焊条烘烤记录
焊材库管理规定
(三) 焊丝严重变质;
(四) 焊条或焊丝受潮严重。
(五) 与包装型号不符。
填写物资到货记录和进货检验记录,有复检要求的填写试验 委托单,委托有关单位复检。
入库焊材应分层摆放在距地而300mm以上的架位上,与墙壁保Βιβλιοθήκη 300mm以上距离,以保证空气流通。
入库焊材应按不同的型号、规格、批号分类摆放整齐,并按 证明书内容进行标识。严禁将不同型号、规格、批号的焊材混放在 一起。
受潮变质、药皮脱落严重的焊条应严禁发放,对于焊芯发生锈 斑的焊条,即使具有质量证明书,也应经有关部门进行工艺性能评 定,确认合格后再行发放。
6焊条退库
焊条退库,只是替使用单位代保管,不办理帐务手续。
对于己烘干焊条,一律使用保温筒领退,施工中用不完的焊 条当日办理退库。
焊条退库前须经焊材库管理人员验收,并登记在剩余焊材退 库台帐(见附件6)上。未受潮焊条,放回恒温箱内,并做上标 记,以防混淆。受潮严重或药皮脱落过长己报废的电焊条,保管员 有权没收。
负责各种资料的积累、整理和移交。
4焊条烘干
用于重要结构管道和容器的焊条必须烘干,使用单位提前两 天向物资办事处提出烘烤计划(见附件2),并注明工程项目、使 用部位及重要焊口编号,保管员依据计划安排烘干量。
烘干要严格遵循烘烤技术规定,随烘随用,严禁反复烘烤, 以免药皮因多次热胀冷缩作用而脱块,焊条烘干不得超过两次。
烘烤焊条时,每层焊条堆放不能太厚(一般1〜3层)以免焊 条烘干时受热不均和潮气不易排除。
不可将焊条突然放入烘箱的高温中或突然从烘箱高温中取 出,防止药皮急剧受热或冷却引起裂口。
烘烤达到技术规定后,即将焊条取出放入80〜100°C的保温
箱内,以备随用,常用电焊条的烘烤温度和保温时间如下:
常用焊条烘干规范

常用焊条烘干规范 Prepared on 22 November 2020常用焊条烘干规范焊条型号烘烤温度时间用途J422150℃1-2小时焊接普通强度的钢材以及管道压力容器等J427350℃1-2小时焊接普通强度的钢材以及管道压力容器等J502150℃1-2小时焊接低合金钢管16MnJ507350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等J506350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等J508400℃1-2小时焊接普通强度的钢材以及锅炉管道压力容器及桥梁等重要的部件J857350-400℃1小时焊接抗拉强度高的低合金钢J422Fe16200℃1小时焊接重要的碳钢J507Fe16350-380℃1小时焊接厚而大的钢结构J50570-90℃1小时焊接低合金钢管R107350℃1小时焊接炉管(低合金高强度钢材)R507350℃1小时焊接1Cr5Mo(20#+16Mn)(16Mn+15CrMo)A132/137250℃1小时0Cr18Ni9TiA207/202250℃1小时0Cr17Ni12Mo2A302/312250℃1小时16Mn+0Cr18Ni9Ti焊丝一般采用ER50-6也就是H08Mn2SiA。
各种常用焊丝的特点及选用原则(一)一、实芯焊丝的选用(一)埋弧焊焊丝埋弧焊时焊剂对焊缝金属起保护和冶金处理作用,焊丝主要作为填充金属,同时向焊缝添加合金元素,并参与冶金反应。
1、低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
(1)低锰焊丝(如H08A):常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
(2)中锰焊丝(如H08MnA,H10MnS):主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接。
(3)高锰焊丝(如H10Mn2H08Mn2Si):用于低合金钢焊接。
2、高强钢用丝这类焊丝含Mn1%以上,含%~%,如H08MnMoA、H08Mn2MoA,用于强度较高的低合金高强钢焊接。
焊条烘烤、发放记录
300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10
180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40
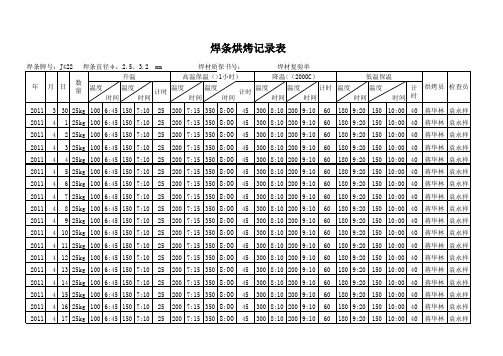
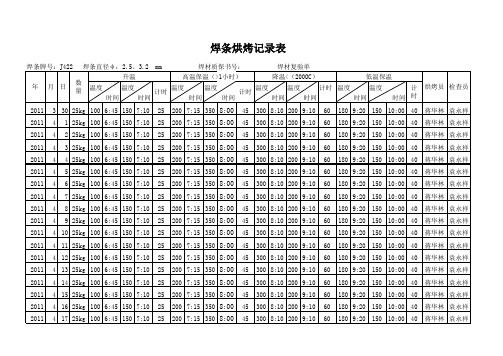
焊条烘烤记录表
