结构钢焊条
钢结构常用焊条的区别及使用
钢结构常⽤焊条的区别及使⽤常⽤焊条的命名⽅法来源于GB980-76《焊条分类及型号编制⽅法》,现在作为标准早已废除。
但是由于该⽅法好记,⾏业上⾄今流传到现在。
该命名⽅式来源于GB980-76《焊条分类及型号编制⽅法》。
第⼀个字母按下表命名:代号(拼⾳或汉字)焊条分类拼⾳汉字J 结结构钢焊条R 热钼及铬钼耐热钢焊条G 铬铬不锈钢焊条A 奥铬镍不锈钢焊条D 堆堆焊焊条W 温低温钢焊条Z 铸铸铁焊条Ni 镍镍及镍合⾦焊条T 铜铜及铜合⾦焊条后三位数字的前两位代表抗拉强度(kg/cm2),例如50代表强度⼤于50kg/cm2。
最后⼀位按下表命名:最后⼀位数药⽪类型药⽪主要成分电源电极1 钛型氧化钛≥35% 直流或交流2钛钙型氧化钛≥30%,钙、镁的碳酸盐≥20%直流或交流3 钛铁矿型钛铁矿≥30% 直流或交流4 氧化铁型多量的氧化铁及较多的锰铁脱氧剂直流或交流5 纤维素型有机物≥15%、氧化钛30%左右直流或交流6 低氢钾型钾、钙、镁的碳酸盐和氟⽯直流或交流7 低氢钠型钠、钙、镁的碳酸盐和氟⽯直流反接8 ⽯墨型多量⽯墨或交流9 盐基型氯化物和氟化物直流或交流现在该标准已经废⽌,但流传⾄今。
焊条的分类J422和J427的区别酸性和碱性焊牌号J422,型号E4303 属于钛钙型药⽪低碳结构钢焊条。
钛钙型药⽪焊条属于酸性焊条。
牌号J427,型号E4315 属于低氢钠型低碳结构钢焊条。
低氢钠型药⽪焊条属于碱性焊条。
焊条型号是j422-3.2是啥意思焊条型号是j422-3.2是啥意思,直径 3.2向左转|向右转J422焊条好?还是J427焊条好?只能说各有所长,J422焊条是酸性焊条,它的⼯艺性能好,如电弧稳定,飞溅⼩,焊缝成形美观等。
⽽J427是碱性(低氢型)焊条,只能⽤直流电焊机,但它的焊缝综合⼒学性能好,即韧性要⽐酸性焊条好。
因此,⼀般联接⽤J422,⽽重要焊缝则应⽤J427焊接。
焊条J422和J427有什么区别?J422---酸性焊条GB型号E4303结构钢焊条,焊缝⾦属抗拉强度不低于420Mpa,氧化钛钙型药⽪,交直流两⽤,主要⽤于焊接低碳钢和强度等级低合⾦钢如09Mn2等.J427---碱性焊条GB型号E4315结构钢焊条,焊缝⾦属抗拉强度不低于420Mpa,低氢钠型药⽪,直流反接,主要⽤于焊接重要的低碳钢和低合⾦钢如09MnSi等.焊条J427R和J427 的区别J427R代表的是容器钢的焊条,J427为结构钢焊条,主要区别在焊条的药⽪成份不同。
焊条型号与牌号

焊条型号与牌号焊条型号与牌号(1)焊条的牌号以结构钢为例:牌号,编制法。
结XXX,结为结构钢焊条,第3个数字,代表药皮类型,焊接电流要求,第1、2数:代表焊缝金属抗拉强度。
(2)焊条的型号焊条的型号是按国家有关标准与国际标准确定的。
EXXX,以结构钢为例,型号编制法为字母“E”表示焊条,第一、二位表示熔敷金属最小抗拉强度,第三位数字表示焊条的焊接位置,第三、四位数字表示焊接电流种类及药皮类型。
4.焊条的分类根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
按照焊条的用途,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。
