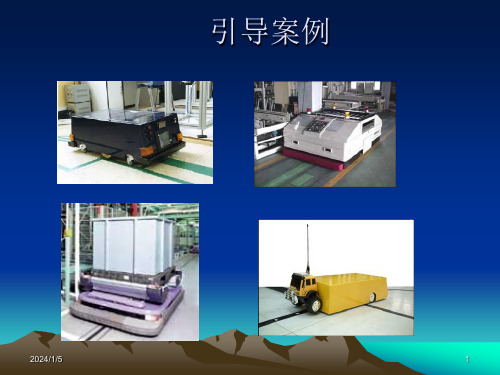
2、自动运输小车.ppt
合集下载
物流系统自动化技术课件
自动导向车系统及其构成
l AGV的基本概念 l 根据美国物流协会定义,AGV (Automated Guided
Vehicle)是指装备有电磁或光学导引装置,能够按 照规定的导引路线行驶,具有小车运行和停车装置、 安全保护装置以及具有各种移载功能的运输小车。 l 我国国家标准《物流术语》中,对AGV的定义为: AGV:能够自动行驶到指定地点的无轨搬运车辆。 AGVS:是一种使车辆按照给定的路线自动运行到指定 场所,完成物料搬运作业的系统。
适用环境:
•分拣量较大(如:日分拣量超过10000件或更多) •一次分拣单位较多(例如在100个以上或更多) •被分拣的货物适应自动分拣机的类型
自动分拣系统的构成
自动分拣系统一般由收货输送机、喂料输送机、分拣指令 设置装置、合流装置、分拣输送机、分拣卸货道口、计算机控制 器等7部分组成。
1、收货输送机 作用:收货功能,积放功能,减少搬运强度。 2、合流输送机 作用:合流,让到达汇合处的货物依次通过。 3、送喂料输送机 作用:使前后两货物保持一定的距离,使货物逐渐加快到 分拣机主输送机的速度。
2.自动化仓库的构成
4)消防系统。自动化仓库大都采用自动消防系统。 5)照明系统 6)通风及采暖系统 7)动力系统 8)其他设施。包括给排水设施、避雷接地设施和环境保护
设施等。
自动分拣系统
▪ 分拣设备是完成仓库、配送中心拣选、分货、分放作 业的自动化设备。是大型物流中心、配送中心进行分 拣、配送作业的强有力的技术保证。
l 物流信息自动化
l 计算机技术 l 自动识别技术 l 通讯网络技术
自动化仓储系统
1.自动化仓库的作用和意义
2.自动化仓库的构成
1.自动化仓库的作用和意义
毕业设计装卸料小车多方式运行的PLC控制系统设计

4.4。1系统的起停控制9
4.4.2系统的呼车控制10
4.4。3系统的呼车反转控制12
4.4。4系统的呼车正转控制15
5系统调试及结果分析19
5。1系统调试及解决的问题19
5.2结果分析19
5.3小车的优缺点分析19
5。4设计的改进及推广20
结束语21
谢 辞22
文 献23
1控制系统介绍
1.1控制系统在运输小车中的作用与地位
各工位的限位开关和呼车按钮的布置如图1—1所示,图中ST和SB的编号也是各工位的编号.ST为滚轮式,可自动复位。
用PLC对运输小车实现控制,其具体要求如下:
(1) PLC得电后,车停在1到8某个加工点(称为工位),若没有用车呼叫(称为呼车)时,则呼车指示灯亮,表示1到8各工位可以呼车。
(2)若某工位呼车(按本位的呼车按钮)时,则呼车指示灯熄灭,表示此后呼车无效。
Key words:PLC transporter cart control system I/O points
1控制系统介绍1
1。1控制系统在运输小车中的作用与地位1
1。2控制系统介绍1
2运输小车系统方案的选择3
2.1可编程控制器 PLC的优点3
2.2小车运输系统方案的选择4
3运料小车控制系统的方案论证5
(3)易学易用,深受工程技术人员欢迎
PLC作为通用工业控制计算机,是面向工矿企业的工控设备.它接口容易,编程语言易于为工程技术人员接受。梯形图语言的图形符号与表达方式和继电器电路图相当接近,只用PLC的少量开关量逻辑控制指令就可以方便地实现继电器电路的功能。为不熟悉电子电路、不懂计算机原理和汇编语言的人使用计算机从事工业控制打开了方便之门。
3。1运料小车控制系统的控制内容与要求5
4.4.2系统的呼车控制10
