对接焊缝
对接焊缝的工艺要求汇总

对接焊缝的工艺要求1、所有对接焊缝的表面不得低于母材,且于母材应圆滑过渡。
2、焊接接头处的错边不大于0.1t(t为对接处较薄板的厚度)。
3、板厚超过14mm时应在接头处开坡口,坡口深度应不小于5mm,反面碳弧气刨清根后,焊缝宽度按下表,焊缝余高1~2mm。
4、所有对接焊缝应成形均匀,每条焊缝的宽度和高度差应不大于1.5mm。
5、焊缝要求平直,接头宽度方向的错位小于2mm。
6、对接接头长度方向不平度应控制在1.5mm内。
7、打磨后的焊缝应与原有的焊缝保持一致。
对接焊缝允许偏差值如下表:生产部2016年3月7日H型钢的组立工艺要求1、组立前应详细核对所使用的材料尺寸。
2、点焊尺寸、焊点之间的距离应均匀,焊点大小不可超过要求的焊角高度(t*75%,t为腹板厚度)。
3、控制好变截面腹板对接缝隙处的平面度。
4、翼板对接焊缝与腹板对接焊缝处应平直。
5、翼板对接焊缝与腹板对接焊缝的距离应符合验收规范的要求(<200)。
6、腹板中心偏移控制在2.0mm内。
7、腹板平面度控制在3.0mm内。
8、严格控制H型钢组装后的垂直度(b/100且不大于3.0mm,b为翼板宽度)。
生产部2016年3月7日机械矫正工艺要求1、必须严格控制翼缘板的垂直度。
2、当机械矫正无法进行时,应采取有效方式保证连接处的垂直度。
3、整改后的构件不能有明显的外观缺陷。
4、严格控制装配前构件整体的弯曲、扭曲、保证装配尺寸有足够的余量。
5、翼缘矫正超标时应采用其他方式,如锤击修正到合乎要求。
生产部2016年3月7日法兰板加工标准要求1、宽度、长度允许偏差±3mm。
2、切割面平面度应小于2.0mm。
3、火焰切纹深度控制在0.5以内。
4、不允许有局部缺口缺陷。
5、焊渣、熔瘤彻底清除干净。
6、法兰板的平面度为±0.5mm。
生产部2016年3月7日制孔加工标准要求1、孔壁表面圆滑不应有粗糙感。
2、孔的圆度控制在2mm之内。
3、孔的垂直度为0.03t,且大于2.0mm(t为板厚)。
对接焊缝
一. 轴心受力的对接焊缝
1. 计算
在对接接头和T形接头中,垂直于轴心拉力或轴心压力 在对接接头和 形接头中,垂直于轴心拉力或轴心压力N 形接头中 的对接焊缝,其强度应按下式计算: 的对接焊缝,其强度应按下式计算:
§3-2 对接焊缝的构造和计算
N w w σ= ≤ ft 或 fc lw ⋅t
对接焊缝的计算 例题6 例题6 【解】1.焊缝面积模量计算 截面面积:
AW = 2 ×12 ×100 + 200 × 8 = 4000mm2
1 I W = (100 × 224 3 − 92 × 200 3 ) = 3233 × 10 4 mm 4 截面惯性距: 12 截面抵抗矩: WW = I W / 112 = 288661mm 3
σ 1 + 3τ 1 ≤ 1.1 f t
(σ N + σ M1 ) + 3τ ≤ 1.1 f t
2 2 1
W
§3-2 对接焊缝的构造和计算
2. 对接斜焊缝
当直焊缝不能满足强度要求时,可采用斜对接焊缝。 当直焊缝不能满足强度要求时,可采用斜对接焊缝。 轴心受拉斜焊缝,可按下列公式计算: 轴心受拉斜焊缝,可按下列公式计算:
N .sin θ σ= ≤ f lw t
w t
N .cos θ τ= ≤ f lw t
§3-2 对接焊缝的构造和计算
钢板厚度不同 ≤1:2.5 :
≤1:2.5 :
≤1:2.5 : ≤4mm
不做斜坡
钢板宽度不同
§3-2 对接焊缝的构造和计算
3. 引弧板
