gbt80-000机械加工未注公差标准
未注公差等级和标准公差表
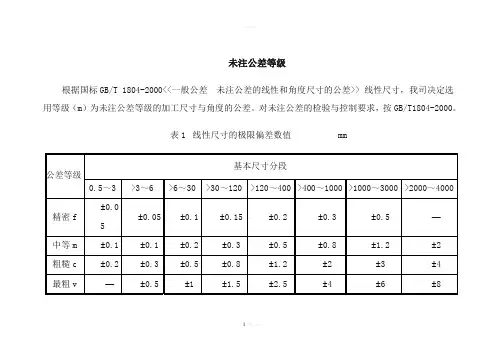
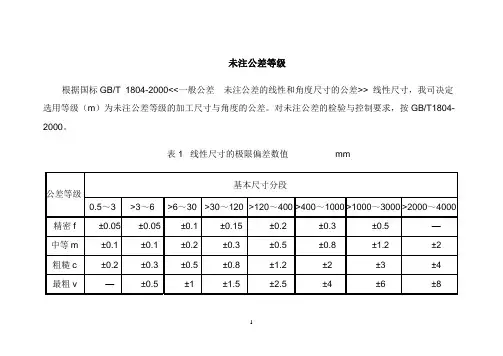
未注公差等级根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。
对未注公差的检验与控制要求,按GB/T1804-2000。
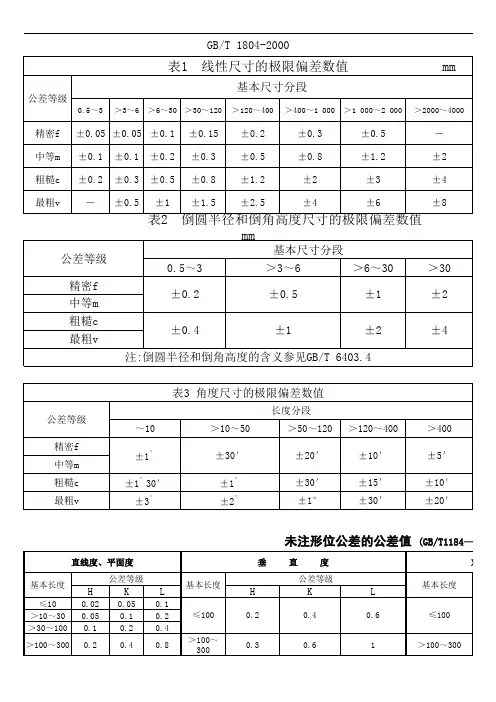
表1线性尺寸的极限偏差数值 mm表2倒圆半径和倒角高度尺寸的极限偏差数值 mm表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。
表3角度尺寸的极限偏差数值未注尺寸公差按GB/T1804-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3>3~6>6~30>30~120>120~400>400~1000>1000~2000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗v-- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级基本尺寸分段0.5~3>3~6>6~30>30精密f ±0.2 ±0.5 ±1 ±2中等m粗糙e ±0.4 ±1 ±2 ±4最粗v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10>10~50>50~120>120~400>400精密f ±1o ±30′ ±20′ ±10′ ±5′中等m粗糙e ±1o30′ ±1o ±30′ ±20′ ±10′最粗v ±3o ±2o ±1o ±30′ ±20′未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10>10~30>30~100>100~300>300~1000>1000~3000 H0.030.050.10.20.30.4K0.050.10.20.40.60.8L0.10.20.40.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300>300~1000>1000~3000H0.20.30.40.5K0.40.60.81L0.41 1.52对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300>300~1000>1000~3000H0.5K0.60.81L0.61 1.52圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H0.1K0.2L0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
未注尺寸公差、未注形位公差及表面粗糙度
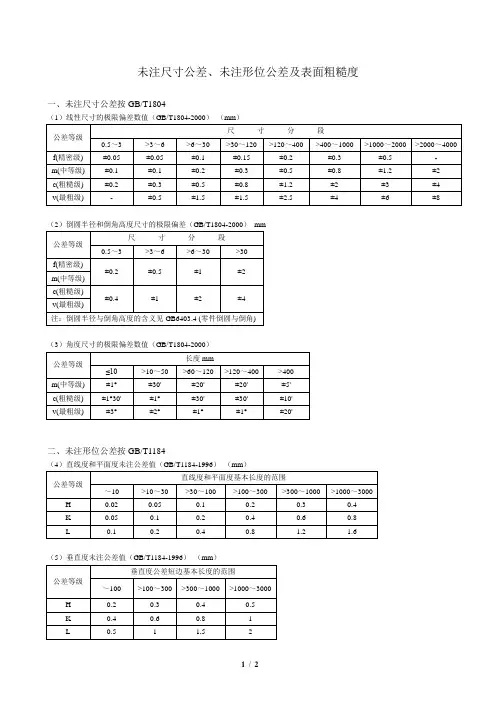
未注尺寸公差、未注形位公差及表面粗糙度一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
未按尺寸标注公差表(GBT 1804-2000、GBT1184—1996、GBT3-1997)
0.5
值
差均由它们的注出公差或未注公差控制;如因功能原因,圆柱度应小于圆度 时由于配合要求也可采用包容要求
mm
注:倒圆半径和倒角高度的含义参见GB/T 6403.4 表3 角度尺寸的极限偏差数值
公差等级 精密f 中等m 粗糙c 最粗v 长度分段 ~10 ±1° ±1°30′ ±3° >10~50 ±30′ ±1° ±2° >50~120 ±20′ ±30′ ±1° >120~400 ±10′ ±15′ ±30′ >400 ±5′ ±10′ ±20′
不作规定。圆柱度误差由圆度、直线度和相对应线的平行度误差等三部分组成,而其中每一项误差均由它们的注
184—1996)
(mm)
圆 跳 动 公差等级
对 称 度 公差等级
H
0.5 0.5
K
0.6 0.6
L
0.6 1
H
K
L
0.1
0.2
0.5
0.1 0.5 0.5 0.8 1 1.5 2
0.2
