轴承套圈工艺改进技术专题报告1
浅谈轴承套圈锻造工艺基本设计原则与优化
越高 , 提高 了对 前道工序 的质量要 求 , 增加 了消耗 , 因此扩孔 比的取值不可 能无 限小 , 一 般轴承 套 圈锻 造规格 、 规 范及生 产实 际经验要 求扩 孔 比的取值范 围在
1 . 2 - 1 . 6较为合 适 。 ②压 平量 的取值 越大 , 涨 孔压平 后的 毛坯表 面形成 的 外观 缺 陷影 响较大 , 要 求适 当大 的扩 孔 比进行 充分辗 扩消 除缺 陷, 压 平量的 取值越
子轴 承的 内圈 , 其 方法 完全相 同, 只是 最后 省去 了整 径工序 。
包 括半 公差) 。 ③扩 孔 比和压平 量的 共同取值 , 既要分别 符合 上述要 求 , 相互 取 值 的分布 应符 合 线性 同比分布 这一 规律 。
2 . 轴 承套 圈锻 造工 艺的 基本设 计 原则 轴 承套 圈锻 造工艺 的设 计有 三项基 本 原则 。 第 一条是 重量 不变原 则 。 它 是说参 与锻 造的锻 件应重量 相等 。 这 一原则 不 但需要 考虑 锻件 的重量 在经 过煅烧 后的 平均损 失情况 , 即考 虑火 耗 、 锻件余量 及尺寸 公差的 实际状 况、 合理 配置重量 等 , 而且还要考 虑到锻件 在煅烧 过程 中, 因为 温度 不同 , 而对 锻件 尺寸造 成的影 响 , 以便 能够准确 设计 出不 同状 态下 的
度在 7 0 0 5 2 以上 的 , 不得堆积 摆放 。 以 圆锥 滚子轴 承套圈 的锻造 为例 来探析 我国
轴承套 圈锻 造工 艺 的现状 。
小, 对 涨孔压 平后 毛坯表 面形成 的外观 缺陷影 响较小 , 因此 较小 的扩孔 比辗 扩
即能消 除 , 但 是 比较小的压 平量 不足 以消除套 切形成 的两端 平面缺 陷 , 也达 不
浅析轴承套数控工艺分析及加工

浅析轴承套数控工艺分析及加工摘要:新世纪下,伴随国内经济产业的飞快发展,当前的工业产业也获得了长足的发展。
作为国内经济中很关键的组成部分之一,机械制造业的整体水平直接体现了国家生产力发展水平。
伴随机械制造业的飞快发展壮大,国民在机械零件上也提出了更高的质量要求。
所以,针对其中的常用轴承套零件,则应大力创新改进数控工艺,并以此来提高产品质量,有效促进国内制造业的进一步发展。
基于此,本文从轴承套零件出发,主要探讨了相应的数控工艺和加工分析。
关键词:加工工艺;数控工艺;轴承套在轴承套零件中,主要涉及内圆锥面、内外圆柱面、外螺纹、顺逆圆弧等组成结构。
作为滑动轴承之一,轴承套会在滑动摩擦下与轴相对转动[1]。
在加工过程中,还对诸多个直径和轴向尺寸等,提出了很高的尺寸及粗糙度精度要求。
当前,在很多行业,均有大量应用轴承套,通常还需要润滑辅助体系[2]。
当前的数控机床有机融合了传统机床与电脑技术,基于数控工艺来生产轴承套,有助于数控加工效率及精度的稳步提高,并令整个工艺过程的自动化水平及最终产品性能更高超,进而有效促进现代制造业的迅速发展。
一、轴承套的概述轴套指的是螺艉轴或旋桨轴上安装的套筒,相应的轴承就是在进行机械传动中发挥固定作用且缩减摩擦系数的一种部件。
在轴套与轴承处,二者均需要承受来自轴的载荷作用。
当前,轴承套在负荷轻、拆装便捷的位置应用得十分广泛[3]。
在装配、拆卸轴承中,通常会有一定的困难度。
尤其在箱体中轴承进行装配时,一般会被条件所限制,通过轴承套则可有效处理难装拆问题。
同时,还能够灵活调整轴承套的紧松,适当放宽箱体精度,进而大幅提升箱体加工的整体工效。
基于轴承套的安装,还能有效避免轴承发生轴向窜动。
因此,当前的轴承套被应用得十分广泛,但却需要控制轴承套精度,以免影响轴发生的径向跳动情况。
在机械运动中,轴承套主要用于固定。
所以,在齿轮轴运动中,应基于轴套的固定作用,尽可能不要引起振动而偏移方向。