焊条牌号:J422 年 月 日 数 量 焊条直径φ :2.5、3.2 升温 温度 时间 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 5 5 5 5 温度 时间 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 计时 mm 温度 时间 焊材质保书号: 高温保温(>1小时) 温度 时间 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 计时 温度 时间 焊材复验单 降温<(200OC) 温度 时间 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 计时 温度 时间 低温保温 温度 时间 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 计时 烘烤员 检查员
焊条烘干记录表
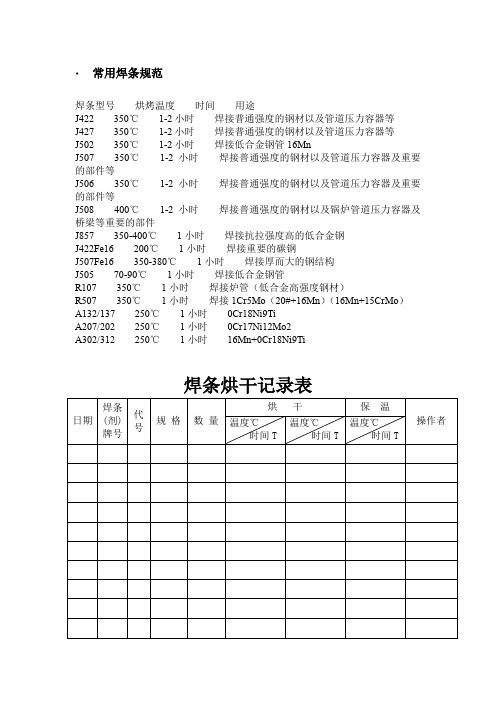
•常用焊条规范
焊条型号烘烤温度时间用途
J422 350℃1-2小时焊接普通强度的钢材以及管道压力容器等
J427 350℃1-2小时焊接普通强度的钢材以及管道压力容器等
J502 350℃1-2小时焊接低合金钢管16Mn
J507 350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等
J506 350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等
J508 400℃1-2小时焊接普通强度的钢材以及锅炉管道压力容器及桥梁等重要的部件
J857 350-400℃1小时焊接抗拉强度高的低合金钢
J422Fe16 200℃1小时焊接重要的碳钢
J507Fe16 350-380℃1小时焊接厚而大的钢结构
J505 70-90℃1小时焊接低合金钢管
R107 350℃1小时焊接炉管(低合金高强度钢材)
R507 350℃1小时焊接1Cr5Mo(20#+16Mn)(16Mn+15CrMo)
A132/137 250℃1小时0Cr18Ni9Ti
A207/202 250℃1小时0Cr17Ni12Mo2
A302/312 250℃1小时16Mn+0Cr18Ni9Ti
焊条烘干记录表。
焊条烘烤、发放记录
2011 4 5 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 6 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 11 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 12 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 11 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 12 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 1 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 2 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
焊材的烘干发放管理制度
焊材的烘干发放管理规定1.焊材从焊材一级库房领出后,要妥善保管在焊材二级库内。
焊材二级库内的温度要保持在5℃以上,相对湿度不大于60%。
库内温度、湿度应按时控制调整并填写室内《气象记录》。
2.焊条使用前,需经严格烘干才能发给焊工。
焊条的烘干条件,见附表1,常见国产焊条的烘干条件。
3.焊条烘干员负责焊条的烘干工作。
焊条的烘干数量要有计划,根据工程进展情况,准备适量的烘干焊条。
焊条烘干时,要做好《焊条烘干记录》。
4.烘干箱、保温箱焊条烘干时,要使用远红外线式的焊条烘干箱和保温箱。
烘干箱、保温箱由焊条烘干员负责保管。
温度计要定期检验校核。
箱内不得烘烤有碍焊条质量的物品。
5.在烘干焊条时,要经常打开通风孔并开动风扇,驱除潮气。
焊条放进或取出时,烘干箱内的温度不得超过200°C。
6.保温箱存放焊条烘干之后,存放于保温箱内,要尽快使用完,保温箱温度始终保持在100-150°C,特殊情况下(停电、故障检修等)不得低于50°C。
否则,要根据放置时间重新干燥。
焊条再干燥的温度和时间,由焊接责任工程师决定。
7.焊条领用发放a.焊工领取焊条。
一定要有焊条筒,无焊条筒或筒盖,可拒发焊条。
在一个焊条筒内,不准装入两种不同性质的焊条,以免用错。
b.焊工领取焊条时,要携带《焊条发放记录》(即领料卡)等必要的凭证。
