双零铝箔针孔产生原因及控制方法
双零铝箔针孔产生原因及控制方法

双零铝箔针孔产生原因及控制方法 2011/1/5 来源: 镇江鼎胜铝业点击数:669次【中国铝业网】随着铝箔应用领域及需求量不断增加,国内铝箔工业不断发展,尤其是软包装用铝箔产业发展迅速。
除了电解电容器中使用高质量的双零铝箔外,在包装用铝箔中,90%以上为双零铝箔。
铝箔的针孔数目与铝箔的厚度有关,随着铝箔厚度的减薄,其针孔数迅速增加,当其厚度在0.02mm以上时,铝箔可以达到完全无针孔。
针孔是铝箔的主要缺陷之一,是所有缺陷中影响最为严重的缺陷,也正是有针孔的存在,使得铝箔的氧气透过率和水蒸气透过率不为零。
铝箔针孔的大小和数量对铝箔及其复合材料的防潮性、阻气性和遮光性有着决定性的影响。
1铝箔坯料对针孔度的影响铝箔坯料状况直接影响轧制产品的质量和成品率的高低。
随着铝箔厚度的减小,隐藏在坯料内部的各种缺陷,如夹杂、气泡、外来杂质、粗大第2相粒子等都将逐步暴露出来,对铝箔轧制和产品质量产生不良影响,如形成穿孔或裂缝,严重时将使铝箔断带。
统计资料表明,铝箔中的针孔数随夹杂量、化合物尺寸的增加而增加,并且随铝箔厚度的减薄而呈指数函数增加。
存在于坯料表面的各种缺陷,如擦伤、起皮、水斑、灰污等,也将以拉长的形式继续存在于铝箔表面,当压下量达到一定程度时,会使铝箔穿孔或断裂。
1.1铝箔坯料的化学成分对铝箔针孔数的影响铝箔中的化合物相主要有α(FeSiAl)相、β(FeSiAl)相和FeAl3相。
α(FeSiAl)相是比较理想的铸态化合物,这种相以骨骼状和圆颗粒状为主,容易在变形过程中被破碎,而且较容易在均匀化过程中溶解到基体;FeAl3相为针片状化合物,在铝箔轧制过程中,这种粗大化合物相形成裂纹源,扩展形成针孔。
进口坯料的化合物以α(FeSiAl)相和β(FeSiAl)相为主,而国产铝箔毛料中的化合物则以α(FeSiAl)相和FeAl3相为主,这也就造成国产双零箔针孔数高出国外的原因。
要控制最佳晶粒度,得到组织均匀、晶粒细小的坯料,生产中可使用适量的Al-Ti-B晶粒细化剂细化晶粒。
双零铝箔针孔产生原因及控制方法
双零铝箔针孔产生原因及控制方法黎志勇1,史庆南2,杨钢1,罗许1,罗泽鹏3(11昆明理工大学材料与冶金工程学院,云南昆明650093;21云南省分析测试技术研究中心,云南昆明650093;31华南师范大学,广东广州510000) 摘 要:对铝箔坯料状况、生产工艺、装备水平等进行探讨分析,找出导致铸轧坯料轧制生产双零铝箔针孔原因,采取相应的控制方法,使双零铝箔针孔数得到了有效的控制,降低铝箔“针孔度”,达到提高铝箔质量稳定性的目标。
对铝箔针孔偏多的原因进行探讨,并从铝箔坯料状况、装备水平、轧辊表面粗糙度、轧制油的过滤精度等方面进行控制,使双零铝箔针孔数大幅度降低断头率也相应减少。
关键词:双零铝箔;针孔;铸轧工艺中图分类号:T G248文献标志码:A 当前铝箔在电气、仪表、航空、食品、医药包装等工业方面得到了广泛的应用,成为日常生活中不可缺少的材料,其中包装用铝箔占全部铝箔消费的65%以上,且在厚度规格上正朝日益更薄的方向发展。
当前生产的双零铝箔针孔偏多,在使用过程中易断,满足不了用户高速生产线的需求。