±0.15 ±0.3 ±0.8 ±1.5
±0.2 ±0.5 ±1.2 ±2.5
±0.3 ±0.8 ±2 ±4
±0.5 ±1.2 ±3 ±6
- ±2 ±4 ±8
表2
公差等级 精密f 中等m 粗糙c 最粗v
倒圆半径和倒角高度尺寸的极限偏差数值
基本尺寸分段 0.5~3 ±0.2 ±0.4 >3~6 ±0.5 ±1 >6~30 ±1 ±2 >30 ±2 ±4
GB/T 1804-2000
表1
公差等级
0.5~3 >3~6
线性尺寸的极限偏差数值
基本尺寸分段
mm
>6~30 >30~120
>120~400
机械加工行业标准
机加工技术要求1.目的对机加工产品质量控制,以确保满足公司的标准和客户的要求。
2.范围适用所有机加工产品,和对供应商机加工产品的要求及产品的检验。
3.定义A级表面:产品非常重要的装饰表面,即产品使用时始终可以看到的表面。
B级表面:产品的内表面或产品不翻动时客户偶尔能看到的表面。
C级表面:仅在产品翻动时才可见的表面,或产品的内部零件。
4.规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3-1997 普通螺纹收尾、肩距、退刀槽和倒角GB/T 145-2001 中心孔GB/T 197-2003普通螺纹公差GB/T 1031-2009 产品几何技术规范(GPS) 表面结构轮廓法表面粗糙度参数及其数值GB/T 1182-2008 产品几何技术规范(GPS) 几何公差形状、方向、位置和跳动公差标注GB/T 1184-1996 形状和位置公差未注公差值GB/T 1568-2008 键技术条件GB/T1804-2000一般公差未注公差的线性和角度尺寸的公差GB/T 2828.1-2003 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 4249-2009 产品几何技术规范(GPS) 公差原则GB/T 5796.4-2005 梯形螺纹第4部分:公差Q/JS Jxx.xx-2012不合格品控制程序Q/JS Jxx.xx-2012机柜半成品钣金件下料技术要求5.术语和定义GB/T 1182-2008给出的术语和定义及下列术语和定义适用于本文件。
5.1切削加工用切削工具(包括刀具、磨具和磨料)把坯料或工件上多余的材料层切去成为切屑,使工件获得规定的几何形状、尺寸和表面质量的加工方法。
包括车削、铣削、刨削、磨削、拉削、钻孔、扩孔、铰孔、研磨、珩磨、抛光、超精加工及由它们组成的自动技术、数控技术、成组技术、组合机床、流水线、自动线。
机械设计行业GB中常用标准
GB中常用标准螺栓和螺柱六角头螺栓GB/T27-1988六角头铰制孔用螺栓A级GB/T27-1988六角头铰制孔用螺栓B级GB/T31.1-1988六角头螺杆带孔螺栓-A级和B级GB/T31.2-1988A型六角头螺杆带孔螺栓-细杆-B级GB/T31.2-1988B型六角头螺杆带孔螺栓-细杆-B级GB/T5780-2000六角头螺栓C级GB/T5781-2000六角头螺栓-全螺纹-C级GB/T5782-2000六角头螺栓GB/T5783-2000六角头螺栓-全螺纹GB/T5784-1986六角头螺栓-细杆-B级GB/T5785-2000六角头螺栓-细牙GB/T5786-2000型六角头螺栓-细牙-全螺纹GB/T5787-1986 六角头法兰面螺栓其它螺栓GB/T8-1988方头螺栓C级GB/T 10-1988沉头方颈螺栓GB/T 11-1988沉头带榫螺栓GB/T 37-1988T形槽用螺栓GB/T 798-1988活节螺栓GB/T 799-1988地脚螺栓GB/T 800-1988沉头双榫螺栓GB/T 794-1993加强半圆头方颈螺栓A型GB/T 794-1993加强半圆头方颈螺栓B型双头螺柱GB/T897-1988双头螺柱B型GB/T 898-1988双头螺柱B型GB/T 899-1988双头螺柱B型GB/T 900-1988双头螺柱B型GB/T 901-1988等长双头螺柱-B级GB/T 