钢结构焊接工艺评定准则
钢结构制作焊接工艺评定方案

钢结构制作焊接工艺评定方案-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN钢结构制作焊接工艺评定方案编制:________审核:________批准:________菏泽汇隆杭萧钢构有限公司一、总则1、本焊接工艺评定方案针对菏泽汇隆杭萧钢构有限公司生产工艺评定。
2、焊接工艺评定执行标准GB 50661-2011 钢结构焊接规范GB50205-2001 《钢结构工程施工质量及验收规范》GB/T 1591-94 《低合金结构钢》YB4104-2000 《高层建筑结构用钢板》GB/T 5118-95 《低合金钢焊条》GB/T14957-94 《熔化用钢丝》GB/T12470-90 《低合金钢埋弧焊用焊剂》GB/T 8110-95 《气体保护电弧焊用碳钢、低合金钢焊丝》GB 3323-87 《钢熔化焊对接接头射线照相和质量分级》GB 11345-89 《钢焊缝手工超声波探伤方法和探伤结果分级》GB 2650-89 《焊接接头冲击试验方法》GB 2651-89 《焊接接头拉伸试验方法》GB 7032-86 《焊接接头弯曲及压扁试验方法》GB 7032-86 《T 型角焊接头弯曲试验方法》GB 228-87 《金属拉伸试验方法》GB 232-88 《金属弯曲试验方法》二、工程概况1.生产使用的主要材料材质包括Q235B、Q345B等,材质的类型主要是钢板。
工程钢材由本公司统一采购:表一:现用钢材Q235、 Q345规格司2Q34516/20山东钢铁股份有限公司济南分公司热轧2.焊接材料的使用及匹配:1)表二:二氧化碳气体保护焊选用焊丝型号(GMAW)工厂所使用的保护气体(纯度%)(菏泽市雄风气体有限公司)序号钢材牌号焊丝型号国际牌号符合标准直径(mm)厂家用途1Q235B JM-70Z ER50-6GB/T8110Ф唐钢唐银钢铁有限公司钢板对接及T 型角接2Q345B JM-70Z ER50-6GB/T8110Ф唐钢唐银钢铁有限公司钢板对接及T 型角接2)表三:自动埋弧焊选用焊丝、焊剂型号(SAW)序号钢材牌号焊丝焊剂符合标准厂家用途牌号直径(mm)1Q235B H08MnAФ4SJ301GB/T5293唐钢唐银钢铁有限公司钢板对接及T型角接2Q345B H08MnAФ4SJ301GB/T5293唐钢唐银钢铁有限公司钢板对接及T型角接3.本次焊接工艺评定报告的命名方式为HLHX-HP-XXXXXX。
钢结构焊接工艺评定要求
钢结构焊接工艺评定要求1 焊接工艺评定准备根据现场的钢结构焊接节点形式,钢材类型、规格,采用的焊接方法,焊接位置,制定焊接工艺评定方案,确定相应的焊接工艺评定指导书,按照GB50661-2011《钢结构焊接规范》的规定施焊试件,切取试样并由具有相应资质的检测单位进行检测试验,测定焊接接头是否具有所要求的使用性能,并出具检测报告;应由相关机构对施工单位的焊接工艺评定施焊过程进行见证,并由具有相应资质的检测单位根据检测结果及规范要求的相关规定对拟定的焊接工艺进行评定,并出具焊接工艺评定报告。
