各种机加工工时计算
工时计算

机械加工工时的算法(1)、中批以上td=(tj+tf)×(1+K%)+tzz/N(2)、单件小批td=tj×(1+K%)+tbx+tzz式中,td——单件加工时间定额(min)tbx——布置场地与休息和生理需要时间(min)tzz——准备与终结时间(min)K——tbx和tzz占tj的百分比N——生产纲领——相同一批零件数辅助时间的确定1、确定原则(1)、辅助时问的长短和工件与机床规格大小、复杂程度成正比。
(2)、单件小批生产类型的其他时问,包括tf、tbx、tzz时间占tj的百分比(K%)及装卸时间。
tzz时间按N=10考虑,直接计入单件时间定额中。
(1)、卧车:①工步辅助时间:5~15(min)②一般装卸时问:0.5~15(min)③tbx时间tj的16%(min)④tzz时间为50~90(min)(2)、立车:①工步辅助时间为15~50(min)②装卸时间为10~50(min)③tbx时间为tj的14~16%④tzz时间为70~120(min)(3)、镗床:①工步辅助时间为5~15(min)②装卸时间为20~240(min)③tbx时间为tj的15~17%(min)④tzz时间为90~120min)(4)、钻床:①工步辅助时间为3~5(min)②装卸时间为15~30(min)③tbx时间为tj的11~13%(min)④tzz时间为30~60(min)(5)、铣床:①工步辅助时间为5~15(min)②装卸时间为1~12(min)③tbx时间为tj的13~15%(min)④tzz时间为30~120(min)(6)、刨、插:①工步辅助时间为6~10(min)②装卸时间为1~120(min)③tbx时间为tj的13~14%(min)④tzz时间为30~120(min)(7)、磨床:①工步辅助时问为2~8(min)②装卸时间为0.3~8(min)③tbx时间为tj的12~13%(min)④tzz时间为15~120(min)(8)、齿轮机床:①工步辅助时间为2~5(min)②装卸时间为2~8(min)③tbx时间为tj的11~12%(min)④tzz时间为50~120(min)(9)、拉床:①工步辅助时间为1~2(min)②装卸时间为0.5~1(min)③tbx时间为tj的12%(min)④tzz时间为25(min)切削用量的计算与选择原则1、计算:(1)、切削速度Vc①车、铣、钻、镗、磨、铰:Vc=d×π×n/1000(m/min)Vc=(d×π×n)/(1000×60)(m/s)式中,d——工件或刀具(砂轮)直径(mm)n——工件或刀具(砂轮)每分钟转数(r/min)②刨、插Vc=L×(1+V刨程/V空程)×n/1000=(5/3)×L×n/1000=0.0017×L×n(n/min)或用下公式:VC=n×L×(1+m)/1000(n/min)式中,L——刨程行程^长度(mm)n——每分钟往复次数(次/min)m——一般取0.7(因为返程必须速度快)(2)、每分钟转数或每分钟往返次数n①n=Vc×1000/(π×d)=(Vc×3)×1000/d(r/min)②n=Vc×1000×3/(5×L)=Vc/(0.0017×L)(双程数/min)式中:d——工件或刀具直径(mm)L——行程长度(mm)(3)、进给速度VfVf=af×Z×n(mm/min)式中:af——每齿进给量(mm/z)Z——刀具齿数n——每分钟转数(r/min)(4)、进给量f①f=vf/n(mm/r)②af=f/Z(mm/z)(5)、切削深度ap①ap=(dw-dm)/2②钻削ap=dw/2式中:dw——待加工直径(mm)dm——已加工面直径(mm)2、切削用量选择原则(1)、在粗切时,在选用较大的切削深度和进给量时,应选用较低的切削速度。
