金属技术监督工作总结暨金属技术监督工作计划
2015年金属技术监督工作总结暨2016年金属技术监督工作计划资料
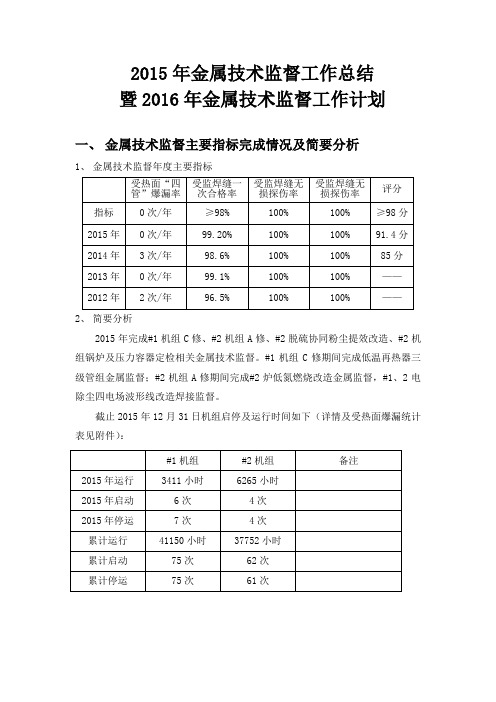
2015年金属技术监督工作总结暨2016年金属技术监督工作计划一、金属技术监督主要指标完成情况及简要分析1、金属技术监督年度主要指标受热面“四管”爆漏率受监焊缝一次合格率受监焊缝无损探伤率受监焊缝无损探伤率评分指标0次/年≥98% 100% 100% ≥98分2015年0次/年99.20% 100% 100% 91.4分2014年3次/年98.6% 100% 100% 85分2013年0次/年99.1% 100% 100% ——2012年2次/年96.5% 100% 100% ——2、简要分析2015年完成#1机组C修、#2机组A修、#2脱硫协同粉尘提效改造、#2机组锅炉及压力容器定检相关金属技术监督。
#1机组C修期间完成低温再热器三级管组金属监督;#2机组A修期间完成#2炉低氮燃烧改造金属监督,#1、2电除尘四电场波形线改造焊接监督。
截止2015年12月31日机组启停及运行时间如下(详情及受热面爆漏统计表见附件):#1机组#2机组备注2015年运行3411小时6265小时2015年启动6次4次2015年停运7次4次累计运行41150小时37752小时累计启动75次62次累计停运75次61次二、金属技术监督开展的主要工作1、受监设备开展的主要工作1.1、#1机组总检查14636点,不合格221点,已整改142点,未整改79点,未整改为磨煤机大齿裂纹缺陷。
锅炉金属监督主要内容:完成机组低温再热器三级管组更换,炉膛内部联箱及疏水、取样管检验,对炉膛外部高再、低再堵阀检验,抽查高再出口联箱32排角焊缝及下方32排对接焊缝,屏过切割5根管道并进行封堵,完成对5~7屏过圆钢检查及#1球磨机大齿无损探伤,完成锅炉0米前后侧定排管道更换并进行无损检验,再热器、饱和蒸汽取样管更换。
汽机金属监督主要内容:汽轮机轴瓦、瓦枕螺栓、轴颈变截面,1B小机转子轴瓦、推力瓦、推力盘、销钉、围带、叶片,真空泵转子,凝结水泵推力瓦,低旁阀螺栓,#1~3高加水位计管道更换等。
金属技术监督工作总结暨金属技术监督工作计划资料

2023年金属技术监督工作总结暨2023年金属技术监督工作计划一、金属技术监督重要指标完毕状况及简要分析1、金属技术监督年度重要指标2、简要分析2023年完毕#1机组C修、#2机组A修、#2脱硫协同粉尘提效改造、#2机组锅炉及压力容器定检有关金属技术监督。
#1机组C修期间完毕低温再热器三级管组金属监督;#2机组A修期间完毕#2炉低氮燃烧改造金属监督,#1、2电除尘四电场波形线改造焊接监督。
截止2023年12月31日机组启停及运行时间如下(详情及受热面爆漏登记表见附件):二、金属技术监督开展旳重要工作1、受监设备开展旳重要工作1.1、#1机组总检查14636点,不合格221点,已整改142点,未整改79点,未整改为磨煤机大齿裂纹缺陷。
锅炉金属监督重要内容:完毕机组低温再热器三级管组更换,炉膛内部联箱及疏水、取样管检查,对炉膛外部高再、低再堵阀检查,抽查高再出口联箱32排角焊缝及下方32排对接焊缝,屏过切割5根管道并进行封堵,完毕对5~7屏过圆钢检查及#1球磨机大齿无损探伤,完毕锅炉0米前后侧定排管道更换并进行无损检查,再热器、饱和蒸汽取样管更换。
汽机金属监督重要内容:汽轮机轴瓦、瓦枕螺栓、轴颈变截面,1B小机转子轴瓦、推力瓦、推力盘、销钉、围带、叶片,真空泵转子,凝结水泵推力瓦,低旁阀螺栓,#1~3高加水位计管道更换等。
电气金属监督重要内容:刀闸万向节连杆。
其他金属监督:A/B引风机检查处理,增压风机叶片及支撑检查处理、#1循环水泵叶轮修复,联箱对接焊缝及取样管检查,炉外疏水管道测厚检查等。