优质双零铝箔已成为当今市场需求的主流,亦是各个铝箔生产企业抢占市场,提高效益所共同追求的目标和方向。
提高铝箔质量,降低铝箔针孔的数目及大小,是当前国内铝箔厂急需解决的问题。
本文对铝箔针孔偏多的原因进行探讨,并从铝箔坯料状况、装备水平、轧辊表面粗糙度、轧制油的过滤精度等方面进行控制,使双零铝箔针孔数大幅度降低,断头率也相应减少。
1 双零铝箔针孔的现状及影响铝箔的针孔数目与铝箔的厚度有关,随着铝箔厚度的增加,其针孔数迅速减少,铝箔针孔数的对数与其厚度基本成正比,当其厚度达到0.02mm时,铝箔可以达到完全无针孔。
国内铝箔的质量水平与国外有较大差距,主要就表现在针孔的数量和大小上。
国外规定铝箔厚度大于0.020mm时应无针孔,而我国标准规定铝箔厚度大于0.050mm时无针孔;国外标准规定大于0.1mm的针孔不允许有,针孔孔径一般为0.015mm,而我国标准规定针孔最大尺寸可达0.5mm,按国标G B3198,针孔检验不是出厂检验项目[1]。
铝箔针孔产生原因及预防措施
铝箔针孔产生原因及预防措施张国伟;文建平;陈海红【摘要】简要介绍了铝箔针孔的类型及其微观组织特征,详细分析了铝箔针孔在各工序产生的原因机制,并提出了切实可行的预防措施及生产各工序中的有效控制针孔的方法,可供生产铝箔过程中避免针孔超标之参考.【期刊名称】《轻合金加工技术》【年(卷),期】2011(039)009【总页数】7页(P35-40,64)【关键词】铝箔;针孔;改进;控制方法【作者】张国伟;文建平;陈海红【作者单位】广西机电职业技术学院,广西南宁530007;广西南南铝箔有限公司,广西南宁530031;广西南南铝加工有限公司,广西南宁530031【正文语种】中文【中图分类】TG3391 针孔的定义及检测方法铝箔表面迎光可见的不规则小孔中,小于0.3 mm的为针孔,等于或大于0.3 mm 的称为孔洞。
针孔的检测方法:在规定的环境及灯箱光源下,利用铝箔针孔的透光性来观察针孔的数量,并测量针孔的尺寸[1-2]。
具体检测标准按“GB/T 22638.2-2008 针孔的检测”。
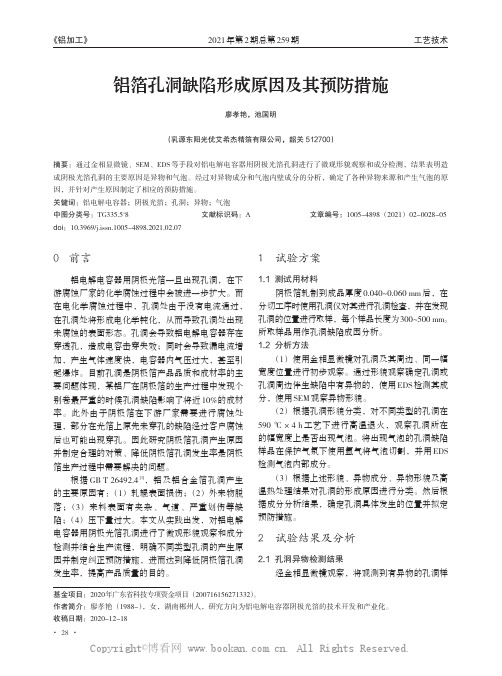
2 针孔的分类及其特征2.1 宏观分类及其特征从宏观上看,铝箔针孔大致可分为三类:密集型针孔(如图1a),大针孔(如图1b)和孤立的针孔(如图1c)等。
主要通过金相手段观察来辨认它们。
2.2 微观分类及其特征从微观上看针孔的产生物,铝箔针孔可分为:化合物类,夹杂物类,非金属压入类、金属压入类和铝屑压入类等。
主要使用扫描电镜、能谱仪、电子探针及光学显微镜等手段来观察,一般工厂企业可采用带摄影的反射光学显微镜进行观察。
(1)化合物类化合物类针孔缺陷的典型显微组织如图2a,周围金属无明显堆积及异常变形,能谱分析证明针孔缺陷处的块状物的成分主要含有Al、Fe、Mn等元素。
其宏观特征多为穿透型针孔。
图1 铝箔针孔的宏观类型Fig.1 Types of aluminum foil pinhole(2)夹杂物类夹杂物类针孔缺陷的典型显微形貌见图2b,由于夹杂物的存在使金属连续性破坏而形成针孔。
双零铝箔生产过程中针孔缺陷的形成及预防
技术与研究
中国材料科技与设备 ( 双月刊 )
