品质异常反馈单
产品质量异常反馈单
质量异常反馈单
编号:
接收人:
接收日期:
反馈人:
要求回复日期:
销售区域
生产日期/批号
产品名称
数量不良描述(ຫໍສະໝຸດ 附简图)产品改进/新产品立项单
编号:
接收人:
接收日期:
反馈人:
要求回复日期:
销售区域
产品名称
改进目的
改进建议
竞品:有 无
竞品描述(可附样品):
总经理意见:
原因分析编号:
A、配方上的问题
B、设备的问题
C、工艺上的问题
D、指导者/作业者的问题
E、管理体制的问题
F、原料辅料的问题
最终检查其流出原因:
1.防止不良再发生对策
2.防止不良再流出对策
暂定
暂定
恒久
恒久
生产现场不良流出防止对策
生产现场防止不良再现对策:
改善后第一次检查确认年月日
改善后第二次检查年月日
检查数:
不良数量
不良程度
检查数:
不良数量
不良程度
NO
不良内容
严重
一般
轻微
NO
不良内容
严重
一般
轻微
确认:
跟踪人:
确认:
跟踪人:
备注:
文件的更改: 作业指导书 生产流程图 检验指导书 其他( )
注:可以附加说明页
使用流程:
反馈源 (销售部)
接收反馈信息(客服部,品控部,技术部,总经办)
原因分析(品控部,技术部)
品质异常反馈单

永久对策:(根据根本原因提出防止再发生的措施为何?)
确认:
工程部意见:
确认:
业务部意见:
确认:
总经办意见:
确认:
最终处理
□限度接收□特采□选用□返工□退货□报废确 认:
处理数量
对策效果验证:
确 认:
合格数量
报废数量
备注:责任单位无法解决异常或对处理意见有分歧时,此单据必须呈工程或业务及总经办提出意见。(保存期限:1年)表单编号:GK-QF-89
品ห้องสมุดไป่ตู้异常反馈单
□白班□夜班№:
产品型号
主送单位
异常时间
隔离数量
机台编号
作业员
异常站别
□制程检验□成品检验□出货检验□仓存检验□客退检验□
异常描述:(异常描述需简洁明了、突出问题重点,描述过程中善用“5W2H”法则)
审核:品管:
紧急对策:(提出未发生、制程中、已发生的有效紧急处理行动方案)
确认:
原因分析:(使用5M1E+5Why问题发生之根本原因为何?)
生产异常反馈单完整版

2、原因分析:
确认: 审核:
责任部门填写
3、临时或立即改善解决方案:
确认: 审核:
4、最终处理结果:
确认:审核:
5、防止再次发生解决方案:
确认: 审核:
反馈流程:
1、生产组长在发生生产异常时应立即报告车间主管,并通知现场技术或品质人员进行确认,以及提交【生产异常反馈单】。
2、各部门在接到【生产异常反馈单】后应及时进行原因分析和采取改善方案,及时解决或改善异常问题以保障正常生产。
生产异常反馈单
生产异常反馈单
生产订单
产品型号
物料名称
反馈部门
发生时间
反馈人
数量
不良数
不良率
影响度
较严重 一般轻微
待工人数
停工人数
停工时间
异常工时
异常类型
计划异常
设备异常
物料异常
工艺异常
其它
1、异常情况描述:
确认:审核:
原因分析与建议
材料/零件来料不良 设备模具异常
作业人员操作不当