1.2、#2机组总检查10721点,不合格82点,已整改44点,未整改38点,未整改为磨煤机大齿裂纹缺陷。
锅炉金属监督重要内容:再热器、饱和蒸汽取样管,高过、屏过、高再取样管,低氮改造波及旳水冷壁管道及对应燃油平台管道,完毕对屏过圆钢检查及#1球磨机大齿无损探伤,完毕锅炉0米前后侧定排管道更换并进行无损检查。
汽机金属监督重要内容:浮子油箱,BDV阀更换,#1~#3高加水位计管道更换,A/C真空泵转子。
金属监督工作总结
金属监督工作总结一、监督计划完成情况监督计划的完成情况是衡量金属监督工作效果的重要指标。
我们按照年度计划,对各类金属材料进行了全覆盖监督,包括钢铁、有色金属、贵金属等。
在计划执行过程中,我们注重与生产部门、技术部门等的沟通协调,确保计划的顺利实施。
二、监督技术方案执行情况技术方案的执行是金属监督工作的核心。
我们根据不同金属材料的特性,制定了相应的监督技术方案,并严格执行。
在实施过程中,我们不断优化技术方案,提高监督效率,确保监督结果的准确性。
三、监督检测数据统计分析检测数据的统计分析是金属监督工作的重要环节。
我们对收集到的各项检测数据进行了详细分析,包括材料成分、力学性能、金相组织等。
通过统计分析,我们全面了解了金属材料的质量状况,为后续的监督工作提供了有力支持。
四、监督问题整改情况发现问题并及时整改是金属监督工作的职责所在。
针对监督过程中发现的问题,我们及时向相关部门发出整改通知,并跟踪整改进展。
对于重大问题,我们组织专题会议进行研究讨论,确保问题得到有效解决。
五、监督效果评估及反馈监督效果评估及反馈是提升金属监督工作水平的关键。
我们定期对监督工作进行评估,总结经验教训,提炼最佳实践。
同时,我们积极收集生产部门、技术部门等的反馈意见,对监督工作进行持续改进,不断提升监督效果。
六、监督经验教训总结经验教训总结是金属监督工作的重要内容。
在监督过程中,我们积累了丰富的实践经验,也遇到了一些问题和挑战。
通过对这些经验教训进行总结,我们不断提高自身的专业能力和综合素质,为今后的金属监督工作提供有益借鉴。
七、对监督工作的建议和展望建议和展望是推动金属监督工作不断发展的重要动力。
结合实际工作情况,我们提出以下几点建议:一是加强与生产部门、技术部门等的沟通协作,形成工作合力;二是加大培训力度,提高监督人员的专业素质和技能水平;三是完善监督制度体系,规范工作流程和操作标准;四是加强信息化建设,提高监督工作的效率和准确性。
金属监督工作总结3篇

金属监督工作总结金属监督工作总结3篇金属监督工作总结1金属技术监督工作是电力建设过程中技术监督的重要组成部分,是保证火力发电厂安全生产的重要措施,目前火力发电正向着大容量、大参数方向发展,所用钢种日益增多,材质日趋复杂,安装阶段的金属技术监督工作会变得越来越重要。
我公司在安装环节进行全过程技术监督和技术管理。
目的是通过对受监部件的检测和过程控制,及时了解并掌握金属部件的安装状况,防止由于选材不当、材质不对、焊接缺陷、应力状态不当等因素而引起的各类事故,提高设备安全运行的可靠性。
20xx年,是我公司加强质量监督管理创新并实现监督增效的一年。
一年来,在省公司业务主管部门及公司的正确领导和大力支持下,我室严格遵守《火力发电厂金属技术监督规程》DL/T438-20xx、《电力工业锅炉压力容器安全监督管理工作规定》和《电力工程施工安全质量标准化达标与工程质量验收规范及强制性条文》的规定,对我公司承担的火电机组安装过程中的金属监督及检验工作,认真执行有关规程、规范、标准,履行各项规章制度,圆满完成了我公司所承担工程的金属监督及检验工作,取得了较好的成绩,金属技术监督工作在我公司承建的各个工程上正常有效运转。