焊接工艺评定的环境应反映本工程的施工现场条件;焊接工艺评定中的焊接热输入、预热、焊后处理等施焊参数,应根据被焊材料的焊接性制定;本工程现场所采用的焊接方法为手工电弧焊(SMAW)和半自动药芯焊丝二氧化碳气体保护焊(FCAW-G)。
焊接工艺评定所用设备、仪表的性能应处于正常工作状态,焊接工艺评定所用的钢材、焊接材料必须能覆盖实际工程所用材料并应符合相关标准要求,并具有生产厂出具的质量证明文件及焊接材料的化学成分表和力学性能表。
焊接工艺评定试板:由制作厂提供,提供所使用的母材质量证明书、焊材质量证明书。
如果是角接,还应有宏观酸蚀试样加工,并提供镜像照片。
焊接过程处理:焊前采用约束板将两块板进行固定,预热的加热区应在焊缝坡口两侧;大于板厚1.5倍且不小于100mm;焊接完成后沿焊缝两侧大于150mm 范围均匀加热至≥150C°,采用保温棉等材料进行围裹。
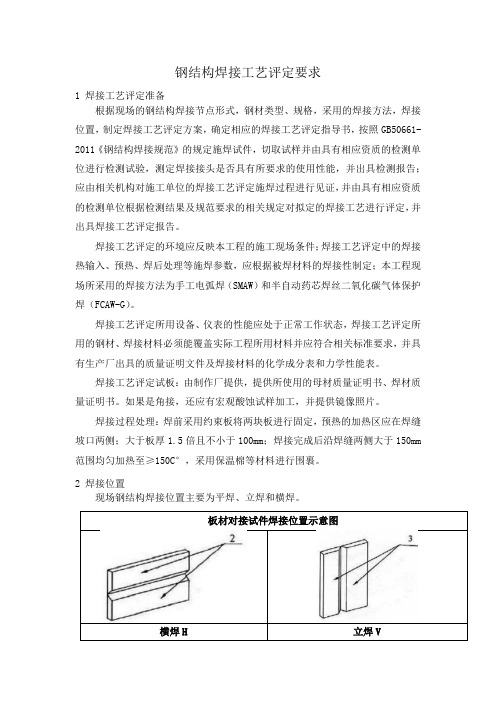
2 焊接位置现场钢结构焊接位置主要为平焊、立焊和横焊。
横焊H 立焊V3 焊接工艺评定替代规则本工程所使用钢板材质为Q345B、Q345C、 Q345GJC,和Q390GJC、Q420GJC,其中Q345属于Ⅱ类钢材,Q390属于Ⅲ类钢材,Q420属于Ⅳ类钢材,根据钢结构焊接规范要求,Ⅱ、Ⅲ类别钢材中高级钢材的焊接工艺评定结果可代替低级别钢材,因此本工程选用Q345GJC钢材做Ⅱ类钢材焊接工艺评定,可代替Q345B、Q345C钢材材质。
焊接工艺评定方法(建筑钢结构)

焊接工艺评定焊接工艺评定1一般规定一般规定5.1.1凡符合以下情况之一者凡符合以下情况之一者,,应在钢结构构件制作及安装施应在钢结构构件制作及安装施工之前进行焊接工艺评定工之前进行焊接工艺评定::1国内首次应用于钢结构工程的钢材国内首次应用于钢结构工程的钢材((包括钢材牌号与标包括钢材牌号与标准相符但微合金强化元素的类别不同和供货状态不同准相符但微合金强化元素的类别不同和供货状态不同,,或国外钢或国外钢号国内生产号国内生产););2国内首次应用于钢结构工程的焊接材料国内首次应用于钢结构工程的焊接材料;;3设计规定的钢材类别设计规定的钢材类别、、焊接材料焊接材料、、焊接方法焊接方法、、接头形式接头形式、、焊接位置焊接位置、、焊后热处理制度以及施工单位所采用的焊接工艺参焊后热处理制度以及施工单位所采用的焊接工艺参数、预热后热措施等各种参数的组合条件为施工企业首次采用预热后热措施等各种参数的组合条件为施工企业首次采用。
5.1.2焊接工艺评定应由结构制作、安装企业根据所承担钢结构的设计节点形式、钢材类型、规格、采用的焊接方法、焊接位置等,制定焊接工艺评定方案,拟定相应的焊接工艺评定指导书,按本规程的规定施焊试件、切取试样并由具有国家技术质量监督部门认证资质的检测单位进行检测试验。
5.1.3焊接工艺评定的施焊参数,包括热输入、预热、后热制度等应根据被焊材料的焊接性制订。
5.1.4焊接工艺评定所用设备、仪表的性能应与实际工程施工焊接相一致并处于正常工作状态。
焊接工艺评定所用的钢材、焊钉、焊接材料必须与实际工程所用材料一致并符合相应标准要求,具有生产厂出具的质量证明文件。
5.1.5焊接工艺评定试件应由该工程施工企业中技能熟练的焊接人员施焊。
5.1.6焊接工艺评定所用的焊接方法、钢材类别、试件接头形式、施焊位置分类代号应符合表5.1.6/1~表5.1.6/4及图5.1.6/1~图5.1.6/4规定。
