电脑横机的调整程序.doc
电脑横机操作说明书
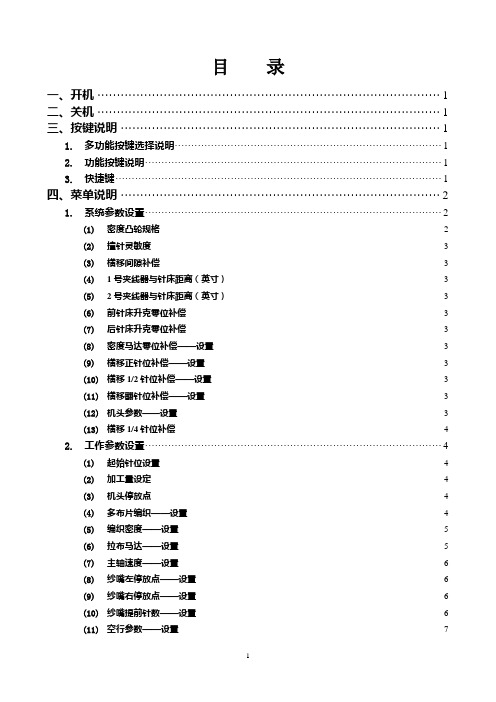
目录一、开机 (1)二、关机 (1)三、按键说明 (1)1.多功能按键选择说明 (1)2.功能按键说明 (1)3.快捷键 (1)四、菜单说明 (2)1.系统参数设置 (2)(1)密度凸轮规格 (2)(2)撞针灵敏度 (3)(3)横移间隙补偿 (3)(4)1号夹线器与针床距离(英寸) (3)(5)2号夹线器与针床距离(英寸) (3)(6)前针床升克零位补偿 (3)(7)后针床升克零位补偿 (3)(8)密度马达零位补偿——设置 (3)(9)横移正针位补偿——设置 (3)(10)横移1/2针位补偿——设置 (3)(11)横移翻针位补偿——设置 (3)(12)机头参数——设置 (3)(13)横移1/4针位补偿 (4)2.工作参数设置 (4)(1)起始针位设置 (4)(2)加工量设定 (4)(3)机头停放点 (4)(4)多布片编织——设置 (4)(5)编织密度——设置 (5)(6)拉布马达——设置 (5)(7)主轴速度——设置 (6)(8)纱嘴左停放点——设置 (6)(9)纱嘴右停放点——设置 (6)(10)纱嘴提前针数——设置 (6)(11)空行参数——设置 (7)1(12)主轴加减速设置——设置 (7)(13)升克——设置 (7)(14)压脚——设置 (7)(15)纱嘴初始位置——设置* (7)(16)花型组合编织——设置 (7)(16)小结头控制方式 (7)(17)起底板设置 (8)3.文件操作 (8)(1)读入花样 (8)(2)保存花样 (8)(3)删除花样 (9)(4)输出系统参数 (9)(5)读取系统参数 (9)(6)读取花型工作参数 (9)(7)保存当前花型参数 (10)4.系统测试 (10)(1)机头测试 (10)(2)拉布系统测试 (10)(3)起底板测试 (11)5.调入系统参数默认值 (11)6.调入工作参数默认值 (11)7.语言选择* (11)8.报警使能设置* (11)9.显示纱嘴配置 (11)10.显示机器参数 (11)11.设置网络参数* (11)12.设置系统时间 (11)13.密码输入设置 (12)14.系统升级 (12)五、异常现象的处理方法 (12)六、注意事项 (12)备注 (12)2一、开机输入220V的电源,电源指示灯亮,按电源总开关,进入工作界面。
电脑横机编织操作规程
电脑横机编织操作规程1. 引言电脑横机编织是一种常用的纺织机械,广泛应用于纺织行业。
它具有高效、快速、精确的特点,能够完成各种编织任务。
本文档旨在介绍电脑横机编织的操作规程,以帮助操作人员正确、安全地操作横机,并提高工作效率。
2. 横机准备工作在操作电脑横机之前,需要进行一些准备工作,确保机器正常运行:•确认机器电源已连接,并处于正常工作状态。
•检查横机的工作环境,保证通风良好,避免堵塞。
•检查机器各部分的连接情况,确认无松动现象。
•检查机器的供电线路和通信线路,确保连接正常,在需要的情况下进行维护或更换。
3. 横机操作步骤横机的操作步骤如下:3.1 上线•在电脑中运行横机编织软件,打开编织程序。
•确认编织程序参数设置无误,如编织速度、编织图案等。
•将织物准备好,包括选择合适的纱线、检查织物质量等。
•将织物放置在织布区域,并用夹具固定。
3.2 输入编织图案•在横机编织软件中,选择编织图案文件。
•检查编织图案文件是否与织物匹配,并根据需要进行调整。
•在编织软件界面上选择合适的织法,并设置好编织参数。
3.3 调试横机•在横机编织软件中,选择调试模式。
•根据调试模式提示,进行编织图案模拟,确保没有错误。
•检查纱线张力是否正常,并调整需要的张力。
3.4 开始编织•在电脑中将横机设置为编织模式。
•调整编织速度为适当的水平。
