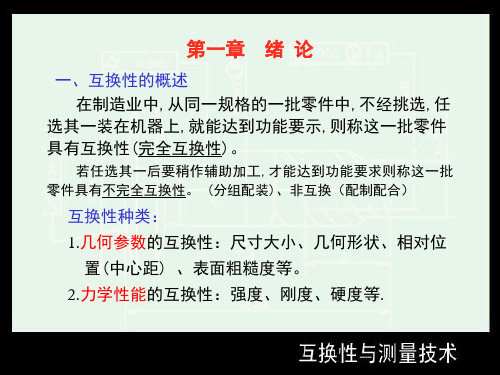
二、新课教学(一)互换性与标准化1.完全互换与不完全互换完全互换指新零件在装配或更换时不需要挑选或修配就能使用。
不完全互换指新零件在装配或更换时需要作微小的挑选或修配才能使用。
互换性是大规模生产的前提,是提高经济效益基础。
2.标准化标准化是实现互换性生产的前提,是对生产实施标准化鉴督、管理,和惯彻技术标准的过程。
标准分国家标准(代号GB)-最低标准,行业标准和企业标准-最高标准。
(二)尺寸精度1.孔和轴孔圆柱形内表面。
轴圆柱形外表面。
2.尺寸公称尺寸设计尺寸。
实际尺寸实际测量获得的尺寸。
极限尺寸加工中允许的两个极限尺寸。
3.偏差、公差和公差带(1)偏差分上、下极限偏差和实际偏差上极限偏差上极限尺寸减去公称尺寸所得的代数差。
公差教案12
二、标准 标准:是指在一定范围内作为共同遵守的准则。 标准化:是指在制订标准、组织实施标准和对标准实施进
行监督的社会活动的全过程。 公差与配合标准的发展
二十世纪初由英、美、德、法、瑞士等国开始制订公差标准 企业标准--国家标准--国际标准
国家计量局----1955年成立,各省、市、县一般都设 有计量局、产品质量检验所等单位,负责标准化工作、技 术仲裁等指导。
f10一定范围内,而且不影响功
1000.005
1000.05
能要求即可。如f10±0.05。这 一尺寸变动范围即公差。
精度高
“相对”
精度低 实际上,具有互换性的零件其 几何参数并不要求完全一致。
加工精度的提高与检测技术水平的提高是相互依 赖,相互促进的。
公差与误差 公差:允许尺寸的变动全量。误差:实际值与真值之差。
尺寸链等。
三、测量技术与加工精度
测量技术 在制造行业中(包括机构制造)普遍存在,
测量技术包括很多类型和项目,本课程主要涉及机械
几何参数的测量。
加工过程(测量过程等)不可
加工精度(即加工水平)
避免要存在误差,如要求加工 一直径为绝对f10的轴,实际上
是不可能的。
如加工某尺寸:
设计过程中,只要保持直径在
计量检测技术发展简介 1、计量单位:
1791法国(公制):以米为单位。 1米:通过巴黎的地球子午线的四千万分之一。
1983国际计量大会以光速定义米: 1米:光在真空中于1/299792458秒时间间隔内行程的
长度。
2、计量器具: a、精度: 1926~1969:Zeiss小型工具显微镜 0.01mm~0.01um 1985:隧道显微镜 0.01nm 可测原子或分子的尺寸或形貌 b、范围:二维→三维。 三坐标测量仪、三维扫描、全息摄影 c、尺寸:小到nm级、大到飞机的机架。 d、种类:通用量仪:显微镜(万工显、干涉显、测量显、工具显) 三坐标测量仪 专用量仪(圆度仪、单啮仪、气动量仪、电感测 2.力学性能的互换性:强度、刚度、硬度等.