使我室的金属技术监督管理工作达到了一个新的水平,下面是对一年来我室的金属技术监督工作总结:一、主要承担工程项目情况:20xx年,我室主要承担了大、中小修的金属检验工作,累计完成10万余道安装焊口的金属检验,面对去年前所未有的施工高峰,我室通过认真贯彻落实公司的总体工作部署,严格实施金属试验室质量手册,加强内部管理、落实岗位绩效考核办法、深化核算,引进外单位专业人员、招聘应届毕业生和临时工、以及租赁仪器,着力提升检验队伍素质和检测能力,合理调配各类资源,基本依靠自身的力量完成了公司所有在建项目金属监督和检验任务。
二、在金属技术监督管理工作方面过去的20xx年,我们克服了施工点多面广、工作量大、人员紧缺的困难,建立和完善了公司各在建工程的金属监督网,明确了各级责任人员的职责,定期组织工作检查,进行绩效考核,使各项工作程序分明,受控到人。
金属技术监督年度工作计划

金属技术监督年度工作计划一、工作总体要求金属技术监督部门是国家相关政策的贯彻执行者和监督管理者,其职责是对金属制品的生产、加工、质量和安全进行监督检查,确保产品质量安全和规范生产。
为了更好地实施金属技术监督工作,制定了本年度工作计划。
1.认真贯彻党和国家关于金属技术监督工作的方针政策,加强行业管理能力建设,推进金属技术监督工作提质增效。
2.严格遵守监督管理程序,确保监督管理工作的制度化、规范化和科学化。
3.积极配合相关部门,加强合作协调,共同做好金属技术监督工作。
4.严格执行监督执法,加大对违规行为的处罚力度,维护金属市场的秩序。
二、年度工作重点1.加强监督管理能力建设通过开展培训、学习、考核等形式,加强监督管理人员的业务能力和管理水平,提高金属技术监督工作的专业化水平。
2.加强监督检查重点对金属制品的生产企业进行日常监督检查,确保企业严格按照相关法规和标准进行生产,杜绝次品和假冒伪劣产品的生产和销售。
3.加强对金属制品的质量监督对进口金属制品进行质量检验,确保进口产品符合国家标准和相关法律法规要求,保护国内市场的正常秩序。
4.加强监督执法执法人员要加强执法能力的培训,密切关注金属市场的动态,加大对违规行为的查处和处罚力度,严格维护金属市场的秩序。
5.加强舆情管理加强对金属行业的舆情监测和分析,做好舆情危机处置和舆情信息发布,避免因舆情问题导致监管工作的被动。
三、年度工作任务1.完善金属技术监督体系,建立健全监督管理制度,推动监督管理工作的标准化和规范化。
2.加强对金属制品生产企业的监督检查,严厉打击违规行为,提高金属制品市场的准入门槛。
3.强化金属制品进口质量监督检验,确保国内市场的产品质量安全。
4.加大对金属市场违规行为的打击力度,净化金属市场的营商环境。
5.加强舆情监测和管理,提高监管工作的主动性和灵活性,及时洞察市场变化,防患于未然。
6.推进监督管理信息化建设,提高监督管理工作的效率和质量。
金属技术监督工作计划

金属技术监督工作计划1、认真根据华能集团公司金属技术监督管理要求,以及火力发电厂金属技术监督规程(DL/T438-20XX)行业标准。
定期上报分公司以及西安热工院金属监督完成情况。
修订焊接安全管理制度。
对各项监督组织机构人员的制定应伴着人员的调整而按时更新。
防止有的部门缺失人员,导致金属监督显现真空现象。
并且对每个月的监督会议要做好会议纪要,分析总结当月的问题,发现问题按时解决,杜绝关于金属监督方面的事故发生。
2、对上级及电力行业新下发的关于金属及锅炉压力容器方面的标准,制度。
规程、标准等金属实验室要建立学习归纳总结制度。
深化归纳分析具体了解,做到完全把握。
3、认真制定好20XX年#1机组大修的监督检验工作方案及对外托付管理方法。
努力完成受监部件和受监焊口XXX%检验,合格率XXX%。
4、强化监督人员技术方面的培训工作,做到持证上岗,保证监督工作顺当实施,做到坚持长期的进行受热面检查工作,防止锅炉受热面爆管,影响机组安全稳定性。
10、做好焊工焊接工程的质量管理和公司焊工培训工作及对大、小修外来施工队伍焊工资质检查工作。
保证焊接施工质量。
11、根据华能集团公司《电力技术监督管理方法》的要求完善金属监督技术各项规章制度。