5.1.7焊接工艺评定试验完成后,应由评定单位根据检测结果提出焊接工艺评定报告,连同焊接工艺评定指导书、评定记录、评定试样检验结果一起报工程质量监督验收部门和有关单位审查备案。
钢结构产品焊接工艺评定标准对比
在表 1 中列出的六个“标准”,均以焊接工艺因素对焊接接头力学性能的影响程度,作 为是否需要重新评定焊接工艺的依据,并规定出焊接工艺评定规则、替代范围。
焊、熔化极气体 钢、合金钢、铝及铝 炉 范 围 内 的 管 道 结构施工采用气 类 金 属 管 道 的 气 梁-柱框架结构
保护焊、钨极气 合金、铜及铜合金、 制造、安装焊接工 焊、焊条电弧焊、 焊、焊条电弧焊、 等 工 业 与 民 用
体保护焊、电渣 工业纯钛、镍及镍合 艺 评 定 或 汽 水 两 钨极氩弧焊、熔 熔 化 极 气 体 保 护 建 筑 和 一 般 构
焊、栓钉焊及相
求全焊透的 T 形
应的焊接方法
接头或角接头
的组合
本文中标 JB4708 标准 准名称简 称
GB50236 标准
《蒸规》
SHJ509 标准 SY/T0452 标准 JGJ81 标准
注:没有收集到 DL/T868-2004《焊接工艺评定规程》、《液化石油气钢瓶焊接工艺评定》文本。
2006 钢结构焊接国际论坛论文集
用
1)受压元件 接 工 艺 评 定 “ 设 计 压 固 定 式 承 压 蒸 汽 艺评定
它 们 的 组 合 等 焊 3mm 的碳素钢
焊缝
力不大于 42MPa,设 锅 炉 和 原 子 能 锅
接方法的焊接工 和低合金高强
范
2)与受压元 计温度不超过材料允 炉
艺评定
度结构钢的焊
件相焊的焊缝 许使用温度的管道工 需评定的焊缝:
钢结构焊接工艺评定标准

钢结构焊接工艺评定标准1. 引言钢结构焊接工艺评定标准是为了确保钢结构焊接工艺的质量和可靠性,在建设工程和制造行业中起到重要的作用。
该标准旨在提供焊接工艺评定的规范要求,以便评估焊接工艺的合格性,并为相关工程项目的实施提供指导。
2. 焊接工艺评定的定义和目的焊接工艺评定是指对特定焊接条件下的焊接工艺进行评估和审查的过程。
评定的目的是确定焊接工艺的适用性、可行性和优劣。
通过焊接工艺评定,可以评估焊接工艺的质量和可靠性,并为后续的焊接工作提供指导和依据。
3. 焊接工艺评定标准的适用范围钢结构焊接工艺评定标准适用于所有涉及钢结构的焊接工艺评定。
包括但不限于以下方面: - 钢结构的焊接工艺评定;- 焊接人员的焊接工艺评定; - 焊接设备和材料的焊接工艺评定。
4. 焊接工艺评定的基本要求焊接工艺评定应符合以下基本要求: ### 4.1 焊接工艺记录焊接工艺评定应包含完整的焊接工艺记录,包括焊接参数、检测方法、评定结果等信息。
焊接工艺记录应该清晰、详细,并符合相关的标准和规范要求。
4.2 焊接工艺试样制备焊接工艺评定应制备代表性的焊接工艺试样,确保试样的准确性、可重复性和可比性。
焊接工艺试样的制备应符合相关的国家标准和规范。
4.3 焊接工艺试验焊接工艺评定应进行严格的焊接工艺试验,确保焊接工艺的性能和可靠性。
焊接工艺试验应包括焊缝质量检测、焊接接头强度测试、焊接材料性能检测等内容。