公差教案

教学计划)由于任意方向直线度的公差值是圆柱形公差带的直径值,因此,标柱时必须、线轮廓度)基准体系3.3.2.2定向误差及其评定位置公差示例及其公差带及其公差带定义定向公差用来控制面对面、面对线、线对面和线对线的平行度误差。
包括:∥⊥∠1.2线对面1.3面对线1.4线对线.垂直度公差.倾斜度公差同轴度公差带为直径为φt、且轴线与基准轴线重合的圆柱面内的区域.对称度对称度公差带是距离为公差值,中心平面(或中心线、轴线)与基准中心要素(中心平面、中心线或轴线)重合的两平行平面(或两平行直线)之间的区域。
线的位置度任意方向上的线的位置度公差带是直径为公差值φt,轴线在线的理想位置上的圆柱面内的区域跳动公差.圆跳动圆跳动公差是关联实际被测要素对理想圆的允许变动量,其理想圆的圆心在基准轴线上。
斜向圆跳动斜向圆跳动公差带是在以基准轴线为轴线的任一测量圆锥面上,向宽度为圆跳动公差值t的圆锥面区域。
.全跳动全跳动公差是关联实际被测要素对理想回转面的允许变动量。
径向全跳动端面全跳动端面全跳动公差带是距离为全跳动公差值t、且与基准轴线垂直的两平行平面之间的区域。
单一要素体内作用尺寸关联要素体内作用尺寸对于被测实际轴,d fe≥d fi;而对于被测实际孔,实体状态最大实体状态(MMC) 实际要素在给定长度上处处位于极限尺寸之内,并采用包容要求的合格条件为:体外作用尺寸不得超过最大实体尺寸,局部实际尺寸不得超过最小实体尺寸。
轴dfe≤dM =dmax da≥孔Dfe≥DM=Dmin D a≤DL最大实体要求(MMR)最大实体要求适用于中心要素,是控制被测要素的实际轮廓处于最大实体实当轴的实际尺寸偏离最大实体状态时,其轴线允许的直线度误差可相应地增大。
当该轴处于最大实体状态时,其轴线的直线度公差为最大实体要求应用于被测要素合格条件孔或轴的体外作用尺寸不允许超过最大实体实效尺寸,局部实际尺寸不超出极限最大实体要求是从装配互换性基础上建立起来的,主要应用在要求装配互换性的场合。
公差配合与技术测量教案

公差配合与技术测量教案第一章:概述1.1 课程介绍本课程旨在让学生了解和掌握公差配合与技术测量的基础知识,培养学生进行尺寸控制和质量检测的能力。
1.2 教学目标(1)理解公差配合的基本概念;(2)掌握尺寸公差、形状公差和位置公差的概念及分类;(3)了解技术测量的基本原理和方法。
1.3 教学内容(1)公差配合的基本概念;(2)尺寸公差、形状公差和位置公差的概念及分类;(3)技术测量的基本原理和方法。
第二章:尺寸公差2.1 教学目标(1)掌握尺寸公差的基本概念;(2)了解尺寸公差的标注方法和限制;(3)熟悉尺寸公差在实际工程中的应用。
2.2 教学内容(1)尺寸公差的基本概念;(2)尺寸公差的标注方法;(3)尺寸公差的限制;(4)尺寸公差在实际工程中的应用。
第三章:形状公差3.1 教学目标(1)掌握形状公差的基本概念;(2)了解形状公差的分类及标注方法;(3)熟悉形状公差在机械加工中的应用。
3.2 教学内容(1)形状公差的基本概念;(2)形状公差的分类及标注方法;(3)形状公差在机械加工中的应用。
第四章:位置公差4.1 教学目标(1)掌握位置公差的基本概念;(2)了解位置公差的分类及标注方法;(3)熟悉位置公差在机械加工中的应用。
4.2 教学内容(1)位置公差的基本概念;(2)位置公差的分类及标注方法;(3)位置公差在机械加工中的应用。
第五章:技术测量5.1 教学目标(1)掌握技术测量的基本原理;(2)了解常用测量工具及使用方法;(3)熟悉测量误差及减小方法。
5.2 教学内容(1)技术测量的基本原理;(2)常用测量工具及使用方法;(3)测量误差及减小方法。
第六章:公差配合在工程中的应用6.1 教学目标(1)理解公差配合在工程中的重要性;(2)掌握公差配合在设计、生产和使用过程中的应用;(3)了解公差配合在提高产品质量和降低成本中的作用。