•在横机编织软件中,点击“开始编织”按钮,启动编织过程。
•监控整个编织过程,确保没有异常情况发生。
3.5 完成编织•当编织图案完成后,停止横机编织软件的运行。
•检查编织结果是否符合要求,并做必要的修正。
•将织物从横机上取下,并进行下一步处理。
4. 横机维护为了保证横机的正常工作,需要进行定期的维护:•清洁横机各部分,特别是织布区域和编织头部。
•检查并更换磨损的部件,如纱线传动带、织布器等。
•对横机进行润滑,保证各部件的顺畅运行。
•定期检查横机电路和通信线路,确保连接正常。
5. 安全注意事项在操作横机时,需要注意以下安全事项:•禁止将手指、衣物等物体靠近横机运动区域。
电脑横机的调机技术
臣困
应用技术
Kni i g T h l gy t n ec no o t
电脑 横 机 的 调机 技 术
A jsi c n l y n o u r e l n t gM c i d t g e h o g mp t i dF t ii a h e u nT o oC ez a K tn n
性不好, 圈易被钩 挂 。 线
纺 织 导 报 Chn e t e d r 0 . iaT xi L a e 2 1 No7 l e 0
8 9
应 用技术 墨圆
Kniig T c olgy tn e hn o t
www e l ad o . n t x e er r c cn
3 纱线张力
3 1 张力调节 .
纱线 张力是通 过调 节尺 的回转 力 ( 1 图 中的②) 侧纱 和
张 力器 ( 调整锁 定部 分 ( 1中的③)的纱线张 力路 径和 还 图
() 2 牵拉 力过大 ( 当衫身的 牵拉 力高于 2 0时, 脚的 衫 牵拉 力高于 3 0时 ) 会产生破 洞 , 因为在 编织 时因为牵拉 过 大 线 圈还 没有勾住 织 针就 被拉 出脱 圈 ; 同时对 织针 的 损坏 也 很大 , 易产生坏针头 。 () 3 牵拉 力横 向分布与织物 组织情 况不 符或牵拉 力不 足会产生 织针不退 圈 , 决方 法 : 整背压辊 , 其 与织物 解 调 使
() 2 可以 对于单个 的成 圈三角 的弯纱深 度 进行调 节。
例 如 “ MS 3 ”, 3个系统 需要 编 织的组 织 复杂程 度不 C 50 当
一
样 时, 当一 个系统 搬针 NP 为 1 . 右 , 个系统扭 如 应 05左 一
全自动电脑横机操作调试和维修方法
全自动电脑横机操作调试和维修方法Revised by Petrel at 2021一.操作注意事项:1)读盘,不顺畅时可以重新关电源后插拔USB插口,用华翔控制器的可以先切换一下存读介质(U盘和磁盘)然后再开机读盘。
2)穿纱,同时要调整好天线弹力,侧天线张力。
3)要按照打样要求调整好度目。
拉力等。
4)确定花样展开以及纱嘴摆方位置。
国花系列还有纱嘴前置量。
5)挂布(起底板机器不用),行锁定(飞虎机器用重复)即时给副罗拉开合情况,机头速度要小于,布片到达主罗拉时解除行锁定(飞虎机器把重复点一下)。
加大速度,拉力等。
二.开始编织1)随时检查布片密度及确认粗幼纱情况,以便随时控制衣片长短。
跟足样板尺寸。
2)注意毛纱过蜡情况及毛纱排放位置。
拆片纱要重新试度目和拉力。
3)随时了解用纱情况,毛料色差等。
4)衫片分码,分色整齐叠好安要求捆好交货。
5)注意倒卷布和副罗拉缠纱(国花系列特别要注意)三.常见问题的处理方法(一)度目篇1)编织时度目越来越大 A,检查线路是否接触不良。
B,检查度目马达螺丝是否松动。
2)两口同时做编织,若一口度目异常变小,可以考虑把度目原点适当调大。
(二)撞连接针脚(国花系列叫长针)1)查看度目是否灵活。
2)查看连接针脚在针床上是否运行畅顺,用手压下去是否弹起自如3)查看度目马达螺丝是否松动。
度目转盘是否顺畅。
4)查看度目感应器是否损坏。