4.4 焊接工艺评定结果焊接工艺评定的结果应准确、可靠,并符合相关的标准和规范要求。
评定结果应详细记录并及时通报,以便对焊接工艺的改进和调整提供依据。
5. 焊接工艺评定的程序和方法钢结构焊接工艺评定应按照以下程序和方法进行: ###5.1 焊接工艺评定计划制定焊接工艺评定计划,明确评定的目标、范围和方法。
评定计划应充分考虑实际的工艺条件和评定的要求,确保评定的合理性和可行性。
5.2 焊接工艺评定试验按照评定计划进行焊接工艺试验。
试验包括但不限于以下内容: - 焊接参数的选择和调整; - 焊接质量的评估和检测;- 焊接接头的强度和韧性测试; - 焊接材料性能的检验。
(经典文档)建筑钢结构焊接工艺评定
(经典文档)建筑钢结构焊接工艺评定5焊接工艺评定5.1一般规定5.1.1凡符合以下情况之一者,应在钢结构构件制作及安装施工之前进行焊接工艺评定:1国内首次应用于钢结构工程的钢材(包括钢材牌号与标准相符但微合金强化元素的类别不同和供货状态不同,或国外钢号国内生产);2国内首次应用于钢结构工程的焊接材料;3设计规定的钢材类别、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理制度以及施工单位所采用的焊接工艺参数、预热后热措施等各种参数的组合条件为施工企业首次采用。
5.1.2焊接工艺评定应由结构制作、安装企业根据所承担钢结构的设计节点形式、钢材类型、规格、采用的焊接方法、焊接位置等,制定焊接工艺评定方案,拟定相应的焊接工艺评定指导书,按本规程的规定施焊试件、切取试样并由具有国家技术质量监督部门认证资质的检测单位进行检测试验。
5.1.3焊接工艺评定的施焊参数,包括热输入、预热、后热制度等应根据被焊材料的焊接性制订。
5.1.4焊接工艺评定所用设备、仪表的性能应与实际工程施工焊接相一致并处于正常工作状态。
焊接工艺评定所用的钢材、焊钉、焊接材料必须与实际工程所用材料一致并符合相应标准要求,具有生产厂出具的质量证明文件。
5.1.5焊接工艺评定试件应由该工程施工企业中技能熟练的焊接人员施焊。
5.1.6焊接工艺评定所用的焊接方法、钢材类别、试件接头形式、施焊位置分类代号应符合表5.1.6/1~表5.1.6/4及图5.1.6/1~图5.1.6/4规定。
5.1.7焊接工艺评定试验完成后,应由评定单位根据检测结果提出焊接工艺评定报告,连同焊接工艺评定指导书、评定记录、评定试样检验结果一起报工程质量监督验收部门和有关单位审查备案。
报告及表格可采用附录B的格式。
5.2焊接工艺评定规则5.2.1不同焊接方法的评定结果不得互相代替。
5.2.2不同钢材的焊接工艺评定应符合下列规定:1不同类别钢材的焊接工艺评定结果不得互相代替;2Ⅰ、Ⅱ类同类别钢材中当强度和冲击韧性级别发生变化时,高级别钢材的焊接工艺评定结果可代替低级别钢材;Ⅲ、Ⅳ类同类别钢材中的焊接工艺评定结果不得相互代替;不同类别的钢材组合焊接时应重新评定,不得用单类钢材的评定结果代替。
钢结构工程焊接工艺评定方案
钢结构工程、焊接工艺评定方案批准:审核:编制:XXXX项目部年月日钢结构工程、焊接工艺评定方案钢结构工程现场焊接工艺评定具有技术要求高、复杂、工作量大的特点,是一项系统工程,由于焊接工艺评定的地位特殊,是焊接工程十分重要的技术环节。