6.2 教学内容(1)公差配合在工程中的重要性;(2)公差配合在设计、生产和使用过程中的应用;(3)公差配合在提高产品质量和降低成本中的作用。
公差教案第一章

第一章光滑圆柱结合的公差与配合教学目的和要求:本模块教学的根本目的在于使学生能看懂图纸上标注的公差配合要求,学会有关表格的查阅.为此提出如下要求:1.熟悉基本术语和定义,掌握有关尺寸偏差、尺寸公差的概念及其与极限尺寸的关系、配合的概念及其配合的种类、盈隙量的计算;2. 掌握尺寸公差带的组成要素(标准公差、其本偏差)和正确应用;3. 掌握极限与配合标准的基本规定;4. 学会公差配合在图纸上的标注方法和会查阅有关表格。
§1-1基本术语及定义课时:2课时教学目的和要求:掌握有关尺寸、公差的术语及定义,学会有关尺寸及偏差计算,能绘制尺寸公差带图。
教学重点及难点:尺寸、公差、偏差概念,尺寸公差带图的作法教学内容:一、孔和轴①孔——指工件的圆柱形内表面,也包括非圆柱形内表面(由二平行平面或切面形成的包容面)②轴——指工件的圆柱形外表面,也包括非圆柱形外表面(由二平行面或切面形成的被包容面)二、尺寸的术语和定义1、尺寸①定义用特定单位表示长度值的数字称为尺寸。
②内容尺寸指的是长度的值,由数字和特定单位两部分组成包括长度,宽度和中心距等。
2、基本尺寸(D,d)①定义:标准规定,设计时给定的尺寸称为基本尺寸。
孔的基本尺寸用“D”表示,轴的基本尺寸用“d”表示,后同。
图1-1 车床主轴箱中间轴装配图和零件图a) 装配图b)中间轴零件图c)齿轮衬套零件图作用:减少定值刀具,量具,型材和零件尺寸的规格,(图1-1)3、实际尺寸(Da,da)定义通过测量获得的尺寸。
由于存在测量误差,实际尺寸并非尺寸的真值。
图1-2 实际尺寸实际尺寸包括零件毛坯的实际尺寸,零件加工过程中工序间的实际尺寸和零件制成后的实际尺寸。
4、极限尺寸①定义允许尺寸变化的两个界限值,统称为极限尺寸。
最大极限尺寸:一个孔或轴允许的最大尺寸称为最大极限尺寸(Dmax,dmax)。
最小极限尺寸:一个孔或轴允许的最小尺寸称为最小极限尺寸(Dmin,dmin)。
尺寸偏差教案

XX中职学校第二学年上学期(2)极限偏差定义极限尺寸减其基本尺寸所得的代数差称为极限偏差。
由于极限尺寸有最大极限尺寸和最小极限尺寸之分,极限偏差又可分为上偏差和下偏差。
上偏差=最大极限尺寸-基本尺寸教学内容ES=D -Des=d -d下偏差=最小极限尺寸-基本尺寸EI=D -D积极调动minei=d . —d课堂气氛,提示重难课程极限偏差的标注:点。
在讲例题前先让学讲在实际生产中,一般在图样上只标注基本尺寸和极生自己思考授限偏差。
标注形式为:解答,教学中多采用问答法,引导基本尺寸上偏差下偏差教学法,和任务驱动法教学。
1.当偏差为零时必须在相应位置标注“0”,不能省略;2.偏差值除零外,前面必须标有正或负号。
上偏差总是大于下偏差。
如“ 40 +0.025 、@ 50 -0.009、@ 50 +0. 009 ;—0.02 —0.025 03.若上、下偏差数值相等而符号相反,可简化标注:“40±0.1。
偏差强调:①差可以为正值、负值、零值。
②计算时应注意偏差的正,负符号,应一起代到计算式中运算。
③上、下偏差在图纸上的标注为:三水・..一二:^省略;当偏差数值相同,符号相反时,可简化标注, 如 @30±0.01mm。
④偏差的五种类型:a 、上正下正;b 、上负下负;c 、上正下负;d 、上正下零;e 、上零下负。
(3)实际偏差定义:实际尺寸减其基本尺寸所得的代数差称为实际 偏差。
实际偏差=实际尺寸-基本尺寸孑L : Ea=Da — D 轴:ea=da —d零件合格条件:孔:EIWEaWES 轴:eiWeaWes 因此,合格零件的实际偏差应在上、下偏差之间。