12、方案购置一台新的硬度计,修复便携式光谱仪、模拟超声波。
对超期的实验室仪器进行定期复检和校验。
13、对运行的机组应强化锅炉受热面超温超压的监督,应定期到现场检查受热面温度趋势,防止锅炉受热面超温。
14、焊接材料的存放管理,焊接材料存放不符合有关规定以及烘干装备损坏、没有烘干记录本。
应在明年初要求锅炉专业限期整改。
15、#1、#2、#3机组压力容器安全阀未进行定期校验,如运行中发生超压不能按时排放,易造成压力容器爆破事故发生。
建议机、炉检修专业制定安全阀校验方案按方案进行校验。
金属实验室20XX年的工作方案要根据部门方案要求,严格执行。
对每一项工作要做到详情落实、抓住重点。
并且伴着全年任务的开头,逐步实施。
金属技术监督实施方案
金属技术监督实施方案一、背景。
随着金属制品行业的快速发展,金属技术监督工作显得尤为重要。
为了确保金属制品的质量和安全,制定并实施金属技术监督方案势在必行。
二、监督目标。
1. 提高金属制品的质量水平,确保产品符合国家标准和行业规范;2. 加强对金属技术生产过程的监督,防止生产过程中出现质量问题;3. 保障金属制品在使用过程中的安全性,减少事故发生的可能性。
三、监督内容。
1. 对金属材料的原材料采购进行严格把关,确保原材料符合相关标准;2. 对金属生产过程中的工艺流程进行全程监控,确保生产过程中不出现质量问题;3. 对成品进行全面检测,确保产品质量符合标准要求;4. 对金属制品的贮存和运输过程进行监督,保证产品在运输和贮存过程中不受损坏。
四、监督措施。
1. 设立专门的监督部门,负责金属技术监督工作的组织和实施;2. 制定监督计划,对监督工作进行科学安排和合理部署;3. 加强对从业人员的培训,提高他们的专业水平和监督意识;4. 完善监督制度,建立健全的监督档案和信息管理系统;5. 加大对违规行为的查处力度,确保监督工作的严肃性和公正性。
五、监督效果评估。
1. 对金属制品的质量进行定期抽检,评估监督工作的效果;2. 对监督工作的实施情况进行定期评估,及时发现问题并加以解决;3. 对金属制品的使用情况进行跟踪调查,了解监督工作对产品安全性的影响。
六、结语。
金属技术监督实施方案的制定和实施,是保障金属制品质量和安全的重要举措。
希望各相关部门和企业能够严格执行该方案,共同维护金属制品行业的良好形象,为社会经济发展做出积极贡献。
金属监督管理工作总结(3)
金属监督管理工作总结(3)2017年金属监督管理工作总结1、培训要求4 培训人员在学习期间学习态度要端正,服从班组学习安排,积极主动地与培训人员进行交流和沟通。
5 培训人按照培训内容提前作好资料的收集、整理及编写讲义;受培训人员每次培训作好自己的学习记录。
6 理论授课每周一至周四早晨8:00---8:30共两小时的培训。
﹙4﹚每两周培训作为一个阶段,并对所讲过的内容进行考试,试题内容由培训员出题,经班长审核,专业主管批准方可执行。
﹙5﹚建立考核培训制度,按规定完成考问讲解、技术问答、技术讲课、反事故演习。
﹙6﹚开展班组岗位练兵活动。
2、培训目标通过培训,提高本工种员工的理论知识水平和实践操作技能,综合素质得到明显提高。
做到针对设备材质、焊接选材准备、针对设备周围环境做到检修心中有数,优质高效全面完成检修任务。
三、技术监督日常工作对高温高压管道和部件进行现场跟踪、金属技术监督,主要有:主蒸气管道、高温再热器管、过热器管、联箱、导气管、水冷壁管、省煤器管、给水管道、气包、支吊架等,对焊接材料及焊缝质量、焊接修复工作进行监督。
1、主蒸汽管道和再热蒸汽管道(1)安装焊口质量要求主蒸汽管道、再热蒸汽管道和高温导汽管的焊口应采取氩弧焊打底工艺焊接,,要求施工单位严格执行焊接、热处理工艺规范等作业,严格按照焊接作业指导书规定的质量要求进行施工;焊接施工过程要求焊工做好自检工作,及时消除缺陷;焊工钢印标记清晰、完整。