一、编制依据和基本规定(1)JGJ81-2002《建筑钢结构焊接技术规程》(2)《结构招标施工图》(3)《钢结构工程施工组织设计》(4)GB 50205-2001 - 建筑钢结构工程施工质量验收规范(5)GB/T1591-94 - 低合金高强度结构钢(6)YB 4104-2000 - 高层建筑结构用钢板(7)GB/T5315-85 - 厚度方向性能钢板当以上规范不能函盖地方,参考以下国际规范a.DIN17182 - 高焊接性能铸钢(德国)(8)绝大多数的钢构件为钢板焊接成的箱型截面,钢板的最大厚度不大于100mm;除特别注明外,钢板厚度≤34mm时,采用Q345钢材;钢板厚度≥36mm 时,采用Q345GJ钢材。
厚度分布:·组合钢柱除少量棱形柱底部和顶部为90~100mm,其余为50~80mm,另外两根方形斜柱板厚绝大多数为30、25、20mm。
·桁架上弦杆个别段为50mm外,其余均在40mm以下,大多数为30、25、20mm。
·桁架下弦杆个别段为50、42mm外,其余绝大多数为20mm。
·腹杆为20、14、10mm,多数为10mm。
·次结构板厚最大36mm,绝大部分为20mm以下。
(9)选用钢材性能应满足下例要求:钢材冲击韧性要求钢材厚度方向性能要求(10)铸钢机械性能符合下表规定(11)除特别注明外,所有焊接均采用全熔透对接焊缝。
(12)除特别注明外,手工焊接所采用焊条的质量标准须符合现行国家规范GB/T5117及GB/T5118的规定,对Q345级钢材须采用E50级焊条,对Q345GJ 钢材须采用E55级焊条。
(13)除特别注明外,自动或半自动焊接所采用的焊条、焊丝及焊剂须与主体金属强度相适应,其质量标准须符合现行国家规范GB/T14957或GB/T14958的规定。
钢结构焊接工艺评定1
一.工程概况1.1概述厦门市金佳鼎进出口有限公司厂房建设及配套由厦门市华旸建筑工程设计有限公司设计,厦门市住总监理有限司负责监理,福建省万桥市政园林有限公司承建。
工程位于同安区工业集中区厦门市金佳鼎进出口有限公司厂房构建筑面积4256.92²)采用方钢,楼面梁采用H型钢梁和方钢,联接方式为高强,螺栓连接+焊接,楼面采用压型板现浇混凝土;二、焊接工艺2.1一般规定2.1.1钢材除应符合本规程的相应规定外,尚应符合下列要求:1、清除待焊处表面的水、氧化皮、锈、油污;2、焊接坡口边缘上钢材的夹层缺陷长度超过25mm时,应采用无损探伤检测其深度,如深度不大于6mm,应用机械方法清除;如深度大于6mm,应用机械方法清除后焊接填满;若缺陷深度大于25mm时,应采用超声波探伤测定其尺寸,当单个缺陷面积(a×d)或聚集缺陷的总面积不超过被切割钢材总面积(B×L)的4%时为合格,否则该板不宜使用;3、钢材内部的夹层缺陷,其尺寸不超过第2款的规定且位置离母材坡口表面距离(b)大于或等于25mm时不需要修理;如该距离小于25mm则应进行修补,其修补方法应符合规定;4、夹层缺陷是裂纹时(见图1.1.1),如裂纹长度(a)和深度(d)均不大于50mm,其修补方法应符合规定;如裂纹深度超过50mm或累计长度超过板宽的20%时,该钢板不宜使用。
1.1.2焊接材料除应符合本规程有关规定外,尚应符合下列规定:1焊条、焊丝、焊剂和熔嘴应储存在干燥、通风良好的地方,由专人保管;2焊条、熔嘴、焊剂和药芯焊丝在使用前,必须按产品说明书及有关工艺文件的规定进行烘干。