轴承套圈锻造工艺研究

轴承套圈锻造工艺研究轴承套圈的锻造是机械锻造中一个核心课题,文章对此展开论述,首先对轴承套圈锻造工艺现状进行简介,接着阐述轴承套圈锻造工艺的基本设计原则,在此基础上结合轴承套圈锻造工艺本身的特殊性,从建立产品及锻造工艺模型以及套圈锻造工艺的优化设计等方面进行深入的阐述。
标签:轴承套圈;锻造工艺;优化设计引言轴承套圈的锻造是机械锻造中比较典型的一类加工。
轴承套圈指的是环形且有着多个滚道结构的向心轴承。
轴承在机械制造等领域的应用十分广泛。
其在结构上的优势是装拆过程十分简易、轴向不会发生改变、且轴向的位置能够轻易被调整。
轴承套圈结合具体的结构,也可以细分成不少类型,例如圆锥内圈与外圈、双滚道内外圈等等。
在机械锻造领域,对于轴承套圈锻造工艺的经验总结和方法优化是一个核心课题,掌握好轴承套圈锻造的工艺,一方面能够降低加工的支出成本,另一方面也能够保证套圈产品的质量,具有比较好的理论价值和实践意义。
1 轴承套圈锻造工艺概述轴承套圈是一种应用非常广泛的机械部件,一个轴承套圈锻件成品一般都要经过多道次的毛坯逐点逐步锻造变形而获得,其具体的制造可以细分成四个步骤:粗模的锻造、锻件的热处理、在电脑监控下进行精确磨削、标志的添加。
文章关注的重点是其在锻造的时候所采用的工艺。
在零件的锻造中,如果由于工艺的不完善而导致的过烧、过热等情况发生,便会显著影响到轴承本身的强度和质量。
因此一定要在锻造过程的全程中严格实时控制锻造环境的温度、循环加热等参数,尤其是一些体积相对较大的轴承品种,如果成品的温度超过了七百摄氏度,严禁以堆积的方式进行码放。
文章的阐述均以圆锥滚子轴承套圈为例。
此类轴承的锻造大部分使用的是单挤工艺,尤其是对一些体积偏大的轴承而言,应把锻造原料进行加热,并通过挤压使其基本成形,然后通过切芯扩孔,进行外径和内径的调整,形成轴承。
2 轴承套圈锻造工艺原则(1)重量守恒。
指的是所有锻造的锻件在质量方面要完全相同。
这个准则一方面应该考虑参与锻造的锻件在煅烧工序之后的材料损失,包括火耗、尺寸公差等因素,另一方面还应顾及参与锻造的锻件在工序中,由于温度的变化,导致锻件本身的大小受到影响,只有严格控制以上的因素,才能够作出隔阂的轴承套圈锻造产品。
轴承套圈锻造热切下料工装的改进
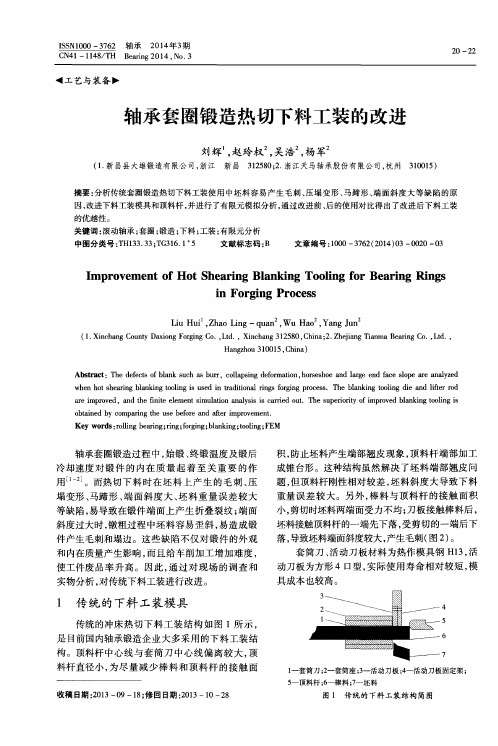
坯料接触顶料杆的一端先下落 , 受剪切的一端后下
落, 导致坯料端 面斜度较 大 , 产 生毛刺 ( 图2 ) 。 套筒 刀 、 活 动 刀板 材 料为 热作 模 具钢 H1 3 , 活 动刀板为方形 4口型, 实际使用寿命相对较短, 模 具 成本也 较 高 。
轴 承套 圈锻 造过 程 中 , 始锻 、 终 锻 温 度及 锻 后 冷却 速度 对 锻 件 的 内 在 质 量 起 着 至 关 重 要 的 作 用 J 。而热 切 下 料 时在 坯 料 上 产 生 的 毛刺 、 压 塌变 形 、 马蹄 形 、 端 面斜 度 大 、 坯 料 重 量 误 差 较 大 等缺 陷 , 易 导致 在锻件 端 面 上产 生 折 叠裂 纹 ; 端 面 斜 度 过大 时 , 镦 粗过程 中坯 料 容易 歪 斜 , 易 造成 锻 件产 生毛 刺和 塌边 。这 些 缺 陷不 仅 对锻 件 的外 观 和 内在质 量产 生影 响 , 而且 给 车 削加 工 增 加难 度 , 使工 件废 品率 升 高 。因 此 , 通 过 对 现 场 的调 查 和
i n Fo r g i ng Pr o c e s s