953-1988等长双头螺柱-C级螺母六角螺母1型六角螺母C级(GB41-86)GB56-1988六角厚螺母GB808-1988小六角特扁细牙螺母GB/T6170-2000(1型六角螺母)GB/T6171-2000(1型六角螺母-细牙)GB/T6172.1-2000六角薄螺母GB/T6173-2000六角薄螺母-细牙GB/T6174-2000六角薄螺母-无倒角GB/T6175-2000(2型六角螺母)GB/T6176-2000(2型六角螺母-细牙)GB/T6177.1-2000六角法兰面螺母GB/T6177.2-2000六角法兰面螺母细牙六角锁紧螺母GB/T6184-2000(1型全金属六角锁紧螺母)GB/T6185.1-2000(2型全金属六角锁紧螺母)GB/T6185.2-2000(2型全金属六角锁紧螺母-细牙) GB/T6186-2000(2型全金属六角锁紧螺母-9级)六角开槽螺母GB6179-1986(1型六角开槽螺母-C级)GB6180-1986(2型六角开槽螺母-A级和B级)GB6181-1986六角开槽薄螺母-A和B级GB9457-1988(1型六角开槽螺母)GB9458-1988(2型六角开槽螺母-细牙-A级和B级) GB9459-1988六角开槽薄螺母GB6178-1986(1型六角开槽螺母-A和B级)圆螺母GB810-1988小圆螺母GB817-1988带槽圆螺母GB812-1988圆螺母滚花高螺母GB806-1988滚花高螺母GB807-1988滚花薄螺母其它螺母GB923-1988盖形螺母GB39-1988方螺母-C级螺钉十字槽螺钉GB/T818-2000十字槽盘头螺钉H型GB/T818-2000十字槽盘头螺钉Z型GB/T818-76 十字槽半圆头螺钉GB/T819.1-2000十字槽沉头螺钉第一部分H型GB/T819.1-2000十字槽沉头螺钉第一部分Z型GB/T820-2000十字槽半沉头螺钉H型GB/T820-2000十字槽半沉头螺钉Z型GB/T822-2000十字槽圆柱头螺钉H型GB/T823-1988十字槽小盘头螺钉GB9074.13十字槽外六角平垫弹垫组合螺钉(十字槽凹穴六角头螺栓)GB/T 29.2-88十字槽凹穴六角头螺栓GB9074.17不带十字的外六角组合螺栓GB/T9074.8 十字槽小盘头平垫、弹垫三组合螺钉GB9074.4 十字槽圆头平垫、弹垫三组合螺钉GB9074.1-88 十字槽盘头螺钉和平垫圈组合件GB/T 9074.15-1988六角头螺栓和弹簧垫圈组合件GB / T 97-2002; A级; 销轴用; 用于螺钉和垫圈组合件; 用于自攻螺钉和垫圈组合件平垫圈GB90744-88十字槽盘头螺钉、平垫圈和弹簧垫圈组合件国标准共享版块紧定螺钉GB71-1985开槽锥端紧定螺钉GB/T74-1985开槽凹端紧定螺钉GB/T75-1985开槽长圆柱端紧定螺钉GB/T77-2000六角平端紧定螺钉GB/T78-2000六角锥端紧定螺钉GB/T79-2000六角圆柱端紧定螺钉GB/T80-2000六角凹端紧定螺钉GB83-1988方头长圆柱球面端紧定螺钉GB84-1988方头凹端紧定螺钉GB85-1988方头长圆柱端紧定螺钉GB86-1988方头短圆柱锥端紧定螺钉GB821-1988方头平端紧定螺钉紧定螺钉GB71-1985开槽锥端紧定螺钉GB/T73-1985开槽平端紧定螺钉GB/T74-1985开槽凹端紧定螺钉GB/T75-1985开槽长圆柱端紧定螺钉GB/T77-2000六角平端紧定螺钉GB/T78-2000六角锥端紧定螺钉GB/T79-2000六角圆柱端紧定螺钉GB/T80-2000六角凹端紧定螺钉GB83-1988方头长圆柱球面端紧定螺钉GB85-1988方头长圆柱端紧定螺钉GB86-1988方头短圆柱锥端紧定螺钉GB821-1988方头平端紧定螺钉圆柱头螺钉GB833-1988开槽大圆柱头螺钉GB/T70.1-2000六角圆柱头螺钉GB/T65-2000开槽圆柱头螺钉GB/2673-2004 梅花槽沉头螺钉GB/2672-2004 梅花槽圆柱头螺栓/T6686-1993 梅花头法兰螺栓德标德标美标ASME/ANSI B 18.2.1-2010GB/T9074.4/GB9074.8盘头组合螺钉GB/T9074.13十字外六角组合螺钉GB/T9074.17外六角三合螺钉铆钉系列:半空心铆钉、实心铆钉、铜铆钉、铝铆钉、铁铆钉规格从1.0-6.0 2.机螺丝系列:GB818、GB819、GB65、GB67、GB68、GB820、GB77等。
未注公差等级和标准公差表
未注公差等级根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。