在焊缝的起灭弧处,会出现弧坑等缺陷, 在焊缝的起灭弧处,会出现弧坑等缺陷, 焊接时设置引弧板和引出板 对受静力荷载的结构允许不设置引弧板, 对受静力荷载的结构允许不设置引弧板,焊缝计算长度 等于实际长度减2t。 等于实际长度减 。 一般情况下,每条焊缝的 一般情况下, 两端常因焊接时起弧、 两端常因焊接时起弧、灭弧的 影响而较易出现弧坑、 影响而较易出现弧坑、未熔透 等缺陷,常称为焊口, 等缺陷,常称为焊口,容易引 起应力集中,对受力不利。 起应力集中,对受力不利。
对接焊缝角焊缝的构造和计算

Q390 钢 Q420 钢
≤16 >16~40 >40~60 >60~100
≤16 >16~35 >35~50 >50~100
≤16 >16~35 >35~50 >50~100
≤16 >16~35
>35~50
>50~100
抗压
f
w c
215 205 200 190 310 295 265 250 350 335 315 295 380 360
角焊缝构造尺寸要求
部位 项目
构造要求
备注
上限
焊脚尺寸 hf
下限
焊缝长度 lw
上限 下限
h f 1.2t1 (钢管构件除外);
t
对板件:
6mm时,h f
t
t 6mm时,h f t (1 ~ 2)mm
圆孔或槽孔内的角焊缝, h f 尚不宜大于圆孔直径
和槽孔短径的 1/3
hf 1.5 t2 ;当 t2 4 时, h f t
3.5.7 典型节点(2)--梁的拼接--弯矩、剪力、轴力作用
弯矩 M
平板梁
工字形梁
剪力 V
3 钢结构的连接设计
弯矩 M 剪力 V 轴力 N
应力分布
应力分布
max
M
Wx
ftw ( fcw )
max
VSw I wtw
f
w v
zs
应力分 布
2 1
3
2 1
1.1 ftw
典型节点(3)--牛腿焊接--弯矩、剪力作用 弯矩 M 剪力 V
破坏模式
3 钢结构的连接设计
3.7.3 端缝与侧缝的比较
对接焊缝的构造和计算
3 对接焊缝的构造和计算
3 部分焊透的对接焊缝 • 计算原则:按角焊缝进行计算
图22 部分焊透的对接焊缝
1 对接焊缝的构造要求 • 其他构造要求
图16 引弧板
图17 焊透的T 形连接焊缝
图18 钢板拼接焊 缝示意
3 对接焊缝的构造和计算
2 对接焊缝的计算 • 计算原则:I、II级等强不计算,仅计算III级焊缝 (1)轴心受力的对接焊缝
N lwt ft w fcw
图19 轴心力作用下对接焊缝连接
对接焊缝的构造和计算
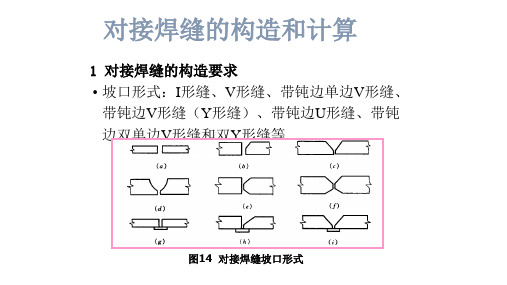
1 对接焊缝的构造要求 • 坡口形式:I形缝、V形缝、带钝边单边V形缝、 带钝边V形缝(Y形缝)、带钝边U形缝、带钝 边双单边V形缝和双Y形缝等
图14 对接焊缝坡口形式
3 对接焊缝的构造和计算
1 对接焊缝的构造要求 • 不同宽度或厚度的钢板拼接
图15 不同宽度或厚度的钢板拼接
3 对接焊缝的构接焊缝的计算 (2)受弯受剪的对接焊缝
M Ww ft w VSw I wt f vw
图20 受弯受剪的对接连接
3 对接焊缝的构造和计算
2 对接焊缝的计算 (2)受弯受剪的对接焊缝
12 312 1.1 ft w
图21 受弯、剪的工形截面对接焊缝
焊缝连接形式

焊缝连接形式
在工程建设中,焊缝连接是一种常见的连接形式。
焊缝连接的优点是可以提高连接强度、密封性和耐腐蚀性,同时也可以简化结构,减少材料使用量。
焊缝连接形式有很多种,下面是几种常见的焊缝连接形式:
1.对接焊缝:对接焊缝是将两个零件的端面对齐,焊接在一起的连接形式。
对接焊缝的优点是连接强度高,但需要保证两个零件的端面平整度和对齐度。
2.角焊缝:角焊缝是将两个零件作成90度的角度,然后将它们焊接在一起。
角焊缝的优点是可以增加零件的刚度和强度,但焊接难度相对较大。
3.环缝焊接:环缝焊接是将两个圆形零件的端面对齐,然后将它们焊接在一起的连接形式。
