钢轨钢
第二节钢轨基本知识.
第二节钢轨基本知识一、钢轨使用规定高速铁路正线、到发线应采用60 kg/m无螺栓孔新钢轨;其他站线宜铺设50 kg/m钢轨。
200 km/h及以上高速客运铁路应选用u71MnG、强度等级为880~IPa热轧钢轨;200 km /h~250 km/h高速客货混运铁路应选用U75VG、强度等级为980 MPa热轧钢轨。
其中,U代表钢轨钢,71、75代表化学成分中碳平均含量为0.71%、0.75%,V代表钒元素,Mn代表锰元素,G代表高速铁路。
高速铁路钢轨应具备安全使用性能好、几何尺寸精度高、平直度好的特点,同时要求钢轨的实物质量达到高纯净、高平直、高精度、长定尺,这就要求钢轨钢质洁净、韧塑性高、焊接性能优良、表面基本无原始缺陷。
二、钢轨长度及断面尺寸1.钢轨长度高速铁路正线应采用符合相应技术标准的100 m定尺轨,短尺轨长度为95 m、96 m、97 ITI 和99 ITI四种。
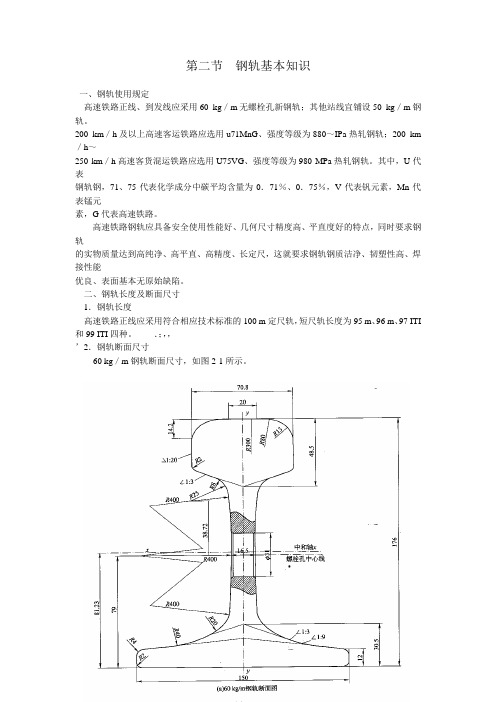
.;,,’2.钢轨断面尺寸60 kg/m钢轨断面尺寸,如图2-1所示。
60 kg/m钢轨计算数据,如表2—9所示。
1.钢轨的化学成分(表2—10)2.钢轨拉伸性能和硬度钢轨的抗拉强度和伸长率及轨头顶面中心线上的表面硬度值应符合表2一11的规定。
四、钢轨标志我国钢轨生产厂家主要有攀钢、包钢、鞍钢和武钢四家,各厂家标志如图2 2所示。
钢轨标准规定,在钢轨轨腰部位需要采用两种标记,即轧制标志和热压印标志,同时还规定了其他标识,如在轨端刷漆以及粘贴标签。
1.凸出标志钢轨一侧轨腰上轧制的凸出标志顺序:生产厂标志——钢轨轨型(如60代表60 kg/m)——钢轨钢牌号(如u75vG、u7lMnG)——制造年(轧制年度末两位)、月(如04代表轧年度为2∞4年,Ⅲ代表3月份轧制)。
2.凹入标志钢轨另一侧的轨腰上热压印凹人标志的顺序:钢厂代码——生产年份——炉号——连铸流号——连铸坯号——钢轨顺序号——班别号。
各个钢厂的热压印标志不完全相同。
以攀钢为例说明,如图2 3所示。
轨道钢规格、重量以及相关知识

轨道钢规格、重量以及相关知识轨道钢理算计算公式:钢轨类型(公斤/米) 尺寸(毫米)截面面积F(厘米2) 理论重量(公斤/米) 高A度底B宽头C宽腰D厚轻轨5 50 44 22 4.5 6.41 5.03 8 65 54 25 7.0 10.76 8.42 1180.5 ...钢轨1.概述&Nb sp; 铁道器材是铁路的重要器材,钢轨是铁路器材的主要标志。
A—轨高B—底宽C—头宽D—腰厚(1)分类。
钢轨以每米大致重量的公斤数,可分为重轨与轻轨两种:①重轨。
按所用钢材钢种分为:普通含锰钢轨、含铜普碳钢钢轨、高硅含铜钢钢轨、铜轨、锰轨、硅轨等,详见本节“8”中所提供的标准(1)、(2)。
主要有38、43、50kg 三种。
此外还有用于少数线路上的45kg轨,已计划在运量大和车速高的线路上用的60kg轨。
GB2585—81规定了我国38~50kg/m钢轨的技术条件,其尺寸和代号等如表6—7—10所示。
②轻轨。
品种在“8”的标准(5)中规定。
主要有9、12、15、22、30等不同轨型,其断面尺寸和轨型类别等如6-7-11所示。
技术条件详见“8”中标准(3)。
(2)制造及用途。
钢轨采用平炉、氧气转炉冶炼的碳素镇静钢轧制而成。
其用途是承受机车车辆的运行压力及冲击载荷。
(3)生产厂和进口国。
我国现用的钢轨,主要是国内一些钢厂生产,如鞍钢、武钢等。
此外,由于用量较大,尚需进口一些按我国技术标准要求的理化性能和按国外有关标准方法判定的钢轨及钢轨附件。
进口生产国有日本、德国、法国、英国、俄罗斯、澳大利亚等。