双零 铝 箔 生产 过程 中针 孑 缺 陷的形 成及 预 防 L
蔡俊杰 ,李利平
( 阳首龙铝业有 限责任公司 ,河南 洛 洛阳 4 14 ) 7 9 3
摘要 :为降低双零铝箔针 孔缺 陷,对铝 箔毛料状况 、轧制工艺、生产环境 等因素进行分析 ,找 出导致双零铝 箔针孔产
铝箔毛 料 中的第 二 相化 合 物主 要是 圆粒状 的 a ( e F—
SA1 i )相 、针 条 状 B ( e i ) 相 和 针 片 状 F A1。 a ( e F SA1 e 3 F—
增加 ,单位针孔数量大大增加 。
为了使铸轧坯料晶粒细化 ,首先应严格控制熔铸 温度 。 熔铸温度过高会造成铸 轧坯料 晶粒 粗大 。在控 制熔体 温度 的同时 ,还要添加晶粒细化 剂 ,以便获得 细小 均匀 的 晶粒
ห้องสมุดไป่ตู้
大减少 。无论是热轧 毛料还 是铸 轧毛料 ,在熔 炼时必 须使 铝熔体 中的含氢量尽 可能减 少 ,氢是造 成双零 铝箔 针孔 的
重要原 因。
缺 陷,也正是由于针 孔 的存 在 ,使得铝 箔 的氧 气透 过率 和
水蒸汽透过率不 为零 。因此 ,铝箔针孔 是衡量 铝箔 质量 的
铝及其合金在高温下 极易与水 汽发生 反应 ,反 应生成 的氢多 以原子或离子状 态游离 于铝熔体 中。铝熔体 中氢 的 逸 出与温度 、外界压力 和气泡成 核条件有 关 。只有 当熔体 中气体 的分压之和大 于外界压力 之和 时,气 体才有 可能成
13 . 毛料晶粒 度对铝箔针孔的影响
用铸轧坯生产铝箔时 ,受原 始 晶粒度 的影响 ,容 易 出 现晶粒度粗的问题 ,可使铝箔 双合轧制后 其 暗面产生 粗大
铝箔孔洞缺陷形成原因及其预防措施
元素 C O Al
合计
质量分数/% 1.2 1.06 97.74 100
2.1.1 第一类孔洞样品 样品 1 的 EDS 检测结果见表 2。可以发现铝箔
表面有明显的粘铝起皮,并且 EDS 检测结果发现 O 含量略高于对照组。这或许是因为存在有更多的氧 化铝,且除此之外并无其他异常元素,故可以推断 该类孔洞是辊道粘铝导致的孔洞。
表 2 孔洞样品 1 异物的 DES 成分检测结果
元素 C O Al
质量分数/% 0.9 4.08
95.02
ห้องสมุดไป่ตู้
表面有显著的异物附着。EDS 检测结果表明异物中 含有异常元素 Fe、Na、C 和 O,推断其为铝箔发生异 常腐蚀后铝箔表面粗糙积累铁粉或铁锈导致的孔洞。
表 4 孔洞样品 3 的异物 DES 成分检测结果
《铝加工》
2021 年第 2 期总第 259 期
工艺技术
铝箔孔洞缺陷形成原因及其预防措施
廖孝艳,池国明
(乳源东阳光优艾希杰精箔有限公司,韶关 512700)
摘要:通过金相显微镜、SEM、EDS 等手段对铝电解电容器用阴极光箔孔洞进行了微观形貌观察和成分检测,结果表明造
成阴极光箔孔洞的主要原因是异物和气泡。经过对异物成分和气泡内壁成分的分析,确定了各种异物来源和产生气泡的原
根据 GB T 26492.4 , [1] 铝及铝合金箔孔洞产生 的主要原因有:(1) 轧辊表面损伤;(2) 外来物脱 落;(3) 来料表面有夹杂、气道、严重划伤等缺 陷;(4) 压下量过大。本文从实践出发,对铝电解 电容器用阴极光箔孔洞进行了微观形貌观察和成分 检测并结合生产流程,明确不同类型孔洞的产生原 因并制定纠正预防措施,进而达到降低阴极箔孔洞 发生率,提高产品质量的目的。