如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。
如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。
酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。
碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。
焊条2)按熔渣性质分类可将焊条分为:酸性焊条和碱性焊条两大类。
熔渣以酸性氧化物为主的焊条称为酸性焊条。
熔渣以碱性氧化物和氟化钙为主的焊条称为碱性焊条。
在碳钢焊条和低合金钢焊条中,低氢型焊条( 包括低氢钠型、低氢钾型和铁粉低氢型) 是碱性焊条;其他涂料类型的焊条均属酸性焊条。
碱性焊条与强度级别相同的酸性焊条相比,其熔敷金属的延性和韧性高、扩散氢含量低、抗裂性能强。
因此,当产品设计或焊接工艺规程规定用碱性焊条时,不能用酸性焊条代替。
但碱性焊条的焊接工艺性能( 包括稳弧性、脱渣性、飞溅等) 较差,对锈、水、油污的敏感性大,容易出气孔,有毒气体和烟尘多,毒性也大。
酸性焊条和碱性焊条的特性对比见表2—3。
钢结构常用焊条的区别及使用

常用焊条的命名方法来源于GB980-76《焊条分类及型号编制方法》,现在作为标准早已废除。
但是由于该方法好记,行业上至今流传到现在。
该命名方式来源于GB980-76《焊条分类及型号编制方法》。
第一个字母按下表命名:代号(拼音或汉字)焊条分类拼音汉字J 结结构钢焊条R 热钼及铬钼耐热钢焊条G 铬铬不锈钢焊条A 奥铬镍不锈钢焊条D 堆堆焊焊条W 温低温钢焊条Z 铸铸铁焊条Ni 镍镍及镍合金焊条T 铜铜及铜合金焊条后三位数字的前两位代表抗拉强度(kg/cm2),例如50代表强度大于50kg/cm2。
最后一位按下表命名:最后一位数药皮类型药皮主要成分电源电极1 钛型氧化钛≥35% 直流或交流2钛钙型氧化钛≥30%,钙、镁的碳酸盐≥20%直流或交流3 钛铁矿型钛铁矿≥30% 直流或交流4 氧化铁型多量的氧化铁及较多的锰铁脱氧剂直流或交流5 纤维素型有机物≥15%、氧化钛30%左右直流或交流6 低氢钾型钾、钙、镁的碳酸盐和氟石直流或交流7 低氢钠型钠、钙、镁的碳酸盐和氟石直流反接8 石墨型多量石墨或交流9 盐基型氯化物和氟化物直流或交流现在该标准已经废止,但流传至今。
焊条的分类J422和J427的区别酸性和碱性焊牌号J422,型号E4303 属于钛钙型药皮低碳结构钢焊条。
钛钙型药皮焊条属于酸性焊条。
牌号J427,型号E4315 属于低氢钠型低碳结构钢焊条。
低氢钠型药皮焊条属于碱性焊条。
焊条型号是j422-3.2是啥意思焊条型号是j422-3.2是啥意思,直径 3.2向左转|向右转J422焊条好?还是J427焊条好?只能说各有所长,J422焊条是酸性焊条,它的工艺性能好,如电弧稳定,飞溅小,焊缝成形美观等。
而J427是碱性(低氢型)焊条,只能用直流电焊机,但它的焊缝综合力学性能好,即韧性要比酸性焊条好。
因此,一般联接用J422,而重要焊缝则应用J427焊接。