环缝焊接的优点是可以保证零件的密封性和耐腐蚀性,但焊接难度较大。
4.搭接焊缝:搭接焊缝是将两个零件搭接在一起,然后将它们焊接在一起的连接形式。
搭接焊缝的优点是可以增加零件的承载能力和稳定性,但焊接后也需要进行加强处理。
总之,在选择焊缝连接形式时,需要根据具体情况进行选择,考虑到连接强度、密封性、耐腐蚀性等因素。
同时,在焊接过程中也需要注意保证焊缝的质量和焊接工艺的规范。
- 1 -。
对接焊缝的焊接及计算

第三章连接返回§3-2对接焊缝的构造和计算对接焊缝包括焊透的对接焊缝和T形对接与角接组合焊接(以下简称对接焊缝),以及部分焊透的对接焊缝和T形对接与角接组合焊缝。
由于部分焊透的对接焊缝的受力与角焊缝相似,将在下节中介绍。
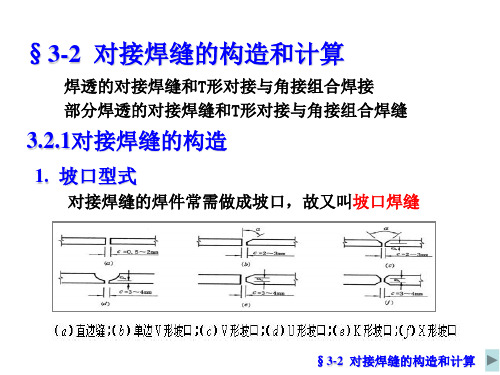
3.2.1对接焊缝的构造对接焊缝(butt welds)的焊件常需做成坡口,故又叫坡口焊缝(groove welds)。
坡口形式与焊件厚度有关。
当焊件厚度很小(手工焊6mm,埋弧焊10mm)时,可用直边缝。
对于一般厚度的焊件可采用具有斜坡口的单边V形或V形焊缝。
斜坡口和根部间隙c共同组成一个焊条能够运转的施焊空间,使焊缝易于焊透;钝边p有托住熔化金属的作用。
对于较厚的焊件(t>20mm),则采用U形、K形和X形坡口(图 3.2.1)。
对于V形缝和U形缝需对焊缝根部进行补焊。
对接焊缝坡口形式的选用,应根据板厚和施工条件按现行标准《手工电弧焊焊接接头的基本形式与尺寸》和《埋弧焊焊接接头的基本型式与尺寸》的要求进行。
在对接焊缝的拼接处,当焊件的宽度不同或厚度相差4mm以上时,应分别在宽度方向或厚度方向从一侧或两侧做成坡度不大于1:2.5的斜角(3.2.2),以使截面过渡和缓,减小应力集中。
在焊缝的起灭弧处,常会出现弧坑等缺陷,这些缺陷对承载力影响极大,故焊接时一般应设置引弧板和引出板(图3.2.3),焊后将它割除。
对受静力荷载的结构设置引弧(出)板有困难时,允许不设置引弧(出)板,此时,可令焊缝计算长度等于实际长度减2t(此处t为较薄焊件厚度)。
3.2.2对接焊缝的计算对接焊缝的强度与所用钢材的牌号、焊条型号及焊缝质量的检验标准等因素有关。
如果焊缝中不存在任何缺陷,焊缝金属的强度是高于母材的。
全由于焊接技术问题,焊缝中可能有气孔、夹渣、咬边、未焊透等缺陷。
实验证明,焊接缺陷对受压、受剪的对接焊缝影响不大,故可认为受压、受剪的对接焊缝与母材强度相等,但受拉的对接焊缝对缺陷甚为敏感。
对接焊缝计算公式

对接焊缝计算公式对接焊缝是指在两根钢管之间,用两根不同规格的钢板焊接的焊缝。
对接焊缝与直缝相比,焊接质量好,外形美观。
因此,在焊接钢管时采用对接焊条进行连接的钢管称为对接焊条,用于制造各种连接接头,具有良好的性能。
对接焊条是一种很好的焊缝质量控制方法,它是以电弧焊机为主要焊工台,将带有金属封闭芯的圆形焊条插入到圆形焊缝中,将金属封闭起来,通过焊条将金属封闭起来制成接头的方法。
对接焊条是制造钢管时常用的焊条之一,可分为大直径(Φ60 mm以上)和小直径(Φ100 mm以下)两种尺寸规格。
在焊接钢管时用对接焊条有两种焊接形式:(1)带密封装置(带密封元件或焊接接头)焊缝,包括直缝焊条,(2)带密封元件(不带密封元件)焊缝。
焊接接头又分为单面焊条和双面焊条两种。
1、对接焊条的规格目前常用的对接焊条有2种规格:大直径对接焊条:直径为200-250 mm,具有良好的焊接性能,可以用于普通钢板焊接;直径为150-200 mm,具有良好的焊接性能,可以用于汽车钢板和建筑钢板的焊接;直径为200-250 mm适用于低温钢焊接,可以制造大直径冷桥、大直径厚壁、低温和中温钢焊接;直径为300-400 mm具有良好的焊接性能,可以用在各种焊接场合。