对焊缝中虽未超标但记录的缺陷,应确定位置、尺寸和性质,并记入技术档案;管道保温层表面应有焊缝位置的明确标志;我们指定专人采取对每一道焊口焊接过程全程跟踪旁站,督促提高焊接质量,发现问题及时汇总上报公司。
(2)管子、管件和管道附件安装前应做如下检查:核查管子、管件和管道附件的规格、材质及技术参数应符合设计要求。
管子、管件和管道附件应进行外观检查,其合格标准如下:管子应无分层;管子壁厚偏差应符合有关标准的规定;管子表面的划痕、凹坑、腐蚀等局部缺陷,经处理后的管壁厚度不应小于直管的理论计算壁厚。
金属监督工作总结
金属监视工作总结金属监视工作总结我厂xx年金属监视工作主要围绕4号机组A检和1、2号机组B检展开。
全年方案监视检验工程117项。
4号机组A检方案监视检验工程90项,实际完成90项,工程完成率100%;金属部件检验率100%。
发现超标缺陷21件,缺陷率1.59%。
消缺21件,缺陷消除率100%。
1、2号机组B检方案监视工程27项,实际完成27项,工程完成率 100%。
发现超标缺陷8件,消除超标缺陷8件,缺陷消除率100%。
全过程进展隐患排查,为我厂全年机组稳定运行打下了坚实根底。
一、主要工作完成情况1、高温高压蒸汽管道的监视检验工程和内容①机炉侧主汽管道(规格Ф355.6×50,10CrMo910)。
本年度的金属检验方案中要求:弯管立管和直管母材超探扫查、测厚;对接焊缝超探;角焊缝外外表磁粉检测;弯管椭圆度测量;弯管、直管硬度试验,金相检查;弯管磁粉探伤;对机侧电动门R弧外外表进展磁粉检测。
②机炉侧再热蒸汽管道(规格Ф457.2×14.2,10CrMo910)。
本年度的金属检验方案中要求:弯管、立管和直管母材超探扫查、测厚;对接焊缝、角焊缝超探;弯管不圆度测量;弯管、直管硬度试验,金相检查;弯管磁粉探伤。
2、对炉顶棚导汽管的检验情况:又经过一个大修期的运行,有必要进展典型部位跟踪监视检查。
为了全面摸清椭圆度的各导汽管的平安情况,及时掌控弯管的复原情况,有无裂纹等缺陷产生,及时消除缺陷隐患,本次A检对椭圆度在10%左右的重点导汽管弯管进展以下工程复查。
椭圆度进展测量比照,弯管外弧进展了磁粉、超声波探伤检验,高温导汽管进展金相组织和蠕变球化检查。
3、对机侧高中压导汽管的检查:壁厚测量、椭圆度测量、硬度检测、金相抽检;对对接环焊缝进展超声波检测;外弧进展超声波检测、磁粉检测。
4、螺栓紧固件的监视检验工程和内容:对汽机汽缸螺栓、高压主汽门螺栓、高压调速汽门螺栓、中压主汽门螺栓、中压调速汽门螺栓以及导汽管螺栓进展硬度试验、超声波探伤和光谱试验以及金相抽检;对锅炉一、二次汽平安门法兰螺栓进展硬度试验、超声波探伤和光谱试验以及金相抽检。
锅炉金属技术监督工作总结(通用3篇)
锅炉金属技术监督工作总结(通用3篇)锅炉金属技术监督篇1一、锅炉运行状况统计20xx年主蒸汽母管运行3748小时,1、2号炉段累计运行137159小时,3、4号炉段累计运行127492小时,5号炉段累计运行106862小时。
二、金属承压部件的检测和处理20xx年夏季检修,按金属技术监督要求的有关规定,对各炉汽包、减温器、水冷壁、过热器等锅炉金属承压部件进行监督检测,对存在严重缺陷、隐患的水冷壁进行了大面积更换,其它有问题的承压部件进行了修复或局部更换。
1、汽包1—5号炉汽包内部装置全部进行了宏观检测。
1号炉修复均汽板多处,补焊配水管焊口一处;2号炉补焊配水管焊口缺陷3处;3号炉较好;4号炉补焊配水管一处;5号炉更换配水管一段,修补焊口2处,补焊汇水集箱3处。
2、减温器处理1号炉西侧进水母管环形裂纹2处;2号炉西侧蛇形管断裂一组,修复。
东侧一蛇形管组漏泄,割断;3号炉东侧进出水母管漏3处,补焊处理;4号炉西侧进水母管焊口2漏,补焊处理。
东侧蛇形管漏一处,补焊处理;5号炉更换部分西侧进水母管段。