工时计算方法大全(各机床工时、各工序工时)
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
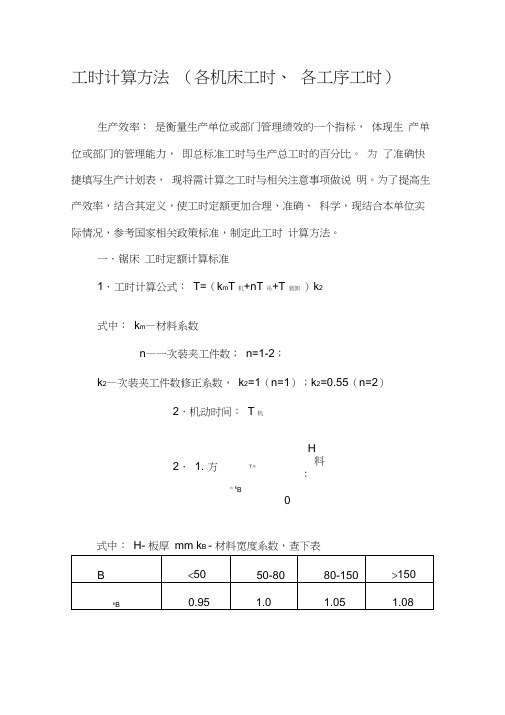
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k2式中:k m—材料系数n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)2.机动时间:T 机H2.1. 方T =料:2机k B式中:H- 板厚mm k B - 材料宽度系数,查下表D2.2.棒料:T2 机= 4式中 D —棒料外径 mmDd 022.3. 管料 :T 机=2 — 1000 4 0 式中 d 0—管料内径; mmHH 0*B 0T 机 = —28000—方管外形高3.吊料时 L 间:T1吊=4.装卸料时 000 间及其它时间:装卸2.4..方管:式中: Hmm ;H 0—方管内腔高 mm ; B 0—方管内腔宽 mm ;800综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数; n=1-2;k 2—次装夹工件数修正系数, k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+ 403额:注:准备工时按100 件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T 校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀0.15 分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时T 风割割长度× 公式:3+1.5修磨工时含补焊工时: T 修磨2= T 风割/2.焊接单件工时:T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸= (T01+0.2n)B式中:T01—装卸基本工时;(取T01=0.2);n-- 工件数B-- 重量系数(见表)2.2.点焊单件工时:T 点焊= T02+0.1J+0.1N式中:T02—点焊基本工时;J—点焊数;N—点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T03+0.1M+0.1N+L Σ/200+0.2NC式中:T03—全焊基本工时;M—焊缝段数;N—全焊时工件翻转次数;LΣ--焊缝长NC--- 焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B)1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20 分钟5、点焊螺母按0.5 分钟一个四.钻床工时定额1、T=kT 机+ T 装卸其中k —难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T 机注:L/D ≥8 时,须另增排屑时间60% 3、装卸零件时间及辅助时间: T 装卸五.磨床铣床工时定额计算标准1.平面磨工时定额:工作台单行程横向进给量16~24mm/次工件运行行速度8m/min磨一次行程工时2. 无心磨工时定额(含辅助工时) LkT= 1d式中: L—单件被加工零件总长; k d—直径系数,d≤16, k d=1.0; d>16, k d=1.2203.铣端面工时加工段数系数B计算公式加×T= 工长度六。