工艺问题
设计问题
质量问题
原料异常反馈单

供应商回执: 以上描述是否属实: 是□ 原 因 分 析:
否□ (如没有选择,默认为“是”)
应急处理措施:
纠正预防措施:
供应商(签章)
联系人:
啊
XX公司
原料异常反馈单
供应商:
材料品名:
批号:
来料数 量:
吨
异常数 量:
异常状况描述:
生产日期: 吨 余量:
Hale Waihona Puke 到货日期: 成品不良数:CR-PD20-01 V1.0
品管部处 理意见
生产确认
仓库确认
采购部 意见
反馈单传真/电邮日期: 年 月 日,联系人:
手机:
尊敬的供应商:请接到此反馈单后三个工作日回签处理意见,或派人前往我司现场处理,并在 此单签注处理意见。有质量异常的产品在10日内退回,否则按300元/天收取仓储费用,20日内不退 回的本公司自行处理,并按我司实际损失扣除货款。
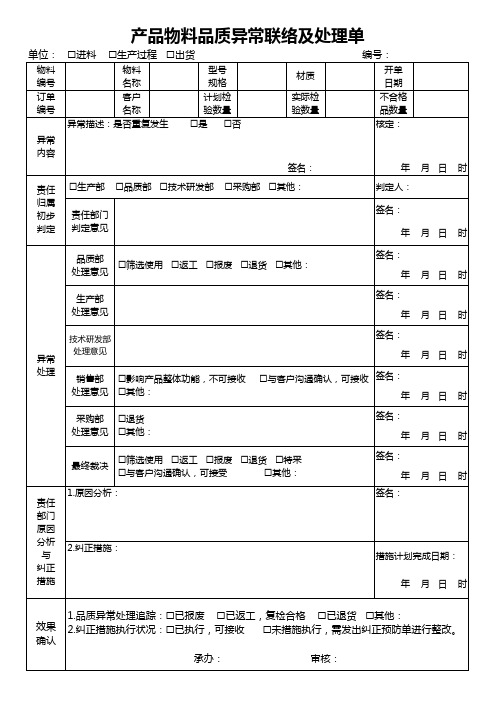
产品物料品质异常联络及处理单
签名: 年 月日 时
最终裁决
筛选使用 返工 报废 退货 特采 与客户沟通确认,可接受其他:
责任 部门 原因 分析 与 纠正 措施
1.原因分析: 2.纠正措施:
签名: 年 月日 时
签名:
措施计划完成日期: 年 月日 时
效果 确认
1.品质异常处理追踪:已报废 已返工,复检合格 已退货 其他: 2.纠正措施执行状况:已执行ቤተ መጻሕፍቲ ባይዱ可接收 未措施执行,需发出纠正预防单进行整改。
判定人: 签名:
年 月日 时
品质部 处理意见
筛选使用
返工
报废 退货
其他:
签名: 年 月日 时
生产部 处理意见
签名: 年 月日 时
异常 处理
技术研发部 处理意见
销售部 影响产品整体功能,不可接收 处理意见 其他:
签名: 年 月日 时
与客户沟通确认,可接收 签名: 年 月日 时
采购部 退货 处理意见 其他:
承办:
审核:
产品物料品质异常联络及处理单
单位: 物料 编号 订单 编号
异常 内容
进料 生产过程 出货
物料
型号
名称
规格
客户
计划检
名称
验数量
异常描述:是否重复发生 是 否
材质 实际检 验数量
签名:
编号: 开单 日期 不合格 品数量
核定:
年 月日 时
责任 归属 初步 判定
生产部 品质部 技术研发部 采购部 其他:
责任部门 判定意见
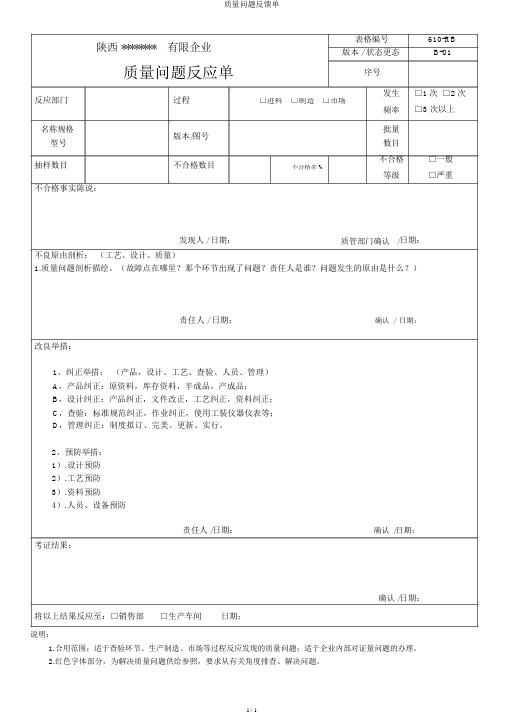
质量问题反馈单
质量问题反馈单
1 / 1
陕西 ******** 有限企业
表格编号 610-RB
版本 / 状态更态
B-01
质量问题反应单
序号
反应部门
过程
发生 □1次 □2次
□进料 □制造 □市场
□3 次以上
频率
名称规格
版本/图号 批量 型号
数目
抽样数目
不合格数目
不合格 □一般
不合格率 %
□严重
等级
不合格事实陈说:
发现人 / 日期:
质管部门确认 /日期:
不良原由剖析: (工艺、设计、质量)
1.质量问题剖析描绘。
(故障点在哪里?那个环节出现了问题?责任人是谁?问题发生的原由是什么?)
