OEE数据记录分析表格式
合集下载
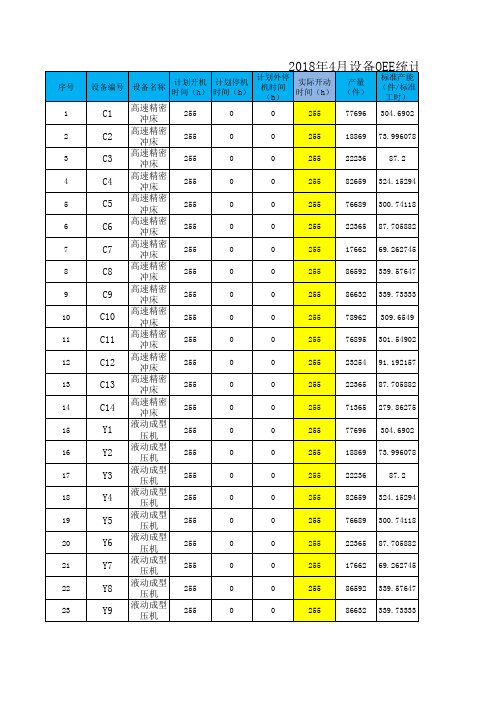
设备OEE统计表
25236
3
100.00% 88.11% 99.99% 88.10%
85659
2
100.00% 96.50% 100.00% 96.50%
79689
3
100.00% 96.24% 100.00% 96.23%
25365
2
100.00% 88.17% 99.99% 88.16%
20662
2
100.00% 85.48% 99.99% 85.47%
17
Y3
液动成型 压机
255
0
0
255
22236
87.2
18
Y4
液动成型 压机
255
0
0
255
82659 324.15294
19
Y5
液动成型 压机
255
0
0
255
76689 300.74118
20
Y6
液动成型 压机
255
0
0
255
22365 87.705882
21
Y7
液动成型 压机
255
0
0
255
17662 69.262745
负荷时间:设备应该正常运转的时间,等于总投入时间(指出勤时间)-计划停机时间(如早会、休息等)。
停机时间:指计
备OEE统计表QR13-06
理论产量 不良数
件
(件)
时间开动 性能开动 率(%) 率(%)
良品率 (%)
OEE(%)
备注
80696
0
100.00% 96.28% 100.00% 96.28%
255
78962 309.6549
经典实用的OEE统计报表
LO0G.47O
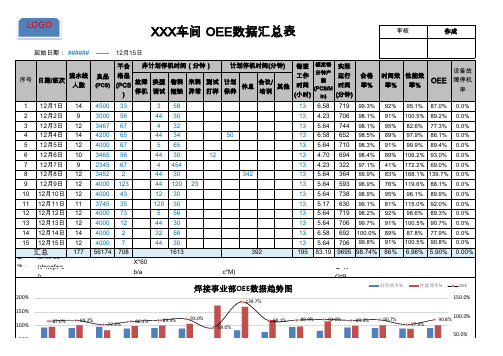
XXX车间 OEE数据汇总表
审核
作成
起始日期: ###### —— 12月15日
流水线 序号 日期/班次
人数
良品
(PCS)
不合 非计划停机时间(分钟)
格品 (PCS 故障 换型 物料 来料 测试
) 停机 调试 短缺 异常 打样
计划停机间(分钟) 每班 额定每 实际
工作 分钟产 运行
8 12月8日 12 3452 2
44 30
342
13 5.64 364 99.9% 83% 168.1% 139.7% 0.0%
9 12月9日 12 4000 123
44 120 23
13 5.64 593 96.9% 76% 119.6% 88.1% 0.0%
10 12月10日 12 4000 43
0%
0.0%
12月1日 12月2日 12月3日 12月4日 12月5日 12月6日 12月7日 12月8日 12月9日 12月10日 12月11日 12月12日 12月13日 12月14日 12月15日
注: (Nd=+Me+/[fX+*g6
0-
200%
4000 7
44 30
56174 708 R=d/[
1613
XO*=610-
b/a
13
392
195
P=a/(
c*M)
焊接事业部OEE数据趋势图
139.7%
5.64 706 99.8% 91% 100.5% 90.8% 0.0% 83.19 9695 98.74% 86% 6.96% 5.90% 0.00%
13 4.23 706 98.1% 91% 100.5% 89.2% 0.0%
XXX车间 OEE数据汇总表
审核
作成
起始日期: ###### —— 12月15日
流水线 序号 日期/班次