制备优质坯料降低双零铝箔针孔度

采 用冷 轧 或箔 轧 废 料制 作 铝锭 时 , 应 注 意这 类 废 料 中残 留 的轧 制 油 , 如果将废 料直接加入熔铝炉 , 残 留的轧制 油在 分解 后 会 污染 铝 熔 体 , 且 会增 加 熔 体 中
平米会有 1 0 0 0— 2 0 0 0个针孔 , 通 常将 每平方米 铝
第4 4卷
第 1期
有 色 金 属 加 工
NONFERROUS ME TAL S PROCESSI NG
VO 1 . Βιβλιοθήκη 4 No . 1 F e b r u a r y 2 0 1 5
2 0 1 5年 2月
制备 优 质 坯 料 降低 双 零 铝 箔 针 孔 度
王 继
措施 , 是控制双零铝箔针孔数量的必要手段。
熔化前进行烘干以排除其吸附的水分。
收 稿 日期 : 2 0 1 4一l 0一 O 8
作者简介 : 王继 ( 1 9 8 1 一) , 男, 硕士 , 工程师 , 主要从事有色金属加工工 艺设 计。
3 0
有色金属加工
第4 4卷
2 . 1 残存 的氢
铝 熔体 。
生产 坯料 用 的铝 锭 受 潮 或 被 雨 淋 后 表 面 会 形 成
氧化膜 A l 0 和A l ( O H) , 水份会 吸附在 氧化膜上。
当氧化膜熔人铝熔体 , 吸附其 中的水分便会与铝熔体
发生反应 : 2 A I + 3 H 2 0= A 1 : 0 3 +6 [ H] 。生成的氢容
中图分类号 : T G 3 3 9 文献标识码 : A 文章编号 : 1 6 7 1 —6 7 9 5 ( 2 0 1 5 ) 0 1 — 0 0 2 9— 0 3
针孔的出现原因及防治

对铝合金而言,如果结晶温度范围较大,则产生网状针孔。这是因为在一般铸造生产条件下,铸件具有宽的凝固温度范围,使铝合金容易形成发达的树枝状结晶。在凝固后期,树枝状结晶间隙部分的残留铝液可能相互隔绝,分别存在于近似封闭的小空间中,由于它们受到外界大气压力和合金液体的静压作用较小,当残留铝液进一步冷却收缩时能形成一定程度的真空,从而使合金中过饱和的氢气析出并形成针孔。
严重
程度
参考图象
在2范围内孔洞的数量尺寸
01
在被检表面上无可见孔洞
1
不超过5个,其中,
4个不超过,
1不超过
2
不超过10个,其中,
8个不超过,
2个不超过
3
不超过15个,其中,
12个不超过,
3个不超过
4
不超过20个,其中,
14个不超过,
6个不超过
5
不超过25个,其中。
(1)明确“精料、精工”原则,对炉料和熔炼设备和工具进行预处理。炉料使用前应先用吹砂或其他方法去除表面的锈迹、泥沙等污物,并进行炉料预热,预热温度为350,并保持3h以上,严防带入水分和油污等。
坩埚、锭模和熔炼工具,使用前应将表面油污、脏物等清除干净,并预热至120—,涂刷防护涂料。
新坩埚、新砌炉子及有锈蚀的旧坩埚,使用前应用吹砂或其他方法将表面清除干净,并进行烘炉处理,一般应加热至700,并保温2-4h,以去除坩埚所吸附的水分及其他化学物质。熔炼工具应预热至200,保持2h以上。