3、水冷壁根据现场抽查及20xx—20xx年冬运暴露出的问题,水冷壁管排进行了大量更换。
1号炉二次室前墙、后墙水冷壁整体更换;2号炉二次室水冷壁做了整体更换;3号炉二次室东墙、后墙水冷壁整体更换;4号炉二次室东墙、后墙水冷壁整体更换;5号炉二次室西墙13.5----16米段进行了更换,后墙折焰角近3米段做了更换。
三、20xx年未完成的金属计划检测项目1、1----5号炉主蒸汽母管焊缝、石墨化、壁厚及支吊架等的检测2、1----4号炉汽包焊缝探伤、下降管管座焊缝探伤的检测3、1----4号炉给水管道弯管测厚、焊缝探伤、2号炉给水管道修复等4、炉外管的探伤、测厚等四、承压部件暴露出的问题尽管20xx年夏季水冷壁进行了大面积更换,由于安装质量问题,冬季运行以来,新管的焊口、拉筋板等处经常泄露,致停炉。
1号炉西墙西南角漏一处;2号炉前墙下集箱焊口漏2处,上部汽包方箱部位焊口漏1处;3号炉后墙折焰角位置漏1处,东墙二次风道下漏1处;4号炉后墙水冷壁漏数处;5号炉西墙同一位置焊口漏2次。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2015年金属技术监督工作总结暨2016年金属技术监督工作计划一、金属技术监督主要指标完成情况及简要分析1、金属技术监督年度主要指标2、简要分析2015年完成#1机组C修、#2机组A修、#2脱硫协同粉尘提效改造、#2机组锅炉及压力容器定检相关金属技术监督。
#1机组C修期间完成低温再热器三级管组金属监督;#2机组A修期间完成#2炉低氮燃烧改造金属监督,#1、2电除尘四电场波形线改造焊接监督。
截止2015年12月31日机组启停及运行时间如下(详情及受热面爆漏统计表见附件):二、金属技术监督开展的主要工作1、受监设备开展的主要工作1.1、#1机组总检查14636点,不合格221点,已整改142点,未整改79点,未整改为磨煤机大齿裂纹缺陷。
锅炉金属监督主要内容:完成机组低温再热器三级管组更换,炉膛内部联箱及疏水、取样管检验,对炉膛外部高再、低再堵阀检验,抽查高再出口联箱32排角焊缝及下方32排对接焊缝,屏过切割5根管道并进行封堵,完成对5~7屏过圆钢检查及#1球磨机大齿无损探伤,完成锅炉0米前后侧定排管道更换并进行无损检验,再热器、饱和蒸汽取样管更换。
汽机金属监督主要内容:汽轮机轴瓦、瓦枕螺栓、轴颈变截面,1B小机转子轴瓦、推力瓦、推力盘、销钉、围带、叶片,真空泵转子,凝结水泵推力瓦,低旁阀螺栓,#1~3高加水位计管道更换等。
电气金属监督主要内容:刀闸万向节连杆。
其它金属监督:A/B引风机检查处理,增压风机叶片及支撑检查处理、#1循环水泵叶轮修复,联箱对接焊缝及取样管检查,炉外疏水管道测厚检查等。
1.2、#2机组总检查10721点,不合格82点,已整改44点,未整改38点,未整改为磨煤机大齿裂纹缺陷。
锅炉金属监督主要内容:再热器、饱和蒸汽取样管,高过、屏过、高再取样管,低氮改造涉及的水冷壁管道及相应燃油平台管道,完成对屏过圆钢检查及#1球磨机大齿无损探伤,完成锅炉0米前后侧定排管道更换并进行无损检验。
汽机金属监督主要内容:浮子油箱,BDV阀更换,#1~#3高加水位计管道更换,A/C真空泵转子。
其它金属监督:脱硫吸收塔除雾器支撑梁、环壁焊接,增压风机叶片检查处理,氧化风母管,#4循环水泵叶轮,B斗轮回转减速机、斗轮毂。
1.3、#2机组完成锅炉定检、容器定检、大修金属监督共58项。
锅炉定检主要内容:汽包、联箱、减温器、高低旁阀后减温装置、受热面、汽水管道、炉外管道、安全阀、锅炉水压试验、支吊架、承重结构、炉膛变形、膨胀变形。
压力容器定检主要内容:除氧器、高加、低加、压缩空气储气罐、#1、2、3氨罐、#1、2蒸发器、#1氢罐、氢氧分离器。