人数
良品
(PCS)
不合 非计划停机时间(分钟)
格品 (PCS 故障 换型 物料 来料 测试
) 停机 调试 短缺 异常 打样
计划停机间(分钟) 每班 额定每 实际
工作 分钟产 运行
8 12月8日 12 3452 2
44 30
342
13 5.64 364 99.9% 83% 168.1% 139.7% 0.0%
9 12月9日 12 4000 123
44 120 23
13 5.64 593 96.9% 76% 119.6% 88.1% 0.0%
10 12月10日 12 4000 43
0%
0.0%
12月1日 12月2日 12月3日 12月4日 12月5日 12月6日 12月7日 12月8日 12月9日 12月10日 12月11日 12月12日 12月13日 12月14日 12月15日
注: (Nd=+Me+/[fX+*g6
0-
200%
4000 7
44 30
56174 708 R=d/[
1613
XO*=610-
b/a
13
392
195
P=a/(
c*M)
焊接事业部OEE数据趋势图
139.7%
5.64 706 99.8% 91% 100.5% 90.8% 0.0% 83.19 9695 98.74% 86% 6.96% 5.90% 0.00%
13 4.23 706 98.1% 91% 100.5% 89.2% 0.0%
设备综合效率OEE统计表
设备综合效率(OEE)统计表
设备名称:__________________________________
设备编号:__________________________________
月 份:__________________________________
白 班
08:0009:0010:0011:0012:00
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
设备名称:__________________________________
设备编号:__________________________________
月 份:__________________________________
白 班
08:0009:0010:0011:0012:00
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
OEE数据记录分析表格式
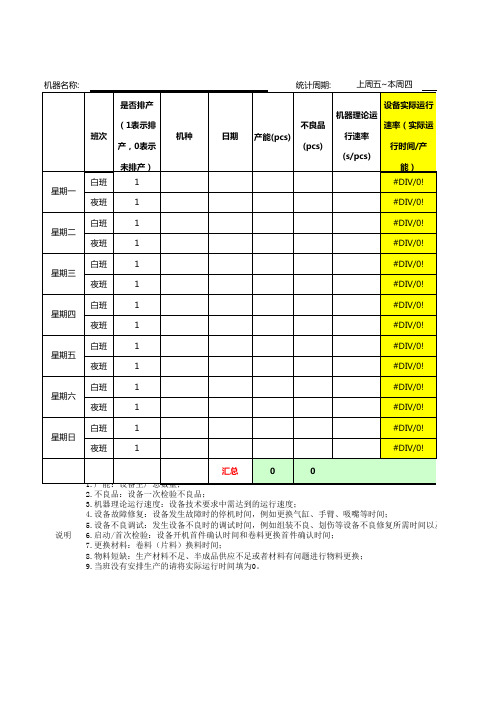
说明2.不良品:设备一次检验不良品;
3.机器理论运行速度:设备技术要求中需达到的运行速度;
4.设备故障修复:设备发生故障时的停机时间,例如更换气缸、手臂、吸嘴等时间;
5.设备不良调试:发生设备不良时的调试时间,例如组装不良、划伤等设备不良修复所需时间以及一些常规报警
6.启动/首次检验:设备开机首件确认时间和卷料更换首件确认时间;
7.更换材料:卷料(片料)换料时间;
8.物料短缺:生产材料不足、半成品供应不足或者材料有问题进行物料更换;
9.当班没有安排生产的请将实际运行时间填为0。
OEE 每周数据汇总表
;
复所需时间以及一些常规报警修复(如真空报警);。
设备综合效率OEE统计表
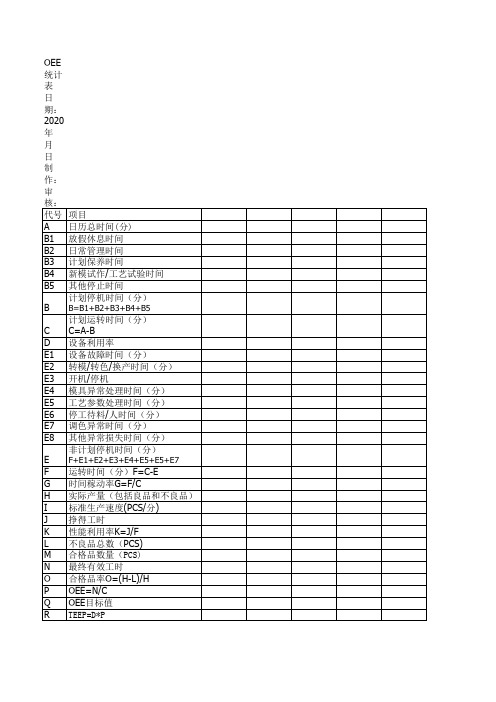
