JIS H8610 镀锌标准
电镀类材料镀层的检验方法
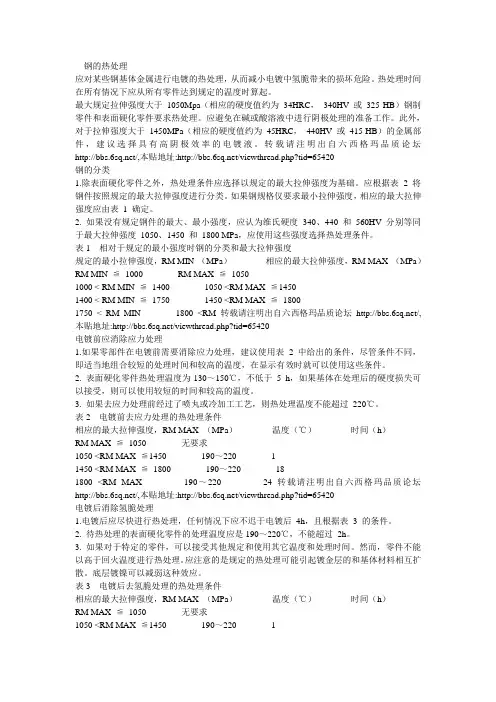
钢的热处理应对某些钢基体金属进行电镀的热处理,从而减小电镀中氢脆带来的损坏危险。
热处理时间在所有情况下应从所有零件达到规定的温度时算起。
最大规定拉伸强度大于1050Mpa(相应的硬度值约为34HRC,340HV 或325 HB)钢制零件和表面硬化零件要求热处理。
应避免在碱或酸溶液中进行阴极处理的准备工作。
此外,对于拉伸强度大于1450MPa(相应的硬度值约为45HRC,440HV 或415 HB)的金属部件,建议选择具有高阴极效率的电镀液。
转载请注明出自六西格玛品质论坛/,本贴地址:/viewthread.php?tid=65420钢的分类1.除表面硬化零件之外,热处理条件应选择以规定的最大拉伸强度为基础。
应根据表2 将钢件按照规定的最大拉伸强度进行分类。
如果钢规格仅要求最小拉伸强度,相应的最大拉伸强度应由表1 确定。
2. 如果没有规定钢件的最大、最小强度,应认为维氏硬度340、440 和560HV 分别等同于最大拉伸强度1050、1450 和1800 MPa,应使用这些强度选择热处理条件。
表1相对于规定的最小强度时钢的分类和最大拉伸强度规定的最小拉伸强度,RM MIN (MPa)相应的最大拉伸强度,RM MAX (MPa)RM MIN ≦1000 RM MAX ≦10501000 < RM MIN ≦1400 1050 <RM MAX ≦14501400 < RM MIN ≦1750 1450 <RM MAX ≦18001750 < RM MIN 1800 <RM 转载请注明出自六西格玛品质论坛/,本贴地址:/viewthread.php?tid=65420电镀前应消除应力处理1.如果零部件在电镀前需要消除应力处理,建议使用表2 中给出的条件,尽管条件不同,即适当地组合较短的处理时间和较高的温度,在显示有效时就可以使用这些条件。
2. 表面硬化零件热处理温度为130~150℃,不低于5 h,如果基体在处理后的硬度损失可以接受,则可以使用较短的时间和较高的温度。
镀锌标准
镀锌标准电镀锌标准1、适用范围:本标准规定了汽车零部件(以下简称“零件”)防锈及装饰用电镀锌镀层,(以下简称“镀层”)的技术要求。
2、术语定义本标准中的术语定义如下。
*其它术语应与JISH0400(电镀术语汇编)中的定义一致。
(1)光亮铬酸盐处理铬酸盐处理在锌镀层上生成防腐层,同时进行化学抛光。
光亮铬酸盐处理就是使用化学抛光的方法使镀层光亮。
化学抛光通常采用两种方法:一种方法是使用铬酸溶液,它是在抑制防腐层形成的同时完成化学抛光。
另一种方法方法是使用碱溶液,是在防腐蚀层形成之后获得光亮镀层。
(2)有色铬酸盐、绿色铬酸盐及黑色铬酸处理用来防腐蚀的铬酸盐镀层厚且有色。
因此,这种防腐蚀镀层被称作“有色铬酸盐”。
其色调随镀层的主要成分铬酸铬(XCr2?yCrq3?ZH2O)的比例不同而变化;绿色色调的叫做“绿色铬酸盐”黑色色调的被称为“黑色铬酸盐”。
(3)表面干涉带在镀层上相当薄的铬酸盐涂层里有着透明的及看不见的薄涂层。
当白色光照在其表面上时,涂层及镀层表面上的反光互相进一步干涉,显出彩虹般的色彩。
这种现象所引起的条纹图案称作“干涉带”。
(4)表面色散有色铬酸盐的色调随涂层成分的不同而起变化。
而涂层成分又随铬酸盐处理浴的成分及操作条件的变化而变化。