大修金属监督主要内容:汽机气缸,高、中、低压缸转子;中低、低低、低压对轮联轴器链接螺栓;M32及以上,温度大于或等于400℃高、中压缸螺栓,高、中压主汽门螺栓,调速汽门螺栓,高低旁调节阀螺栓、小机高压进汽调节阀螺栓,锅炉主汽门螺栓;轴瓦和推力瓦;中压主汽门和高调门内表面;A/B小汽轮机汽缸喷嘴室、隔板,转子末两级叶片和叶根,转子轴变截面处及推力盘R 角;发电机转子中心孔及转子轴变截面;锅炉堵阀;炉外管道大小头、三通各抽查10个;高温再热器出口联箱进口T23管段焊缝,高过及高再顶棚梳型板与管子密封焊穿墙管,屛过顶棚穿墙管;高过、再热热段、再热冷段弯头抽查;主给水管弯头抽查。
1.4、金属监督中主要问题的分析及处理情况:1.4.1 #1炉A侧高过蒸汽取样管反复泄漏:2015年2月5日#1炉A侧高过蒸汽取样管三通下部焊缝裂纹泄漏,检修中仅对焊缝返修;2015年7月20日C修金属监督中发现该三通上部(对接焊缝下方)母材存在裂纹缺陷,更换了部分取样管;2015年11月5日该三通上部焊缝裂纹泄漏,经分析是因再热联箱受热向A、B侧膨胀约20cm,取样管膨胀受限造成其应力集中产生裂纹,随后对取样管增加膨胀U型弯,并更换三通(材质由12Cr1MoV更改为1Cr18Ni9Ti)。
针对此缺陷,扩大检查中对两台机组低再取样三通、饱和蒸汽取样管三通进行检查更换,发现过热蒸汽管道一次门前取样管材质用错,安排2016年检修期间处理。
1.4.2 #2炉低氮燃烧水冷壁管道缺陷:#2炉低氮改造金属监督中,发现水冷壁母材存在气孔、焊缝折口等缺陷。
因气孔直径Φ>T/2管壁厚度,为确保今后机组安全运行,增加对OFA喷口、拱部水冷壁燃烧器喷口及方喷口、乏气风喷口、分级风喷口、所有单管以及备品配件和制造厂边角余料检测,检测均无异常;增加对该批管材管口侧200mm超声波检测无异常。
2016年#1锅炉计划进行低氮燃烧改造,要求水冷壁原材料出厂前的检验,必须进行制造厂现场见证。
1.4.3 #1、#2炉球磨机大齿裂纹缺陷:2015年2月磨煤机大齿通过渗透检测未发现缺陷,4月通过磁粉检测发现裂纹。
通过裂纹磁痕判断大部分为铸造缺陷,因运行环境中存在沥青,且清洗介质为煤油,造成初期通过渗透检测无法发现缺陷。
2015年通过冷焊、热焊等方式进行试验性修复,目前正在对修复方法进行评估可行性。
1.4.3 低压转子销钉及汽机部分螺栓断裂:#2机组定检中发现低压转子末级及次末级叶片销钉断裂488根,中压联合汽阀阀座紧固螺栓断裂51颗(共72颗)。
通过与东方汽轮机厂沟通,对#2汽轮机低压转子断裂的销钉进行返厂更换,对中压联合汽阀的阀座、阀瓣螺栓,高压调节阀的阀瓣螺栓、高压主汽阀的阀瓣螺栓进行材质升级,并全部更换,因#1汽轮机也存在同样的缺陷,下一步计划在#1机组计划检修中安排进行更换。
1.4.4引风机及增压风机腐蚀问题:脱硝改造后引风机及增压风机叶轮、中心筒、壳体、支撑腐蚀加剧。
初步分析脱硝改造后硫酸氢铵含量增加,pH值下降,对钢材造成酸腐蚀。
在引风机、增压风机的叶轮、筒体、支撑等处,大量沉积物汇集,使金属表面有坚硬、致密的垢存在,氢不能扩散到空气中,并渗入钢材与碳钢中的碳化铁(渗碳体)发生反应,造成钢材脱碳发生垢下腐蚀。
目前对设备腐蚀后影响安全的部件进行修复,并做局部防腐,为了防止设备腐蚀影响机组安全运行,要求每次机组停运后进行检查。
1.4.5再热蒸汽管道:#2炉高温再热器多根管道内壁存在氧化皮,并集中到底部弯头位置,已将第25排、50排割管取样分析。
过热、再热管道氧化皮堵塞是电厂易发问题之一,且是国内外研究重点。
资料表明在机组运行过程中,超温或温度急剧波动会使受热面管道内壁产生氧化皮;当机组停运后,降温或温度急剧变化时,氧化皮因与母材的膨胀系数不同而脱落,造成受热面管道堵塞,最终导致超温过热爆管1.4.6其它金属监督问题输煤B斗轮回转减速机、斗轮毂发现裂纹并进行挖补。
该部件运行8年,已多次对该部位进行处理,需要在后期持续监督。
2、管理开展的主要工作2015年完成了#1机组C修(包含低再三级管组更换)金属监督。