OEE 统计 表 日 期:
2020 年 月 日 制 作: 审 核: 代号 项目 A 日历总时间(分) B1 放假休息时间 B2 日常管理时间 B3 计划保养时间 B4 新模试作/工艺试验时间 B5 其他停止时间
计划停机时间(分) B B=B1+B2+B3+B4+B5
计划运转时间(分)
C C=A-B D 设备利用率 E1 设备故障时间(分) E2 转模/转色/换产时间(分) E3 开机/停机 E4 模具异常处理时间(分) E5 工艺参数处理时间(分) E6 停工待料/人时间(分) E7 调色异常时间(分) E8 其他异常损失时间(分)
P OEE=N/C Q OEE目标值 R TEEP=D*P
合计
ห้องสมุดไป่ตู้
非计划停机时间(分) E F+E1+E2+E3+E4+E5+E5+E7 F 运转时间(分)F=C-E G 时间稼动率G=F/C H 实际产量(包括良品和不良品) I 标准生产速度(PCS/分) J 挣得工时 K 性能利用率K=J/F L 不良品总数(PCS) M 合格品数量(PCS) N 最终有效工时 O 合格品率O=(H-L)/H
2020 年 月 日 制 作: 审 核: 代号 项目 A 日历总时间(分) B1 放假休息时间 B2 日常管理时间 B3 计划保养时间 B4 新模试作/工艺试验时间 B5 其他停止时间
计划停机时间(分) B B=B1+B2+B3+B4+B5
计划运转时间(分)
C C=A-B D 设备利用率 E1 设备故障时间(分) E2 转模/转色/换产时间(分) E3 开机/停机 E4 模具异常处理时间(分) E5 工艺参数处理时间(分) E6 停工待料/人时间(分) E7 调色异常时间(分) E8 其他异常损失时间(分)
P OEE=N/C Q OEE目标值 R TEEP=D*P
合计
ห้องสมุดไป่ตู้
非计划停机时间(分) E F+E1+E2+E3+E4+E5+E5+E7 F 运转时间(分)F=C-E G 时间稼动率G=F/C H 实际产量(包括良品和不良品) I 标准生产速度(PCS/分) J 挣得工时 K 性能利用率K=J/F L 不良品总数(PCS) M 合格品数量(PCS) N 最终有效工时 O 合格品率O=(H-L)/H
OEE统计表

F—设备故障/维修
G—工装故障/维修
E—检验
~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
: : : : : : : : : : : : : : : : : : : 产出 合计
作业内容:A—正常生产 B—更换工装/模具 C—韧磨/更换刀具 D—待料/待单 H—设备更换调试 I—品质异常及处理 J—5S/休息 K—其它(在备注栏注明)
四川绵阳三力股份有限公司
设备综合效率(OEE)统计表
车间: 日期 班次 员工姓名 工段: 产品型号 名称 批次号 计划 数量 设备名称/型号: 工序名称 标准时间 (秒/件) 公司编号: 起止时间 生产 状态 良品 数量 不良 数量 备注
: : : : : : = 时间开动率×性能开动率×合格品率 =合格产品的理论加工总时间÷负荷时间 设备综合效率(OEE)
OEE统计报表(1)
20.00%
30.00%
OEE
40.00%