各种机加工工时计算表
1200.00 0.833333333
0.2-0.3 0.15 26.0 1379
>>>>>>>往复式平面粗磨理论工时计算<<<<<<<
零件参数
砂轮、机床参数
工件材料
淬火钢 砂轮直径 mm
400
磨削形式
零件装置在夹具中或用千 分表校准
**当加工孔径较大 时,ap取大值;加 工孔径较小,且加 工精度要求较高 时,ap取小值
钢、铸钢 刀具材料 精镗 刀具类型 5 刀具直径 mm 20 推荐切削参数范围 0.6-1.2 1.00 8 509 请输入实际切削参数 3.00 0.60 1.00 600.00 0.3
刀具参数
硬质合金 镗刀块 5.00
4.00 20 1273
>>>>>>>高速钢铰刀铰孔理论工时计算<<<<<<<
零件参数
材料种类
材料性能
孔直径 mm
铰
刀具直径 mm 待加工孔深度 mm
切削深度 mm 铰削余量 mm 实际每转进给量 实际主轴转速 理论工时 min
推荐切削参数 中硬铸铁 铰削余量 mm
175HBS 每转进给量 f mm 6.00 切削速度 m/min 6.0 主轴转速 10.0
材料种类 孔直径 mm
深度 mm
钻
零件参数
不锈钢 刀具直径 mm
12.50 每转进给量 mm
20.00
切削速度 主轴转速
m/min
请输入实际切削参数
推荐切削参数范围 8 ~ 20
机械加工设备加工工时计算方法(DOC)
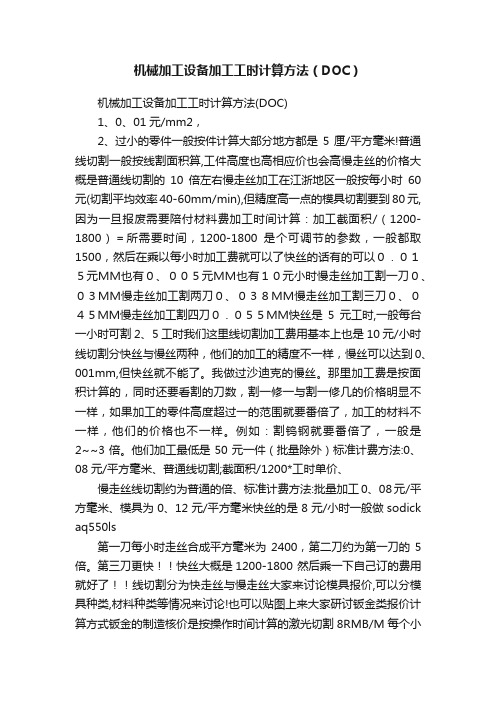
机械加工设备加工工时计算方法(DOC)机械加工设备加工工时计算方法(DOC)1、0、01元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0、005元MM也有10元小时慢走丝加工割一刀0、03MM慢走丝加工割两刀0、038MM慢走丝加工割三刀0、045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割2、5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0、001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0、08元/平方毫米、普通线切割;截面积/1200*工时单价、慢走丝线切割约为普通的倍、标准计费方法:批量加工0、08元/平方毫米、模具为0、12元/平方毫米快丝的是8元/小时一般做sodick aq550ls第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
第三刀更快!!快丝大概是1200-1800 然后乘一下自己订的费用就好了!!线切割分为快走丝与慢走丝大家来讨论模具报价,可以分模具种类,材料种类等情况来讨论!也可以贴图上来大家研讨钣金类报价计算方式钣金的制造核价是按操作时间计算的激光切割8RMB/M每个小孔洞按1RMB计算数控计价5RMB/Min 数控折弯计价每边1RMB大边加倍冷作焊接计算一天70RMB,每工一天50KG为基准以上计算方式需综合素质高,对行业动态极为了解,即操作困难以下钣金计算是不考虑制造加工工艺的经验计算式:材料价 = 展开落料公斤数 x 市场材料价加工费计算:不考虑工艺,税收,管理费用及运费基准计算:3200RMB/T的冷轧钢板t =2、01804-m7级IT7 冷作加工费用:8、0~8、4RMB/KG,工人每工制作50KG以上,冷作包括以下:砂轮机切割、老式剪床、老式折弯机、火焰穿孔、老电焊、外包价格为7、2~7、5RMB/KG。
机加工工时定额定义及计算