焊条J422和J427有什么区别?J422---酸性焊条GB型号E4303结构钢焊条,焊缝金属抗拉强度不低于420Mpa,氧化钛钙型药皮,交直流两用,主要用于焊接低碳钢和强度等级低合金钢如09Mn2等.J427---碱性焊条GB型号E4315结构钢焊条,焊缝金属抗拉强度不低于420Mpa,低氢钠型药皮,直流反接,主要用于焊接重要的低碳钢和低合金钢如09MnSi等.焊条J427R和J427 的区别J427R代表的是容器钢的焊条,J427为结构钢焊条,主要区别在焊条的药皮成份不同。
Q345B钢材用焊条
Q345B(低合金高强度结构钢)材料用什么牌号的焊条或焊丝
用焊条如果受力较小可用J502受力大的可用J506或J507,焊丝可用H08Mn2SiA.二保焊丝都可以。
J506焊条简介及一些注意事项:
在焊条牌号中字母“J”表示结构钢焊条。
J506是低氢钾型焊条,它是一种碱性焊条,可以焊接结构钢材典型的Q235、Q345等钢材,其抗拉强度相对于E4315等普通酸性焊条大得多,所以一般焊接受力较大或受动载荷的钢结构焊接中。
J506焊条直径从2.5mm到6.0mm不等,可以进行全位置焊接,焊接时选用交直流焊机。
J506焊接后的焊缝成型较酸性焊条难看,如果在钢结构盖面时可以用酸性焊条。
熔敷金属化学成分(%)
J506成分 C Mn Si Cr Mn P S 抗拉强度
含量百分数《0.12 0.8-1.4 《0.07 《0.040 《0.035 490Mpa
参考电流
焊条直径mm 2.5 3.2 4.0 6.0
选用电流A 70-90 90-130 130-150 150-190
Q235是碳素结构钢。
焊条标准牌号表
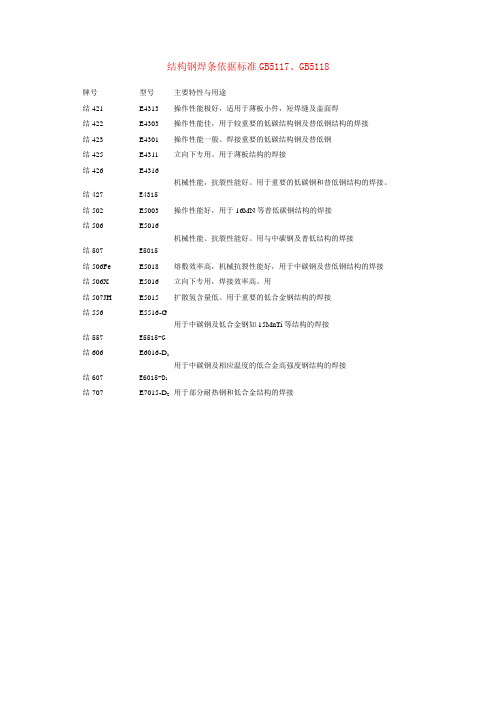
结构钢焊条依据标准GB5117、GB5118牌号型号主要特性与用途结421E4313操作性能极好,适用于薄板小件,短焊缝及盖面焊结422E4303操作性能佳,用于较重要的低碳结构钢及普低钢结构的焊接结423E4301操作性能一般。
焊接重要的低碳结构钢及普低钢结425E4311立向下专用。
用于薄板结构的焊接结426结427E4316E4315机械性能,抗裂性能好。
用于重要的低碳钢和普低钢结构的焊接。
结502E5003操作性能好,用于16MN等普低碳钢结构的焊接结506结507E5016E5015机械性能、抗裂性能好。
用与中碳钢及普低结构的焊接结506Fe E5018熔敷效率高,机械抗裂性能好,用于中碳钢及普低钢结构的焊接结506X E5016立向下专用,焊接效率高。
用结507JH E5015扩散氢含量低。
用于重要的低合金钢结构的焊接结556结557E5516-GE5515-G用于中碳钢及低合金钢如15MnTi等结构的焊接结606结607E6016-D1E6015-D1用于中碳钢及相应温度的低合金高强度钢结构的焊接结707E7015-D2用于部分耐热钢和低合金结构的焊接不锈钢焊条依据标准GB983牌号型号主要特性与用途铬202E1-13-16用于OCr13 1Cr13钢和耐磨耐蚀的表面堆焊铬302E0-17-16焊接Cr17等不锈钢奥002E00-19-10-16焊接超低碳Cr19NI11或OCr19Ni10等不锈钢结构奥102E0-19-10-16操作性能好,抗发红。
