CNC回转工作台及夹具示例
数控回转工作台带全套CAD图纸

陕西国防工业职业技术学院SHAANXI INSTITUTE OF TECHNOLOGY 毕业设计论文题目水平回转工作台专业机电一体化班级机电3111班姓名罗小亮学号23311131指导教师王刚目录摘要 (3)第一章绪论 (4)1.1概述 (4)1.2数控回转工作台的发展及展望 (4)1.3数控回转工作台的原理 (5)1.4 设计要求及主要参数 (6)1.4.1设计准则 (6)第二章数控回转工作台的结构设计 (6)2.1设计工作台的基本要求 (8)2.2数控回转工作台传动方案的选择 (9)2.3电机的选择 (11)2.3.1选择步进电机的注意事项 (11)2.3.2电机的参数计算 (11)2.4齿轮的设计 (12)2.4.1齿轮材料确定 (12)2.4.2齿轮强度计算 (12)2.4.3尺寸计算 (12)2.4.4齿轮结构设计 (14)2.5蜗轮蜗杆设计 (15)2.6蜗杆与蜗轮的主要参数与几何尺寸 (16)2.7轴的校核与计算 (18)2.8联轴器的选择 (19)2.9输入轴的设计 (20)2.10蜗杆轴的设计 (25)2.11轴强度的校核 (28)总结 (30)参考文献 (32)致谢 (33)摘要数控机床在机械行业中扮演的角色越来越重要。
特别是数控机床朝着大功率、高速度、高精度、高稳定性的方向发展,其可靠性已成为衡量其性能的重要指标。
而数控回转工作台作为数控机床中不可或缺的部件,其精度已直接影响到机床的整体性能。
为了提高效率,扩大机床制造范围,数控机床除了做三轴直线进给运动之外,通常还需要用数控回转工作台来做加工的圆周运动。
由此来满足自动改变工件相对主轴的位置,让机床更好的对工件各个面的加工。
配合数控系统的控制,数控回转工作台可以有效提高生产率,消除人为误差,提高加工精度。
数控回转工作台主要是应用于数控铣床与数控镗床或加工中心,它主要是用于对板类、箱体等类似工件的不间断回转加工和多面加工。
第一章绪论1.1概述数控铣床作为效率比较高的机械制造设备,现在应用的已经非常普遍了。
回转式托盘交换其及其随行夹具的设计【机械毕业设计】工业交换器设计

摘要本设计的目的是要设计出经常用于加工中心的工业交换器设计,简称(APC)。
该机构应该实自动交换以及托盘的传输,完成待加工工件和已加工工件之间的自动交换。
具体方法是参考资料,对国内外现状进行分析研究及对托盘交换器及其随行夹具的结构设计和计算,最后利用计算出的结果绘制出托盘交换机构的装配图,随行夹具的零件图和输送机构的装配图及一些重要的零件图。
本设计最终实现了托板的升起下降和回转进而使托盘带动的夹具和夹紧的已加工和待加工工件之间的交换,实现了回转体对托盘的自动拉紧,以及对滑台在工作台上的固定。
本设计的说明书,装配图,零件图和液压图详细的说明了本机构的工作原理和设计的全过程。
关键词:柔性;托盘;夹具;随行;系统ABSTRACTThe purpose of this design is to design a tray Automatic switching device ,(APC) whic h is often used for machining center. The agency should realize the automatic exchange and tray transmission, and complete the exchange between the machining and already machinin g of automatic. The method is refering material, analysing the domestic and international sit uation and designing and calculating the tray switch and their