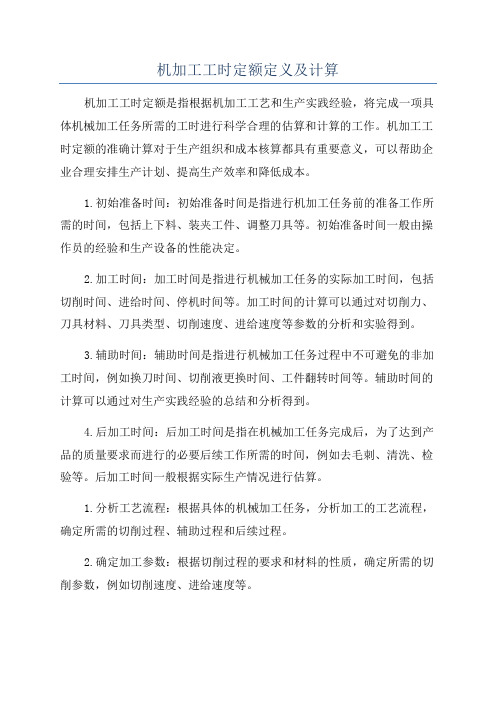
机加工工时定额定义及计算机加工工时定额是指根据机加工工艺和生产实践经验,将完成一项具体机械加工任务所需的工时进行科学合理的估算和计算的工作。
机加工工时定额的准确计算对于生产组织和成本核算都具有重要意义,可以帮助企业合理安排生产计划、提高生产效率和降低成本。
1.初始准备时间:初始准备时间是指进行机加工任务前的准备工作所需的时间,包括上下料、装夹工件、调整刀具等。
初始准备时间一般由操作员的经验和生产设备的性能决定。
2.加工时间:加工时间是指进行机械加工任务的实际加工时间,包括切削时间、进给时间、停机时间等。
加工时间的计算可以通过对切削力、刀具材料、刀具类型、切削速度、进给速度等参数的分析和实验得到。
3.辅助时间:辅助时间是指进行机械加工任务过程中不可避免的非加工时间,例如换刀时间、切削液更换时间、工件翻转时间等。
辅助时间的计算可以通过对生产实践经验的总结和分析得到。
4.后加工时间:后加工时间是指在机械加工任务完成后,为了达到产品的质量要求而进行的必要后续工作所需的时间,例如去毛刺、清洗、检验等。
后加工时间一般根据实际生产情况进行估算。
1.分析工艺流程:根据具体的机械加工任务,分析加工的工艺流程,确定所需的切削过程、辅助过程和后续过程。
2.确定加工参数:根据切削过程的要求和材料的性质,确定所需的切削参数,例如切削速度、进给速度等。
3.估算加工时间:根据所需的切削参数和加工设备的性能,估算加工时间,包括切削时间和辅助时间。
4.估算后加工时间:根据产品要求和实际生产情况,估算后加工时间,包括去毛刺、清洗、检验等工序。
5.综合计算:将加工时间和后加工时间相加,得到总的机加工工时定额。
需要注意的是,机加工工时定额的计算结果应该是一个合理的估算值,不同的操作员和加工设备可能会有差异。
因此,在实际生产中应该根据实际情况进行及时修正和调整。
机加工工时计算表

平面--铣削范围(长 X 宽)mm
<50X50
<50X100
<100X100
<100X150
<100X200
TR
TC
TR
TC
TR
TC
TR
TC
TR
TC
0.3
0.5
0.7
0.9
1.2
1.7
1.9
2.5
2.5
3.3
0.2
0.3
0.5
0.7
0.8
1.2
1.2
1.7
1.6
2.3
0.2
0.3
0.3
0.5
0.5
0.9
内腔轮廓--铣削范围(长X宽)mm
时间 刀具直徑(mm)
SAE PART ID
<50X50
粗
精
1.0
SC7-702-00071S
8.3
8.3
1.5
SC7-702-00072S
3.7
3.7
2.0
SC7-702-00073S
2.1
2.2
2.5
SC7-702-00074S
1.3
1.4
3.0
SC7-702-00075S
4002銑刀--普通CNC铣削加工标准时间(min)
<50X100
TR
TC
1.1
1.5
0.7
1.0
0.5
0.8
0.3
0.7
TR:粗加 工时间/次
塑胶类(ESD225、ESD420、Derlin等)
平面--铣削范围(长 X 宽)mm
<100X100
机械零件加工工时计算公式
0.3
500.00 10
>硬质合金端铣、周精铣平面、凸台、凹槽理论工时计算<
零件参数 材料种类 材料硬度 HBS
加工特征类型
刀具、机床参数
灰铸铁 刀具直径 mm
300.0
150-225 刀具齿数
18
平面 走刀路径长度
430.00
表面粗糙度要求Ra
加工余量 mm
3.00
0.8
工件速度
5
工作台充满系数
0.25
工件要求尺寸精度
0.02
推荐磨削参数
15 0.3 0.15 0.04600 12.80
0.80 0.80