铝箔针孔
姓名:赵伟班级:材料工程学号:2010730023双零铝箔针孔问题初探当前铝箔在电气、仪表、航空、食品、医药包装等工业方面得到了广泛的应用,成为日常生活中不可缺少的材料,其中包装用铝箔占全部铝箔消费的65 %以上,且在厚度规格上正朝日益更薄的方向发展。
当前生产的双零铝箔针孔偏多,在使用过程中易断,满足不了户高速生产线的需求。
优质双零铝箔已成为当今市场需求的主流,亦是各个铝箔生产企业抢占市场,提高效益所共同追求的目标和方向。
提高铝箔质量,降低铝箔针孔的数目及大小,是当前国内铝箔厂急需决的问题。
本文对铝箔针孔偏多的原因进行探讨,并从铝箔坯料状况、装备水平、轧辊表面粗糙度、轧制油的过滤精度等方面进行控制,使双零铝箔针孔数大幅度降低,断头率也相应减少。
1. 双零铝箔针孔的外貌双零铝箔针孔是穿透铝箔迎光可见的、类似针尖的细小孔眼。
有的密集,有的成行,大部分是无规则的孔洞,而且针孔数量也多少不一。
例如:厚度为’G’’O + @@的铝箔针孔,多时则有& ’’’P* ’’’ 个!@*,且随着铝箔厚度减薄针孔数增加。
2. 铝箔针孔数偏多产生的后果(1)铝箔带如果有针孔,特别是当针孔直径大于0.3mm,用户在进行铝H塑或铝H纸复合时,箔的表面漏胶,烘干箱不能及时将其烘干,箔带缠卷后层与层之间粘贴到一起打不开,或打开后箔材被撕破,用它生产的包装材料不能正常使用。
(2)铝箔半成品如果针孔多,轧制或分切时易断带,使成品率、一级品率、生产率降低,增加生产成本。
铝箔成品如果针孔多,复合时易断带,不仅影响包装材料的质量,同时严重影响铝箔用户生产效率的提高。
(3)铝箔针孔多,严重影响铝箔产品的销售,同时制约生产。
因此减少针孔是铝箔生产厂家的重要课题。
3.双零铝箔针孔产生的原因及其控制方法铝箔产生针孔的原因很多,例如: 熔炼时氢含量、熔炼和静置时间等都对铝箔针孔有不同程度的影响,轧制力与张力大小不合适,铝箔坯料状况有质量问题,轧辊凸度和表面粗糙度控制不当,生产工艺不合理等也会造成铝箔针孔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双零铝箔针孔产生原因及控制方法黎志勇1,史庆南2,杨钢1,罗许1,罗泽鹏3(11昆明理工大学材料与冶金工程学院,云南昆明650093;21云南省分析测试技术研究中心,云南昆明650093;31华南师范大学,广东广州510000) 摘 要:对铝箔坯料状况、生产工艺、装备水平等进行探讨分析,找出导致铸轧坯料轧制生产双零铝箔针孔原因,采取相应的控制方法,使双零铝箔针孔数得到了有效的控制,降低铝箔“针孔度”,达到提高铝箔质量稳定性的目标。
对铝箔针孔偏多的原因进行探讨,并从铝箔坯料状况、装备水平、轧辊表面粗糙度、轧制油的过滤精度等方面进行控制,使双零铝箔针孔数大幅度降低断头率也相应减少。
关键词:双零铝箔;针孔;铸轧工艺中图分类号:T G248文献标志码:A 当前铝箔在电气、仪表、航空、食品、医药包装等工业方面得到了广泛的应用,成为日常生活中不可缺少的材料,其中包装用铝箔占全部铝箔消费的65%以上,且在厚度规格上正朝日益更薄的方向发展。
当前生产的双零铝箔针孔偏多,在使用过程中易断,满足不了用户高速生产线的需求。