2.尺寸规格钢轨的长度和其他几何尺寸及公差等,由“8”中有关轻重轨相应标准规定。
3.外观质量(1)轧制后的钢轨应笔直,不得有显著弯曲与扭转。
对于轻重轨的局部弯曲和扭转及其矫正变形量,轨端面的倾斜等,不得超出标准规定。
(2)钢轨表面应洁净光滑,不得有裂纹、结疤、划痕等缺陷;其端面不得有缩孔痕迹和夹层等。
对于轻重轨整体表面所允许存在的缺陷及其几何量的程度,均不得超过标准的规定。
钢轨理论重量表及尺寸
钢轨理论重量表及尺寸钢轨在铁路交通中起到关键的作用,它承受着列车的重量,为稳定高速行驶提供支撑。
钢轨不仅需要具备足够的强度和稳定性,还需要符合一定的重量和尺寸要求。
在设计和选择合适的钢轨时,钢轨理论重量表及尺寸是不可或缺的参考工具。
本文将介绍钢轨理论重量表及尺寸,以助您更好地理解和应用。
一、钢轨的重量表钢轨的重量通常以单位长度的重量表示,单位为千克/米。
具体钢轨重量的计算与其型号和制造工艺有关。
以下是一份常见钢轨型号及其理论重量表,供参考:钢轨型号理论重量(kg/m)43KG 43.08550KG 51.51460KG 60.64975KG 74.39890/91LB 90.22860E1 60.249E1 49.8请注意,以上理论重量仅供参考,实际应用时还需要考虑钢轨的制造工艺、质量控制等因素。
同时,在特殊情况下,有可能根据具体的需求和要求实施定制化加工和制造,因此应根据实际情况选择合适的钢轨。
二、钢轨的尺寸要求除了重量,钢轨的尺寸也是选择合适型号的重要参考指标。
以下是一份常见的钢轨尺寸要求,供您参考:钢轨类型长度(mm) 高度(mm) 底宽(mm) 顶宽(mm)43KG 12,000 134 114 6950KG 12,000 152 132 7060KG 12,000 176 150 7375KG 12,000 192 170 7490/91LB 12,000 203 178 7860E1 12,000 172 150 7249E1 12,000 141 116 69请注意,以上钢轨尺寸仅供参考,实际应用时还需要根据具体情况,包括列车的类型、速度、行驶条件等综合因素来选择合适的尺寸。
此外,根据不同国家和地区的标准,钢轨的尺寸要求也有所不同。
三、钢轨理论重量表及尺寸的应用钢轨理论重量表及尺寸在实际应用中起着重要的参考作用。
对于铁路建设、维修和升级等项目,合理选择和应用钢轨的重量和尺寸,能够提高铁路的安全性、稳定性和运营效率。
轨道钢标准

轨道钢标准轨道钢是指用于制造铁路轨道的钢材,其规格和标准通常遵循国家标准或行业标准。
以下是一些常见的轨道钢标准:1. 中华人民共和国国家标准:包括GB 2585-2007《钢轨》、GB/T 23444-2009《钢轨焊接第1部分:通用技术条件》、GB/T 23445-2009《钢轨焊接第2部分:熔敷金属》、GB/T 23446-2009《钢轨焊接第3部分:预热温度和后热处理》、GB/T 23447-2009《钢轨焊接第4部分:焊接工艺》、GB/T 23448-2009《钢轨焊接第5部分:熔敷金属拉伸试验》、GB/T 23449-2009《钢轨焊接第6部分:熔敷金属冲击试验》、GB/T 23450-2009《钢轨焊接第7部分:焊缝硬度试验》、GB/T 23451-2009《钢轨焊接第8部分:焊接接头硬度试验》、GB/T 23452-2009《钢轨焊接第9部分:焊接接头拉伸试验》、GB/T 23453-2009《钢轨焊接第10部分:焊接接头冲击试验》、GB/T 23454-2009《钢轨焊接第11部分:焊接接头金相试验》、GB/T 23455-2009《钢轨焊接第12部分:焊接接头残余应力测定》、GB/T 