焊接工作温度低于300℃耐腐蚀的不锈钢结构奥107E0-19-10-15焊接工作温度低于300℃耐腐蚀的不锈钢结构奥112焊接一般的Cr18Ni9等不锈钢结构奥132E0-19-10Nb-16操作性能好,抗发红。
焊接重要的含钛稳定的OCr19Ni11Ti等不锈钢结构奥137E0-19-10Nb-15焊接重要的含钛稳定的OCr19Ni11Ti等不锈钢结构奥202奥207E0-18-12Mo2-16E0-18-12Mo2-15焊接在有酸介质工作中的OCr17Ni12Mo2等不锈钢结构奥212E0-18-12Mo2Nb-16焊接重要的OCr17Ni12Mo2设备如合成纤维等设备奥232奥237E0-18-12Mo2v-16E0-18-12Mo2v-15焊接耐热耐蚀的OCr19Ni19等不锈钢结构奥302E1-23-13-16操作性能好。
钢结构油漆及焊条用量
钢结构油漆及焊条用量
1、油漆用量
理论涂布率:
75微米厚度的,大约8.5平方米/升
125微米厚度的,大约6.5平方米/升
200微米厚度的,大约4平方米/升
一般是使用容积单位来衡量的,油漆说明书里有个理论涂布率,就是涂1平方100um(或者50um自己可以换算),用多少升油漆,比如为L升:
那么油漆用量=L*25000*油漆厚度/100
这个结果之后,再乘以一个损耗系数1.3;
一般情况下,每吨钢结构折合油漆面积为38平方米。
2、焊条用量
钢结构上焊缝的净重量大约是钢构件重量的1.5%-2%左右;然后根据这个来提焊条,由于是净重量所以焊条的重量有些增加,再加上焊条头和药皮的重量,一般需要焊条重量的1.8-2.2倍;。
焊条J107Cr、J507
熔敷金属化学成份:(%)
C
Mn
Si
S
P
Cr
Mo
V
≤0.15
≥1.00
0.30-0.70
≤0.035
≤0.035
1.50-2.20
0.40-0.80
0.08-0.16
熔敷金属力学性能
试验项目
抗拉强度(σb)
MPa
屈服点(σs)
MPa
伸长率(δ5)
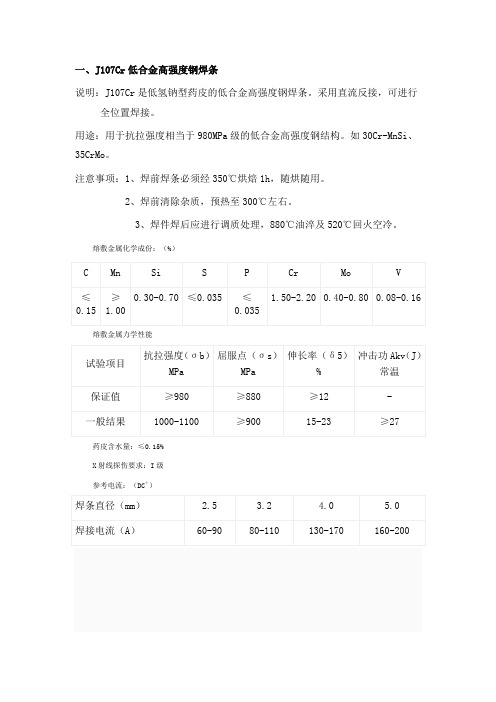
J507焊条直径从2.5mm到6.0mm不等,可以进行全位置焊接,焊接时选用直流焊机,极性为反接。当然如果在野外只有交流焊机的情况下也可以用交流焊机,但是电流需要开得大些。
J507焊接后的焊缝成型较酸性焊条难看,如果在钢结构盖面时可以用酸性焊条。
熔敷金属化学成分(%)
J507成分
C
Mn
Si
Cr
Mn
P
%
冲击功Akv(J)
常温
保证值
≥980
≥880
≥12
-
一般结果
1000-1100
≥900
15-23
≥27
药皮含水量:≤0.15%
X射线探伤要求:I级
参考电流:(DC+)
焊条直径(mm)
2.5
3.2
4.0
5.0
焊接电流(A)
60-90
80-110
130-170
160-200
J507是低氢钠型焊条
它是一种碱性焊条,可以焊接结构钢材中典型的Q235等钢材,其抗拉强度相对于E4315等普通焊条大得多,所以一般焊接受力较大或受动载荷的钢结构。
一、J107Cr低合金高强度钢焊条
焊条百度百科
中文名称:焊条英文名称:covered electrode定义:涂有药皮的供手弧焊用的熔化电极。
它由药皮和焊芯两部分组成。