accompanying fixture structu re design .And finally, using the calculated results rendering the tray of assembly drawings e xchange organization, and the accompanying jig drawing and transportation agencies and so me important parts of the assembly drawing. This design has finally achieved the raising an d decline of the tray so as to make the tray of clamping fixture and drive the exchange betwe en the already processing and unprocessing parts, and realize the automatic tray of axially s ymmetrical taut and the sliding sets on the fixed. This design specifications, drawings, parts drawing and hydraulic figure have described the institutions of the working principle and th e whole design of the shield in detail.Key words: Flexible; Trays; Fixture; Accompanying; System第1章绪论1.1概述1.1.1选题背景本文主要研究了回转式托盘交换其及其随行夹具的设计,此机构可以减少加工时间,提高加工效率。
基于UG的数控多轴加工工艺优化和工装夹具设计

基于UG的数控多轴加工工艺优化和工装夹具设计摘要:随着现代制造业的发展,许多企业不再一味地追求高品质、高效率的生产,而是将更多的精力放在了优化CNC多轴加工工艺和工装夹具的设计上。
“科技是第一生产力”,在劳动者、生产对象、生产工具这三大要素中,除了要熟练地运用生产工具外,还需要熟练地掌握生产技术。
为了适应多样化的市场需求,必须对CNC工艺进行持续的改善,并设计出更加可靠的工装夹具,以达到交货周期,提高质量。
关键词:多轴加工;工装夹具;机床仿真前言本文主要介绍了两种大型工件的加工方法,其中金属半环是一类具有复杂外形和易于变形的多面体件;由于其特殊的外形,使其不易进行装夹,且工件易发生变形、弯曲等工艺难题。
但是,电机外壳是一种批量大、表面质量高的产品,采用常规的工艺,必然会导致产品的外观品质下降。
本文主要介绍了UG/CAD软件,对两种不同类型的零件进行了工艺分析,并对其进行了多轴数控加工所需的模具夹具进行了详细的描述。
采用UG/CAM软件实现了两种不同类型的多轴CNC编程。
它是根据机床四、五轴的旋转特点,利用特殊的工具夹具,进行特殊的刀具定制,实现多轴的定点加工。
通过UG刀道模拟功能,对刀具刀柄、工装夹具、工件之间是否存在干涉、过切等问题进行了分析。
最后,对加工过程进行了后置处理,并产生了数控程序。
1、概念1.1UG的CAD模块与CAM模块UG的CAD主要包括实体建模、特征建模、自由形状建模、工程绘图、组装等。
CAM模块则提供数控加工CLSFS的创建和编辑功能,包括铣、车、线切割;此外,它还支持了图形后处理和机器数据生成,并提供了生产资源管理系统、切削仿真、图形刀轨编辑工具,如机床模拟及其他模拟及辅助处理。
1.2多轴定点加工多轴方向切削是多轴加工中普遍采用的一种方法,它的多轴定位主要是用来控制加工过程中的刀具轴和程序座标仪Z轴的向量。