因此,即使是同一批次的某种零件,每个零件的色调都有可能不同,即使在同一表面也很难获得均匀的色调,而导致色彩不匀。
(5)白色腐蚀物锌的腐蚀物大多数情况下包括象碱性碳酸锌那样的白色混合物。
这种腐蚀物(锌锈)是在铬酸盐镀层受损,锌暴露在腐蚀环境中时产生的。
3、种类与代号镀层被分为19类,其类型及代号示于表1表1代号种类代号零件适用零件举例镀层厚度铬酸盐处理有关零件分类要求的特性内部零件外部零件的内部外部零件1类(铁金属)MFZn3 —B 0 鉴别(灰色)螺钉、垫圈、小匣—C 0 鉴别(黄色)MFZn5 —B 0 外观(光亮)鉴别(灰色)小轴等螺钉、垫圈、小匣、小轴、油脂枪喷嘴和一般机械零件等。
热镀锌的标准
热镀锌的标准热镀锌是一种常见的防腐蚀处理方法,它通过将金属表面浸入熔融的锌中,形成一层锌铁合金层,从而起到防腐蚀的作用。
热镀锌的标准是保证产品质量和安全的重要依据,下面我们将介绍热镀锌的标准内容。
首先,热镀锌的标准主要包括国家标准、行业标准和企业标准。
国家标准是由国家相关部门制定的,具有强制性,对产品质量和安全起到保障作用。
行业标准是由行业组织或协会制定的,对产品的生产、加工和质量控制起到指导作用。
企业标准是由企业自行制定的,对产品的生产工艺和质量要求进行规范。
其次,热镀锌的标准内容主要包括镀层厚度、镀锌层结构、表面质量、机械性能等方面。
镀层厚度是指热镀锌后形成的锌层厚度,镀锌层结构是指锌层与基材的结合情况,表面质量是指锌层表面的光洁度和无缺陷情况,机械性能是指镀锌产品的强度、硬度、延展性等性能指标。
另外,热镀锌的标准还包括镀锌工艺、检测方法、质量认证等内容。
镀锌工艺是指热镀锌的具体操作流程和工艺参数,检测方法是指对热镀锌产品进行质量检测和评定的方法和标准,质量认证是指对符合标准要求的产品进行认证和标识。
总的来说,热镀锌的标准是保证产品质量和安全的重要依据,只有严格按照标准要求进行生产和检测,才能生产出合格的热镀锌产品,确保产品的使用性能和使用寿命。
因此,生产企业和相关部门都应高度重视热镀锌的标准,加强标准化管理,提高产品质量,保障用户利益。
在实际生产和使用中,我们也要不断学习和了解最新的热镀锌标准,及时调整生产工艺和质量控制措施,确保产品符合最新的标准要求,满足市场和用户的需求。
同时,用户在选购和使用热镀锌产品时,也要注重产品的标准认证和质量检测报告,选择正规厂家生产的产品,确保产品质量和安全可靠。
综上所述,热镀锌的标准是保证产品质量和安全的重要依据,对生产企业、行业组织和用户都具有重要意义。
只有严格按照标准要求进行生产和使用,才能实现产品质量的稳定和提升,推动行业的健康发展。
希望各方能共同努力,促进热镀锌行业的规范化和标准化发展。
镀锌检验标准附件
镀锌钢板的质量检验标准一、镀锌钢板的质量检验标准优质品级镀锌板的质量要求包括规格尺寸、外观、镀锌量、化学成份、机械性能和重量等几个方面;(一).规格尺寸整批货物规格尺寸是否一致,货物标签标称尺寸与货物实际尺寸是否一致。
对于优质品,规格尺寸大多数一致。
有关产品标准(以下述及)都列明镀锌板推荐的标准厚度、长度和宽度及其允许偏差。
另外,板的宽度和长度、卷的宽度也可按用户要求确定。
(2).外观由镀层外观(均匀性、颜色、光亮度、结晶状况和宏观结合力等),镀层厚度,耐蚀性、结合力、延展性、显微硬度、脆性、耐磨性等,判断货物表面是否存在对使用有影响的缺陷。