(4)尺寸偏差计算举例例1-1 设计一根轴,其直径的基本尺寸为“50mm, 最大极限尺寸为“ 50.11mm,最小极限尺寸为“ 49.92mm, 求轴的上偏差、下偏差。
并标注极限尺寸。
解:轴的上偏差 es=d m —d=50.11 — 50= + 0.11mm 轴的下偏差 ei=d m in—d=49.92 — 60=-0.02mm 该极限偏差尺寸的标注为:450 -o.il —U.U2 例1-2 已知某孔基本尺寸为“ 60mm,最大极限为“ 60.48mm,最小极限尺寸为“60.09mm,实际尺寸为50.23, 试求上偏差、下偏差和实际偏差各为多少?并判断该孔尺 寸是否合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【课题】尺寸公差
【教学目标】
知识目标: 1. 尺寸公差
2.有关公差的计算
3尺寸公差带图解
能力目标: 1. 理解有关的概念
2.会计算有关数据
情感目标:使学生养成认真. 严谨的学习习惯【教学重点】
1. 尺寸公差
2. 公差带图的画法
【教学难点】公差带图的画法
【教学方法】项目引导教学法
【学法指导】合作探究学习法
【教学用具】多媒体、课件、
【教学课时】一课时
【作业总结】总结上节课学生作业完成情况
【教学过程】
【知识回顾】
上、下偏差的概念?
上偏差是最大极限尺寸减去基本尺寸所得的代数差。
下偏差是最小极限尺寸减去基本尺寸所得的代数差。
【讲授新课】
导入:为了限制尺寸偏差,我们规定了尺寸公差。
【项目一】 尺寸公差(Th ,Ts )
允许尺寸的变动量称为公差。
孔公差用T h 表示;轴公差用T s 表示。
公差是用以限制误差的,工件的误差在公差范围内即为合格;反之,则不合格。
【项目二】 公差计算公式:
孔公差 Th =D max -D min =ES-EI
轴公差 Ts =d max -d min =es-ei
注意:公差与偏差是有区别的,偏差是代数值,有正负号,也可能为零;而公差是绝对值,没有正负之分,计算时不能加正负号,且不能为零。
例1—2 求孔 的尺寸公差。
解 Dmax=D+ES=60mm+0.220mm=60.220mm
Dmin=D+EI=60mm+0.100mm=60.100mm
或: mm
220.0100.060++φ=-=min max D D T h mm
120.0100.60220.60=-=
-=EI ES T h mm 120.0100.0220.0=-+
例1—3 求轴 的尺寸公差。
解 dmax=d+es=120+0.020=120.020mm
dmin==d+ei=120+(-0.015)=119.985mm
或 【项目三】尺寸公差带图解
公差带图解的定义 由于公差和偏差的数值比基本尺寸数值小得多,不能用同一比例表示,因此可只将公差值按规定放大画出,这种图称为极限与配合图解,也称公差带图解。
尺寸公差带和零线
尺寸公差带:由代表上偏差和下偏差或最大极限尺寸和最小极限尺寸的两条直线所限定的一个区域,称为尺寸公差带。
如图所示。
零线:为确定极限偏差的一条基准线,是偏差的起始线,零线上方表示正偏差;零线下方表示负偏差。
mm
020.0015.0120+
-φ=-=min max d d T s mm 035.0985.119020.120=-=-=ei es T s mm
120.0100.0220.0=-+
【课堂小结】 1)公差带的定义:是指在公差带图解中,由代表上偏差和下偏差或最大极限尺寸和最小极限尺寸的两条直线所限定的一个区域。
2)公差带的确定要素:公差带的大小 公差带的位置
3)轴、孔的公差带画法:为了区别,一般在同一图中,孔和轴的公差带的剖面线的方向应该相反,且疏密程度不同。
【课后作业】P26:1、2、3
上偏差 下偏差 零线 基本尺寸 下偏差 上偏差 下偏差
上偏差。