1.3数控多轴机床加工技术概述1.3.1原理通常,CNC多轴加工是一种三个以上的连杆加工,是一种精加工作业方式,5轴多轴加工工艺是世界各国衡量其工业化程度的重要指标,这一技术在船舶、航天、模具、汽车等领域有着广泛的应用。
数控回转工作台的用途
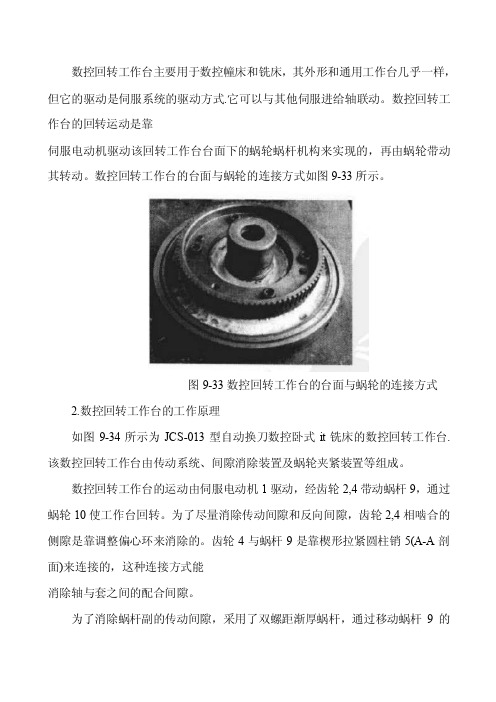
数控回转工作台主要用于数控幢床和铣床,其外形和通用工作台几乎一样,但它的驱动是伺服系统的驱动方式.它可以与其他伺服进给轴联动。
数控回转工作台的回转运动是靠伺服电动机驱动该回转工作台台面下的蜗轮蜗杆机构来实现的,再由蜗轮带动其转动。
数控回转工作台的台面与蜗轮的连接方式如图9-33所示。
图9-33数控回转工作台的台面与蜗轮的连接方式2.数控回转工作台的工作原理如图9-34所示为JCS-013型自动换刀数控卧式it铣床的数控回转工作台.该数控回转工作台由传动系统、间隙消除装置及蜗轮夹紧装置等组成。
数控回转工作台的运动由伺服电动机1驱动,经齿轮2,4带动蜗杆9,通过蜗轮10使工作台回转。
为了尽量消除传动间隙和反向间隙,齿轮2,4相啮合的侧隙是靠调整偏心环来消除的。
齿轮4与蜗杆9是靠楔形拉紧圆柱销5(A-A剖面)来连接的,这种连接方式能消除轴与套之间的配合间隙。
为了消除蜗杆副的传动间隙,采用了双螺距渐厚蜗杆,通过移动蜗杆9的轴向位置来调整间隙。
这样蜗杆的左右两侧面具有不同的螺距,使得蜗杆齿厚从一端向另一端逐渐增厚。
但由于同一侧的螺距是相同的,所以仍然保持着正常的啮合。
调整时先松开螺母7上的锁紧螺钉8,使压块s与调整套11松开,同时将楔形拉紧圆柱销5松开,然后转动调整套11,带动蜗杆9轴向移动。
根据设计要求,蜗杆有10 mm的轴向移动调整量,这时蜗杆副的侧隙可调整0. 2 mm。
调整后锁紧调整套11和楔形拉紧圆柱销5,蜗杆的左右两端都由双列滚针轴承支承。
其左端为自由端,可以伸长,以消除温度变化的影响;右端装有双列推力轴承.能轴向定位。
当数控回转工作台静止时必须处于锁紧状态,其台面用沿其圆周方向分布的8个夹紧液压缸进行夹紧。
当数控回转工作台不回转时,夹紧液压缸14的上腔进压力油,使活塞15向下运动,通过钢球17、夹紧瓦12,13将蜗轮10夹紧;当数控回转工作台需要回转时,数控系统发出指令,使夹紧液压缸14上腔的油流回油箱,在弹簧16的作用下,钢球17抬起,夹紧瓦12,13松开蜗轮10,然后由伺服电动机1通过传动装置,使蜗轮和数控回转工作台按照控制系统的指令进行回转运动。
CNC操作指引(最新)
CNC操作指引一、加工前的准备:1.资料准备准备加工零件图,程序单及工艺卡等技术文件,数控机床使用刀具的规格、编号及切削用量等有关资料,数控加工中所用的有关夹具、量具等资料。
2.机床准备清理机床,清除铁屑油污,用油石除去工作台的毛刺,确认加工工件的零件号与图纸、工艺卡、程序单为同一零件编号。
清除工件毛刺、油污。
确定基准角、基准面。
工件按程序单所指定的方向摆放。
二、数控加工中工件的定位与装夹(1)工件的装夹在机床上对工件进行加工时,为了保证加工表面相对其他表面的尺寸和位置精度,首先需要使工件在机床上占有准确的位置,并在加工过程中能承受各种力的作用而始终保持这一准确位置不变。
前者称为工件的定位,后者称为工件的夹紧,这一整个过程统称为工件的装夹。
加工中心是现代自动化加工的基本单元。
加工中心对工件的装夹将充分发挥加工中心的高精度、高效率起着重要的作用,同时对加工中心的效率和精度的稳定性与可靠性有着直接的影响。
在加工中心对工件进行加工的工艺方案及装夹方法与常规生产系统相类似,如通常在制定工艺方案之前,首先要对被加工工件进行工艺分析,选择定位基准,确定装夹方案等。
在普通机床上加工工件时,由于受机床功能的限制,往往采用工序分散原则、一般只进行单一的加工,工件的装夹只需要满足该工序加工的要求即可。