由于不同货物其外观缺陷不尽相同,现对电镀锌钢板的外观缺陷作讨论如下:电镀锌钢板的生产工艺是采用连续电镀法:预处理(清洗段)-电镀锌-镀后处理清洗的目的是除去带钢表面的油脂、氧化铁皮和一切脏物,使带钢表面保持非常洁净。
电镀锌板质量的好坏,在很大程度上取决于电镀前的洗涤质量。
电镀锌后处理的主要目的是改善镀锌板的表面涂漆性能和抗腐蚀性能,以延长镀锌板的使用寿命。
镀后处理主要包括磷化处理和铬化处理。
除原板缺陷外,任何一个工序操作不当,都会造成质量问题。
一般的表面缺陷有:1.针孔:指镀层表面的与针尖凿过类似的细孔,其疏密及分布虽不相同,但在放大镜下观察时,一般其大小、形状相似。
针孔通常是由电镀过程中氢气泡吸附而产生的缺陷。
在电镀反应中,产生大量的气泡,这些气泡如不及时排除,就要滞留在带钢表面和阳极之间,阳极及带钢表面被气体层覆盖而影响导电,造成带钢表面局部镀不上。
2.麻点:指镀层表面不规则的凹穴孔,其特征是形状、大小、深浅不一。
麻点一般是由于基板缺陷或电镀过程中异物粘附造成的缺陷。
3.毛刺(或毛糙):指镀层表面凸起而有刺手感觉的异物,通常其特点是在电镀向上面或高电流密度区较为显著。
电镀锌的锌层厚度依靠控制电流密度和带钢速度来控制,即增加电流密度、降低带钢速度可以提高锌层厚度。
镀锌标准
电镀锌标准1.适用范围1.1 本标准规定了为了防止铁和钢腐蚀而对金属基体进行的镀锌处理的要求。
此标准并未涉及钢线或钢板的镀锌处理(以下称镀锌)作出规定。
2.用语的定义2.1 光泽铬酸盐(Chromate)铬酸盐处理对镀锌生成防蚀皮膜的同时也进行化学研磨作用。
利用化学研磨作用可使镀层表面带有光泽。
包括了因处理方法而抑制了防蚀皮膜的生成,利用化学研磨作用得到光泽面的方法,以及防蚀皮膜生成后用碱液作用得到光泽面的方法。
2.2 有色铬酸盐(Chromate)以防蚀为目的生成的铬酸盐皮膜是有色的.因此,防蚀用铬酸盐皮膜又叫有色铬酸盐.根据皮膜的组成成分铬酸,铬(xCr2O3 yCrO3 Zh2O)的组成比率而显示有多种颜色的变化.呈黄色时,也叫黄色铬酸盐皮膜。
2.3 黑色铬酸盐(Chromate)电镀后,铬酸溶液中附加黑色处理药品后形成的处理液生成铬酸盐皮膜的方法,也叫硝酸皮膜。
2.4黄绿色铬酸盐(Chromate)电镀后,用特殊的含有负离子铬酸盐液进行处理,可以得到防蚀性能良好的厚膜型皮膜.称为绿色铬酸盐或者橄榄绿铬酸盐。
2.5 表面的干涉花纹在较薄的铬酸盐皮膜上,因电镀上面残留有眼睛无法看到的透明薄皮膜,表面受到白色光时,皮膜表面和电镀表面的反射光相互干涉影响,呈彩虹色,干涉花纹便是指这样产生的条纹。
2.6 表面的色泽偏差有色铬酸盐的色调根据皮膜组成而变化,这在铬酸盐处理时容易根据组成及组织条件的变化而变化。
因此即使是同样的配件也会在各个配件上产生色调的差异,也可以说很难在同一表面上得到均一的色调而会产生色斑。
2.7 白色腐蚀生成物锌的腐蚀生成物和盐基性碳酸锌在大部分情况下会生产白色化合物,破坏铬酸盐皮膜使锌露置在腐蚀环境中,这样生成腐蚀生成物(锌锈)。
2.8 赤锈白色锈状态深化下去在金属基体上生成的红色的锈。
3.种类和记号镀锌的种类根据镀锌质地和厚度如表1所示区分。
注:A:光泽;1:有色 B:黑色, G:黄绿色4. 镀层及制造要求4.1镀层必须使用电解生成的纯锌4.2 外观镀锌产品的表面应当在外形上统一,没有肉眼可见的镀层缺陷如砂眼、凹陷、气泡、过烧、粗糙、结节、粘砂、裂痕或未喷区域,或其他会影响镀层功能的缺陷。