1.4
>>>>>>>高速钢半精铣平面、凸台、凹槽理论工时计算<<<<<<<
材料种类 材料硬度 HBS 加工特征类型 走刀路径长度 mm
零件、刀具参数 铝镁合金 刀具类型
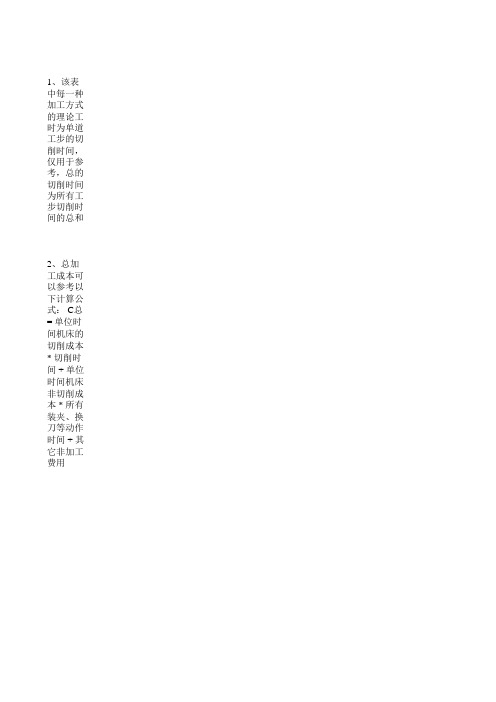
1、该表 中每一种 加工方式 的理论工 时为单道 工步的切 削时间, 仅用于参 考,总的 切削时间 为所有工 步切削时 间的总和
2、总加 工成本可 以参考以 下计算公 式: C总 = 单位时 间机床的 切削成本 * 切削时 间 + 单位 时间机床 非切削成 本 * 所有 装夹、换 刀等动作 时间 + 其 它非加工 费用
车间内某 一工序的 生产率限 制了整个 车间的生 产率的提 高时,该 工序的刀 具寿命要 选得低 些;当某 工序单位 时间内所 分担到的 全厂开支 M较大 时,刀具 寿命也应 选得低些 。
大件精加 工时,为 保证至少 完成一次 走刀,避 免切削时 中途换 刀,刀具 寿命应按 零件精度 和表面粗 糙度来确 定。
机加工工时计算方法

机加工工时计算方法(内部参考使用,初稿)1、依据1.1、产品图纸中规定的材料,尺寸,形位公差,硬度等要求。
1.2、工艺文件中规定的工序要求。
1.3、工艺文件中规定使用的刀具材料,直径,齿数。
1.4、胚件加工余量一般钢件轴<3,灰铸铁件<5,铸钢件,压铸件<1.5,砂型铸铝件<2.5。
1.5、工艺文件中规定加工的设备,工件,刀具的刚性,有无冷却液。
1.6、一般高速钢刀具理论最大切削速度30m/mi n一般硬质合金刀具理论最大切削速度80m/mi n一般涂层具理论最大切削速度增加50%实际使用中,一般不能满足上述理论最大切削速度的各方面的条件,因此实际使用的切削速度应低于上述理论最大切削速度。
1.7、数控车床按编程实用工时再加装卸工件时间,可现场测定。
1.8、线切割机床加工孔,键槽工时按以下公式计算:快丝切割面积/3000=工时(铁)切割面积/1500=工时(铜)1.9补助时间内容包括刀具的手动或机动移位,机床的变速,换刀,检测等时间,上下工件及去除毛刺时间应在工步内容中体现。
1.10切削长度按图纸要求加2mm。
2、各种计算数据的选择由于工艺文件中没有填写各种制定工时所需切削参数,因此需负责制定工时的人来确2.1、进给次数车、镗、铳加工次数2.1.3插加工进给次数=槽深/进给量2.1.4钻加工进给次数进给量选择()切削速度的选择(硬质合金刀具)注:1、车端面按刀具的最大直径计算。
2、割槽、切断根据工件,刀具刚性可作适当调整。
注:一般检测次数为 次,其余各项次数根据图纸要求而定,移位距离时,移位时间5S 。
3、计算公式3.1、主轴转速n/min主轴转速切削速度(查表2.3) 工件最大切削周长理论计算的转速需查设备的与其相应转速。
3.2、 进给速度 mm/min进给速度=主轴转速X 进给量3.3、 切削时间(S )图纸切削长度+2切削时间(S )进给速度3.4合计时间(S)合计时间=切削时间X加工次数+辅助时间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
推荐铣削参数 0.23 12 382
请输入实际切削参数
镶齿端铣刀 10.0 3 5.00
2.0
0.50 25 796
实际每齿进给量
实际主轴转速 理论工时 min
0.3
500.00 10
>硬质合金端铣、周精铣平面、凸台、凹槽理论工时计算<
零件参数 材料种类 材料硬度 HBS
加工特征类型
刀具、机床参数
工具钢 刀具直径 mm
80
槽宽 mm
步距ae mm 走刀路径长度 mm
100
1.5 2070.00
数范围 8 ~ 20 0.20 35 891