4.4。3系统的呼车反转控制12
4.4。4系统的呼车正转控制15
5系统调试及结果分析19
5。1系统调试及解决的问题19
5.2结果分析19
5.3小车的优缺点分析19
5。4设计的改进及推广20
结束语21
谢 辞22
文 献23
1控制系统介绍
1.1控制系统在运输小车中的作用与地位
各工位的限位开关和呼车按钮的布置如图1—1所示,图中ST和SB的编号也是各工位的编号.ST为滚轮式,可自动复位。
用PLC对运输小车实现控制,其具体要求如下:
(1) PLC得电后,车停在1到8某个加工点(称为工位),若没有用车呼叫(称为呼车)时,则呼车指示灯亮,表示1到8各工位可以呼车。
(2)若某工位呼车(按本位的呼车按钮)时,则呼车指示灯熄灭,表示此后呼车无效。
Key words:PLC transporter cart control system I/O points
1控制系统介绍1
1。1控制系统在运输小车中的作用与地位1
1。2控制系统介绍1
2运输小车系统方案的选择3
2.1可编程控制器 PLC的优点3
2.2小车运输系统方案的选择4
3运料小车控制系统的方案论证5
(3)易学易用,深受工程技术人员欢迎
PLC作为通用工业控制计算机,是面向工矿企业的工控设备.它接口容易,编程语言易于为工程技术人员接受。梯形图语言的图形符号与表达方式和继电器电路图相当接近,只用PLC的少量开关量逻辑控制指令就可以方便地实现继电器电路的功能。为不熟悉电子电路、不懂计算机原理和汇编语言的人使用计算机从事工业控制打开了方便之门。
3。1运料小车控制系统的控制内容与要求5
AGV小车PPT解析
*
*
2 AGV的基本结构Байду номын сангаас
8、移载装置 与所搬运货物直接接触,实现货物转载的装置。 9、信息传输与处理装置 主要功能是对AGV进行监控,监控AGV所处的地面状态,并与地面控制站实时进行信息传递。
导引原理
*
*
具有不同移载装置的搬运小车
*
*
3 导引原理
固定路径导引方式和自由路径导引方式。
在行驶路径上设置导引用的信息媒介物,AGV通过检测出它的信息而得到导引的一种方式,如电磁导引、光学导引、磁带导引等。
*
*
3.2 光学导引(Optical Guided)
*
*
3.2 光学导引(Optical Guided)
当AGV在反光带的上方运行时,小车下方的光源照射到反光带后,被反光带反射回来的光线由车上的感光元件接受,经过检测和运算回路进行计算后,对小车的位置进行准确的判断,得出小车是否偏离轨道的结论。 AGV没有偏离导引路径时,如图所示位置,处于中间位置的信号孔打开,如果AGV偏离导引路径时,偏离中间位置的信号孔被打开,检测回路根据检测到的不同感光信号就可判断出AGV是否偏离,并且判断出向哪个方向偏离了,偏离值是多少。根据这个结论,由控制系统对AGV的运行状态进行及时修正,使其及时回到导引路径上来。因此,AGV能够始终沿着反光带的导引轨迹运行。
*
*
AGV的发展情况
世界上第一台AGV是由美国Barrett电子公司于20世纪50年代初开发成功的,它是一种牵引式小车系统,可十分方便地与其他物流系统自动连接,显著地提高劳动生产率,极大地提高了装卸搬运的自动化程度。1954年英国最早研制了电磁感应导向的AGVS,由于它的显著特点,迅速得到了应用和推广。1960年欧洲就安装了各种形式、不同水平的AGVS 220套,使用了AGV 1300多台。1976年,我国起重机械研究所研制出第一台AGV,建成第一套AGVS滚珠加工演示系统,随后又研制出单向运行载重500公斤的AGV,双向运行载重500kg、1000kg、2000kg的AGV,开发研制了几套较简单的AGV应用系统。1999年3月27日,由昆明船舶设备集团有限公司研制生产的激光导引无人车系统在红河卷烟厂投入试运行,这是在我国投入使用的首套激光导引无人搬运车系统。