23456-2009《钢轨焊接第13部分:焊接接头疲劳试验》、GB/T 23457-2009《钢轨焊接第14部分:焊接接头动态试验》、GB/T 23458-2009《钢轨焊接第15部分:焊接接头静态弯曲试验》、GB/T 23459-2009《钢轨焊接第16部分:焊接接头动态弯曲试验》、GB/T 23460-2009《钢轨焊接第17部分:焊接接头疲劳弯曲试验》、GB/T 23461-2009《钢轨焊接第18部分:焊接接头冲击韧性试验》、GB/T 23462-2009《钢轨焊接第19部分:焊接接头冲击吸收能量试验》、GB/T 23463-2009《钢轨焊接第20部分:焊接接头拉伸试验》、GB/T 23464-2009《钢轨焊接第21部分:焊接接头冲击试验》、GB/T 23465-2009《钢轨焊接第22部分:焊接接头金相试验》、GB/T 23466-2009《钢轨焊接第23部分:焊接接头残余应力测定》、GB/T 23467-2009《钢轨焊接第24部分:焊接接头硬度试验》、GB/T 23468-2009《钢轨焊接第25部分:焊接接头冲击试验》、GB/T 23469-2009《钢轨焊接第26部分:焊接接头动态试验》、GB/T 23470-2009《钢轨焊接第27部分:焊接接头静态弯曲试验》、GB/T 23471-2009《钢轨焊接第28部分:焊接接头动态弯曲试验》、GB/T 23472-2009《钢轨焊接第29部分:焊接接头疲劳试验》、GB/T 23473-2009《钢轨焊接第30部分:焊接接头冲击韧性试验》、GB/T 23474-2009《钢轨焊接第31部分:焊接接头冲击吸收能量试验》、GB/T 23475-2009《钢轨焊接第32部分:焊接接头拉伸试验》、GB/T 23476-2009《钢轨焊接第33部分:焊接接头冲击试验》。
铁路钢轨U71MnG 、U75V等简介

U71Mn/U71MnG、U75V/U75VG、U76CrRE等钢轨的钢种、性能等简介1我国钢轨的钢种及性能1.1钢轨的化学成分钢轨的化学成分除钢中的五大基本元素C、Si、Mn、S. P外,还有合金元素如Cr、V、Nb以及钢中的残留元素等。
关于钢轨钢的命名: 第一个字母U ,代表轨钢(轨字汉语拼音GUI的第二个字母) ,后面的数字代表平均含碳量,再后面的字母代表合金化的元素,如U75V代表平均含碳量为0.75%、采用钒合金化的钢轨钢。
1.2钢轨钢的组织奥氏体奥氏体是在大于727°C高温下才能稳定存在的组织,塑性好,是钢轨钢在高温下所要求的组织。
高锰钢道岔组织即为奥氏体组织,是高锰钢经过水韧处理后得到的,在强的冲击载荷下,能形成硬化层,表现出优异的抗磨耗性能。
珠光体珠光体是渗碳体和铁素体的混合物。
目前钢轨钢的组织大多数为珠光体组织。
马氏体马氏体是奥氏体迅速冷却得到的淬火组织。
钢轨钢中一般出现的马氏体组织为针状马氏体,脆而硬,为不允许出现的有害组织。
1.3国内主要钢种U71Mn/U71MnG钢轨U71Mn钢轨为我国至今使用时间最长的钢轨,其强度等级为880MPa,轨顶面硬度260-300HB,有较好的韧、塑性,焊接性优良。
U71MnG钢轨为高速铁路用钢轨,性能指标同U71Mn ,化学成分略有不同,主要C、S、P、V、Al含量略有差异。
U75V/U75VG 钢轨U75V为含钒微合金钢轨(以前曾称之为PD3钢轨) ,其强度980MPa级,轨顶面硬度280-320HB。
目前在我国铁路的繁忙干线上广泛使用。
U75VG钢轨为客货混运高速铁路用钢轨,在化学成分上与U75V钢轨的区别,主要S、P、V、Al含量略不同。
U77MnCr钢轨U7MnCr钢中含通过添加合金锰、铬,提高其的强度,热轧钢轨其强度980MPa级,轨顶面硬度290- 330HB ;热处理钢轨其强度1180MPa级,轨顶面硬度350-410HB ,硬化层深度大3于20mm.U76CrRE钢轨U76CrRE钢轨为包钢在BNbRE钢轨基础上开发的新钢种,其强度等级为980MPa , 轨顶面硬度310-360HB ,有较好的韧、塑性,焊接性优良U78CrV(原PG4)钢轨U78CrV钢中含通过添加合金铬,提高其的强度,热轧钢轨其强度1080MPa 级,轨顶面硬度310-360HB ;热处理钢轨其强度1280MPa级,轨顶面硬度370-420HB,硬化层深度大于20mm。
轨道钢规格重量以及相关知识
轨道钢规格重量以及相关知识Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】轨道钢规格、重量以及相关知识铁路钢轨知识:(1)重型钢轨知识:每米公称重量大于30kg的钢轨。
火车钢轨和起重机轨都属重轨。
火车钢轨:用于铺设铁路,要承受火车营运时的压力、冲击载荷和摩擦,要求有足够的强度和一定的韧性。
质量要求严格,除保证其化学成分外,还要求检验力学性能、落锤试验和酸浸低倍组织等。
生产厂有武钢、鞍钢、包钢和攀钢等。
起重机轨:即吊车轨,其高度较低,头宽及腰厚尺寸较大,只要求检验化学成分和抗拉强度。
用于铺设起重机大于及小车轨道。
生产厂有鞍钢和攀钢。
(2)轻型钢轨知识:是每米公称重量小于或等于30kg的钢轨。
轻轨的质量要求比重轨低,只要求检验其化学成分、抗拉强度、硬度和落锤试验等。
主要用途:轻轨主要用于林区、矿区、工厂及施工现场等处铺设临时运输线路和轻型机车用线路。
铁路钢轨型号:(1)轻型钢轨型号,材质: Q235,55Q;规格:30kg/m,24kg/m,22kg/m,18kg/m,15kg/m,12 kg/m,8 kg/m。
(2)重型钢轨型号, 材质: 45MN, 71MN;规格:50kg/m, 43kg/m,38kg/m,33kg/m(2)起重钢轨型号, 材质: U71MN;规格:QU70 kg /m ,QU80 kg /m,QU100 kg /m,QU120 kg /m。
以上钢轨型号为常用钢轨型号。
轨道钢理算计算公式:钢轨类型(公斤/米) 尺寸(毫米)截面面积F(厘米2) 理论重量(公斤/米) 高A度底B宽头C宽腰D厚轻轨5 50 44 22 8 65 54 25 11 ...钢轨1.概述&sp; 道器材是铁路的重要器材,是铁路器材的主要标志。
A—轨高B—底宽 C—头宽D—腰厚(1)分类。
轨以每米大致重量的公斤数,可分为与两种:①重轨。
轨道钢种类

轨道钢种类轨道钢是一种用于铁路轨道的钢材,广泛应用于铁路建设和维护中。
根据不同的标准和要求,轨道钢可以分为多种不同的类型。
一、根据国际标准分:目前国际上使用较广泛的轨道钢标准有美国AREMA(美国铁路工程与维护协会)标准和欧洲EN(欧洲标准)标准等。
1.AREMA标准轨道钢:AREMA最常用的轨道钢为136RE、115RE、100RE和90RA等型号。
这些轨道钢具有较高的强度和承载能力,适用于高速铁路和重载铁路。
2.EN标准轨道钢:欧洲标准轨道钢主要有UIC60、UIC54、UIC50等型号。
这些轨道钢在强度和承载能力等方面符合欧洲标准要求,广泛应用于欧洲地区的铁路建设和维护。
二、根据材质分:轨道钢材质主要有普通碳素结构钢、低合金结构钢和热轧钢轨钢等。
1.普通碳素结构钢轨道钢:普通碳素结构钢轨道钢的主要优点是价格相对较低,适用于一般的铁路线路。
常见的材质有Q235B、Q275等。
2.低合金结构钢轨道钢:低合金结构钢轨道钢相比普通碳素结构钢具有更好的韧性和耐磨性,适用于强度要求较高的铁路线路。
常见的材质有Q345B、Q390B等。