小直径对接焊条:直径为200-250 mm适用于薄壁和中温钢板焊接。
由于直径过小焊接时会产生较大的飞溅和金属夹渣,使焊接接头的强度和硬度下降。
因此,小直径对接焊条应用较少,大直径对接焊条通常采用大直径对接焊条。
例如,一根直径为300-350 mm的对接焊条可以连接一根φ60 mm或φ100、φ400钢丝线等连接件;另外一根直径为400-400 mm的对接焊条可以连接4根φ60 mm或φ100 mm钢丝线连接件。
2、对角线长度单位“mm”(x)对角线长度是表示管子与钢管焊接接头的长度,单位为“mm”,其含义是管子到板(或管)上点间的距离,是金属管束对接的依据。
在现代工业生产中,由于焊接接头需要大量的母材,而目前国内钢材材料市场上大多数钢管是焊接接头与母材采用对接工艺制成。
对接焊缝的适用条件

对接焊缝的适用条件
对接焊缝的适用条件包括以下几个方面:
1.受力性能要求:对接焊缝适用于承受静、动荷载的构件连接。
由于对接焊缝传力直接、平顺、没有显著的应力集中现象,因而具有良好的受力性能。
2.焊缝质量要求:对接焊缝的质量要求较高,焊件之间施焊间隙要求较严。
因此,对接焊缝通常多用于工厂制造的连接中,以保证焊缝的质量和稳定性。
3.连接材料:对接焊缝适用于金属结构的连接,如钢结构、铝结构等。
这些金属结构在建筑工程、桥梁工程、船舶工程等领域中广泛应用,对接焊缝能够有效地连接金属构件,确保其稳定性和安全性。
需要注意的是,对接焊缝的适用条件还会受到具体工程要求、设计规范、施工工艺等因素的影响。
在实际应用中,需要根据具体情况综合考虑各种因素,确定是否采用对接焊缝连接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对接焊缝的计算 例题6 例题6 【解】1.焊缝面积模量计算 截面面积:
AW = 2 ×12 ×100 + 200 × 8 = 4000mm2
1 I W = (100 × 224 3 − 92 × 200 3 ) = 3233 × 10 4 mm 4 截面惯性距: 12 截面抵抗矩: WW = I W / 112 = 288661mm 3
对接焊缝的计算 例题6 例题6 计算工字梁截面的对接焊缝已知条件如下:
max
max
已知:翼缘板宽100mm,厚度12mm;腹板高度200mm,厚度8mm 材 料:钢材为Q345 手工焊,焊缝质量2级,焊条E50,施焊时采用 引弧板; 荷 载:轴向拉力=200kN,弯矩40kN·m,剪力240kN;
式中: 式中: lw——焊缝计算长度, 焊缝计算长度, 焊缝计算长度 钢板宽度b,未采用引弧板施焊时取(b –2t) mm; 钢板宽度 ,未采用引弧板施焊时取 ; t ——在对接接头中为被连接两钢板的较小厚度 在对接接头中为被连接两钢板的较小厚度 在T形或角接接头中为对接焊缝所在面钢板的厚度 形或角接接头中为对接焊缝所在面钢板的厚度 ftw 、fcw——对接焊缝的抗拉、抗压强度设计值。 对接焊缝的抗拉、 对接焊缝的抗拉 抗压强度设计值。
§3-2 对接焊缝的构造和计算
施焊时均应加引弧板,避免焊缝两端起落弧缺陷, 施焊时均应加引弧板,避免焊缝两端起落弧缺陷, 无引弧板焊缝计算长度应取为实际长度, 无引弧板焊缝计算长度应取为实际长度,计算每条焊缝 长度应减去2t。 长度应减去 。 加引弧板施焊情况下,所有受压、受剪的对接焊缝以及 加引弧板施焊情况下,所有受压、 受拉的一、二级焊缝,均与母材等强, 受拉的一、二级焊缝,均与母材等强,不用计算 受拉的三级焊缝需要计算 一、二级对接焊缝和没有拉应力构件中的三级对接焊缝 都与主体钢材等强度, 都与主体钢材等强度,即只要钢材强度已经计算能满足设计要 则焊缝强度同样也能满足。 求,则焊缝强度同样也能满足。