高速钢铣刀
硬质合金铣刀
数 硬质合金 镗刀块 5.00
4.00 20 1273
硬质合金铣刀
参数
0.2-0.3 0.15 26.0 1379
>>>>>>>硬质合金铰刀铰孔理论工时计算<<<<<<<
0.08
0.12
请输入实际切削参数
0.08
0.25
0.04
2600.00
0.384615385
<<<<<<
砂轮、机床参数
砂轮直径 mm
320
砂轮宽度 mm
32
工件速度
5
工作台充满系数
0.25
工件要求尺寸精度
0.02
推荐磨削参数
15 0.3 0.15 0.04600 12.80
0.80 0.80
1.4
2.0 铣床功率
介于5到10
加工特征类型
每齿进给量 mm/z 切削速度 m/min
平面 工艺系统刚性 推荐铣削参数
0.20 25
系统刚度大
0.35 35
主轴转速
1326
1857
实际每齿进给量 实际主轴转速 理论工时 min
请输入实际切削参数
0.3 1500.00 3.333333333
>硬质合金端铣、周粗铣平面、凸台、凹槽理论工时计算<
刀具寿命
切削用量 三要素对 刀具寿命 影响的大 小,按顺 序为v、f 、ap。因 此,从保 证合理的 刀具寿命 出发,在 确定切削 用量时, 首先应采 用尽可能 大的背吃 刀量;然 后再选用 大的进给 量;最后 求出切削 速度。
加工表面 粗糙度
精加工 时,增大 进给量将 增大加工 表面粗糙 度值。因 此,它是 精加工时 抑制生产 率提高的 主要因素 。
一 制订切 削用量时 考虑的因 素
切削加工 生产率
在切削加 工中,金 属切除率 与切削用 量三要素 ap、f、v 均保持线 性关系, 即其中任 一参数增 大一倍, 都可使生 产率提高 一倍。
然而由于 刀具寿命 的制约, 当任一参 数增大 时,其它 二参数必 须减小。 因此,在 制订切削 用量时, 三要素获 得最佳组 合,此时 的高生产 率才是合 理的。
0.30
切削速度 m/min
12
25
主轴转速
477
995
请输入实际切削参数
实际每转进给量
0.2
实际主轴转速
800.00
理论工时 min
28.125
加工余量 mm
每齿进给量 mm/z 切削速度 m/min 主轴转速
刀具直径 mm 实际每齿进给量 实际主轴转速 理论工时 min
推荐 请输入实
合金立铣刀半精铣平面、凸台、凹槽理论工时计算<<
0.166666667
>>>>>>>镗孔理论工时计算<<<<<<<
材料种类 加工阶段 加工余量 mm 孔深度 mm
零件参数
镗
切削深度 ap mm 每转进给量 f mm
切削速度 m/min
主轴转速
刀具齿数 实际切削深度 实际每转进给量 实际主轴转速 理论工时 min *镗杆以镗套支承 时,V取中间值; 镗杆悬伸时,V取 小值
推荐磨削参数 0
>>>>>>>高速钢粗铣平面、凸台、凹槽理论工时计算<<<<<<<
零件参数
材料种类 材料硬度 HBS 走刀路径长度 mm 加工余量 mm
刀具、机床参数
灰铸铁 刀具类型
圆盘铣刀
100-140 刀具直径 mm
6.0
1500.00 刀具齿数
3
5.00 刀具齿型
细齿
切削深度ap mm
>>>>>>>高速钢半精铣平面、凸台、凹槽理论工时计算<<<<<<<
材料种类 材料硬度 HBS 加工特征类型 走刀路径长度 mm
零件、刀具参数 工具钢 刀具类型 200-250 刀具直径 mm
平面 刀具齿数 1500.00 加工余量 mm
表面粗糙度Ra
1.6 切削深度ap mm
每齿进给量 mm/z 切削速度 m/min 主轴转速
零件参数
刀具、机床参数
灰铸铁 刀具类型
镶齿立铣刀
230-290 刀具可选直径范围 平面 刀具齿数
20-25 3