*
2 AGV的基本结构Байду номын сангаас
8、移载装置 与所搬运货物直接接触,实现货物转载的装置。 9、信息传输与处理装置 主要功能是对AGV进行监控,监控AGV所处的地面状态,并与地面控制站实时进行信息传递。
导引原理
*
*
具有不同移载装置的搬运小车
*
*
3 导引原理
固定路径导引方式和自由路径导引方式。
在行驶路径上设置导引用的信息媒介物,AGV通过检测出它的信息而得到导引的一种方式,如电磁导引、光学导引、磁带导引等。
*
*
3.2 光学导引(Optical Guided)
*
*
3.2 光学导引(Optical Guided)
当AGV在反光带的上方运行时,小车下方的光源照射到反光带后,被反光带反射回来的光线由车上的感光元件接受,经过检测和运算回路进行计算后,对小车的位置进行准确的判断,得出小车是否偏离轨道的结论。 AGV没有偏离导引路径时,如图所示位置,处于中间位置的信号孔打开,如果AGV偏离导引路径时,偏离中间位置的信号孔被打开,检测回路根据检测到的不同感光信号就可判断出AGV是否偏离,并且判断出向哪个方向偏离了,偏离值是多少。根据这个结论,由控制系统对AGV的运行状态进行及时修正,使其及时回到导引路径上来。因此,AGV能够始终沿着反光带的导引轨迹运行。
*
*
AGV的发展情况
世界上第一台AGV是由美国Barrett电子公司于20世纪50年代初开发成功的,它是一种牵引式小车系统,可十分方便地与其他物流系统自动连接,显著地提高劳动生产率,极大地提高了装卸搬运的自动化程度。1954年英国最早研制了电磁感应导向的AGVS,由于它的显著特点,迅速得到了应用和推广。1960年欧洲就安装了各种形式、不同水平的AGVS 220套,使用了AGV 1300多台。1976年,我国起重机械研究所研制出第一台AGV,建成第一套AGVS滚珠加工演示系统,随后又研制出单向运行载重500公斤的AGV,双向运行载重500kg、1000kg、2000kg的AGV,开发研制了几套较简单的AGV应用系统。1999年3月27日,由昆明船舶设备集团有限公司研制生产的激光导引无人车系统在红河卷烟厂投入试运行,这是在我国投入使用的首套激光导引无人搬运车系统。
数字化设计概述
设计阶段对产品生命周期的巨大影响
Boothroyd引用福特公司的报告表明,尽管产品设计和工艺费用只占整 个产品费用的6%,却影响了总费用的70%以上。
费 用 70% 成本的决定因素 36% 20% 6% 7% 3% 40% 实际成本消耗 18%
设计阶段
制造阶段
材料采购
其它阶段
产品成本的决定因素构成及实际成本消耗构成示意图 1
31
1.2.2 CIMs目标
(1)缩短产品开发、生产周期,快速响应市场:以 时间求效益,以速度求竞争,占领市场。 (2)降低产品成本,减少库存:以成本求效益,以 价格求竞争,占领市场。 (3)提高产品质量:以质量求效益,以质量求竞争, 赢得信誉,占领市场。 (4)增加生产柔性,提高设备利用率:以最小资源 获最大效益,向设备要效益。 (5)提高企业制造与管理水平,保持整体实力:保 持长期效益,未来竞争能力。 35
市场需求 产品设计 工艺规划 加工装配
无法加工 装配困难
3
串行开发模式的重大缺陷
• 忽视了不相邻活动之间的交流和协调,形成以部 门利益为重而不考虑全局最优化的“抛过墙式” 工作环境; • 各部门对产品开发整体过程缺乏综合考虑,造成 局部最优而非全局最优; • 上下游矛盾与冲突不能及时得到调解; • 开发时间加长,成本提高。