§3-2 对接焊缝的构造和计算
3.2.2 对接焊缝的计算
对接焊缝的强度与所用钢材的牌号、 对接焊缝的强度与所用钢材的牌号、焊条型号及焊缝质 量的检验标准等因素有关 焊接缺陷对受压、受剪的对接焊缝影响不大,认为受压、 焊接缺陷对受压、受剪的对接焊缝影响不大,认为受压、 受剪的对接焊缝与母材强度相等 受拉的对接焊缝对缺陷甚为敏感 三级检验的焊缝允许存在的缺陷较多, 三级检验的焊缝允许存在的缺陷较多,故其抗拉强度为 母材强度的85% 母材强度的 一、二级检验的焊缝的抗拉强度认为与母材强度相等
w v
lw = b / sin θ
w
加引弧板时, lw = b / sin θ − 2t 加引弧板时,
f
v
——对接焊缝抗剪强度设计值 对接焊缝抗剪强度设计值
§3-2 对接焊缝的构造和计算
计算不满足时首先应考虑把直焊缝移到拉应力较小 (σ≤ftw)的部位 不移动时可改用二级直焊缝或三级斜焊缝 斜焊缝作成 tgθ≤1.5,强度能满足不必计算 1.5,
σ 1 + 3τ 1 ≤ 1.1 f t
(σ N + σ M1 ) + 3τ ≤ 1.1 f t
2 2 1
W
SW 1 = 100 ×12 ×106 = 127200mm 3 上翼缘板对中性轴面积矩:
中性轴以上截面对中性轴面积矩:
S W = S W1 + 100 × 8 × 50 = 167200mm 3
对接焊缝的计算 例题6 例题6 【解】2.各分项荷载在焊缝截面产生的应力
轴力产生应力:σ N = N / AW = 200000 / 4000 = 50 N / mm 2 ( Mpa) 轴力产生应力: 弯矩产生的应力:最外缘 弯矩产生的应力: σ M = M / WW = 40 ×106 / 288661 = 138.6Mpa 100 σ σ M = 124 Mpa 腹板与下翼缘相交处: M1 =
VSw1 τ1 = ≤ fvw Iwt0
σz = σ +3 ≤1.1ft τ
2 1 2 1
w
系数1.1是考虑最大折算应力只发生在最大弯矩截面腹板 系数 是考虑最大折算应力只发生在最大弯矩截面腹板 焊缝端点处局部,故将其强度设计值f 提高10%。 焊缝端点处局部,故将其强度设计值 tw提高 %。
§3-2 对接焊缝的构造和计算
§3-2 对接焊缝的构造和计算
焊透的对接焊缝和T 焊透的对接焊缝和T形对接与角接组合焊接 部分焊透的对接焊缝和T 部分焊透的对接焊缝和T形对接与角接组合焊缝
3.2.1对接焊缝的构造 3.2.1对接焊缝的构造
1. 坡口型式
对接焊缝的焊件常需做成坡口,故又叫坡口焊缝 对接焊缝的焊件常需做成坡口,故又叫坡口焊缝
6M N w = 2 + ≤ ft lw lw ⋅t VSw w τ= ≤ fV Iwt
§3-2 对接焊缝的构造和计算
2. 对称工字形截面构件的直焊缝拼接
Vw S M N w ≤ fvw σ = + ≤ ft τ = W A Iwt w w
§3-2 对接焊缝的构造和计算
h M 0 2 + N ≤ f w σ1 = t Iw A w
σ + 3τ ≤ 1.1 ft
2 1 2 1
w
§3-2 对接焊缝的构造和计算
三. 轴心力、弯矩和剪力作用 轴心力、
当轴心力与弯矩、 当轴心力与弯矩、剪力联合作用时 1. 钢板拼接对接直焊缝承受弯矩 、剪力V和轴心拉力 钢板拼接对接直焊缝承受弯矩M、剪力 和轴心拉力 和轴心拉力N
M N σ= + W A w w
M 6M σ max = = 2 ≤ ft w Ww lw t 2. 工字形截面
验算最大正应力和剪应力
τ max
VS w 3 V = = ≤ fv w I w t 2 lw t