镀锌板-标准
镀锌板标准一、概述镀锌板是一种广泛用于建筑、家电、汽车等领域的重要金属材料。
由于其具有良好的耐腐蚀性能和较高的强度,镀锌板成为了金属表面处理的一种常见工艺。
本文将对镀锌板的标准进行详细介绍,包括标准规格、质量要求、检验方法以及应用领域等方面。
二、标准规格镀锌板的尺寸和厚度范围根据不同的应用领域有所差异。
一般来说,镀锌板的厚度在0.3毫米到3.0毫米之间。
尺寸则根据具体需求而定,常见的有1米 x 2米、1.2米 x 2.4米等。
在厚度和尺寸方面,国家标准和国际标准都有所规定,以确保产品的互换性和通用性。
三、质量要求镀锌板的质量要求主要包括以下几个方面:1.表面质量:镀锌板的表面应光滑、无气泡、无明显的划痕和凹坑等缺陷。
此外,表面还应具有一定的防腐蚀性能,以抵抗潮湿环境和腐蚀介质的影响。
2.机械性能:镀锌板应具有一定的机械性能,如抗拉强度、屈服强度和延伸率等。
这些性能指标应根据不同的应用领域和使用条件进行规定。
3.化学成分:镀锌板的化学成分应符合相关标准和规定,以保证其机械性能和耐腐蚀性能。
4.锌层厚度:镀锌板的锌层厚度应根据使用环境和防腐蚀要求进行规定。
太薄的锌层厚度会影响防腐蚀效果,而过厚的锌层则可能导致附着力不足和脆化等问题。
5.附着力:镀锌板应具有良好的附着力,以保证在加工和使用过程中不易脱落或开裂。
附着力测试是评价镀锌板质量的重要手段之一。
四、检验方法为了确保镀锌板的质量符合标准要求,需要对成品进行质量检验。
以下是常见的镀锌板检验方法:1.外观检验:通过目视或放大镜对镀锌板的表面质量进行检查,包括表面光滑度、气泡、划痕和凹坑等缺陷。
2.机械性能检验:根据相关标准进行拉伸试验、弯曲试验和冲击试验等,以测定镀锌板的机械性能。
3.化学成分分析:通过化学分析方法测定镀锌板的化学成分,以评估其与标准要求的符合程度。
4.锌层厚度测量:采用涂层测厚仪对镀锌板的锌层厚度进行测量,以确保其符合标准要求。
5.附着力测试:通过划痕试验、弯曲试验或胶带剥离试验等方法对镀锌板的附着力进行评估。
镀锌厚度标准
镀锌厚度标准镀锌是一种常见的防腐蚀处理方法,通过将金属表面涂覆一层锌,可以有效延长金属材料的使用寿命。
而镀锌厚度标准则是评定镀锌质量的重要指标之一。
本文将就镀锌厚度标准进行详细介绍,希望能为相关行业提供参考。
一、镀锌厚度标准的重要性。
镀锌厚度是指在镀锌过程中金属表面被涂覆的锌层厚度,它直接关系到金属材料的防腐蚀性能。
因此,镀锌厚度标准的制定和执行对于保障产品质量、延长使用寿命具有重要意义。
合格的镀锌厚度标准可以有效防止金属材料在潮湿、腐蚀环境中出现锈蚀和腐蚀现象,提高产品的使用寿命。
二、镀锌厚度标准的执行标准。
根据相关国家标准,对于不同类型的金属材料,其镀锌厚度标准也有所不同。
一般来说,镀锌厚度可以通过电镀、热浸镀等工艺进行处理,其厚度标准也因工艺的不同而有所差异。
在实际生产中,需要根据具体的产品要求和使用环境来确定镀锌厚度标准,以确保产品的质量和可靠性。
三、常见的镀锌厚度标准测量方法。
在实际应用中,为了确保镀锌厚度的质量,需要采用一些专业的测量方法来进行检测。
常见的镀锌厚度测量方法包括磁性测厚仪、涂层测厚仪等。
这些测量设备可以准确地测量出镀锌层的厚度,为产品的质量提供可靠的数据支持。
四、镀锌厚度标准的影响因素。