L i u Hu i , Z h a o L i n g—q u a n , Wu Ha o , Y a n g J u n ( 1 . X i n c h a n g C o u n t y D a x i o n g F o r g i n g C o . , L t d . , X i n e h a n g 3 1 2 5 8 0 , C h i n a ; 2 . Z h e j i a n g T i a n m a B e a i r n g C o . , L t d . , Ha n g z h o u 3 1 0 0 1 5 , C h i n a )
轴承套圈加工技术水平分析及解决方案
轴承套圈加工技术水平分析及解决方案1.前言作为整个工业基础的机械制造业,正在朝着高精度、高效率、智能化和柔性化的方向发展.磨削、超精研加工(简称“磨超加工”)往往是机械产品的终极加工环节,其机械加工的好坏直接影响到产品的质量和性能。
作为机械工业基础件之一轴承的生产中,套圈的磨超加工是决定套圈零件乃至整个轴承精度的主要环节,其中滚动表面的磨超加工,则又是影响轴承寿命以及轴承减振降噪的主要环节.因此,历来磨超加工都是轴承制造技术领域的关键技术和核心技术。
国外轴承工业,60年代已形成一个稳定的套圈磨超加工工艺流程及基本方法,即:双端面磨削——无心外圆磨削——滚道切入无心磨削-—滚道超精研加工。
除了结构特殊的轴承,需要附加若干工序外,大量生产的套圈均是按这一流程加工的。
几十年来,工艺流程未出现根本性的变化,但是这并不意味着轴承制造技术没有发展。
简要地说,60年代只是建立和发展“双端面——无心外圆-—切入磨——超精研"这一工艺流程,并相应诞生了成系列的切入无心磨床和超精研机床,零件加工精度达到3~5um,单件加工时间13~18s(中小型尺寸)。
70年代则主要是以应用60m/s高速磨削、控制力磨削技术及控制力磨床大量采用,以集成电路为特征的电子控制技术的数字控制技术被大量采用,从而提高了磨床及工艺的稳定性,零件加工精度达到1~3um,零件加工时间10~12s.80年代以来,工艺及设备的加工精度已不是问题,主要发展方向是在稳定质量的前提下,追求更高的效率,{TodayHot}调整更方便以及制造系统的数控化和自动化.2.轴承套圈的磨削加工在轴承生产中,磨削加工劳动量约占总劳动量的60%,所用磨床数量也占全部金属切削机床的60%左右,磨削加工的成本占整个轴承成本的15%以上。
对于高精度轴承,磨削加工的这些比例更大。
另外,磨削加工又是整个加工过程中最复杂,对其了解至今仍是最不充分的一个环节。
这个复杂性表现在:所要求的性能指标更多、精度更高;加工成形机理更复杂,影响加工精度的因素众多;加工参数在线检测困难.因此,对于轴承生产中关键工序之一的磨削加工,如何采用新工艺,新技术,以高精度、高效率、低成本地完成磨削过程,便是磨削加工的主要任务。
轴承内外圈套锻工艺研究

摘要锻造工业是一个国家的重要产业,套锻工艺的发展无时不刻都在影响着国家经济的发展,人类的进步离不开套锻工艺的发展。
在全球经济发展的大环境下,中国各个行业被其他国家的先进技术影响的同时,越来越多的外国企业和品牌传播到中国已经成为现实。
在新的市场需求的推动下,对轴承内外圈套锻工艺进行改良和优化是当务之急。
生产轴承内外圈套锻工艺的企业,必须充分考虑到在轴承内外圈套锻工艺运行中可能出现的问题,尽量使轴承内外圈套锻工艺的自动化程度越高越好,从而来保证轴承的传动精度,特别是针对圆锥滚子轴承,国内轴承内外圈套锻工艺的研发及制造要与全球号召的高效、精度高等主题保持一致。
套锻工艺是通过一次对轴承毛坯进行加热同时生产出两个套圈,本文就轴承的内外圈套锻工艺进行了设计,通过阐述了套锻工艺的发展现状以及工艺流程,最后设计出针对圆锥滚子轴承的套锻模具。
关键词:套锻轴承内外圈制造模具Abstract:This graduation design is the optimization design of driving roller conveyor, first on the driving roller type conveyer is summarized; then analyzed the selection principle and calculating method of driving roller conveyor; then calculated based on these design criteria and abase is designed; then checked on the main parts selected conveyor. Is the drive roller conveyor consists of four main parts: driving device, tension device, middle rack, and the moving part. Finally, a simple description of the installation and maintenance of transport. At present, the drive roller conveyor is moving towards long distance, high speed, low friction direction, air cushion conveyor in recent years is one of the. the motion trajectory when the diagonal curve is slanting line do the walking motion, robot. The miniature walking robot is mainly driven by DC servo motor, so as to drive the leg action driven synchronous belt wheel by a crank and rocker mechanism.In the design, driving roller type conveyer manufacture and application, at present our country compared with foreign advanced level there are still large gaps, domestic in the design and manufacture of driving .This design is the optimization design of driving roller conveyor.Keywords:Driving roller Crankshaft Processing craft Significance目录1 绪论 (1)1.1课题的来源与研究的目的和意义 (7)1.2本课题研究的内容 (10)1.3研究的意义 (10)2 轴承内外圈套锻工艺总体结构的设计 .......... 错误!未定义书签。
滚动轴承套圈数控车削缺陷分析及改进措施

序言目前,国内轴承行业的轴承套圈已经采用先进的数控车削加工技术。
生产实践中发现,轴承套圈在数控车削加工过程中,由于受到各种因素的影响,加工出来的工件不仅达不到规定的技术要求,还会出现各种各样的质量问题,从而造成不合格品甚至废品。
因此,必须进行质量分析,找出质量问题产生的原因,采取相应的纠正预防措施。
滚动轴承套圈数控车削加工过程中的常见缺陷有:车刀纹粗大、垫伤、漏工序、工件放偏、车削瘤、滚道留筋、振纹、倒角异常、挡边低及崩刀等。
有些缺陷出现在表面,很容易被发现,例如车刀纹粗大、漏工序等,可以将缺陷件挑出来后进行返工,经检验合格后流转至下道工序;有些缺陷如垫伤、倒角异常及挡边低等,必须将缺陷件挑出来做报废处理;另外一些缺陷,例如工件放偏、车削瘤及滚道留筋等,不容易被发现,若流入下道工序,则会带来质量隐患,甚至会导致产品报废。
下面以实例分析方式,对滚动轴承套圈数控车削加工过程中产生的缺陷进行原因分析并加以整理归纳,提出相应的改进措施。
缺陷分析与改进措施2.1 工件车刀纹粗大轴承套圈车削完成后,发现端面有非常明显的粗大车刀纹(见图1)。
产生这种缺陷的主要原因是车削刀具选用不合理,如刃口形状、角度不正确(如刀头太尖等),甚至刃口有缺陷;进刀速度快,进给量选择不合理;主轴的间隙大,车削过程中产生振动;材料硬度不合格,如果套圈锻件太硬或太软,则也会出现刀纹粗大问题。
图1端面车刀纹粗大针对该问题采取的改进措施如下。
1)选择合适的车削刀具、合理的进刀速度,调整机床主轴间隙在合适的范围。
2)要求轴承套圈锻件球化退火后硬度在合格范围之内(如GCr15轴承钢退火硬度为8 8~94HRB),这样可避免因硬度不合格而导致的车削刀纹粗大问题。
3)改善机床的刚度,避免机床、工件及刀具在车削过程中产生振动。
4)对于端面有明显车刀纹的轴承套圈,挑出来做报废处理,决不能流入下道工序。
2.2 工件垫伤数控车削后的轴承套圈端面或外径某部位有明显的凹坑,称为车削垫伤。
我国轴承套圈超精研技术的改进要点

我国轴承套圈超精研技术的改进要点我曾经在《怎么样提高高精度轴承的超精质量?》一文中写到:“超精加工主要要提高和改善被加工工件表面的微观质量,这些微观质量包括粗糙度、沟形、圆度和金属条纹的走向。
”轴承套圈沟道超精研工序主要是为了降低被加工沟道的粗糙度,这是最基本的要求,无论是最原始的棍棒超精机还是采用无心支撑结构的自动化超精机,原理大同小异,都是如此。
高水平的和低档的轴承套圈超精研设备的主要区别是轴承套圈沟道形状精度的改善程度和被加工工件表面应力状态的差异。
轴承套圈沟道形状精度的改善主要取决于三个方面:首先,要约束超精前的轴承沟道磨加工形状的基础精度,轴承沟道的基准精度和位置精度在磨削工序也要精确地控制,因为这些需要约束的被加工工件的磨削工序的精度及其对超精加工的结果的影响是不容忽视的;其次,超精研设备的制造精度也会对被超精工件沟道表面形状的变化起到很大的影响,品质较差的超精机非但不能够改善磨削工序形成的形状精度,反而会破坏磨削工序形成的形状精度;第三,超精余量的大小不仅与超精加工的节拍有关,而且也与轴承沟道超精后的表面质量有关系。
假如我们的轴承产品没有对轴承的噪音和轴承的寿命提出特殊的要求,假如我们的轴承产品仅仅满足于参与国内外市场的低价格竞争,假如我们的轴承产品不想走出国门或者不想替代进口产品,那么,使用低价位的超精研设备是可以的。
因为,在中低档产品的轴承市场上,中国的轴承企业打了很多顽强的战役,在空调类家电市场和电机市场,我们的微型和小型轴承取得了不俗的销售业绩,这些成绩的取得也部分得益于我国轴承加工设备的发展和进步。
而在我国高精尖产品领域,大量的高附加值高利润轴承还是依靠进口。
我国生产的最好的轴承设备,即使出口到国外,也只是应用在普通轴承生产线上;部分大陆境内的外资和合资的轴承加工企业采购国内的轴承设备,也主要用在中低档轴承的生产线上。
迄今为止,我国高水平的进口轴承设备所占的比率很小,部分原因是由于高水平的进口轴承设备的价格普遍高于国产的轴承设备,其主要原因还是国内大部分企业生产的轴承精度和效率要求偏低,在引进更好水平的进口轴承设备方面的要求还不是特别强烈。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
引言: (1)
一.轴承零部件加工过程中的防锈 (2)
(一)轴承零部件加工中的防锈 (2)
(二) 轴承零部件工序间的防锈 ................................... 3 (三)常用的中间库(制品库)的防锈方法 . (4)
二.防锈包装前的处理 (5)
(一)清洗的对象 (5)
(二)清洗用的介质 (6)
(三)清洗工艺 (6)
(四)清洁度检测与标准 (6)
(五)清洗后的干燥 (7)
三.暂时性保护(封存防锈)材料 (7)
(一)防锈油品 (7)
(二)气相防锈材料 (7)
四.轴承润滑油 (8)
五、轴承成品防锈包装 (9)
六、轴承工厂的防锈管理 (10)
结束语 (11)
参考文献: (12)
深沟球轴承轴承内外圈磨加工工艺过程改进
作者:刘圣斌指导老师:余军合
宁波大学科学技术学院
摘要:通过改进轴承内外圈磨工工艺过程和使用的设备,可以使产品磨加工工艺过程和在制
品周转更加合理,解决了冷却水、精研油、清洗煤油交叉相混现象,降低了生产成本,降低社会劳动生产时间的同时提高了社会劳动生产率和产品质量。
进一步扩大了轴承产品的竞争优势。
关键字:深沟球轴承;内圈、外圈、磨削、工艺
一、轴承介绍:
轴承是一种精度高、互换性很强的标准零件,因此,为获得高的生产效率和产品质量,常采用专用加工设备。
达克公司公司专业化生产深沟球轴承,对内外圈的磨加工工艺过程进行了多次改进,提高了工效和产品质量。
1原设备及工艺存在的问题
原内、外圈磨超工艺如下:
外圈:磨端面(MB7480)→退磁、清洗→磨外径(M1080,MG10200)→支外径磨外沟道(3MZ146)→退磁、清洗→支外径超精外沟道(四轴超精机)。
内圈:磨端面(MB7480)→退磁、清洗→磨内圈挡边(M1050,MGT1050)→支内沟道磨内沟道
(3MZ133)→退磁、清洗→支内沟道磨内径(3MZ203)→退磁、清洗→支内圈挡边超精内沟道(四轴超精机)。
立轴圆台平面磨床(MB7480)弊端:此磨床分磨削套圈两个端面,套圈磨第一端面后需要退磁清洗,再磨第二端面,再退磁清洗。
如果对工件端面磨削量大小控制不均,就会使磨削后沟位置受到影响,造成磨削工序产生沟道黑皮,同时,电磁工作台如有脏物或工件定位不平将造成磨后工件的端面平行度增大,磨沟时沟道对基准端面的平行度增大,此类工件影响到成品轴承旋转精度和运转噪声。
使用该设备加工工件周期长、效率低、劳动强度大。
四轴超精机特点:此机床采用粗、精超两种油石,以双辊棒无心式支承工件,工件以支承外径定位,轴向是靠油石压向沟道而以沟中心定位。
用此方法超精工件,要求保证辊棒、工件定位精度。
超精使用四轴超精机,超精采用粗、精超两种油石,以双辊棒无心式支承工件,工件以支承外径定位,轴向是靠油石压向沟道而以沟中心定位。
用此方法超精工件,要求保证辊棒、工件定位精度。
超精内圈沟道前,则必须磨削内圈挡边。
四轴超精机对工件沟道超精后圆度值改善不明显,辊棒需要经常修磨,工人操作环境差;同时,由于内圈沟道磨削与超精基准不一致,也使内圈沟道相对内径的厚度变动量受到影响而变大。
并且,用此工艺方法,工件超精沟道后的装配前零件终检工序,公称尺寸和沟道超精质量合格的工件才转装配工序,但外径表面仍存有磨沟时工件支承造成的划痕,很不美观。
2设备及工艺的初步优化
初次优化后的工艺如下:
外圈初步优化方案:磨两端面(MZ7650)→磨外径(M1080,MG10200)→支外径磨外沟道(3MZ146B)→退磁、清洗→支外径超精外沟道(3MZ3210)→外圈沟道超精质量检验→修磨外径(MG10200)→检验外观质量、公称尺寸→清洗→装配。
内圈初步优化方案:磨两端面(MY7650)→磨内圈挡边(M1050,MGT1050)→支内沟道磨内沟道(3MZS135)→退磁、清洗→支内沟道磨内孔(3MZ203B)→退磁、清洗→支内径超精内沟道(3MZ316)→终检→清洗→装配。
卧轴双端面磨床(MZ7650,MY7650)取代立轴圆台平面磨床(MB7480):通过控制工件两端面磨削余量相同,保证产品车加工的沟位置精度不被破坏,端面平行度也得到保证,工件磨后不需要再进行退磁清洗,大大提高加工效率,降低劳动强度。
使用球轴承套圈沟道自动超精机(3MZ3210,3MZ316)取代四轴超精机:以陶瓷材料为支承材料,外圈采用无心支承方式,内圈采用内孔定心方式,端面夹紧,有两个加工工位,实现粗,精超一次完成,超精后工件沟道圆度、粗糙度得到较好改善。
增加外圈外径修磨工序,去除工件支承造成的划痕,套圈外观更加美观。
初步改进后仍存在下列问题:
1.由于外圈进入装配前,要进行100%外观质量、超精沟道质量、公称外径尺寸检验,而此工艺过程工件沟道超精后,仅能检验沟道超精质量(此时,超精沟道返工品可返回超精工序),产品外径还没有加工到最终公称尺寸,不能在此工序同时检验以上多项,工件需要再转修磨外径工序(冷却水冷却、水剂),即此检验工序延长了周期,且多一次工件周转。
2.外圈沟道超精后,工件沟道及表面残存超精油会带入到修磨外径工序的机床冷却水中,即出现水中混油现象,这会影响到外圆无心机床水质和冷却、清洗效果,甚至影响到机床润滑质量。
3.修磨外径时,高压大流量冷却水和砂轮屑的冲击,对沟道超精表面粗糙度(Ra0.05mm以下)质量产生破坏,残存工件沟道内的冷却水及砂轮屑,又被带入到装配工序前的零件清洗油箱(主要是清洗煤油)中,影响了清洗质量,破坏了清洗油质量,即产生油中混水现象。
4.内圈挡边由于没有软磨工序,工件挡边车工刀丝较深、尺寸分散度大,同时兼顾产品密封效果,故必须执行磨削内圈挡边工序。
3目前最优改进方案:
根据初步改进后的问题,通过一系列最优化设计计算,经过理论和实际相结合对设备及工艺进行了进一步改进:
外圈工艺最优化:磨两端面(MZ7650)→磨外径(M1080,MG10200)→支外径磨外沟道(3MZ146B)→退磁、清洗→修磨外径(MG10200)→支外径超精外沟道(3MZ3210)→终检→清洗→装配。
外圈沟道磨削(水剂)后,转修磨外径工序(水剂)去除磨沟时工件支承造成的支承划痕,再转沟道超精工序(油剂),转零件终检检验工序可同时检验工件外观质量、外径尺寸偏差和沟道超精质量,合格品转装配前零件清洗(油剂),可以看出:
(1)在制品工序周转过程中不再产生水中混油、油中混水现象,保证了冷却剂、清洗剂质量,延长了使用周期。
(2)外圈沟道超精后,合格的沟道表面质量不会被磨削液中砂轮屑冲击而破坏,可直接转入下工序,保证了超精质量。
(3)零件终检工序可同时连续地检验沟道超精质量和公称尺寸、外观质量,减少了工件周转次数,减少了工件磕碰伤,缩短了在制品周转周期。
经验证,沟道超精机床陶瓷支承在支外径磨外沟时,不会对工件外径产生支承划痕。
内圈工艺最优化:磨两端面(MY7650)→支内沟道磨内沟道(3MZS135)→退磁、清洗→支内沟道磨内孔3MZ203B)→退磁、清洗→支内孔超精内沟道(3MZ316)→终检→清洗→装配。
内圈采用球轴承沟道超精机(3MZ316),因支内孔超精内沟道,所以在内圈挡边车加工时增加软磨工序,以控制挡边表面外观质量和尺寸分散度,要求采用光亮淬火热处理工艺和光饰工件,能满足密封和外观质量要求,故减少了磨内圈挡边工序。
实习心得:
通过多次工艺过程和使用设备的最优化改进,不仅保证了沟道超精质量,还提高了产品外观质量和尺寸精度;缩短了生产、检验及工序周转周期,减少了在制品周转次数;避免了多次水(磨削液)、油(清洗油、超精油)交叉相混现象;在节约清洗成本的情况下,既提高工效,又创造了良好的经济效益。
轴承加工工艺过程没有最好,只有更好,随着科技的进步和时代的发展,相信轴承加工工艺更会历久弥新。
参考文献:
[1] 刘跃南《机械工程学》工程机械 2000.12,56-57
[2]陈晓南《机械设计基础》工程机械 2001.2,43-47
[3]万长森《滚动轴承的分析方法》工程机械 1997.1,32-54
[4]贾群义《滚动轴承的设计原理与应用技术》工程机械 2007.12,116-117
[5]于群《最新轴承设计与技术规范、故障诊断实务全书》 2000,32-34。