对未注公差的检验与控制要求,按GB/T1804-2000。
表1 线性尺寸的极限偏差数值mm1表2 倒圆半径和倒角高度尺寸的极限偏差数值mm2表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。
表3 角度尺寸的极限偏差数值3未注尺寸公差按GB/T1804-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f ±0.2 ±0.5 ±1 ±24中等 m粗糙 e ±0.4 ±1 ±2 ±4最粗 v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >10~50 >50~120 >120~400 >400精密 f ±1o ±30′±20′±10′±5′中等 m粗糙 e ±1o30′ ±1o ±30′±20′±10′最粗 v ±3o ±2o ±1o ±30′±20′未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围5≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.56K 0.6 0.8 1L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
机械加工通用技术要求规范
机械加工通用技术规范1.目的1.1 对机加工产品质量控制,以确保满足公司的标准和客户的要求。
1.2 本标准规定了各种机械加工应共同遵守的基本规则。
2.范围适用所有机加工产品,和对供应商机加工产品的要求及产品的检验。
3.定义A级表面:产品非常重要的装饰表面,即产品使用时始终可以看到的表面。
B级表面:产品的内表面或产品不翻动时客户偶尔能看到的表面。
C级表面:仅在产品翻动时才可见的表面,或产品的内部零件。
4.规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3-1997 普通螺纹收尾、肩距、退刀槽和倒角GB/T 145-2001 中心孔GB/T 197-2003 普通螺纹公差GB/T 1031-2009 产品几何技术规范(GPS) 表面结构轮廓法表面粗糙度参数及其数值GB/T 1182-2008 产品几何技术规范(GPS) 几何公差形状、方向、位置和跳动公差标注GB/T 1184-1996 形状和位置公差未注公差值GB/T 1568-2008 键技术条件GB/T 1804-2000 一般公差未注公差的线性和角度尺寸的公差GB/T 2828.1-2003 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 4249-2009 产品几何技术规范(GPS) 公差原则GB/T 5796.4-2005 梯形螺纹第4部分:公差Q/JS Jxx.xx-2012 不合格品控制程序Q/JS Jxx.xx-2012 机柜半成品钣金件下料技术要求5.术语和定义GB/T 1182-2008给出的术语和定义及下列术语和定义适用于本文件。
5.1切削加工用切削工具(包括刀具、磨具和磨料)把坯料或工件上多余的材料层切去成为切屑,使工件获得规定的几何形状、尺寸和表面质量的加工方法。
未注公差等级和标准公差表
未注公差等级根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。
对未注公差的检验与控制要求,按GB/T1804-2000。
表1线性尺寸的极限偏差数值 mm表2倒圆半径和倒角高度尺寸的极限偏差数值 mm表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。
