焊接工艺评定报告样板-异种钢
异种钢焊接工艺评定

异种钢焊接工艺评定
异种钢焊接工艺评定是评估钢材中不同成分、不同厚度、不同规格的钢材之间的焊接可行性。
异种钢焊接通常需要进行工艺评定来确定最佳焊接方法、焊接参数和所需设备。
具体的评定流程包括以下几个方面:
1.焊接材料评定:对焊接材料的成分和性能进行测试和评估,确定合适的填充材料、药皮和表面处理等。
2.焊接接头设计:根据焊接要求以及被焊接材料的成分、厚度等特性,设计合适的接头型式。
3.试焊评定:在实验室或现场进行试焊,确定最佳的焊接方法和参数。
4.力学性能评定:对焊接接头进行力学性能测试,包括拉伸强度、扭转强度、冲击韧性等。
5.微观结构评定:对焊缝、熔合区和热影响区进行显微组织分析,评估焊接质量。
从以上几个方面对异种钢焊接进行全面的评定,可以保证焊接接头的质量和可靠性。
核电站核岛焊接工艺评定:反应堆压力容器接管与安全端异种材料焊接
核电站核岛焊接工艺评定:反应堆压力容器接管与安全端异种材料焊接1 反应堆压力容器接管与安全端焊接工艺说明1.1在电站反应堆压力容器、蒸汽发生器和稳压器的结构设计中,都有进、出水接管与安全端的焊接接头。
接管一般采用Mn-Mo-N型低合金高强度钢SA508Gr3Cl2钢制造,而安全端与反应堆冷却剂管道相连,均采用316L或304L奥氏体不锈钢制造。
1.2为确保这种异种钢接头具有良好的力学性能,避免在接头中出现危险性缺陷,故采用先在低合金钢接管端部堆焊8~10mm厚的镍基合金作为隔离层,经消除应力热处理后加工成焊接坡口,然后与不锈钢安全端用镍基合金焊材焊接,焊后不再进行热处理。
1.3在接管端部堆焊镍基合金隔离层可选用多种焊接方法,如手工焊条电弧堆焊,窄带极埋弧堆焊,加填充丝钨极氩弧堆焊。
堆焊时,为了控制堆焊层被稀释的程度,必须限制焊接热输入量,适当降低预热温度,防止热裂纹产生。
1.4目前国内外常用的镍基合金堆焊焊条有ENiCrFe-3和ENiCrFe-7,氩弧焊焊丝有ERNiCr-3和ERNiCrFe-7,埋弧焊焊带有EQNiCr-3和EQNCrFe-7。
一般选用的焊条直径为Φ3.2和Φ4 mm,焊丝直径为Φ0.9mm、Φ1.2mm和Φ1.6mm,焊带规格为30×0.5mm和60×0.5mm。
1.5接管与安全端的对接焊,根据不同的坡口形式,通常采用以下几种焊接工艺:a)手工氩弧焊加填充丝打底,再用焊条电弧焊焊接,该工艺能保证焊缝根部质量,不必去除焊根。
b)焊条电弧焊直接焊接,但焊缝根部质量较难保证,必须进行机械加工去除焊根。
c)先自动氩弧焊不加填充丝封底,然后自动氩弧焊加填充丝直接焊接。
采用此方法一般以工件固定进行横焊或全位置焊接。
1.6 接管与安全端对接焊同样采用镍基合金焊接材料,氩弧焊填充丝一般采用ERNiCr-3、ERNiCrFe-7,如Inconel 82、Inconel 52等,与隔离层堆焊材料类别相同。
A572与A514异种钢焊接工艺
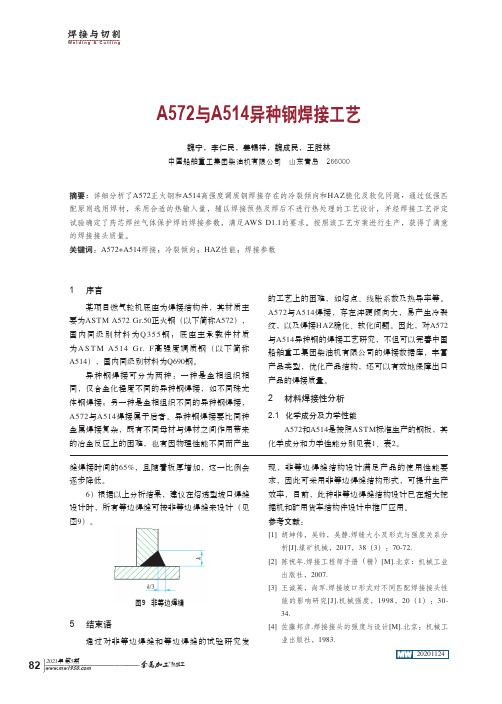
图9 非等边焊缝通过对非等边焊缝和等边焊缝的试验研究发热加工2021年 第5期 热加工83表1 母材化学成分(质量分数) (%)材料C Mn Si P S Ni Cr Mo V Cu A5720.23 1.350.40.030.030.003~0.015——0.06—A5140.10~0.200.60~1.000.15~0.350.030.030.70~1.000.40~0.650.40~0.600.03~0.080.15~0.50注:表中单个值均为最大值。
表2 母材力学性能材料屈服强度/MPa抗拉强度/MPa伸长率(%)A57234545018A514690760~89518注:表中单个值均为最小值。
2.2 焊接性焊接性指金属是否适应焊接加工而形成完整的、具备一定使用性能的焊接接头的特性。
钢材的化学成分对焊接HAZ 的淬硬及冷裂有直接影响,C 对冷裂敏感性影响最显著,可以将各种元素都按相当于若干C 含量折合叠加起来求得碳当量,进而估计材料冷裂倾向的大小。