c.烘干员当天首次发放焊条时,要将现场监控识别标志(焊条牌号)贴在焊条筒上。
d.烘干员要按规定的焊条数量控制发放。
当发放超量时,要及时报告焊接责任工程师处理。
e.烘干员发放焊条时,一定要核对焊条型号和色标,防止发错。
f.烘干员一次发给焊工的焊条不要太多,一定要控制在四小时内用完。
当夏季阴雨潮湿时,要根据焊接责任工程师的意见,每次少发焊条,控制焊条在1-2小时内用完。
8.烘干后的低氢焊条、酸性焊条在外放置时间不得超过4小时。
当另有特殊要求时,要在焊接施工方案中注明。
9.焊工施工结束后剩余的焊条返回焊条烘干室。
焊条烘烤规范

焊条烘烤规范焊条烘烤是保证焊接质量的重要环节,下面是焊条烘烤的规范:1.器材准备:烤架、温度计、计时器、烘烤箱等设备要得到检定并合格。
2.环境准备:烘烤室应保持干燥、清洁,并具备适宜的通风条件。
3.选用焊条:根据工作要求,选择合适的焊条。
对于保持所选焊条性能的关键特性,如外壳、包装、密封等方面有所损坏或不合格的焊条,均应予以清除或拒用。
4.焊条存放:焊条在使用之前,应存放在干燥、通风和避光的库房内。
存放期间,要注意防潮、防尘、防腐、不得被日晒雨淋等。
5.烘烤参数:烤架上应有明显标示焊条规格、烘烤温度和烘烤时间等必要参数。
按照规定的参数,设定相关烘烤参数。
6.温度控制:在进行烘烤过程中,要严格控制烘烤温度。
要根据不同规格的焊条,确定适宜的烘烤温度范围,并保证焊条的表面温度不超过规定的上限温度。
7.烤箱控制:烤箱应有可靠的控温装置,确保烘烤温度的准确度和稳定性。
并应定期进行检测和维修,以保证其正常工作。
8.焊条烘烤时间:根据焊条的规格和型号,设定相应的烘烤时间。
一般来说,较粗焊条的烘烤时间较长,较细焊条的烘烤时间较短。
9.烤箱使用:使用前,检查烤箱内是否有杂质或破碎的焊条,避免造成焊条质量的问题。
烤箱内要均匀放置焊条,不堆放太多,以免影响烘烤效果。
10.烤后处理:焊条烘烤结束后,要注意在一定时间内保持焊条的干燥,避免再次受潮。
可将焊条放入密封袋中,以保持其干燥。
11.记录与追溯:烘烤过程中要做好记录,包括焊条规格、烤烘温度、烤燃时间等重要参数。
应保存一段时间,并及时追溯,以便在需要时能够查找。
12.异常处理:如果发现焊条存在异常,如外观损坏、变形、颜色异常等,应及时停止使用,并进行记录和追溯,排除异常焊条。
总之,焊条烘烤是确保焊接质量的关键环节,需要严格按照规范进行操作,以提高焊接质量,确保焊接结构的安全性和可靠性。
焊条烘烤规定

中国石油化工股份有限公司长岭分公司
供武汉石化轻烃资源出厂措施完善改造项目
焊条烘烤规定
为了提高焊接质量,加强焊条烘烤制度,现作如下规定:
1.焊接材料的采购、验收、保管、烘烤、发放严格按照公司的
相关规定进行管理,严格按规章制度执行;
2.焊条使用前,应严格按说明书进行烘烤,烘烤时升、降温速率不得超过150℃/h,以防药皮开裂脱落。
碳钢焊条J427烘烤温度为350℃,恒温150℃1小时。
3.建立完整的焊条烘烤发放记录,对于回收的焊条应单独存放,并有标记,按规定进行再次烘烤,烘烤次数不超过三次;
4.焊丝使用前应清除表面的油污、锈蚀等。
5.各岗位在领用焊条和焊丝时,必须由电焊工本人亲自领用,并在发放记录本上签字,不得由其他人代领; 8.各焊工在领用焊条焊丝前,事先必须弄清楚所焊管道的材质,以便领用相应的焊接材料;
6.领用的焊条必须是经过烘烤过的,并应存放在保温筒内,随用随取,保温筒内不得有冷焊条;
7.领用焊条焊丝时,应根据当天所焊工作量领用相应的焊条焊丝,不得多领;
8.焊条、焊丝发放必须由专人负责;
中石化第十建设有限公司
岳阳工程项目部
2014年1月20日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Kg
烘箱送电
恒温
移入保温箱
烘 烤 次 数
烘烤 负责人
月
日
时间
温度
°C
温度r
开始时间
结束时间
时间
温度
°C
时
分
时
分
时
分
时
分
6
12
CHE427
095686
HT-01
3.2X350
10
21
0
15
300
23
15
5
0
6
20
180
1
王一斌
6
13
CHE427
095686
HT-01
3.2X350
10
21
0
16
290
2
王一斌
11
13
CHE427
095686
HT-01
3.2X350
10
21
0
14
300
23
12
5
0
6
20
180
1
王一斌
11
14
CHE427
095686
HT-01
3.2X350
10
21
0
12
300
23
10
5
0
6
20
180
1
王一斌
11
15
CHE427
095686
HT-01
3.2X350
10
21
0
10
280
21
0
12