而在加工中心上加工,则采用工序集中的原则,工件多数只经一次装夹、就可连续的对其各待加工表面自动完成钻、扩、铰、镗、攻螺纹、铣削等粗、精加工。
因此在加工中心上定位装夹有以下特点。
1 )定位基准同普通机床一样,在加工中心上加工工件时,工件的定位仍遵守六点定位原则。
在选择定位基准时,要全面考虑各个工件加工情况,做到三点:①所选基准应能保证工件定位准确、装卸工件方便,能迅速完成工件的定位和夹紧,夹压可靠,且夹具结构简单。
②所选定的基准与各加工部位的各个尺寸运算简单,尽量减少尺寸链计算,避免或减少计算环节和计算误差。
③保证各项加工精度。
2024-数控机床回转工作台(全)
由于多齿啮合,啮合率高,所以定位刚 度好,承载能力强。
最小分度为360º/Z,分度数目多,适用于 多工位分度。
由于离合过程具有磨合作用,其定位精 度不断提高,使用寿命长。
缺点是鼠齿盘制造相较困难。
鼠齿盘及齿形结构如图
工作过程分为三步:
工作台抬起
工作台回转分度
工作台下降并定位锁紧
为了尽量消除反向间隙和传动间隙,通过调整偏 心环3来消除齿轮2和4啮合侧隙。
齿轮4与蜗杆9是靠楔形拉紧圆柱销5〔A一A剖面〕 来连接。
这种连接方式能消除轴与套的配合间隙。
蜗杆9采用螺距渐厚蜗杆,通过移动蜗杆的轴向位 置来调节间隙。
〔图〕测蜗杆的左右两侧具有不同的螺距因此蜗杆 齿厚从头到尾逐渐增厚。 但由于同一侧的螺距是相同的,所以仍能保持正确 的啮合。 调整时松开螺母7的锁紧螺钉8使压块6与调整套松 开。 然后转动调整套11带动蜗杆9作轴向移动。 调整后锁紧调整套11和楔形圆柱销5。 蜗杆的左右两端都有双列滚针轴承支承, 左端为自由端可以伸缩以消除温度变化的影响, 右端装有两个推球轴承能轴向定位。
• TK56系列数控等分转台是数控镗铣床和加工中 心的理想配套附件,可以安装于主机工作台面 上,工作时,在主机相关控制系统控制下,能 够完成以1°为基数的等分分度零件的加工。
• TK14系列数控可倾斜回转工作台,可完 成等分和不等分的角度分度工作。工作台 既可回转,又可倾斜,具有2个自由度。
数控机床回转工作台
电磁铁控制液压阀〔图中未示出〕,使压力油经 孔23进入到工作台7中央的夹紧液压缸下腔10推 动活塞6向上移动,
经推力轴承5和13将工作台7抬起,上下两个鼠齿 盘4和3脱离啮合,
〔图〕当工作台静止时,必须处于锁紧状态。
机床夹具设计
机床夹具设计第三章机床夹具设计教学时数:计划14学时教学目的:1、掌握定位误差计算2、掌握夹紧力计算3、掌握专用夹具设计要点,灵活运用定位元件和夹紧机构,根据生产实际和可能设计专用夹具。
教学重点: 1、工件的定位及定位误差计算2、工件的夹紧及夹紧力计算3、夹具的设计及装置合理选择。
教学难点: 1、定位误差计算中基准不重合误差和基准位移误差的计算和分析2、工件的受力分析及夹紧力的计算。
第一节概述一、夹具的功能和分类1.机床夹具的功用:实现工件定位和夹紧;使工件加工时相对于机床刀具有正确的位置;以保证工件的加工精度。
图3-1:异形杠杆简图图3-2:车床夹具异形杠杆加工需限制的自由度?工件用何定位元件限制了哪些自由度?为何V型块2固定,V形块6可调?且V型块2和V型块6开口方向不同?图3-3:盖板简图图3-4:钻床夹具盖板钻孔(通,盲孔)应限制自由度?夹具用何定位元件来限制各自由度?这里圆柱销,挡销,菱形销,各起什么作用?这里用左侧面和后侧面定位,是否用右侧面和前侧面定位?为什么?机床夹具在加工中的作用:保证加工精度;提高劳动生产率;改善工人劳动条件;降低生产成本;扩大工艺范围。
2、机床夹具的分类和发展(1)分类图3-5: 机床夹具的分类按使用范围和特点分:通用夹具、专用夹具、组合夹具、可调夹具按使用的机床分:车床夹具、铣床夹具、钻床夹具、镗床夹具。
(2) 发展应适用于产品品种和更新换代快的要求,其方向为柔性化、精密化、高效、自动化。
二、夹具的组成1.定位元件定位:使工件在夹具中占据正确的位置。