所属学科:机械工程(一级学科) ;焊接与切割(二级学科) ;焊接材料(三级学科)本内容由全国科学技术名词审定委员会审定公布目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条3 按药皮主要成分分类4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
焊条的材料通常跟工件的材料相同。
[编辑本段]焊条的组成焊条由焊芯及药皮两部分构成。
焊条是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。
焊条种类不同,焊芯也不同。
焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。
焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少焊接碳钢及低合金钢的焊芯,一般都选用低碳钢作为焊芯,并填加锰、硅、铬、镍等成分(详见焊丝国家标准GB1300一77)。
采用低碳的原因一方面是含碳量低时钢丝塑性好,焊丝拉拔比较容易,另一方面可降低还原性气体CO含量,减少飞溅或气孔,并可增高焊缝金属凝固时的温度,对仰焊有利。
加入其他合金元素主要为保证焊缝的综合机械性能,同时对焊接工艺性能及去除杂质,也有一定作用。
高合金钢以及铝、铜、铸铁等其他金属材料,其焊芯成分除要求与被焊金属相近外,同样也要控制杂质的含量,并按工艺要求常加入某些特定的合金元素。
焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。
在焊条前端药皮有45°左右的倒角,这是为了便于引弧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
结构钢焊条
牌号型号特征和主要用途
GB/T AWS
J421 E4313 E6013 钛型药皮的碳钢焊条.交直流两用,适用于全位置焊接,操作性能好,再引弧容易.特别适用于薄板小件及短焊的间断焊和要求表面光洁的盖面焊.
J421X E4313 E6013 钛型药皮向下立焊专用碳钢焊条.交直流两用,适用于全位置焊接,操作性能良好,再引弧容易.适用于焊接碳钢及镀锌钢板,特别适用于薄板向下立焊及间断焊. J421Fe E4313 E6013 铁粉钛型药皮的碳钢焊条.交直流两用,适用于全位置焊接,焊接工艺性能良好,飞溅少,成型美观,再引弧容易.用途同J421焊条
J421Fe16 E4324 - 铁粉钛型药皮的高效铁粉焊条.焊条效率为160%.交直流两用,适用于平焊、平角焊,再引弧容易,飞溅少,成型美观.用于碳钢结构高效焊接和盖面焊接。
J422 E4303 - 钛钙型药皮的碳钢焊条,交直流两用,焊接工艺性能良好,电弧稳定,焊道美观,飞溅少,可进行全方位焊接。
用于焊接较重要的碳钢结构和强度等级低的的低合金钢,如09Mn2等
J422GM E4303 - 钛钙型药皮的盖面焊专用碳钢焊条,交直流两用,焊接工艺性能和力学性能良好,再引弧、脱渣容易,飞溅小,焊缝表面光滑美观。
可进行全位置焊接。
适于海上平台、船舶、车辆、工程机械等表面装饰焊缝的焊接。