采用国际焊接学会推荐的碳当量计算公式,得出A572的最大碳当量为0.48%;A514的最大碳当量为0.73%。
一般认为碳当量≤0.4%时,钢材在焊接时无淬硬倾向,焊接性良好。
当碳当量为0.4%~0.6%时,钢的淬硬倾向逐步增加。
故A572有一定淬硬倾向,而A514碳当量远高于焊接性良好的判定标准。
综上可知,A572与A514异种钢熔焊焊接性较差。
对于正火钢与高强度调质钢的焊接,主要存在以下问题。
(1)冷裂倾向 A572为低合金高强钢,热处理状态为正火。
其C 含量较低,而Mn 含量较高,Mn/S 高,具有较好的抗热裂性能,正常情况下焊缝中不会出现热裂纹。
因为A572最大碳当量不超过0.5%,所以淬硬倾向不严重,焊接性尚可,但随板厚增加往往需要采取预热措施。
A514为低碳调质钢,其C 含量较低,Mn 含量较高,而且对S 、P 杂质的控制也较严,因此热裂倾向较小。
(定稿版)焊接工艺评定报告书
钢结构焊接工艺评定试验报告1、试验目的干海子特大桥主梁为多种跨径钢管桁架连续梁,墩身结构大部为钢管格构墩,大桥钢结构重量约为1万多吨,钢管钢板之间存在大量的对接焊缝和相贯线角焊缝。
则焊接工艺评定试验是控制干海子特大桥焊接质量至关重要的环节之一。
焊接工艺是保证焊接质量的重要措施,是焊工操作的唯一技术依据,焊接工艺评定结果是编制大桥焊接工艺作业指导书的基本依据。
通过焊接工艺评定试验,达到以下目的:1、验证拟定的焊接工艺的正确性、可行性;2、确定钢结构焊接工艺的适用范围;3、确定焊接使用的材料、牌号、规格;4、确认工艺流程及各道焊接工序操作的要求及数据参数控制;5.为编制施工焊接作业指导书提供依据。
6、通过评定选择合适的坡口形状和尺寸、焊接材料、焊接方法、施焊条件及工艺参数,以保证焊接接头的力学性能达到设计要求。
2、试验采用标准及试验内容以雅泸高速公路C20合同段干海子钢管混凝土桁架梁桥设计文件及有关施工验收规范和设计施工指南为依据,以有效指导该桥钢结构部分施工为目的,结合现场的实际情况拟定出焊接工艺评定试验的施焊试件和制取试样种类,检验和测定试样焊接接头是否具有所要求的使用性能。
本次焊接工艺评定试验及检验采用的标准及规范1)GB985-88《气焊、手工电弧焊及气体保护电弧焊坡口的基本形式与尺寸》2)GB/T3323-2005 《金属熔化焊焊接接头射线照相》3)GB/T5117-95 《碳钢焊条》4)GB5118-95《低合金钢焊条》5)GB12470-2003《埋弧焊用低合金钢焊丝和焊剂》6)GB11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》7)TB1558《对接焊缝超声波探伤》8)TB10212-98《铁路钢桥制造规范》9)GB2649-1989《焊接接头机械性能试验取样方法》10)GB/T2650-2008《焊接接头冲击试验方法》11)GB/T2651-2008《焊接结构拉伸试验方法》12)GB/T2652-2008《焊缝及熔敷金属拉伸试验方法》13)GB/T2653-2008《焊接结构弯曲试验方法》14)GB/T2654-2008《焊接接头硬度试验方法》15)《公路钢管混凝土桥梁设计与施工指南》(四川省交通厅公路规划勘察设计研究院)16)GB/T19869.1-2005/ISO 15614-1:2004《钢.镍及镍合金的焊接工艺评定试验》17)JG/T203-2007《钢结构超声波探伤及质量分级法》焊接工艺评定试验内容、试件的形式及覆盖范围等见表2.1。
异种钢焊接性能分析与研究

异种钢焊接性能分析与研究摘要:奥氏体型不锈钢与低合金钢在化学成分和物理性能方面有很大的差异,特别是中厚板异种钢的焊接拘束力大、冷裂倾向大,为了获得一个满意的焊接接头,必须对两种钢的化学成分、力学性能、物理性能、组织和形成的焊接接头可能出现的问题进行对比分析,来确定合理的焊接工艺。
关键词:异种钢焊接焊接工艺厚板坡口堆焊为了分析研究异种钢焊接工艺,并通过焊接工艺评定试验证实该焊接工艺的正确性,为现场施焊提供了可靠的数据,以某公司粗甲醇收集器的制造为例进行分析研究。
该设备设计压力为8.3MPa,工作温度为40℃,最低设计金属壁温为-18.4℃,筒体主材为16MnR+00Cr19Ni10复合板,厚度(62+3)mm,设备筒体基层在与00Cr19Ni10Ⅲ材料的接管锻件焊后超探发现焊缝熔合区裂纹,深度集中在20mm~40mm焊缝厚度范围之内。
1 异种钢焊接主要存在的问题1.1 熔点的差异如果相焊的两种金属熔点相差很大,接头性能难以得到保证,16MnR熔点1430℃,00Cr19Ni10熔点1398℃~1420℃,两种金属熔点相差不是很大,一般能获得一个满意的焊接接头。
1.2 线膨胀系数差异由于低合金钢与奥氏体型不锈钢两种金属线膨胀系数相差很大,产生的应力容易使焊缝热影响区产生裂纹。
1.3 热导率的差异一般低合金钢的热导率为0.288~0.504W/cm·℃,不锈钢的热导率为0.168~0.336W/cm·℃,低合金钢随温度的增加,热导率是下降的,不锈钢随温度的增加,热导率是上升的,所以热导率的不同可使被焊材料熔化不同步,导致金属之间结合不良。
1.4 形成脆性的化合物异种钢焊接时由于在焊接热循环的作用下可能会形成某些金属的脆性化合物,这种化合物会降低焊缝的塑性和韧性,在热胀冷缩的环境下,可能使焊接接头发生脆性断裂。
2 异种钢焊接性分析预热、缓冷、焊后热处理,特别是针对中厚板、拘束力较大的焊接,采用一定温度的预热、缓冷以及焊后消应力热处理的措施,可以有效地减小焊接应力,降低冷裂倾向。
焊接工艺评定报告完整版
PQR编号:QZ-HC1612-25 焊接工艺评定报告编制:审核:批准:焊接工艺评定报告表HC-GYPD NO:01 单位名称衢州市河川翻板闸门有限公司焊接工艺评定报告编号QZ-HC1612-25焊接工艺指导卡编号HC-161225焊接方法SMAW机械化程度(手工、半自动、全自动)手工接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度)母材:材料标准:GB3274-88钢号:Q235B类、组别号:Ⅰ-1与类、组别号Ⅰ-1相焊厚度:8㎜直径:/其他:/焊后热处理:热处理温度(℃):/保温时间(h):/保护气体:气体种类混合比流量(L/min)保护气///尾部保护气///背面保护气///填充金属:碳钢焊条焊材标准:GB/T5117-2012焊材牌号:CHT711焊材规格:Ф1.2焊缝金属厚度:8其他:/电特性:电流种类:交流极性:正极性钨极尺寸:/焊接电流(A):160焊接电压(V):36其他:/焊接位置:对接焊缝位置:平焊方向:(向上、向下)角焊缝位置:/方向:(向上、向下)技术措施:焊接速度(cm/min):/摆动或不摆动:/摆动参数:/多道焊或单道焊(每面):/多丝焊或单丝焊:/其他:/预热:预热温度(℃)/层间温度(℃)/其他/根据推荐先前提供的资料,按照图1结构画图,钝边0.5~1mm,坡口角度30~40°,间隙2~3mm。
表HC-GYPD NO:05表HC-GYPD NO:07表HC-GYPD NO:08[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]。
异种钢管道焊接施工工艺标准

异种钢管道焊接施工工艺标准1 目的为了规范公司压力管道焊接施工工艺,保证焊接质量,特制定本工艺标准。
2 适用范围本工艺标准适用于公司承接的碳钢与不锈钢、碳钢与低合金钢、碳钢与耐热钢等异种钢管道焊接施工。
焊接方法包括:钨极氩弧焊、焊条电弧焊等。
本工艺标准与下列技术条件同时使用:a)产品图样;b)有关焊接技术条件。
3 引用标准GB50236 《现场设备、工业管道焊接工程施工及验收规范》QJ/JA113.1 《一级库焊接材料管理制度》QJ/JA113.2 《二级库焊接材料管理制度》QG/JA33.01 《压力管道安装质量保证手册》《锅炉压力容器压力管道焊工考试与管理规则》4 施工准备4.1 焊工要求焊工必须预先经过焊接基本知识和操作技能培训,并按《锅炉压力容器压力管道焊工考试与管理规则》进行考试,取得相应焊接方法、钢材种类、厚度、焊缝位置的特种设备作业人员资格项目,方能上岗施焊。