可用性
平均节拍 0.1min/件
1440
1440
返修 报废 质量问题的停机 质量问题的变慢
质量损失
0.00% 0.00% 0.00% 0.00% 0 100.00% 0.00% 质量
50.00%
100.00%
性能
质量
60.00%
可用性 100%
性能 100%
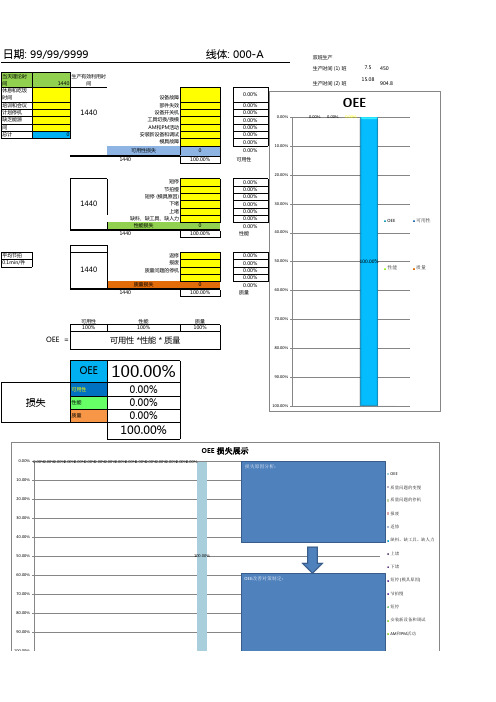
日期: 99/99/9999
当天理论时间 休息和吃饭时间 培训和会议 计划停机 缺乏能源 计划降速时间 总计 1440 生产有效利用时间 设备故障 部件失效 设备开关机 工具切换/换模 AM和PM活动 安装新设备和调试 模具故障 可用性损失 1440 0
线体: 000-A
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 可用性 100.00%
100.00%
损失原因分析:
OEE
10.00% 质量问题的变慢 20.00% 质量问题的停机 报废 30.00% 返修 40.00% 缺料、缺工具、缺人力 上堵 下堵 60.00%
50.00%
100.00%
OEE改善对策制定:
短停 (模具原因) 节拍慢 短停
70.00%
80.00%
安装新设备和调试
90.00%
Байду номын сангаасAM和PM活动
双班生产 生产时间 (1) 班 生产时间 (2) 班 7.5 15.08 450 904.8
1440
0
OEE
0.00% 0.00% 0.00% 0.00% 10.00%
1440
短停 节拍慢 短停 (模具原因) 下堵 上堵 缺料、缺工具、缺人力 性能损失 1440
OEE报表(标准模板)
5 12.00 8.83 8.30 3.17
6 12.00 10.83 10.30 1.17
7 12.00 10.83 10.10 1.17
8 12.00 10.83 10.30 1.17
9 12.00 10.83 10.30 1.17
10 12.00 10.83 10.30 1.17
11 12.00 10.83 8.80 1.17
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
3.10 0.17 0.25 0.50 0.25 0.00
0.20 1.30 1.60
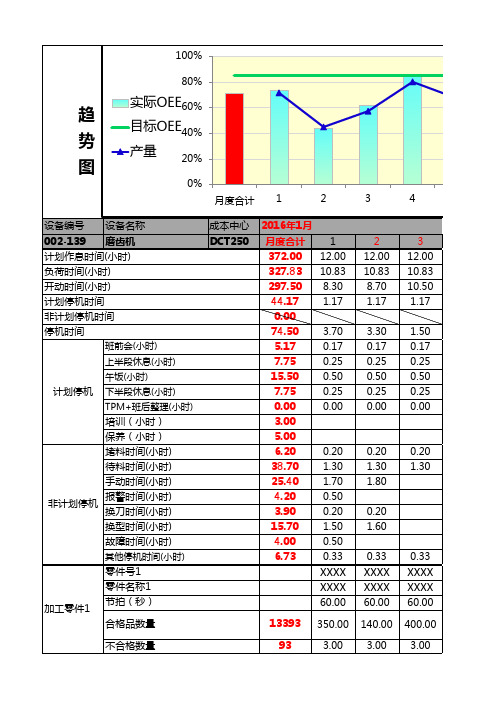
100%
80%
趋
实际OEE60%
势
目标OEE40%
图
产量
20%
0%
月度合计 1
2
3
4
设备编号 设备名称 002-139 磨齿机 计划作息时间(小时) 负荷时间(小时) 开动时间(小时) 计划停机时间 非计划停机时间 停机时间
班前会(小时) 上半段休息(小时) 午饭(小时) 计划停机 下半段休息(小时) TPM+班后整理(小时) 培训(小时) 保养(小时) 堵料时间(小时) 待料时间(小时) 手动时间(小时) 报警时间(小时) 非计划停机 换刀时间(小时) 换型时间(小时) 故障时间(小时) 其他停机时间(小时) 零件号1 零件名称1 加工零件1 节拍(秒) 合格品数量
1.70 0.17 0.25 0.50 0.25 0.00
1.70 0.17 0.25 0.50 0.25 0.00