验算较大正应力和较大剪应力,验算折算应力: 验算较大正应力和较大剪应力,验算折算应力:
M σ= W w
≤ ft
w
VSw w τ= Iwt形截面
对接接头受弯和剪联合作用, 对接接头受弯和剪联合作用,焊缝截面矩 形,最大值应满足下列强度条件 钢板拼接对接直焊缝承受弯矩设计值M 钢板拼接对接直焊缝承受弯矩设计值M、 剪力V 剪力V ,正应力和剪应力最大值发生在不同部 分别计算: 位,分别计算:
§3-2 对接焊缝的构造和计算
§3-2 对接焊缝的构造和计算
一. 轴心受力的对接焊缝
1. 计算
在对接接头和T形接头中,垂直于轴心拉力或轴心压力 在对接接头和 形接头中,垂直于轴心拉力或轴心压力N 形接头中 的对接焊缝,其强度应按下式计算: 的对接焊缝,其强度应按下式计算:
§3-2 对接焊缝的构造和计算
N w w σ= ≤ ft 或 fc lw ⋅t
计算要点: 正确分析受力、判断最危险点” 计算要点: “正确分析受力、判断最危险点”
应分别检算最大正应力和最大剪应力: 最大正应力 最大剪应力
σ max = σ N + σ M
VS W τ= ≤ f VW I Wt
N M = + ≤ f tW AW WW
按材料力学理论,对接焊缝某一点同时受到较大 折算应力 剪应力和正应力作用时,应检算该点的折算应力 折算应力 。 σ 1、τ 1 验算点的正应力和剪应力 2 2 W 局部应力提高系数 工字形截面对接焊缝,需验算腹板与翼缘板相交处的折算应力 1.1
对接焊缝的计算 例题6 例题6 【解】3.强度检算 正应力:
σ = σ N + σ M = 50 + 138.6 = 188.6MPa < f t W = 315MPa
剪应力:
最下缘
τ max = 155.2MPa < f VW = 315MPa
折算应力:
中性轴处
(50 + 124) 2 + 3 × 118.12 = 268.5MPa ≤ 1.1 f VW = 346.5MPa
112 240000 × 167200 τ max = = 155.2 Mpa 剪力产生的应力:中性轴处 剪力产生的应力: 32330000 × 8 或 τ max ≈ V /(8 × 200) = 150Mpa
240000 × 127200 = 118.1 腹板与下翼缘相交处:τ 1 = 32330000 × 8
Ncosθ
N
N
N
Nsinθ
θ tgθ≤1.5
三级焊缝的抗拉强度是母材强度的85%。 三级焊缝的抗拉强度是母材强度的 %。
§3-2 对接焊缝的构造和计算
例3.7 试验算图3.2.6所示钢板的对接焊缝的强度。 图中a=540mm,t=22mm,轴心力的设计值为 N=2500kN。钢材为Q235-B,手工焊,焊条为 E43型,三级检验标准的焊缝,施焊时加引弧板
腹板与下翼缘板相交处
对接焊缝的计算 例题小结
注:
一般承受拉、弯、剪的工字梁对接焊缝,腹板与受 拉翼缘相交处为最大应力点。
对接焊缝的设计计算主要注意以下问题: 对接焊缝的设计计算主要注意以下问题: 1)对不同厚度钢板开不同坡口(有时需过渡坡),以保证焊 )对不同厚度钢板开不同坡口(有时需过渡坡) 确保焊缝质量; 透,确保焊缝质量; 2)正确进行内力分解,将各单向分力简化至焊缝形心; )正确进行内力分解,将各单向分力简化至焊缝形心; 3)正确计算各分项内力作用下的应力; )正确计算各分项内力作用下的应力; 4)分别进行最大正应力、剪应力和折算应力的检算。 )分别进行最大正应力、剪应力和折算应力的检算。
§3-2 对接焊缝的构造和计算
2. 对接斜焊缝
当直焊缝不能满足强度要求时,可采用斜对接焊缝。 当直焊缝不能满足强度要求时,可采用斜对接焊缝。 轴心受拉斜焊缝,可按下列公式计算: 轴心受拉斜焊缝,可按下列公式计算: