试模报告( Mold Test Report) -2006-11-18
注塑模具出厂检验报告

14
大滑块下面是否都有耐磨板(滑块宽度超过150mm),耐磨板比大面高出0.05-0.1mm,耐磨板应加油槽。
15
大型滑块(宽度超过200mm)锁紧面是否有耐磨板面高出0.1-0.5mm,上面加油槽。
16
滑块压板是否有定位结构。
序号
检 查 内 容
合 格
不合格
无
1
前后模表面是否有不平整、凹坑、锈迹等其他影响外观的缺陷。
2
镶块与模框配合,四R角是否低于1mm的间隙(最大处)。
3
分型面保持干净、整洁,无手提砂轮打磨避空,封胶部分无凹陷。
4
排气槽深度是否小于塑料的溢边值,PP小于0.03mm,ABS、PS等小于0.05mm,排气槽由机床加工,无手工打IN,出水为OUT;IN、OUT后加顺序号,如IN1、IN2、OUT1、OUT2等。标识英文字符和数字位置在水嘴正下方10mm处,字迹清晰、整齐。
4
进出油嘴、进出气嘴标识是否同冷却水嘴,并在IN、OUT前空一个字符加G(气)、O(油)。
5
模架上各模板是否有基准角符号,字迹是否清晰、整齐。各模板是否有零件编号,编号在基准角符号正下方处。
20
撑头是否比模腿高出0.05—0.15mm,并不与顶出孔干涉。
21
如注塑机采用延伸喷嘴,定位圈内部是否有足够大的空间,以保证标准的注塑机加长喷嘴带加热圈可以伸入。
22
M12(含M12)以上的螺丝是否为12.9级。
23
产品光洁度检测数据数值 (正面: 侧面: )
24
25
二、模具动作部分:
序号
检 查 内 容
注塑模具试模报告(最完美)

注塑模具试模报告引言注塑模具试模是一个关键的过程,它对产品的质量和生产效率具有重要影响。
本报告旨在详细介绍注塑模具试模过程中的各个环节,为了实现最完美的结果,我们将从模具设计、材料选择、工艺参数设置、试模测试以及优化改进等方面进行阐述。
概述注塑模具试模是在注塑机上进行的模具性能测试过程,通过对模具进行试模可以评估其性能和功能的可靠性,以确保产品能够满足设计要求。
试模过程中需要考虑模具的定位精度、注塑过程的稳定性、产品的成型质量等因素。
正文内容一、模具设计1. 模具结构设计:模具的结构设计应考虑产品的设计要求和注塑工艺的特点,确保模具能够精确定位并顺利进行注塑过程。
2. 模具材料选择:模具的材料选择应考虑产品的成型要求、生产批量和模具寿命等因素,常用的模具材料有硬质合金、工具钢、不锈钢等。
二、材料选择1. 塑料材料选择:根据产品的用途和要求选择合适的塑料材料,考虑其热稳定性、机械性能、耐化学腐蚀性等。
2. 材料预处理:塑料材料在注塑前需要进行干燥处理,以确保材料的质量和注塑过程的稳定性。
三、工艺参数设置1. 注射压力与速度设置:注射压力和速度的设置应根据产品形状、尺寸和壁厚等因素进行合理调整,以防止产生缺陷,如短射、热裂纹等。
2. 注射温度控制:注射温度的控制对于保证产品的成型质量至关重要,应根据塑料材料的熔融温度进行合理设定。
3. 模具温度控制:模具温度的控制能够影响产品的收缩和表面质量,应根据塑料材料的热性能设定合适的温度。
四、试模测试1. 注塑工艺试模:在试模过程中,通过调整工艺参数进行试模测试,如调整注射速度、温度等,评估产品的造型效果和成型质量。
2. 模具寿命测试:通过连续进行多次试模测试,以评估模具的寿命和性能稳定性,确定模具是否需进行改进或调整。
五、优化改进1. 问题分析和解决:根据试模测试的结果,分析产生的缺陷及其原因,并提出相应的解决方案,如调整工艺参数、优化模具结构等。
2. 模具维护与保养:及时进行模具的维护和保养工作,延长模具的使用寿命,提高生产效率和产品质量。
试模总结报告
第
年
月
日
年
月
日
公司
供应商(Vendors)
姓名
是否满足要求
推荐行动
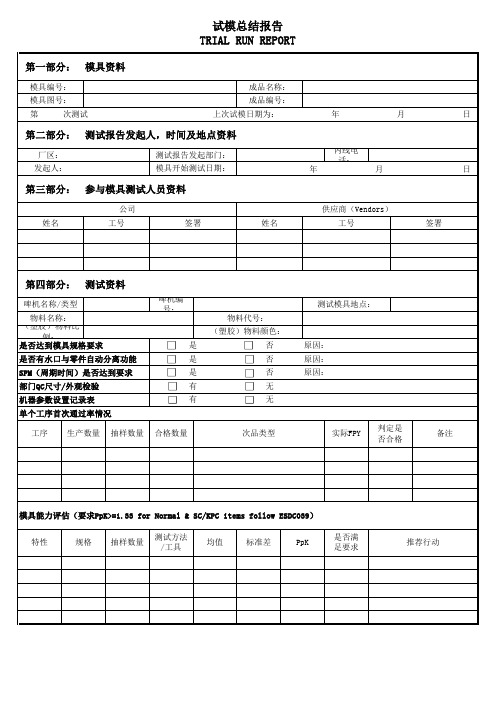
模具能力评估(要求PpK>=1.33 for Normal & SC/KPC items follow ESDC039)次品类型
模具资料
试模总结报告TRIAL RUN REPORT
测试报告发起人,时间及地点资料
第二部分:第一部分:第四部分:第三部分:参与模具测试人员资料
测试资料
特性
规格
抽样数量
测试方法/工具
均值
标准差
PpK
单个工序首次通过率情况工序
生产数量
抽样数量
合格数量
实际FPY
判定是否合格
备注
SPM(周期时间)是否达到要求是否原因:
部门QC尺寸/外观检验有无机器参数设置记录表有
无
(塑胶)物料比
例:
(塑胶)物料颜色:是否达到模具规格要求
是否原因:是否有水口与零件自动分离功能是否原因:啤机名称/类型啤机编号:
测试模具地点:
物料名称:物料代号:工号
签署
姓名
工号
签署
厂区:测试报告发起部门:内线电话:
发起人:
模具开始测试日期:
模具编号:成品名称:模具图号:成品编号:
次测试
上次试模日期为:。
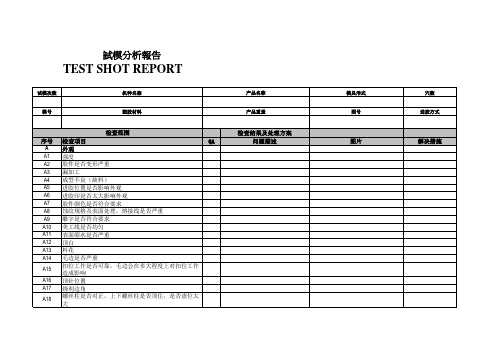
试模分析报告
試模分析報告testshotreport试模次数机种名称产品名称模具形式塑胶材料产品重量进胶方式检查范围检查结果及处理方案序号检查项目qa问题描述图片解决措施外观a1强度a2胶件是否变形严重a3漏加工a4成型不良缺料a5进胶位置是否影响外观a6进胶印是否太大影响外观a7胶件颜色是否符合要求a8蚀纹规格及表面处理熔接线是否严重a9雕字是否符合要求a10美工线是否均匀a11表面缩水是否严重a12a14毛边是否严重a15扣位工作是否可靠毛边会在多大程度上对扣位工作造成影响a16顶针位置a17锋利边角a18螺丝柱是否对正上下螺丝柱是否顶住是否虚位太大a19用手掐四周是否有异响a20锁螺丝后是否离壳锁螺丝是否可靠打爆或打滑a21对于一模多腔的情况是否各有标识交叉装配是否存在问题a22实装后与其他部品是否有干涉a23公差实测尺寸测量工具b1b2b3b4b5b6b7b8b9b10部品与部品装配后是否有间隙断差重点尺寸测量根据结构3dac
检查ቤተ መጻሕፍቲ ባይዱ果及处理方案 问题描述
图片
解决措施
A19 A20 A21 A22 A23 B NO B1 B2 B3 B4 B5 B6 B7 B8 B9 B10
用手掐四周是否有异响 锁螺丝后是否离壳,锁螺丝是否可靠(打爆或打滑) 对于一模多腔的情况是否各有标识,交叉装配是否存 在问题 实装后与其他部品是否有干涉 部品与部品装配后是否有间隙,断差 重点尺寸测量(根据结构3D) 尺 寸 规 格 公差 实测尺寸 测量工具 AC:接受 P:合格 RE:拒收
試模分析報告
TEST SHOT REPORT
试模次数 机种名称 产品名称 模具形式 穴数
模号
塑胶材料
产品重量
图号
进胶方式
检查范围 序号 A A1 A2 A3 A4 A5 A6 A7 A8 A9 A10 A11 A12 A13 A14 A15 A16 A17 A18 检查项目 外观 强度 胶件是否变形严重 漏加工 成型不良(缺料) 进胶位置是否影响外观 进胶印是否太大影响外观 胶件颜色是否符合要求 蚀纹规格及表面处理,熔接线是否严重 雕字是否符合要求 美工线是否均匀 表面缩水是否严重 顶白 料花 毛边是否严重 扣位工作是否可靠,毛边会在多大程度上对扣位工作 造成影响 顶针位置 锋利边角 螺丝柱是否对正,上下螺丝柱是否顶住,是否虚位太 大 QA
注塑模具试模报告(最完美)

气辅参数
速度: 时间:
温控箱设定
⑴ ⑵ ⑶ ⑷ ⑸ ⑹
倒抽: ①: 0 ②: 0 ③: 0 ①: 0 ②: 0 ③: 0 背压:
⑺ ⑻ ⑼ ⑽ ⑾ ⑿ ⒀ ⒁ ⒂ ⒃ ⒆ 瓶 ⒄ ⒇ 次/ 啤)无 ⒅
顶出压力
成形作业
瓶 洗模剂用量 原因对策: 脱模剂使用 有(
试模试模对象
客户 部品名称 部品编号 试模时间 试模次数 名称/牌号 颜色/编号 %)·无 水口料添加 有( 有( 80 ℃/ 2H)·无 预干燥 预干燥方式 料斗·烘箱·其他:
树脂
型腔数 每腔全重(g) 单件净重(g)
成形品
单件毛重(g) 有否放镶件 有·无 成形
损耗及用量
原料入库 投料量 原料库存
设备及动作状况
机床(吨位/型号/编号) 模具温度控制(冷却水) 设定模具温度(冷却水) 实测模具温度(冷却水) 温控箱 气辅机 有(水·油·其他: )·无 前: ℃/后: ℃ 前: ℃/后: ℃ 有(型号: 圣万提 )·无 有(型号: )·无
成形参数
料筒温度 计量位置 射出压力 射出速度 保压切换 保压压力 保压时间 保压速度 顶出速度 环境 温度 产品问题点: /湿度 防锈剂用量 ①:(嘴) ①: 90% ①: 时间: ②: 0 秒 ③: 位置: ④: mm ⑤: 螺杆转速: 射出时间: % 冷却时间: 成形周期: MPa ②: ③: ④: ④: ⑤: ⑤: ⑥: ⑦: 压力: ②: ③: ⑥:(松退)
清洗材用量 试模不良品
试制内容及时间
内容 开始~结束 针阀1 针阀2 针阀3 针阀4 针阀5 针阀6 累计时间 小时
针阀时间设定
开启时刻 关闭时刻
样件数量 炮筒损耗
模具
模具检验报告1页 -回复

模具检验报告1页-回复【模具检验报告1页】是一份关于模具检验的报告,需要详细描述检验过程、结果和结论,并解答相关问题。
下面将一步一步回答问题。
一、简介模具检验是指对制造好的模具进行检测、测试,确保模具的质量符合要求。
该报告记录了我们对某一模具进行的检验过程和结果。
二、检验过程1. 准备工作在进行模具检验前,我们首先进行了准备工作。
包括清洁模具表面、检查模具零件是否完整以及熟悉模具使用说明书等。
2. 检验项目我们对模具进行了以下几个方面的检验:(1)外观检验:检查模具表面是否有刮痕、裂纹等缺陷。
(2)尺寸检验:使用测量工具对模具零件进行尺寸测量,确保其尺寸是否满足设计要求。
(3)耐磨性检验:通过模具的耐磨性测试,评估模具在长期使用过程中的耐久性能。
(4)功能性检验:制作样品,并测试模具是否能够正常运行,并获得满意的成品。
(5)工艺性检验:通过模具的工艺性测试,评估模具的加工性能和生产效率。
3. 检验结果根据以上检验项目,我们的检验结果如下:(1)外观检验:模具表面无刮痕和裂纹,外观质量良好。
(2)尺寸检验:模具零件的尺寸与设计要求相符,尺寸精度满足要求。
(3)耐磨性检验:经过耐磨性测试,模具的耐久性良好。
(4)功能性检验:样品制作成功,模具能够正常运行,成品质量良好。
(5)工艺性检验:模具的加工性能和生产效率良好。
三、结论根据以上的检验结果,我们认为该模具质量符合要求,可以投入正常使用。
模具表面无明显缺陷,尺寸精度满足设计要求,耐磨性和功能均良好。
此外,模具的加工性能和生产效率也非常理想。
四、相关问题解答1. 该模具的外观质量如何?答:该模具的外观质量良好,无刮痕和裂纹。
2. 模具零件的尺寸精度是否满足要求?答:是的,模具零件的尺寸与设计要求相符,尺寸精度满足要求。
3. 模具经耐磨性测试后的耐久性如何?答:经过耐磨性测试,模具的耐久性良好,能够经受长期使用。
4. 该模具是否能够正常运行并获得满意的成品?答:是的,我们通过样品制作和功能性检验得知,该模具能够正常运行,并能够获得满意的成品。
试模总结报告范文(3篇)
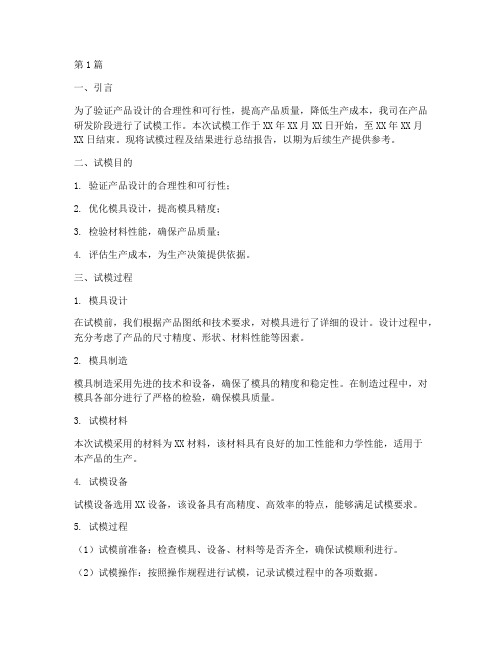
第1篇一、引言为了验证产品设计的合理性和可行性,提高产品质量,降低生产成本,我司在产品研发阶段进行了试模工作。
本次试模工作于XX年XX月XX日开始,至XX年XX月XX日结束。
现将试模过程及结果进行总结报告,以期为后续生产提供参考。
二、试模目的1. 验证产品设计的合理性和可行性;2. 优化模具设计,提高模具精度;3. 检验材料性能,确保产品质量;4. 评估生产成本,为生产决策提供依据。
三、试模过程1. 模具设计在试模前,我们根据产品图纸和技术要求,对模具进行了详细的设计。
设计过程中,充分考虑了产品的尺寸精度、形状、材料性能等因素。
2. 模具制造模具制造采用先进的技术和设备,确保了模具的精度和稳定性。
在制造过程中,对模具各部分进行了严格的检验,确保模具质量。
3. 试模材料本次试模采用的材料为XX材料,该材料具有良好的加工性能和力学性能,适用于本产品的生产。
4. 试模设备试模设备选用XX设备,该设备具有高精度、高效率的特点,能够满足试模要求。
5. 试模过程(1)试模前准备:检查模具、设备、材料等是否齐全,确保试模顺利进行。
(2)试模操作:按照操作规程进行试模,记录试模过程中的各项数据。
(3)试模结果分析:对试模结果进行分析,评估产品性能和模具质量。
四、试模结果及分析1. 产品性能(1)尺寸精度:产品尺寸精度达到设计要求,符合国家标准。
(2)形状:产品形状符合设计图纸,无明显变形。
(3)表面质量:产品表面光滑,无明显划痕、气泡等缺陷。
2. 模具质量(1)模具精度:模具精度达到设计要求,无明显磨损。
(2)模具稳定性:模具在试模过程中运行稳定,无异常现象。
3. 材料性能(1)力学性能:材料力学性能符合设计要求,具有较好的强度和韧性。
(2)加工性能:材料加工性能良好,易于加工。
4. 生产成本(1)模具成本:模具成本合理,符合预算。
(2)材料成本:材料成本合理,符合预算。
五、结论1. 产品设计合理,可行性高。
2. 模具设计精度高,稳定性好。
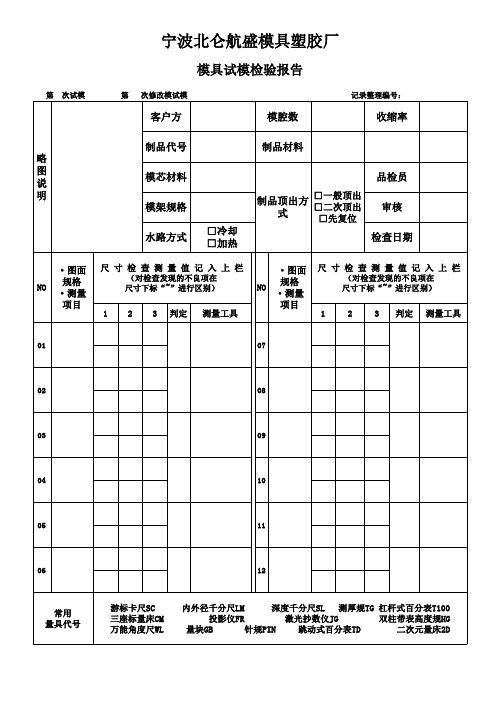
模具试模检验报告
审核 检查日期
尺 寸 检 查 测 量 值 记 入 上 栏
(对检查发现的不良项在 尺寸下标“ 进行区别) 尺寸下标“~”进行区别)
尺 寸 检 查 测 量 值 记 入 上 栏
(对检查发现的不良项在 尺寸下标“ 尺寸下标“~”进行区别) 进行区别)
NO
1
2
3
判定
测量工具
1
2
3
判定
测量工具
01
07
02
08
03
宁波北仑航盛模具塑胶厂
模具试模检验报告
第 次试模 第 次修改模试模 记录整理编号: 记录整理编号:
客户方 制品代号 略 图 说 明 模芯材料 模架规格 水路方式
·图面 规格 ·测量 项目
模腔数 制品材料
收缩率
品检员 制品顶出方 □二次顶出 式 □先复位 □冷却 □加热
·图面 ·图面 规格 NO ·测量 项目 □一般顶出Biblioteka 090410
05
11
06
12
常用 量具代号
游标卡尺SC 游标卡尺SC 三座标量床CM 三座标量床CM 万能角度尺WL 万能角度尺WL
内外径千分尺LM 内外径千分尺LM 深度千分尺SL 深度千分尺SL 测厚规TG 杠杆式百分表T100 测厚规TG 杠杆式百分表T 投影仪FR 激光抄数仪JG 双柱带表高度规HG 投影仪FR 激光抄数仪JG 双柱带表高度规HG 量块GB 针规PIN 跳动式百分表TD 二次元量床2 量块GB 针规PIN 跳动式百分表TD 二次元量床2D
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Page 1 of 1
YES
后模司筒,接水,第一啤要尽量打满胶,不然会粘模
Reporter(报告人):
Color&Ref (颜色及编号)
Injection Machine(试模机器) Machine Dry Temp Heat Machine Style (烘料温度) (油温机) (机器类型) 650T 120*/4H 110C
Cycle Time(周期时间) 110*
Injection Time (射胶时间) 45*
2: If the runner and sprue stay in the mold?(是否流道和水口有粘模现象) : 3: If the mold stop during the test?why?(试模过程中是否有停机,为何?): 4: If any jam during the test?(模具是否有任何不畅?): 5: If the parts fall down automatically?(产品是否自行掉落?): NO NO
Hold Time (保压时间) 20*
Cooling time (冷却时间) 45*
Slide Time (抽芯时间)
Opening and Close time (开.关模时间)
Test Parameter (试模参数) Sprue Temp(螺杆温度) Injection Pressure(射胶压力) Injection Speed(射胶速度) Injection Stroke(射胶位置) Melt Pressure(熔胶压力) Melt Speed(熔胶速度) Eject Pressure(顶针压力) Eject Speed(顶针速度) Hold Pressure(保压压力) Hold Speed(保压速度) Slide In(抽芯进) Slide out( 抽芯出) Product Problems(产品问题)
Date(日期):
Material(原料) Material Shrinkage (原料名称) (缩水率) PC 1.005 Product(产品) G.W/sห้องสมุดไป่ตู้ot (毛重/啤) 1050g Test Quantity (试模数量) 2000/pcs
HNH
Supplier (提供方) HNH
2008-3-11
6: If the eject is smooth?finish one time(顶出是否顺利,是否一次完成?): NO 7: If the mold can be injected automatically?(模具是否能全自动?): 8:Other problems(是否有其它问题?): Inspect Comment (检查人意见):
NGI HK Company(新生代香港有限公司)
Revised on 2013-7-16
Supplier(供应商):HNH
Project (项目) OCEDIS Mold# (模号) O78050 Refrence (代号)
Mold Testing Report(试摸报告)
Test Place(试模地点):
Zone 1 300 140 95 1500 99 99 40 12
Zone 2 290 75 65 1000
Zone 3 280 50
Zone 4 280
Zone 5 260
Remarks(备注) 1: How long the testing mold?(试模时间): H(小时) or (或) minuts(分钟) NO NO