5)查看压针三脚是否到位。
国花系列要看电磁铁摆动情况.6)度目太紧时不能脱圈,也会撞连接针脚。
7)检查翻针三角的翻接针导块是否顺畅,灵活。
8)检查度目底板,滑块是否到位,灵活。
(三)乱花(乱选针)1)看布片乱花是否有规律,比如问题都出在那一个选针器上。
2)看是偷选,还是漏选。
调整选针片和针床的间隙。
3)调整选针参数,选针原点,选针微调。
4)看选针针脚在针床上是否太紧,太松。
是否顺畅。
5)线路检查,各插头是否插好,看看是否有接触不良。
6)看主驱动皮带是否太松。
零针位,系统参数,总针位,电脑横机

电脑横机系统参数调节
一、首先调节总针位
总针就是机器归零后,全部针的原始位的准确定位,它的标准就前床左边第一杖针为全部针的第一杖针,后床左第一杖针为全部针的第二杖针。
针必须在其对面两杖针的绝对中间,也就是针对准齿口片的关系。
调节总针位时,机器归零然后拧松摇床电机连接针板的定位滑块螺丝,用工具轻轻击打针板两边,对准后再拧紧螺丝,机器归零。
检查合不合标准,如不准再松开直到准为止。
二、机器型号直接填上总针数,针种(针种如7针X 52英寸=364 总针数)机器归零。
三、调节同步带齿距效正(密码8866)1,机头前床山板左上护山对准前床第一片插片左边,(点确定)
2,机头前床山板左上护山对准前床最后一片左边。
(点确定)机器归零
四、针零位机头前床山板左上护山对准第1枚针即可,
机器归零
五、机头左限位:将机头推到左边限位开关处,红灯亮起即可。
机头右限位,将机头推到右边限位开关处,红灯亮起即可。
机器归零六、左系统纱嘴右行零位:将左系统任意带上1枚纱嘴,然后用手向右推到第一枚针的位置。
左系统纱嘴左行零位:将左系统任意带上1枚纱嘴,然后用手向左推到第一枚针的位置。
其它方法相同
羊洋针织:/。
电脑横机操作说明书

电脑横机操作说明书一、安装准备1. 打开电脑横机包装箱,确认配件齐全。
2. 将电脑横机放置在工作台上,确保空间宽敞、通风良好。
3. 连接电源线到电源插座,并确保电源开关处于关闭状态。
4. 将显示器连接线插入电脑横机的显示器接口上,并确保连接稳固。
二、开机操作1. 确保电源线已连接到电源插座,并确保电源开关处于关闭状态。
2. 按照显示器的说明书操作,将显示器开机。
3. 打开电脑横机的电源开关,待电脑横机启动完成后,进入操作系统登录界面。
三、操作说明1. 桌面图标:在电脑横机启动完成后,屏幕上会显示一个桌面,桌面上有多个图标,分别代表各种软件和文件夹。
2. 鼠标操作:使用鼠标左键点击图标或者文件夹,即可打开相应的软件或者文件夹。
使用鼠标右键点击图标或者文件夹,会弹出一系列操作选项。
3. 键盘操作:除鼠标操作外,还可以使用键盘进行操作。
使用方向键可以移动光标,使用回车键可以确认选择。
4. 文件管理:在电脑横机上打开文件夹,可以进行文件的查看、复制、粘贴、删除等操作。
通过双击文件可以打开相应的软件进行编辑或者查看。
5. 网络连接:电脑横机可以通过有线或者无线方式连接到互联网。
在操作系统中设置网络连接方式并输入正确的网络密码,即可实现上网操作。
6. 软件安装:在电脑横机上安装软件时,请按照软件提供的安装向导进行操作,并注意勾选合适的选项。
7. 软件使用:不同的软件功能各异,使用时请参考软件的操作指南或者帮助文件。
四、关机操作1. 在操作系统界面,点击左下角的"开始"菜单,选择"关机"选项。
2. 在弹出的关机对话框中,选择"关闭电脑"并点击确认按钮。
3. 等待电脑横机完全关闭后,即可断开电源连接。
五、故障排除在使用电脑横机过程中,可能会遇到一些故障情况,以下是一些常见的故障及解决方法:1. 电脑横机无法启动:检查电源线连接是否松动,确认电源插座正常工作。
慈星电脑横机操作方法
慈星电脑横机操作方法
1. 开机前,确认横机与电源线连接良好,打开电源。