在实际生产中,影响镀锌厚度标准的因素有很多,主要包括金属材料的种类、表面处理工艺、使用环境等。
不同的因素会对镀锌厚度标准产生不同程度的影响,因此在制定和执行镀锌厚度标准时,需要对这些因素进行全面的考虑和分析,以确保产品的质量和稳定性。
五、结语。
镀锌厚度标准是保障产品质量和延长金属材料使用寿命的重要指标,对于相关行业具有重要的意义。
在实际生产中,需要严格执行镀锌厚度标准,采用专业的测量方法进行检测,以确保产品的质量和可靠性。
希望本文的介绍能够为相关行业提供一定的参考价值,推动镀锌厚度标准的落实和执行。
日本工业标准钢铁上的电气镀锌层JIS H8610:1999中文
日本工业标准JIS H8610:1999钢铁上的电气镀锌层Electroplated coatings of zinc on iron or steel序言:该标准以1适用范围中备注所例对应的国际标准为基础,对应由该国际标准翻译而来,技术内容变更后成为日本工业标准,该国际标准中未规定的项目日本工业标准中做了补充。
1适用范围该标准是铁和钢以防腐蚀为目的,而在其表面实施电气镀锌(以下称镀锌)的相关标准。
备注该标准对应的国际标准如下ISO 2081:1981 Metallic coatings-Electroplated coatings of zinc on iron or steel参考防腐蚀为上的镀镉覆层,依据JIS H8625.2引用标准以下所例标准为该标准的引用标准,是该标准的构成部分。
这些引用标准都适用于最新版本。
JIS H0400 用于电镀和相关处理的条款术语JIS H0404 电镀图形符号JIS H8501 金属覆层厚度试验方法JIS H8504 金属覆层附着性试验方法JIS H8625 电镀的锌和镉覆层上的铬酸盐转换覆层JIS Z9031 随机数产生和随机化的方法3定义该标准使用的主要用语的定义,依据JIS H0400,如下。
a)有效表面(significant surface)工件上某些已电镀或待电镀的表面,在该表面上镀层能体现工件的外观和主要性能。
b)局部厚度(local thickness)在指定面积内进行规定次数厚度测量的算术平均值。
c)最小局部厚度(minimum local thickness)在一个工件的有效表面上所测得的局部厚度的最小值。
4等级、符号和使用环境4.1等级和符号a)等级镀层的等级如表1所示,从镀层的最小厚度分为6个等级。
b)符号镀层的符号依据JIS H0404.4.2使用环境、使用环境条件和符号使用环境、使用环境条件和符号依据JISH0404.参考使用以防腐蚀为目的的电镀产品,其使用环境的分类和符号如参考表1表1 镀层等级和镀层的最小厚度μm参考表1 使用环境、使用环境条件和符号5.1 镀层的外观镀层按9.2进行实验,镀层的有效表面上不应有明显的可见的镀层缺陷,如粗糙、焦灼、裂纹、凹陷、局部无镀层、起泡、孔隙、镀层不牢、剥离、赃污等。
日本工业标准钢铁上的电气镀锌层JIS H8610:1999中文
日本工业标准JIS H8610:1999钢铁上的电气镀锌层Electroplated coatings of zinc on iron or steel序言:该标准以1适用范围中备注所例对应的国际标准为基础,对应由该国际标准翻译而来,技术内容变更后成为日本工业标准,该国际标准中未规定的项目日本工业标准中做了补充。
1适用范围该标准是铁和钢以防腐蚀为目的,而在其表面实施电气镀锌(以下称镀锌)的相关标准。