J422Fe E4303 - 铁粉钛钙型药皮的碳钢焊条,交直流两用,可全位置焊接。
用途同J422焊条。
J422Fe16 E4323 - 铁粉钛钙型药皮的高效铁粉焊条,焊条效率为160%.交直流两用,适用于平焊、平角焊,电弧稳定,焊缝美观。
用途同J422焊条。
J423 E4301 E6019 钛铁矿型药皮的碳钢焊条,交直流两用,平焊、平角焊工艺性能良好,立焊操作性能稍次于J422焊条。
适用于较重要的碳钢结构焊接。
J424 E4320 E6020 氧化铁型药皮的碳钢焊条,交直流两用,其特点是熔深大,熔化速度快。
由于含锰量较高,抗热裂性能较好。
适用于平焊、平角焊。
可焊接较重要的碳钢结构。
J425 E4311 - 纤维素型药皮的向下立焊专用碳钢焊条,交直流两用。
向下立焊时成型美观,焊接效率高。
焊条摆动不宜过宽,电弧高低要适宜。
用于薄板结构的对接、角接及搭接焊。
J426 E4316 E6016 低氢钾型药皮的碳钢焊条,交直流两用,可全位置焊接。
焊缝具有良好的力学性能和抗裂性能。
用于焊接重要的碳钢和低合金钢结构,如09Mn2等
J427 E4315 - 低氢钠型药皮的碳钢焊条,采用直流反接,可全位置焊接。
焊缝具有良好的力学性能和抗裂性能。
用于焊接重要的碳钢和低合金钢结构,如09Mn2等
J501Fe E5014 E7014 铁粉钛型药皮的碳钢焊条,焊条效率为110%左右。
交直流两用,可全位置焊接。
用于碳钢和低合金钢如Mn16等结构的焊接。
J501Fe15 E5024 E7024 铁粉钛型药皮的高效铁粉焊条,焊条效率为150%左右。
交直流两用,电弧稳定,飞溅小,焊缝成型美观。
适用于平焊、平角焊。
用途同J501Fe焊条。
J502 E5003 - 钛钙型药皮的碳钢焊条,交直流两用,可进行全位置焊接。
用于16Mn等低合金钢结构的焊接。
J503 E5001 E7019 钛铁型药皮的碳钢焊条,交直流两用。
平焊、平角焊工艺性能较好,立焊操作性能仅次于J502焊条。
用于16Mn等低合金钢结构的焊接。
J505 E5011 - 纤维素钾型药皮的向下立焊专用焊条,交直流两用。
向下立焊时,铁水及熔渣不下淌,电弧吹力大,熔深深,底层焊可双面成型,焊接效率高。
用于碳钢和低合金钢管的焊接,如16Mn、15MnVN等。
J506 E5016 E7016 低氢钾型药皮的碳钢焊条,交直流两用,可全位置焊接。
焊缝金属具有良好的力学性能和抗裂性能。
用于中碳钢和低合金钢结构,如16Mn、09Mn2Si等
J506Fe E5018 E7018 用于碳钢及低合金钢的焊接,如16Mn
J506Fe-1 E5018-1 E7018-1 铁粉低氢钾型药皮的高效铁粉焊条,焊条效率约为110%,交直流两用。
可全位置焊接。
焊接工艺良好,焊接金属具有良好的塑性和韧性。
用于焊接重要的碳钢和地合金钢,如16Mn、16MnR等。
J506Fe18 E5028 E7028 铁粉低氢钾型药皮的高效铁粉焊条,焊条效率约为110%,交直流两用,适用于平焊、平角焊。
该焊条与瑞典OK38.85相当,用途同J506焊条。
J506H E5016-1 E7016-1 低氢钾型药皮的超低氢焊条,交直流两用。
可全位置焊接。