3.热轧钢轨钢:热轧钢轨钢具有更高的强度和耐磨性,适用于高速铁路和重载铁路。
常见的材质有U71Mn、U75V等。
三、根据使用条件分:轨道钢根据使用条件的不同,可以分为普通轨道钢、告别轨道钢和弯轨道钢等。
1. 普通轨道钢:普通轨道钢适用于一般的铁路线路,常见的型号有50kg/m、60kg/m、75kg/m等。
2.告别轨道钢:告别轨道钢适用于铁路道岔的轨道部分,常见的型号有30kg/m、38kg/m等。
3. 弯轨道钢:弯轨道钢适用于需要弯曲的铁路线路,常见的型号有25kg/m、43kg/m等。
总体而言,轨道钢的种类繁多,不同的轨道钢适用于不同的铁路线路和使用条件。
钢材的选择要根据具体的要求和标准来确定,以确保铁路的安全和正常运行。
轨道钢标准

轨道钢标准
轨道钢是用于铁路轨道的钢材,其标准通常由国家或国际组织制定。
以下是一些常见的轨道钢标准:
1. GB/T 3429-2012:中国国家标准化管理委员会发布的铁路钢轨标准。
该标准涵盖了不同类型和规格的铁路钢轨的要求,包括材料、尺寸、化学成分、机械性能等。
2. EN 13674-1:2011:欧洲标准化组织(CEN)发布的铁路钢轨标准。
该标准适用于不同轨距的铁路系统,包括高速铁路、普通铁路和有轨电车,涵盖了钢轨的要求、尺寸、化学成分、机械性能等。
3. AREMA Manual for Railway Engineering:美国铁路工程协会(AREMA)发布的铁路工程手册。
该手册包含了美国铁路系统使用的各种标准和规范,包括轨道钢的材料要求、尺寸、化学成分、机械性能等。
4. UIC 860:国际铁路联盟(UIC)发布的铁路钢轨标准。
该标准适用于不同国家和地区的铁路系统,包括欧洲和其他地区的标准,涵盖了钢轨的要求、尺寸、化学成分、机械性能等。
需要注意的是,不同国家和地区可能有各自的铁路钢轨标准和规范。
因此,在具体项目中应根据所在地区的要求和适用标准进行选择和应用。
以上列举的标准仅为示例,具体的标准选择和应用应根据具体需求、地区要求和相关行业标准进行。
在实际工程中,建议咨询专业工程师或相关标准组织,以确保轨道钢的选用符合适用标准和要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢轨钢
用于制作钢轨的工程结构钢。
我国钢号后加U表示。
用途
用于制造机车、起重机等轨道的专业用型钢。
特点
钢轨钢大部分由氧气平炉和氧气转炉冶炼,经轧制而成。
钢轨在使用中主要经受磨损和长期反复的载荷,所以要求有耐磨、耐压、抗疲劳、可焊接及良好的韧性等。
分类
钢轨按中国国家标准和冶金工业部标准分为铁路用钢轨、轻轨、导电钢轨和起重机钢轨等(1)铁路用钢轨
在碳素钢轨基础上发展了低合金钢轨。
高碳低合金钢轨比碳素钢轨强度高,耐磨性、耐压性、抗脆断性和抗疲劳断裂性更好。
铁路用钢轨品种用38、43、50、60、75kg/m等。
在钢轨生产过程中应特别注意防止白点的产生。
(2)轻轨
主要用于矿业和林业,其品种有5、8、11、15、18、24kg/m。
轻轨主要由碳素钢制造,少部分使用低合金钢制造。
在矿山、井下以及林区等处用的轻轨要求耐腐蚀,为此钢中加入适量的铜、铬、磷、钒等合金元素。
(3)导电轨
用于地下铁路导电的钢轨,要求有良好的导电性,即15℃时电阻率小于0.125μΩ.m.它采用优质低碳铝镇静钢制造。
(4)起重机钢轨
用于各种起重机导轨用的特种截面钢轨,其化学成分和制造工艺与铁路用钢轨相同。
品种有QU70、QU80、QUl00、QUl20等。
发展
随着铁路运输轴重的增加和车速的提高,铁路用钢轨的轨型向重型化发展,性能向高强度发展。
在制造工艺方面由热轧生产向轧后全长热处理工艺发展。