2. 发送作业前,预先检查打印纸张状态。
选择合适的纸型,并将其插入纸仓。
3. 打开横机盖,将打印头从保护套中取出。
同时,调整复印纸张朝向。
将复印纸与打印纸张插入横机。
4. 确认打印机状态,选择需要打印的文件。
例如,选择文件后复制粘贴,或者开始打印前自己输入内容等方式。
5. 若需要连续打印,可在打印设置中选择多份打印。
6. 点击“打印”按钮,横机开始自动进行打印工作。
7. 打印完毕后,清理横机。
将打印头放回保护套内,关闭横机盖。
同时,清理出现块状纸屑等错误情况,保持机器安全性及效率。
8. 锁定出现故障或其他异常状态的横机,并寻找合适维修或更换。
电脑横机调试规范

□升克设80,标准密度,70速,满板双系统4色坎毛800转;
11
□标准密度,编织70速,翻针60速,综合板(包括园筒)连续无缺陷编织2片;
12
□系统参数保存;
经调试机器已符合以上的质量标准
调机员
日期
6
□密度马达零位校正;
7
□15英寸布片宽度,标准密度(14针1.1英寸,12针1.3英寸,7针2.2英寸),前后针板双系统字码补平,70速前后针板各字码稳定编织1000转以上;
8
□升克设80,标准密度,70速前后针板各满板翻针400转无漏针;
9
□标准密度,8*8柳条,100速,15英寸布片宽度800转;
调试流程及规范No:
日期:年月日时
型号
伺服电机
机器编号
序号
检验
质量标准及要求
1
□调准针板翻针位及针板横移一英寸;
2
□压紧探针弹簧,调好探针位置;
3
□升克设80,四平针整板□升克设80,60速整板前后翻针磨机8小时;
5
□升克设80,满板双系统拉长短片,调针路;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电脑横机的调整程序机器调整步骤首先,启动:当机器正确连接到电源时,按下启动开关,将听到三声蜂鸣声,然后进入机器存储器的自检屏幕,否则,将进入主屏幕。
二.磁盘管理:当按下磁盘作业按钮时,将进入磁盘作业菜单。
1、列磁盘目录:列出磁盘上的所有文件;2.将动作文件输入存储器:将碳纳米管文件输入内存;3.将模板文件输入内存:将PAT文件输入内存;4.将内存操作文件输入磁盘:将内存中的碳纳米管文件复制到磁盘上;5.将内存板文件输入磁盘:将内存中的PA T文件复制到磁盘;6.格式化磁盘:格式化磁盘;7.磁盘文件删除:从磁盘中删除文件;8.将字体文件输入内存:系统升级时,需要在内存中输入新的字体文件;9位和8位工厂标志照片被输入到存储器中:将PIC文件输入内存以改变屏幕显示。
三、内存管理:按下C键复制机器的工作参数。
1.记忆模式选择:用于从磁盘选择模具文件输入;2、内存程序编辑:您可以查看和编辑程序的每一页。
进入程序编辑界面后,可以输入和修改行号、色码、编织指令等。
机器屏幕也会有相应的提示。
按F2键编辑跳过行,F3是返回的第一行,F4是最后一行,F5用于更换纱嘴交换(一个系统和两个系统交换)中的F6纱嘴,纱嘴可以随意更换。
3.记忆模式的编辑:进入这个屏幕后,我们可以清楚地看到模式的组织并进行简单的修改。
功能键F1用于跳跃。
4.删除模式:删除指定的模式并输入内存号。
5.整体模式清除:按下这个键,系统会有一个警告提示。
如果您确定内存中的所有模式都将被删除,那么内存将被刷新。
所有镶嵌文件都将丢失。
四、设置机器辅助功能1.设置机器系统参数1:按下此键,将显示密码提示。
输入密码“1618”进入系统参数设置菜单。
(1)指针零位:设置读数针的起始位置、针距和机器中针的总数(在设置该参数之前,应先校正同步带的齿距)。
具体操作是将机器左侧与第一根针对齐,然后按F1键设置针的零位。
(2)左系统纱嘴右零点: 将一个纱嘴随意放在左侧系统上,然后用手将其推到第一根针(右排)的位置,按F1键确认。