优质双零铝箔已成为当今市场需求的主流,亦是各个铝箔生产企业抢占市场,提高效益所共同追求的目标和方向。
提高铝箔质量,降低铝箔针孔的数目及大小,是当前国内铝箔厂急需解决的问题。
本文对铝箔针孔偏多的原因进行探讨,并从铝箔坯料状况、装备水平、轧辊表面粗糙度、轧制油的过滤精度等方面进行控制,使双零铝箔针孔数大幅度降低,断头率也相应减少。
1 双零铝箔针孔的现状及影响铝箔的针孔数目与铝箔的厚度有关,随着铝箔厚度的增加,其针孔数迅速减少,铝箔针孔数的对数与其厚度基本成正比,当其厚度达到0.02mm时,铝箔可以达到完全无针孔。
国内铝箔的质量水平与国外有较大差距,主要就表现在针孔的数量和大小上。
国外规定铝箔厚度大于0.020mm时应无针孔,而我国标准规定铝箔厚度大于0.050mm时无针孔;国外标准规定大于0.1mm的针孔不允许有,针孔孔径一般为0.015mm,而我国标准规定针孔最大尺寸可达0.5mm,按国标G B3198,针孔检验不是出厂检验项目[1]。
双零铝箔针孔是穿透铝箔迎光可见的、类似针尖的细小孔眼,有的密集,有的成行,大部分是无规则的孔洞,而且针孔数量也多少不一。
例如:厚度为0.0065mm的铝箔针孔,多时则有1000~2000个/米2,且随着铝箔厚度减薄针孔数增加。
铝箔针孔的形貌、太小、分布多种多样,可分3种类型,第1类为密集型针孔,第2类为太针孔,第3类为孤立的针孔[2]。
针孔是铝箔主要缺陷之一,是所有缺陷中影响最为严重的缺陷,也正是由于针孔的存在,使得铝箔的氧气透过率和水蒸汽透过率并不为零。
铝箔针孔的大小和数量对铝箔及其复合材料的防潮性、阻气性和遮光性有着决定性的影响。
2 双零铝箔针孔产生的原因及其控制方法铝箔产生针孔的原因很多,例如:熔炼时氢含量、熔炼和静置时间等都对铝箔针孔有不同程度的影响,轧制力与张力大小不合适,铝箔坯料状况有质量问题,轧辊凸度和表面粗糙度控制不当,生产工艺不合理等也会造成铝箔针孔。
下面从铝箔坯料状况、轧辊磨削质量、轧制油过滤精度和生产工艺等方面,对针孔产生的原因进行探讨。
2.1 铝箔坯料状况对铝箔针孔影响铝箔坯料状况直接影响轧制产品的质量和成品率的高低。
由于铝箔的厚度小,隐藏在坯料内部的各种缺陷,如夹杂、气泡、外来杂质,以及粗大第2相粒子、不均匀的毛料组织等,都将随着产品厚度的减小而逐步暴露出来,对铝箔轧制和产品质量产生不良影响,如形成穿孔或裂缝,严重时将使铝箔断裂或轧辊损坏。
统计资料表明,铝箔中的针孔数随夹杂量、化合物尺寸的增加而增加,并且随铝箔厚度的减薄而呈指数函数增加。
存在于坯料表面的各种缺陷,如擦伤、起皮、水斑、灰污等,也将以拉长的形式继续存在于铝箔表面,当压下量达到一定程度时,也会使铝箔穿孔或断裂。
材料的性能愈不均匀,硬化率愈大,则愈易产生针孔。
因此,用于轧制薄箔的铝箔毛料,必须具有优良的内在质量和表面质量。
2.1.1 铝箔坯料的化学成分对铝箔针孔数的影响・36・《新技术新工艺》・热加工工艺技术与材料研究 2008年 第10期针孔的产生与铝箔毛料质量的关系从铝箔毛料内部质量看,进口毛料中的化合物以d(FeSiAl)和p (FeSiAl)相为主,而国产铝箔毛料中的化合物则以FeAl3和d(FeSiA1)相为主。