图 1.1.1 夹层缺陷示意3低氢型焊条烘干温度应为350~380℃,保温时间应为1.5~2h,烘干后应缓冷放置于110~120℃的保温箱中存放、待用;使用时应置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用;4实芯焊丝及熔嘴导管应无油污、锈蚀,镀铜层应完好无损;5焊钉的外观质量和力学性能及焊接瓷环尺寸应符合现行国家标准《圆柱头焊钉》(GB10433)的规定,并应由制造厂提供焊钉性能检验及其焊接端的鉴定资料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢结构焊接工艺评定准则
编号:OQM-7.5-001-2001
编制:
审核:
批准:
发布日期:2001年02月18日实施日期:2001年02月18日
钢结构焊接工艺评定准则
1目的:对焊接方法、焊接材料、焊接工艺参数的评定作出规定,有效控制焊接过程质量,确保焊接质量符合标准的要求。
2适用范围:本文件适用于钢结构工程焊接过程的工艺评定。
3内容概述:
焊接工艺评定主要包括审查书面文件、焊接试验报告。
书面文件一般应包括焊接工程负责任人名单、焊工上岗证书及其焊接经历、曾经做过的焊接工艺评定试验所采用的标准的名称和代号、焊接施工和质量检验的标准和依据、焊接设备状态及概况、焊接检验设备概况等、有关焊接方法的焊接工程实例和经认可的焊接评定试验实例。
3.1焊接工艺评定的内容
焊接工艺评定试验应根据设计图纸的要求按指定的试验标准进行,必要时制定试验计划书,焊接试验计划书应包括:①试验的种类确定的焊接方法、接头形式、焊接位置②试验细则焊接设备的名称、型号、母材的牌号、板厚、焊接材料的牌号和规格,如焊条、焊丝、焊剂以及保护气体的种类和流量③试验条件试验的尺寸、形状、坡口形式,衬垫材料的形状和尺寸,引弧板的形状和尺寸,母材和焊接材料的预热温度。
④试样的截取方法⑤焊接的场地及其环境条件。
焊接工艺的评定试验的场地应尽可能接近焊接施工的实际情况。
3.2焊接工艺评定试验项目
焊接工艺评定的试验项目根据不同的焊接方法和不同的工程需要而有所不同,但一般应包括:1 外观检查试验
2抗拉试验
3 弯曲试验
4冲击试验
5宏观和硬度试验
6焊缝内部检查试验如超声波探伤和X射线检查等.
焊接工艺评定项目的评定标准执行设计文件(图纸)或钢结构工程施工及验收规范---GB50205-95的要求.
3.3焊接人员要求
3.3.1焊接技术人员要求
钢结构焊接的全过程应在焊接工程师的指导下进行,焊接工程师应具备工程师以上的技术职称,并应由现职工程师担任.焊接责任工程师应具有承担焊接工程的总体规划\管理和技术指导能力;应具备钢结构焊接经历和经验
3.3.2. 焊接工人要求
从事钢结构焊接的焊工应取得国家承认的考核合格的资格证.焊工考核应按不同的焊接方法和焊接位置进行分类,在实施焊接的过程中如需要焊接未经考核的位置上进行焊接时,应对焊工重新考核,合格后方可进行焊接.焊工应每隔两年考核一次,焊工停焊半年经上应重新考核.
4支持性文件
4.1钢结构制作安装手册
4.2钢结构工程施工及验收规范。