表3角度尺寸的极限偏差数值未注尺寸公差按GB/T1804-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3>3~6>6~30>30~120>120~400>400~1000>1000~2000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗v-- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级基本尺寸分段0.5~3>3~6>6~30>30精密f ±0.2 ±0.5 ±1 ±2中等m粗糙e ±0.4 ±1 ±2 ±4最粗v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10>10~50>50~120>120~400>400精密f ±1o ±30′ ±20′ ±10′ ±5′中等m粗糙e ±1o30′ ±1o ±30′ ±20′ ±10′最粗v ±3o ±2o ±1o ±30′ ±20′未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10>10~30>30~100>100~300>300~1000>1000~3000 H0.030.050.10.20.30.4K0.050.10.20.40.60.8L0.10.20.40.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300>300~1000>1000~3000H0.20.30.40.5K0.40.60.81L0.41 1.52对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300>300~1000>1000~3000H0.5K0.60.81L0.61 1.52圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H0.1K0.2L0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
未注公差尺寸标准
>63~ 160
0.5~1 ±0.36 1~3 ±0.5 3~6 ±0.64
±0.48 ±0.68 ±0.88
>6 ±0.78 ±1.00
0.5 ±0.36 ±0.42
160~ 400
0.5~1 ±0.5 1~3 ±0.7 3~6 ±0.9
±0.62 ±0.88 ±1.1
>6 ±1.1 ±1.4
文件编号:
0.5 ±0.48 ±0.62
400~ 0.5~1 ±0.66 ±0.88 1000 1~3 ±0.94 ±1.1
3~6 ±1.2 ±1.4
>6 ±1.4 ±1.6
0.5 ±0.7
1000~ 5300
0.5~1 ±0.98 1~3 ±1.4 3~6 ±1.6
>6 ±1.9
5.4.2 冲裁,成型圆角半径极限偏差数值(M级):(mm)
公差等级
起始 尺寸
公差极限
≤100 0.6
基本长度分段
>100~ >300~ >1000~
300 1000 3000
0.6
0.8
1
取两面要素中的较长的一边为基准,较短的一边作为被测要素. 5.2.6 同轴度,圆跳动和全跳动未注公差数值: (mm/um)
5.2.6.1 在极限情况下,同轴的未注公差可以和下表中规定的径向跳动的未注公差相等。 5.2.6.2.圆跳动的未注公差按下表选取: mm
1000~
2500 ±4°
公差 等级
2
≤10 ≤0.12
基本长度或测量要素(L-长,H-高,D-外径) 10~25 25~63 63~160 160~400 400~
1000 ≤0.20 ≤0.30 ≤0.50 ≤0.80 ≤1.20
机械加工自由公差表
机械加工自由公差表(总3页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)垂直度未注公差值(GB/T1184-1996)(mm)对称度未注公差值(GB/T1184-1996)(mm)圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列 , , , , , , , , , , , 25, 50, 100第2系列 , , , , , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80注:尽量选择第1系列3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列 , , , , , , , , , , 25, 50, 100,200,400,800,1600,第2系列 , , , , , , , , , , , , , , , , , , , 20, 32, 40, 63, 80,125,160,250,320,500,630。