d(FeSiAl)相是比较理想的铸态化合物,易在变形中破碎,FeAl3则为粗大化合物相(针片状),他是双零铝箔针孔数较多的一个主要原因。
因为双零铝箔厚度只有0.006~0.007mm,任何大于0.005mm的粗大第2相均可产生针孔。
但铝箔毛料并不是晶粒越小越好,晶粒小于0.001mm将使加工硬化率提高,加工硬化率提高,则变形抗力增大,塑性变形性能差。
在加工过程中,粗大第2相很容易形成裂纹源,裂纹扩展而形成针孔。
所以,铝箔毛料中的化合物尺寸应控制在0.001~0.005mm[3]。
Fe、Si是工业纯铝中的主要元素,对工业纯铝制品的组织和性能有很大的影响。
因此,工业纯铝又被称为Al-Fe-Si合金。
工业纯铝的力学性能不仅受纯度和Fe、Si含量的影响,还受Fe/Si比的影响,Fe/Si比偏低时,材料呈脆性,不易压下和轧制变形,则使加工硬化增加,变形抗力升高,在铝箔轧制到较薄时,针孔数会增加。
目前,铝箔用工业纯铝的Fe/Si比一般控制在2.5~3.0之间。
Si在Al 中的固溶度很大,强烈导致加工硬化。
Si的含量与原铝锭的纯度有关。
Si含量偏高时,易产生Si的晶界偏析,而且难于使Si充分析出,因此,Si含量应小于0.2。
控制杂质的相对含量是改进铝箔产品质量的重要途径。
2.1.2 氢对双零铝箔针孔的影响铝箔毛料中残存氢较多时,则形成气泡、砂眼,严重影响箔材的加工性能和成品的针孔度。
轧制铝箔厚度较大时不产生针孔,但对双零铝箔而言,氢则是造成针孔的重要原因。
因此,必须严格控制铝箔毛料中氢含量和铝熔体中的含氢量,一般应控制0108~0112mL/100g(Al)。
在熔点温度时,氢在铝液中的溶解度为此时固态溶解度的19倍以上,如果不将氢含量控制到一定范围内。
铸造过程中氢就会析出,并以气泡形式存在于所铸材料内部。
随着下一工序热轧或冷轧的进行,材料厚度不断减薄。
这些气泡将逐渐被压扁拉平或拉长,形成沿纵向连续或断续延伸的气道。
气道在板带或厚箔轧制阶段不易发现,其危害也不大,但在轧制薄箔,特别是双零箔时,就会在铝箔表面出现沿气道分布的大小不一的成串的针孔。
其特征是孔周边是圆滑的,严重时轧制过程中造成断带或沿气道开裂,造成铝箔报废、使成品率降低。
无论是热轧毛料还是铸轧毛料,在熔炼时必须使铝熔体中的含氢量尽可能减少,氢是造成双零铝箔针孔的重要原因。
2.2 生产工艺的合理性对针孔的影响生产工艺的合理与否对铝箔针孔数的多少有直接影响。
例如,铝熔炼时氢含量的控制,精粒细化剂,熔炼温度与时间,轧制速度和后张力控制,轧辊表面粗糙度,工艺油的过滤精度,热处理情况等都是影响铝箔针孔数的主要原因。
2.2.1 晶粒细化剂对双零铝箔针孔的影响Ti能细化铸造组织,而且在压延时容易产生加工软化[526],提高轧制性能。
但Ti含量过高(> 0105%),易产生坚硬的、粗大的化合物,使针孔率增加。
另外,如果与Ti同时添加50×10-6的硼,细化晶粒效果更佳,若硼含量超过50×10-6,TiB2粗大金属间化合物粒子将恶化轧制性能。
所以在熔炼时加入适当的Al-Ti-B作为晶粒细化剂,以提高轧制性能,改善针孔状况。
2.2.2 轧制速度和后张力的控制生产铝箔时,轧制速度和后张力(即开卷张力)的控制应结合轧辊表面粗糙度和轧制油的性能进行调整。