(3)左系统纱嘴左零点:将一个纱嘴随意放在左侧系统上,然后用手将其推到第一根针(左排)的位置,按F1键确认。
(4)右系统纱嘴右零位:将一个纱嘴随意放在右侧系统上,然后用手将其推到第一根针(右排)的位置,按F1键确认。
(5)右系统纱嘴左侧的零位: 将一个纱嘴随意放在右系统上,然后用手将其推到第一针(左列)的位置,按F1键确认。
(6)左鼻极限:将机头推到左侧限位开关,然后按F1。
(7)鼻子的右极限:将机头推到右侧限位开关,然后按F1。
(8)横机上每英寸的针数: 设定机器的针距。
(9)选针器右排补偿:当机器右排出现针乱时,请对该参数进行补偿,每次补偿范围约为0.2。
该参数在机器高速无序时减小,在机器低速无序时增大。
(10)左排选针器补偿:当机器左侧出现针乱时,请补偿此参数。
每次补偿范围约为0.2。
当机器高速运转时,增加该参数;当机器低速运转时,减少该参数。
2.设置机器参数2(1)纱线喷嘴停车校正值:当机器处于高速和低速时,设置纱线喷嘴停放位置(1——14)(2)。
电磁铁高压:用于调整各种电磁铁的通电时间,一般不需要调整。
(3)选针器高压:当选针器刀片工作时设置电流,通常设置为3。
如果太大,可能会烧坏选针器(1——9)(4)和选针器低电压:此项不需要调整。
(5)公制电机的复位速度:设置该参数可以在复位过程中调节转盘电机的速度。
数字越高,电机复位速度越快(1——10)(6)度电机最大复位速度:设置该参数可以调整电机的工作程度-首先,启动:当机器正确连接到电源时,按下启动开关,将听到三声蜂鸣声,然后进入机器存储器的自检屏幕,否则,将进入主屏幕。
二.磁盘管理:当按下磁盘作业按钮时,将进入磁盘作业菜单。
1、列磁盘目录:列出磁盘上的所有文件;2.将动作文件输入存储器:将碳纳米管文件输入内存;3.将模板文件输入内存:将PAT文件输入内存;4.将内存操作文件输入磁盘:将内存中的碳纳米管文件复制到磁盘上;5.将内存板文件输入磁盘:将内存中的PA T文件复制到磁盘;6.格式化磁盘:格式化磁盘;7.磁盘文件删除:从磁盘中删除文件;8.将字体文件输入内存:系统升级时,需要在内存中输入新的字体文件;9位和8位工厂标志照片被输入到存储器中:将PIC文件输入内存以改变屏幕显示。
三、内存管理:按下C键复制机器的工作参数。
1.记忆模式选择:用于从磁盘选择模具文件输入;2、内存程序编辑:您可以查看和编辑程序的每一页。
进入程序编辑界面后,可以输入和修改行号、色码、编织指令等。
机器屏幕也会有相应的提示。
按F2键编辑跳过行,F3是返回的第一行,F4是最后一行,F5用于更换纱嘴交换(一个系统和两个系统交换)中的F6纱嘴,纱嘴可以随意更换。
3.记忆模式的编辑:进入这个屏幕后,我们可以清楚地看到模式的组织并进行简单的修改。
功能键F1用于跳跃。
4.删除模式:删除指定的模式并输入内存号。
5.整体模式清除:按下这个键,系统会有一个警告提示。
如果您确定内存中的所有模式都将被删除,那么内存将被刷新。
所有镶嵌文件都将丢失。
四、设置机器辅助功能1.设置机器系统参数1:按下此键,将显示密码提示。
输入密码“1618”进入系统参数设置菜单。
(1)指针零位:设置读数针的起始位置、针距和机器中针的总数(在设置该参数之前,应先校正同步带的齿距)。
具体操作是将机器左侧与第一根针对齐,然后按F1键设置针的零位。
(2)左系统纱嘴右零点:将一个纱嘴随意放在左侧系统上,然后用手将其推到第一根针(右排)的位置,按F1键确认。
(3)左系统纱嘴左零点:将一个纱嘴随意放在左侧系统上,然后用手将其推到第一根针(左排)的位置,按F1键确认。
(4)右系统纱嘴右零位:将一个纱嘴随意放在右侧系统上,然后用手将其推到第一根针(右排)的位置,按F1键确认。
(5)右系统纱嘴左侧的零位: 将一个纱嘴随意放在右系统上,然后用手将其推到第一针(左列)的位置,按F1键确认。