备注该标准对应的国际标准如下ISO 2081:1981 Metallic coatings-Electroplated coatings of zinc on iron or steel参考防腐蚀为上的镀镉覆层,依据JIS H8625.2引用标准以下所例标准为该标准的引用标准,是该标准的构成部分。
这些引用标准都适用于最新版本。
JIS H0400 用于电镀和相关处理的条款术语JIS H0404 电镀图形符号JIS H8501 金属覆层厚度试验方法JIS H8504 金属覆层附着性试验方法JIS H8625 电镀的锌和镉覆层上的铬酸盐转换覆层JIS Z9031 随机数产生和随机化的方法3定义该标准使用的主要用语的定义,依据JIS H0400,如下。
a)有效表面(significant surface)工件上某些已电镀或待电镀的表面,在该表面上镀层能体现工件的外观和主要性能。
b)局部厚度(local thickness)在指定面积内进行规定次数厚度测量的算术平均值。
c)最小局部厚度(minimum local thickness)在一个工件的有效表面上所测得的局部厚度的最小值。
4等级、符号和使用环境4.1等级和符号a)等级镀层的等级如表1所示,从镀层的最小厚度分为6个等级。
b)符号镀层的符号依据JIS H0404.4.2使用环境、使用环境条件和符号使用环境、使用环境条件和符号依据JISH0404.参考使用以防腐蚀为目的的电镀产品,其使用环境的分类和符号如参考表1表1 镀层等级和镀层的最小厚度μm参考表1 使用环境、使用环境条件和符号5.1 镀层的外观镀层按9.2进行实验,镀层的有效表面上不应有明显的可见的镀层缺陷,如粗糙、焦灼、裂纹、凹陷、局部无镀层、起泡、孔隙、镀层不牢、剥离、赃污等。
镀锌标准
—K 0 外观(黑色)并抗腐性
一类(铁基金属) MFZn8 —B 0 0 外观(光亮) 螺钉、垫圈、小机匣
—C 0 抗腐蚀性
—G 0 抗腐蚀性 螺钉、垫圈小轴、机匣、灯和一般机械零件等。
—GS 0 抗腐蚀性包括白色腐蚀
—K 0 外观(黑色)及抗腐性
注:(2)如果上面有油漆等赃物,测定前应完全清除掉。
5.2、厚度测定
通常用显微镜测定厚度。经双方协商一致,也可用磁性测厚仪,库仑测厚仪或冲击式测厚仪测定。
5.2.1显微镜厚度测定法
准备一个与被测镀层表面垂直的截面,将截面抛光(3),用显微镜测量镀层厚度。为了使镀层边沿易于查看,建议充分酸洗(4)。
内部零件 外部零件的内部 外部零件
1类(铁金属) MFZn3 —B 0 鉴别(灰色) 螺钉、垫圈、小匣
—C 0 鉴别(黄色)
MFZn5 —B 0 外观(光亮)鉴别(灰色) 小轴等螺钉、垫圈、小匣、小轴、油脂枪喷嘴和一般机械零件等。
—C 0 鉴别(黄色)抗腐性
—G 0 鉴别(绿色)抗腐性
MFZn25 —C 0 特高耐腐蚀性 刹车、管道等
2类(铜与合金基金属) MFZn2 (无) 0 0 0 不要求美观 螺钉、小机械零件等。
—B 0 0 0 外观(光亮)
备注:
1、代号尾部的B表示:“亮光铬酸盐处理”,C表示“有钯铬酸盐处理”,G表示“绿色铬酸盐处理”(通常叫作“黄褐色处理”),GS表示绿色铬酸盐处理中的腐蚀性能特好,K表示“黑色铬酸盐处理”。
(5)白色腐蚀物
锌的腐蚀物大多数情况下包括象碱性碳酸锌那样的白色混合物。这种腐蚀物(锌锈)是在铬酸盐镀层受损,锌暴露在腐蚀环境中时产生的。