特别是在轧制成品的前一个道次和成品道次,轧制速度和开卷张力的控制是否合适对针孔影响最大。
实践证明,轧制速度太快或后张力过大时,双零铝箔针孔数明显增多,严重时造成断带。
轧制速度太慢或后张力太小时,不仅影响生产率,而且使铝箔出现皱褶、开缝等。
为了合理控制成品道次的轧制速度和后张力,我们对成品道次的轧制速度和后张力作了规定:轧制成品时速度不大于600m/ min;开卷张力通过开卷电流调控,张力电流不大于85A。
经过一段时间的运作,双零铝箔针孔数得到了有效控制并趋于稳定。
2.2.3 热处理工艺控制组织中粗大化合物相颗粒的尺寸和数量是降低针孔率、提高塑性加工性能和铝箔产品质量的重要因素之一。
合金相的控制应包含2个方面的内容:一方面应尽可能地使Fe、Si元素从铝基体中析出、以第2相化合物的形式存在于铝基体中;另一方面还应通过适当的合金设计和工艺优化,控制第2相的种类、形状、大小、分布和数量。
热处理工艺与化学成分和合金相控制密切相关。
热处理工艺设计应服务于尽可能降低Fe、Si元素固溶度,同时使第2相均匀合理分布这一组织原则。
铝箔生产涉及了从熔铸、均匀化、热轧、冷轧、中间退火、箔轧等多个轧制工艺和热处理工艺环节;前一环节的组织特征必将遗传和影响到下一环节,各工艺之间是相互影响和制约的,孤立研究和设计各・46・《新技术新工艺》・热加工工艺技术与材料研究 2008年 第10期工艺参数或只考虑其中1个“主要”环节都是片面、不充分的。
要优化设计热处理工艺,必须综合考虑铝箔生产的热处理和加工变形全过程的组织变化和规律,制订合理且经济的最优化工艺制度。
均匀化退火有利于减少最终产品铝箔的针孔数量。
2.2.4 轧辊表面粗糙度生产双零铝箔对轧辊表面粗糙度要求特别严格,如果轧辊表面太粗糙,轧制速度较快,易造成断带,而且针孔多,铝箔表面光洁度低;轧辊表面粗糙度小,则轧制速度慢,影响生产率的提高,增加成本。
为保证铝箔生产的稳定性和产品质量,降低针孔数,在生产中规定:中轧辊表面粗糙度为0.03~0105 mm,精轧辊表面粗糙度控制在0.02~0.03mm,且尽量使整个轧辊辊面的粗糙度均匀一致。
2.2.5 轧制油的过滤精度轧制油中粒子的尺寸大于10μm时是形成铝箔针孔的主要原因[7]。
轧制油在铝箔生产中起到承载、洗涤、冷却和润滑作用。
铝箔轧制时,轧制油连续不断地冲刷轧辊和铝箔表面,在变形区楔形入口处形成楔形油膜,而轧制油又是一种带有一定黏度的黏性流体,吸附在铝箔表面,形成牢固的油膜。
如果轧制油过滤效果不好,油中有脏物,即轧制油灰分含量越高,轧制变形区摩擦因数越高,在铝箔表面产生针孔的几率越大[4]。
为保证轧制油的过滤精度,从以下几方面着手控制轧制油的过滤效果。
1)合理调配轧制油配比轧制油的配方为:添加剂0.5%~0.8%,抗氧化剂0.1%,余量为基础油(D10O)。
添加剂含量见表1[9]。
表1 添加剂配比试验方案轧制道次基础油质量分数(%)添加剂质量分数(%)W YROL10W YROL121~3道次92.170.91~3道次94.2 3.82 2)定期更换过滤布在铝箔轧制过程中用过的脏油里含有大量的机械杂质,随着滤饼厚度增加轧制油通过滤饼的阻力增大,即油泵压力不断上升。