(6)左鼻极限:将机头推到左侧限位开关,然后按F1。
(7)鼻子的右极限:将机头推到右侧限位开关,然后按F1。
(8)横机上每英寸的针数: 设定机器的针距。
(9)选针器右排补偿:当机器右排出现针乱时,请对该参数进行补偿,每次补偿范围约为0.2。
该参数在机器高速无序时减小,在机器低速无序时增大。
(10)左排选针器补偿:当机器左侧出现针乱时,请补偿此参数。
每次补偿范围约为0.2。
当机器高速运转时,增加该参数;当机器低速运转时,减少该参数。
2.设置机器参数2(1)纱线喷嘴停车校正值:当机器处于高速和低速时,设置纱线喷嘴停放位置(1——14)(2)。
电磁铁高压:用于调整各种电磁铁的通电时间,一般不需要调整。
(3)选针器高压:当选针器刀片工作时设置电流,通常设置为3。
如果太大,可能会烧坏选针器(1——9)(4)和选针器低电压:此项不需要调整。
(5)公制电机的复位速度:设置该参数可以在复位过程中调节转盘电机的速度。
数字越高,电机复位速度越快(1——10)(6)度电机最大复位速度:设置该参数以调节电机运行的程度:当按F13秒时,启动手柄并重置整个机器。
线路锁定:用于从底部开始锁定1和2两个程序行。
F3高速和限速开关:当兔子图标显示在屏幕上时,速度被调节,否则,速度被限制。
F4 escescescescescescesc F4 escescesc F4 F6 F5单体停车:当按下F4功能键时,完成一片后会自动停止,并做出相应的提示。
纱线喷嘴回流:在编织过程中,按下F6使所有的编织喷嘴回到原来的位置,以便在断纱时穿线。
磁盘作业:它用于将花板、程序、字库和工厂标志等文件输入计算机(稍后查看),以进行记忆模式选择:用于选择编织所需的图案。
设置机器操作参数:包括系统参数、工作参数和各种功能的测试。
a:暂时没有。
b:暂时没有。
/-从底部开始时用于锁定1和2两个程序行。
F3高速和限速开关:当兔子图标显示在屏幕上时,速度被调节,否则,速度被限制。
F4 escescescescescescesc F4 escescesc F4 F6 F5单体停车:当按下F4功能键时,完成一片后会自动停止,并做出相应的提示。
纱线喷嘴回流:在编织过程中,按下F6使所有的编织喷嘴回到原来的位置,以便在断纱时穿线。
磁盘作业:它用于将花板、程序、字库和工厂标志等文件输入计算机(稍后查看),以进行记忆模式选择:用于选择编织所需的图案。
设置机器操作参数:包括系统参数、工作参数和各种功能的测试。
a:暂时没有。
b:暂时没有。
/:按住此键约3秒钟,输入件数,然后按回车键确认。
c:移除的件数:按下此键约3秒钟,清除已完成件数。
返回:要进入任何屏幕,只需按此键返回主屏幕。
在方向键上:在方向键下:向左方向键:向右箭头键:换页键暂时无用换页键暂时无用:暂时无用d:暂时无用e:暂时无用f:暂时无用的1度调整:用于调整实际工作密度。
(033345650) 2主辊设置:用于设置主滚筒工作参数。
(0——99)3套滚轮:用于设置辅助滚筒工作参数。
(0——99)4个虎钳打开和关闭:用于设置辅助滚筒开合工作参数。
(0——99)5主速度设置:用于设置机器运行时的速度(03354100)6纱嘴停车点设置:用于设置纱线喷嘴停车位置(03354100)7跳线:指定从某一行(但仅从奇数行)检查用于编织的8个纱线喷嘴的位置:用于检查纱线喷嘴的左右位置和数量。
9时间调整:调整屏幕右下角显示的时间。
0切换到监控屏幕:它用于在机器的实际模拟画面和监控画面之间切换。
在面板操作中无用:仅在特殊场合使用。
其他:(请在每个功能键下记录每个扩展项目的功能)请在工作单上写下手册,例如:项目1:XXXX操作步骤:1、进入系统2.拷贝子料3.打开机器编织4、执行编织5.按下X功能键的第二项: 公制调整。