300
23
10
5
0
6
20
180
1
武建勋
5
29
CHE427
095686
HT-01
3.2X350
10
21
0
10
280
23
15
5
0
6
20
180
2
武建勋
5
30
CHE427
095686
HT-01
3.2X350
10
21
0
14
300
23
12
5
0
6
20
180
1
武建勋
6
1
CHE427
095686
HT-01
3.2X350
移入保温箱
烘 烤 次 数
烘烤 负责人
月
日
时间
温度
°C
温度r
开始时间
结束时间
时间
温度
°C
时
分
时
分
时
分
时
分
11
20
CHE427
095686
23
10
5
0
6
20
180
1
王一斌
6
14
CHE427
095686
HT-01
3.2X350
10
21
0
14
300
23
12
5
0
6
20
180
1
王一斌
6
15
CHE427
095686
HT-01
3.2X350
10
21
0
12
300
23
10
5
0
6
20
180
1
王一斌
6
16
CHE427
095686
HT-01
3.2X350
10
23
15
5
0
6
20
180
1
武建勋
5
26
CHE427
095686
HT-01
3.2X350
10
21
0
16
290
23
10
5
0
6
20
180
1
武建勋
5
27
CHE427
095686
HT-01
3.2X350
10
21
0
14
300
23
12
5
0
6
20
180
1
武建勋
5
28
CHE427
095686
HT-01
3.2X350
10
23
15
5
0
6
20
180
1
王一斌
11
16
CHE427
095686
HT-01
3.2X350
10
21
0
14
300
23
12
5
0
6
20
180
1
王一斌
11
17
CHE427
095686
HT-01
3.2X350
10
21
0
13
280
23
12
5
0
6
20
180
1
王一斌
11
18
CHE427
095686
HT-01
3.2X350
3.2X350
10
21
0
16
290
23
10
5
0
6
20
180
1
武建勋
6
6
CHE427
095686
HT-01
3.2X350
10
21
0
14
300
23
12
5
0
6
20
ห้องสมุดไป่ตู้180
1
武建勋
6
7
CHE427
095686
HT-01
3.2X350
10
21
0
12
300
23
10
5
0
6
20
180
2
武建勋
6
8
CHE427
095686
095686
HT-01
3.2X350
10
21
0
12
290
23
14
5
0
6
20
180
1
武建勋
6
12
CHE427
095686
HT-01
3.2X350
10
21
0
10
300
23
13
5
0
6
20
180
1
武建勋
SH/T3543—0117
焊条烘烤记录
单位需称:榆林圆恒压缩机安装工程
烘烤日期
牌号
批号
入库自 编号
规格
mm
HT-01
3.2X350
10
21
0
10
280
23
15
5
0
6
20
180
1
武建勋
6
9
CHE427
095686
HT-01
3.2X350
10
21
0
14
300
23
12
5
0
6
20
180
1
武建勋
6
10
CHE427
095686
HT-01
3.2X350
10
21
0
13
280
23
12
5
0
6
20
180
1
武建勋
6
11
CHE427
10
21
0
12
290
23
14
5
0
6
20
180
1
王一斌
11
19
CHE427
095686
HT-01
3.2X350
10
21
0
10
300
23
13
5
0
6
20
180
2
王一斌
责任工程师
李 剑
SH/T3543—0117
焊条烘烤记录
单位需称:榆林圆恒压缩机安装工程
烘烤日期
牌号
批号
入库自 编号
规格
mm
数量
Kg
烘箱送电
恒温
SH/T3543—G117
焊条烘烤记录
单位名称:榆林圆恒压缩机安装工程
烘烤日期
牌号
批号
入库自 编号
规格
mm
数量
Kg
烘箱送电
恒温
移入保温箱
烘 烤 次 数
烘烤 负责人
月
日
时间
温度
°C
温度r
开始时间
结束时间
时间
温度
°C
时
分
时
分
时
分
时
分
5
25
CHE427
095686
HT-01
3.2X350
10
21
0
15
300
10
21
0
13
280
23
12
5
0
6
20
180
1
武建勋
6
2
CHE427
095686
HT-01
3.2X350
10
21