2.夹紧装置压紧夹牢:使工件不应受力而脱离已占据的正确位置。
3.夹具体基础件4.其它装置分度装置、对刀装置、导向元件、连接元件。
第二节工件在夹具中的定位夹具设计的任务:首先是选择和设计相应的定位元件来实现工序图上(工艺文件)所要求的定位方案。
主要定位面:主要限位面:一、工件以平面定位1.主要支承:限制工件自由度,起定位作用。
夹具式数控回转工作台的设计方案
夹具式数控回转工作台是一种用于加工和组装工件的特殊设备,能够实现工件在不同方向上的精准定位和旋转。
以下是关于夹具式数控回转工作台设计方案的一般思路:1. 设计需求分析:-确定工作台的使用环境、工件尺寸和重量范围,以及工艺要求等。
-确定工作台所需实现的功能和性能指标,如最大承载能力、旋转精度、定位精度等。
2. 结构设计:-选择合适的结构形式:根据工件特点和加工需求,选择合适的夹具式数控回转工作台结构,如平面回转式、立式回转式等。
-确定工作台尺寸和形状:根据工件尺寸和加工要求确定工作台的尺寸和形状,确保工件可以稳固地夹持和定位。
3. 夹具设计:-根据工件形状和尺寸设计夹具:夹具应能够牢固夹持工件,并保证加工精度和安全性。
-考虑夹具切换方便性:设计可更换的夹具,以适应不同类型和尺寸的工件加工需求。
4. 控制系统设计:-选用合适的数控系统:根据工作台的功能和精度要求选择合适的数控系统,确保工作台能够准确控制旋转角度和速度。
-设计人机界面:设计直观、易操作的人机界面,方便操作人员对工作台进行控制和监测。
5. 安全考虑:-设计安全保护装置:如限位开关、紧急停止按钮等,确保工作台在异常情况下能够及时停止运行。
-考虑防护措施:对旋转部件进行防护设计,避免操作人员受伤。
6. 维护与保养:-制定维护计划:规定定期检查和维护工作台的计划,延长设备的使用寿命。
-培训操作人员:对操作人员进行相关培训,使其了解工作台的使用方法和注意事项。
综上所述,夹具式数控回转工作台的设计方案需要综合考虑结构设计、夹具设计、控制系统设计、安全性和维护保养等因素,确保工作台能够满足加工要求并保障操作人员的安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CNC回转工作台及夹具示例
Prepared
by:mtzhang
Date:
下面的分度头是不是很眼熟?但要搞懂并熟练应用它却不容易,建议大部分技术人员不要在这花精力,学校老旧的课本及无的放矢的理论已经耗费你太多精力了。
标准型
高性能型
高夹紧力、大口径中心贯通孔型
小型倾斜回转标准型
加工区域扩大型
倾斜双联型——可实现5面加工及双工件同时加工
配尾座后的加工——分度头与尾座之间的夹具我们姑且称之为摇篮式夹具
配尾座后的加工
摇篮式夹具的安装
摇篮式夹具的安装
摇篮式夹具的安装
摇篮式夹具的安装
以上CNC回转工作台(也叫数控分度头)大部分是由其自己的控制箱控制,但现在也有一种分度头,由CNC机床的程序直接驱动,没有控制箱了
CNC 回转工作台(数控分度头)配套夹具
有了分度头,夹具设计简单了不少,而且一次装夹完成几个面的加工,加工精度更容易保证,所以我所看到的珠三角加工行
业CNC机床及CNC分度头应用非常广泛。
其配套夹具只要熟练掌握一些典型设计,加上自己平时多动脑筋,触类旁通,相信能很好胜任工作,当然,单夹具设计还远
远不够,工艺分析能力更重要,这需要多学习、多积累。
说明:1)两端是轴承,这个夹具是手动旋转,然后插销插入定位槽,之后上面的压紧螺丝拧紧;2)也可以用气缸替代手动,通过PLC控制转动并固定其位置;3)很遗憾不能将此夹具完整2D图放在此文档中,因为将A3图纸转为图片时图形太小,也不好分割,就此为止吧。
4)本人在国企工作5年,在外企工作二十多年,从工程师到现在的工程经理,多年的加工经验有很多有意思的案例可分享,希望以后有机会把这些实用的点点滴滴整理出来,需要完整夹具图纸或工艺案例的朋友,可给我消息联系,免费分享。