焊缝扩散氢含量极低(≤4ml/100g)(水银法),焊缝塑性、低温韧性抗裂性良好。
用途同J506焊条。
J506D E5016 E7016 低氢钾型药皮的低层焊条,交直流两用。
可全位置焊接。
打底时,单面焊接双面成形,电弧稳定,焊缝美观。
专用于底层打底焊接,可免去铲底和封底焊,但不宜作多层焊。
J506X E5016 E7016 低氢钾型药皮立向下角焊专用焊条.交直流两用,具有良好的的焊接工艺性能,焊缝焊伯匀称,成型美观。
用于船体上层结构的立向下角焊缝焊接。
J507 E5015 E7015 低氢钠型药皮的碳钢焊条,采用直流反接。
可全位置焊接。
焊缝金属具有良好的塑性、韧性及抗裂性能。
用于焊接中碳钢和低合金钢结构,如09Mn2Si、16Mn、09Mn2V等。
J507Fe E5018 E7018 铁粉低氢钠型药皮的碳钢焊条,采用直流反接。
可全位置焊接。
焊缝成型美观,飞溅小,熔深适中。
用于焊接重要的碳钢和低合金钢结构,如16Mn等。
J507Fe16 E5028 E7028 铁粉低氢钠型药皮的高效铁粉焊条,采用直流反接。
当空载电压>70V时,也可采用交流电源施焊。
焊条效率为160%。
焊缝金属具有良好的塑性、韧性及抗裂性能。
适于平焊和平角焊。
用途同J507焊条。
J507H E5015 E7015 低氢钠型药皮的碳钢焊条,采用直流反接。
可全位置焊接。
焊缝扩散氢含量极低(≤4ml/100g)(水银法),具有良好的塑性、韧性及抗裂性能。
电弧稳定、脱渣容易、非减小,成形良好。
用于焊接重要的低合金钢结构,如海洋平台、船舶、压力容器等。
J507D E5015 E7015 低氢钠型药皮的低层焊专用焊条,采用直流反接。
可全位置焊接。
可全位置焊接。
单面焊接双面成形,采用适当的操作工艺,可避免产生气孔和夹渣等缺陷。
专用于管道及厚壁容器的打底焊接。
J507X E5015 E7015 低氢钠型药皮的向下立焊专用焊条.采用直流反接。
当由上向下立焊时,焊条直托而下,一般不要摆动,熔渣不淌,成形美观,脱渣容易,可提高焊接效率,节约焊接材料。
用于碳钢和低合金钢的角接合搭接结构焊接,如Q235、Q295、16Mn和15MnTi 等。
J507RH E5016-G E7016-G 低氢钾型药皮的高韧性超低氢低合金钢焊条,交直流两用,可全位置焊接。
电弧稳定,焊缝金属具有优良的塑性、韧性及抗裂性能。
溶敷金属扩散氢含量≤4ml/100g(水银法),用于E36、D36、A537等低合金钢的重要焊接结构。
J557 E5515-G E8015-G 低氢钠型药皮的低合金钢焊条,采用直流反接。
可全位置焊接。
用于焊接中碳钢和15MnTi、15MnV等低合金钢结构。
J606 E6016-D1 E9016-D1 低氢钾型药皮的低合金高强度钢焊条,交直流两用,可全位置焊接。
在交流施焊时,在性能稳定方面,稍次于直流。
用于焊接中碳钢及相应强度地低合金高强钢结构,如15MnVN等。
J607 E6015-D1 E8015-D1 低氢钠型药皮的低合金高强度钢焊条,采用直流反接。
可全位置焊接。
用途同J606焊条。
J857 ---- ---- 低氢钠型药皮的低合金高强度钢焊条,采用直流反接。
可全位置焊接。
用于抗拉强度相当于830MPa左右的低合金高强度钢结构的焊接。