4
制造企业生产方式的转变
1)用机器代替手工,从作坊形成工厂 18世纪末机器在英国诞生,先后传人法国、德国 和美国。 2)从单件生产方式发展成大量生产方式 泰勒:以劳动分工和计件工资制为基础的科学管 理。 福特:零件互换技术,1913年建立了具有划时代 意义的汽车装配生产线。 3)柔性化、集成化、智能化和网络化的现代制造技 术 柔性制造系统、计算机集成制造系统、网络化制 造、智能制造系统、及时生产、精良生产、敏捷制 造……
第十一章 搬运车辆介绍PPT课件
第五节 自动导引小车( AGV )
AGV的分类 固定路径导引方式和自由路径导引方式。
在行驶路径上设置导引用 的 信 息 媒 介 物 , AGV 通 过检测出它的信息而得到 导引的一种方式,如电磁 导引、光学导引、磁带导 引(X称磁性导引)等。
在AGV控制器上储存着 区域布置的尺寸坐标, 通过识别车体当前方位, 自动地选择行驶路径的 一种导引方式。
(1)检修车辆时,应将变速杆置于空档,采取 制动、掩轮以及支顶起重滑架等防护措施。
(2) 内燃叉车在发动机没熄火前,不准加注 燃料。
第四节 叉 车
(3)汽油发动机化油器回火故障未排除前,不得 行驶。
(4)严禁汽油发动机高压分缸线“吊火”。 (5)蓄电池叉车除应遵守上述有关操作规程外,
还应遵守蓄电池车的有关安全操作规程。
额定起升质量系列:0.5t 0.75t 1.0t 1.5t 2.0t 3.0t 4.0t 5.0t 8.0t 10t 12t 15t 16t 20t 25t 32t 40t
第四节 叉 车
载荷中心距c
指在货叉上放置标准质量的货物、确保叉车 纵向稳定时,其中心至货叉垂直段前壁间的水 平距离。 最大起升高度Hmax
最小转弯半径Rmin 指叉车在空载低速行驶、转向轮处于最大
偏转角时,瞬时转向中心距叉车纵向中心线的 距离。 最小离地间隙hmin
指车体最低点与地面的间隙。 直角通道最小宽度
可供叉车往返行驶的、成直角相交的通道 的最小理论宽度。
第四节 叉 车
堆垛通道最小宽度 叉车在正常作业时,通道的最小理论宽度。
一、自动导引搬运车概述
我国国家标准《物流术语》中,对AGV的定 义为:
AGV:能够自动行驶到指定地点的无轨搬运 车辆。AGVS:是一种使车辆按照给定的路线 自动运行到指定场所,完成物料搬运作业的系 统。
送料小车三地自动往返循环控制系统设计与装调培训PPT课件

2. 常用传感器
光电式接近开关
电感式接近开关
电容式接近开关
常见的几种传感器实物图 a)力传感器 b)温度传感器 c)液位传感器 d)气体传感器 e)湿度传感器
3. 接近开关的图形符号 接近开关的文字符号是SQ,图形符号如图所示。
4. 接近开关的接线
接线 方法
接线示意图(BN:棕,BU:蓝)
作台或送料小车的多地自动往返循环控制 的情况,如图所示为送料小车三地自动往返循环控制工作画面。
送料小车三地自动往返循环控制系统
送料小车三地自动往返循环控制工作示意图
本任务的主要内容是,运用步进逻辑公式设计法,用 PLC控制系统实现对送料小车三地自动往返循环的控制。 其控制要求如下:
送料小车运行程序分步图
2. 列出本任务控制的逻辑代数方程式 根据步进逻辑公式可列出如下方程组:
由于行程开关SQ1、SQ2、SQ3 是小车的反馈输入信号, 若分别用X003、X004 和X005所代替,则上述方程组可转 换成下列方程组:
当要结束这组循环时,则必须增加停止按钮SB1 (X000) 来使系统停止工作。因此,逻辑代数方程组需再次修改为:
由于KM1得电,送料小车向右运行;而KM2得电,送料 小车向左运行,所以程序步与KM1和KM2之间的函数为:
考虑到送料小车正反转的切换都是通过延时5s后开始的, 假设正转延时定时器为T1,反转延时定时器为T2,那么程 序步与定时器T1和T2之间的函数关系为:
分别将输出继电器Y000 (KM1)、Y001 (KM2)和停止按钮 SB1 (X000)及定时器T1、T2带入KM1和KM2的函数表达式, 可得送料小车向左和向右运行的逻辑代数方程组为:
步进控制设计法主要分为步进逻辑公式设计法、顺序 功能图设计法两大类,其中顺序功能图设计法又有三种不 同的基本结构形式的编程设计方法即单序列结构编程设计 法、选择序列结构编程设计法和并行序列结构编程设计法。 本任务主要介绍步进逻辑公式设计法。
布料小车工作原理

布料小车工作原理
布料小车是一种用于布料运输的机械设备,其工作原理主要包括以下几个方面:
1. 电动驱动:布料小车通常采用电动驱动系统,通过电动机驱动车轮或履带等运动装置,实现车辆的移动。
2. 控制系统:布料小车配备控制系统,通过控制器对电动驱动系统进行控制,如启动、停止、前进、后退等操作。
3. 传感器:布料小车通常配备传感器,用于感知周围环境和布料的状态,如距离传感器、光电传感器等。
4. 布料搬运装置:布料小车通常配备布料搬运装置,用于将布料从一个位置移动到另一个位置。
常见的布料搬运装置包括夹持装置、吸盘装置等。
5. 导航系统:布料小车通常配备导航系统,用于确定车辆的位置和路径规划。
导航系统可以采用激光导航、磁导航、视觉导航等技术。
6. 电源系统:布料小车通常采用电池或蓄电池作为电源,提供电能给电动驱动系统和控制系统。
布料小车通过电动驱动系统、控制系统、传感器、布料搬运装置、导航系统和电源系统等组成,实现对布料的运输和搬运。
《PLC编程与应用(西门子)》项目2-任务二自动往返送料小车的PLC控制
例题2: 编制用PLC定时器控制的报警闪烁程序,要求报 警时指示灯亮5秒,灭2秒,如此反复。
例题3: 灯塔L1~L8为指示灯。要求:接通SD启动开关2秒后, L1指示灯点亮,又经过2秒后L2~L4同时点亮,再经过2 秒后,L5~L8同时点亮;断开SD启动开关,3秒后L1熄 灭,又经过3秒后L2~L4同时熄灭,再经过3秒后L5~L8同 时熄灭,设计PLC的控制程序。
例题5: 用置位、复位指令编制三盏灯点亮的PLC程序,要求: 按下启动按钮后,三盏灯同时点亮,经过3秒钟后,其中 两盏灯自动熄灭;按下停止按钮,第三盏灯熄灭。
想一想
(1)如何用置位、复位指令编制电动机顺序 启停控制电路的PLC控制程序。
(2)如何用置位、复位指令编制送料小车自 动往返循环控制电路的PLC控制程序。
3.断电延时型(TOF)
当使能端输入接通时,定时器位立即置位,并把 当前值设为0。当使能端断开时,定时器开始计时, 直到达到设定值PT。当达到设定值时,定时器位复 位,并且停止当前值计时。当输入断开的时间短于 设定值时,定时器位保持接通。
网络1 I0.0
T63 IN TOF
+50
网络2 T63
PT
PT
TON
有记忆的 通电延时型
TXXX IN TONR
PT
TONR
断电延时型
TXXX IN TOF
PT
TOF
表中,编程范围T0~T255;IN为使能输入端;PT 是设定值输入端,最大设定值为32767。
1.通电延时型定时器(TON)
当使能端输入接通时,定时器开始计时,当前值 从0开始递增,当前值大于或等于设定值时,该定时 器被置位(输出状态位置1)。当达到设定值后,定 时器继续计时,一直计到最大值32767。当使能端输 入断开时,定时器复位(当前值清零,输出状态位 置0)。