责任人 / 日期:
确认 / 日期:
改良举措:
1、纠正举措: (产品,设计、工艺、查验、人员、管理) A ,产品纠正:原资料,库存资料,半成品,产成品;
B ,设计纠正:产品纠正,文件改正,工艺纠正,资料纠正;
C ,查验:标准规范纠正,作业纠正,使用工装仪器仪表等;
D ,管理纠正:制度拟订、完美、更新、实行。
2、预防举措: 1).设计预防 2).工艺预防 3).资料预防
4).人员、设备预防
责任人 /日期:
确认 /日期:
考证结果:
确认 /日期:
将以上结果反应至:□销售部
□生产车间 日期:
说明:
1.合用范围:适于查验环节、生产制造、市场等过程反应发现的质量问题;适于企业内部对证量问题的办理。
2.红色字体部分,为解决质量问题供给参照,要求从有关角度排查、解决问题。
来料质量异常反馈单(精)
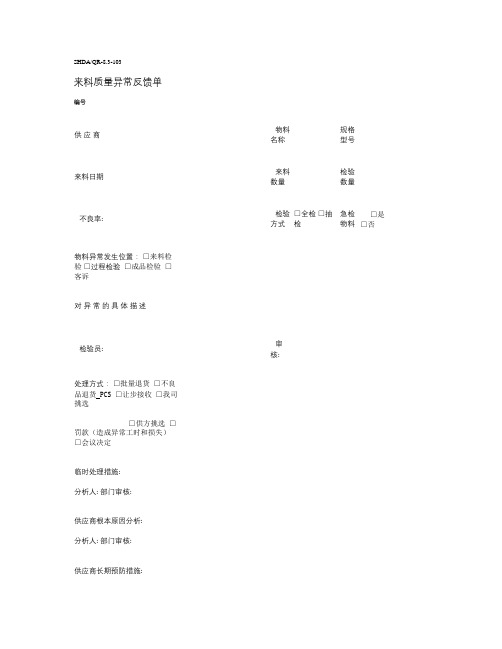
SHDA/QR-8.3-103
来料质量异常反馈单编号
供应商
物料
名称
规格
型号
来料日期
来料
数量
检验
数量
不良率:
检验
方式
□全检□抽
检
急检
物料
□是
□否
物料异常发生位置:□来料检验□过程检验□成品检验□客诉
对异常的具体描述
检验员:
审核:
处理方式:□批量退货□不良品退货PCS □让步接收□我司挑选
□供方挑选□罚款(造成异常工时和损失)□会议决定
临时处理措施:
分析人: 部门审核:
供应商根本原因分析:
分析人: 部门审核:
供应商长期预防措施:
分析人: 部门审核:
报送
□质量部□采购部□技术部□制造部□研发部
IQC确认
确认时间确认数量确认结果□有效□无效。
异常处理反馈单
商务部意见:
确认:
机加课意见:
确认:
品质课意见:
确认:
调试课意见:
确认:
副总经理意见:
确认:
总经理意见:
最终处理
□让步接收□返工□报废、新制确认:
备注:责任单位无法解决异常或对处理意见有分歧时,此单据必须呈总经办提出意见。罗德模具有限公司
异常处理反馈单
№:日期
产品型号
责任单位
隔离数量
异常站别
□来料□机加工□组立□调试□热处理□设计□
异常描述:(异常描述需简洁明了、突出问题重点)
填写人:
临时对策:
确认:
原因分析:
确认:
永久对策:(根据根本原因提出防止再发生的措施为何?)
确认:
采购课意见:
确认:
设计课意见:
确认:
组立课意见:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
处理措施:1.客户端产生不良产品,有我司负责用良品交换。
完成日期:2011.11.16责任人:
预防措施:1.针对此现象对品质相关人员进行培训。
2.加强巡检频率,以减少品质异常发生几率。
提出日期:2011.11.16责任人:詹祖武
效果验证:经确认效果良好,后续生产继续追踪。
结果:
■合格.可关闭
提出日期:2011.11.11提出人:张爱利
立即措施:1.客户端产品立即暂停使用,我司将派人去重工处理。
2.在制品及时暂停,追溯不良原因。
3.库存产品及时清查。
完成日期:2011.11.15责任人:刘文莉
原因分析:1.鳍片表面不平整FIN凹陷是由于.铆合点没有压平或太用力压的原因造成。
2.巡检时没有对此现象管控。导致此异常流入贵司。单
客户名称:上海爱美达YS/QR-QA-026
发生过程
进料□ 制程□ 出货□ 客诉■
发生频率
处次□再次■连续□
产品名称
鳍片
产品型号
产品批号
331981
产品规格
365.4*222.5-T1.2
生产日期
2011.9.29
产品箱号
发生日期
2011.11.10
异常描述:331981 鳍片表面不平整.FIN凹陷。鳍片脱落。
□不合格.转入下一CAR
审核:詹祖武跟进:刘文莉