1500.00 步距 ae mm
5.0
5.00 切削深度ap mm
推荐铣削参数
0.05 10 159 请输入实际切削参数
20.0 0.12 200.00 62.5
2.0
0.10 18 286
选择刀具 寿命时可 考虑如下 几点:
根据刀具 复杂程度 、制造和 磨刀成本 来选择。 复杂和精 度高的刀 具寿命应 选得比单 刃刀具高 些。
对于机夹 可转位刀 具,由于 换刀时间 短,为了 充分发挥 其切削性 能,提高 生产效 率,刀具 寿命可选 得低些, 一般取 15-30min 。
对于装刀 、换刀和 调刀比较 复杂的多 刀机床、 组合机床 与自动化 加工刀 具,刀具 寿命应选 得高些, 尤应保证 刀具可靠 性。
5.00 切削深度ap mm
推荐铣削参数
0.16 12 637 请输入实际切削参数
0.2 800.00 14.0625
2.0
0.24 25 1326
算<<<<<<<
推荐切削参数
铰削余量 mm 每转进给量 f mm 切削速度 m/min
0.2-0.3
0.15
0.25
5.0
10.0
主轴转速
265
531
切削深度ap mm
2.0
40.00 每转进给量 mm
0.3
100.00 切削速度 m/min
10
6.00 主轴转速
80
请输入实际切削参数
实际切削深度 实际每转进给量 实际主轴转速 理论工时 min
**锥面车削加工长 度为锥面母线长度
**工件直径为上道 工序所留尺寸
5.00 0.10 800.00 2.5
>>>>>>>硬质合金钻头钻孔理论工时计算<<<<<<<
二 刀具寿 命的选择 原则
切削用量 与刀具寿 命有密切 关系。在 制定切削 用量时, 应首先选 择合理的 刀具寿 命,而合 理的刀具 寿命则应 根据优化 的目标而 定。
一般分最 高生产率 刀具寿命 和最低成 本刀具寿 命两种, 前者根据 单件工时 最少的目 标确定, 后者根据 工序成本 最低的目 标确定。
车间内某 一工序的 生产率限 制了整个 车间的生 产率的提 高时,该 工序的刀 具寿命要 选得低 些;当某 工序单位 时间内所 分担到的 全厂开支 M较大 时,刀具 寿命也应 选得低些 。
大件精加 工时,为 保证至少 完成一次 走刀,避 免切削时 中途换 刀,刀具 寿命应按 零件精度 和表面粗 糙度来确 定。
零件参数 材料种类 材料硬度 HBS
加工特征类型
刀具、机床参数 工具钢 刀具直径 mm
200-250 刀具齿数
平面 刀具材料牌号
走刀路径长度 mm
1500.00 铣床功率
6.0 2
YT5 大于10
加工余量 mm
每齿进给量 mm/z 切削速度 m/min 主轴转速 实际每齿进给量 实际主轴转速 理论工时 min
材料种类 材料性能 待加工孔直径 mm 待加工孔深度 mm 刀具直径 mm
零件参数
切削深度 铰削余量 实际每转进给量 实际主轴转速 理论工时 min
灰铸铁o HBS>200
6 10 6.0 请输入实际切削参数
2 0.3
参数 400 40
900
0.6 0.25
6
>>>>>>>往复式平面精磨理论工时计算<<<<<<<
**当加工孔径较大 时,ap取大值;加 工孔径较小,且加 工精度要求较高 时,ap取小值
钢、铸钢 刀具材料 精镗 刀具类型 5 刀具直径 mm 20 推荐切削参数范围 0.6-1.2 1.00 8 509 请输入实际切削参数 3.00 0.60 1.00 600.00 0.3
刀具参数
硬质合金 镗刀块 5.00
平面往复式走刀:
走刀方向长度 mm
100.0
4.0
步距方向宽度 mm
80.0
0.6
步距ae mm
6.0
20
走刀路径长度 mm
1500
159
平面轮廓走刀:
圆弧直径 mm
30.0