完成了#2机组A修金属监督及定检工作,在此期间完成#2机组低氮燃烧改造、#2脱硫协同粉尘治理提效改造的金属监督。
完成金属防腐相关的管理工作。
2015年3月18日签发《2015年技术监督工作计划》,7月2日完成#1机组C修金属监督计划,9月14日完成#2机组定期检验方案及协议。
依据计划督促各部门、各单位按时完成相关内容。
针对#1炉高过取样管多次裂纹泄漏及主汽取样管一次门前管材材质错误的缺陷,要求2016年继续加强对机组管系安装不合理,导致膨胀受限的检查,全面复查热控及化学取样小管材质。
#2炉在低氮燃烧改造中,发现水冷壁母材气孔,分析该缺陷为废料切割余留。
经与厂家沟通后,增加对#2炉低氮燃烧改造所供水冷壁管的无损探伤检测。
鉴于公司未参与#2炉低氮燃烧改造水冷壁的出厂验收,在10月28日会议要求中强调#1炉低氮燃烧改造水冷壁原材料出厂前的检验,北京巴威公司必须通知公司进行现场见证。
2015年11月,#2机组脱硝协同粉尘治理提效改造金属监督中,发现承包单位无损检验人员不熟悉检验标准、缺乏相应设备、不会操作自带设备,为此要求该人员禁止现场操作及出具报告。
通过此现象,在监督各检验检测单位时,从人员资质、设备以及实作进行跟踪,保证缺陷检出率。
为了使金属监督具有时效性、统计性、追溯性,建立了以数据库为核心的金属监督台账,实现了信息化管理。
通过台账将金属监督细化到系统部件及具体焊口位置,并可实时统计当年、去年、历年的金属监督数据,通过系统、机组、检修类别、检测方法复合查询历年金属监督情况,实时查询发现的问题及完成情况。
发现磨煤机大齿裂纹缺陷以来,邀请专家及相关齿轮厂家参与讨论,已通过冷焊、热焊,现场焊接、外送等多种方式对齿轮裂纹修复。
由于大齿材质为35CrMo,具有硬度高、焊接性能差的特点,上述修复方式均在焊后或运行一段时间后出现裂纹。
目前计划在2016年通过修复1台大齿并运行无问题的情况下,按工艺修复其他大齿。
鉴于2016年停机时间长,需要从运行环境、材料及防护措施综合分析,采取措施减轻引风机、增压风机的腐蚀程度。
由于机组处于川南地区,湿度大、雨水多,2015年发现输煤栈桥、工业水管道等设备防腐后质保期内腐蚀,经分析由于承包单位在防腐初期除锈不全,防腐完成不久即鼓包、脱落,为此要求承包单位严格执行验收流程,同时要求验收时携带湿度计等工具,设备部派人跟踪监督,确保防腐质量。
三、金属技术监督计划和任务完成情况1、年度技术监督计划完成情况2015年金属监督计划共41项,完成39项,未完成2项。
未完成项如下:1.1、年度金属技术监督自评,自评分≥98分。
1.2、加强对金属部件的失效分析,及时出具金属失效分析报告。
2、上年技术监督整改任务书完成情况2014年金属监督总结会议纪要共53项,完成46项,未完成7项。
未完成项如下:2.1、焊接管理和无损检测相关制度缺失,需编制《焊接与金属监督制度》。
2.2、内部光谱分析后未填写记录或报告,下一步光谱分析后需填写报告或记录,并录入金属监督台账。
2.3、加强与东锅沟通,解决锅炉高强螺栓断裂的遗留问题。
2.4、解决物质部库房不锈钢材料与碳钢材料混放的问题。
2.5、会同锅炉、汽机检查事故易发的受监部件,重点为压力高、温度高、流量大的三通、弯头。
2.6、机组设备发生事故后,属于金属监督不当造成的,应编制技术分析报告。
2.7、联系西安热工院提供再热器及省煤器管道的使用寿命评估报告。
3、年内历次技术监督专项会议整改完成情况:2015年C修金属监督计划共26项,完成26项,未完成0项;#2炉定期检验共59项,完成58项,未完成1项。
未完成项如下:3.1、#2炉外部检验未在热态下检查。
四、金属技术监督工作存在的主要问题1、技术监督受监设备存在的主要问题1.1、在低氮改造期间发现的水冷壁管段母材气孔、焊接折口等问题。
1.2、高温高压蒸汽管道上存在的材料不符、膨胀节安装不合理的取样管。