4.2 机具要求4.2.1 焊接设备满足焊接工艺要求,电流表、电压表等仪表处于正常工作状态。
4.2.2 予热及热处理设备完好,性能可靠,检测仪表处于正常工作状态。
4.2.3 焊工所用的焊条保温筒、角向磨光机、刨锤、钢丝刷齐全。
4.3 材料要求4.3.1 焊接材料应有产品质量证明书,并符合相应标准的规定。
有受潮、雨淋、破损现象的焊条不得入库。
4.3.2 焊条必须在干燥通风良好的室内仓库中存放。
施工现场应配有符合要求的固定或移动焊条库。
焊条的贮存与保管按QJ/JA113.1《一级库焊接材料库管理制度》中的规定执行。
4.3.3 焊条使用前必须烘干,烘干工艺和领用要求按QJ/JA113.2《二级库焊接材料管理制度》中的规定执行。
4.3.4 焊丝使用前,应去除表面的油、锈等污物。
4.3.5 氩气纯度应不低于99.96%。
4.4 环境要求4.4.1 焊接环境出现下列任一情况时,须采用有效的防护措施,否则禁止施焊。
a)风速:氩弧焊时大于2m/s,焊条电弧焊时大于8m/s;b)焊接电弧1m范围内的相对湿度大于90%;c)雨雪环境;d)焊件温度低于-20℃;4.4.2 当焊件温度为0~-20℃时,应在始焊处100mm范围内预热到15℃以上。
焊接工艺评定报告

第2页 共4页
焊接位置: 对接焊缝的位置:管状水平固定焊(5G) 立焊的焊接方向:(向上、向下) 向上 角焊缝位置: 立焊的焊接方向:(向上、向下) /
预热: 加热方式: 电加热 最小预热温度(℃): 200℃ 最大层间温度(℃): 250℃ 预热范围: 焊缝及两侧 2cm
后热处理: 后热温度范围(℃): 保温时间范围(℃):
焊后热处理: 保温温度范围(℃): 保温时间范围(℃):
300-350℃ 2-3h
740-750℃ 2-3h
保护气体:
气体
保护气:
Ar
尾部保护气:
背面保护气:
其它:
混合比
>99.95% / / /
流量 ( L/min ) 7—12
电特性: 电流种类: 直流 焊接极性: 根焊正接,其他层反接 焊接电流范围: 65—100A 电弧电压范围: 10—24V 钨极类型及直径: 铈钨极 WC20 Φ2.5 熔滴过渡形式:不要求 送进速度范围: / 其它: /
图1
图2
接头及坡口形式:V 型对接 衬垫:不要求
焊接 焊接 层次 方法
填充金属
电流
型号
规格 安培(A) 极性
(mm)
电压 (V)
送丝速度 焊接速度 线能量 (in/min) (cm/min) (kj/cm)
根焊 GTAW ER90s-B9 Φ2.4 90—100 DCEN 10—20 N/A
5—7
10.29
/
检验截面
/
/
焊脚差(mm)
/
/
硬度检验:
试样编号
取样 位置
测试位置 测量点
HD
/
13PQR—011—7
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
操
作
技
术
手工焊:摆动- 不摆动- 每层单- 多道焊-
脉冲焊:频率赫芝,脉宽比%
其它:
焊 缝 外 观 检 查
项 目
检 查 依 据
合格标准
检查结果
报 告 号
加 强 高
GB150-1998
0-2mm
0-1mm
宽 度
每侧增宽
2-4mm
每侧增宽
2-4mm
表面缺陷
无超标缺陷
无超标缺陷
接 头探 伤
探伤标准
焊前清理或层间清理:1、坡口除油、锈、氧化皮等杂物。
2、层间除熔渣。
焊
缝
外
观
对接
焊缝
无裂纹
角焊
缝
○板一板
○管一板
○管一管
根部焊透,焊缝及热影响区无裂纹、无未熔合。两焊脚差:mm
试验评定标准:○JB4708—2000《压力容器焊接工艺评定》
熔敷金属化学成份(%):
C
S
P
Mn
Si
Cr
Ni
Mo
接头探伤要求:按JB4730—94:100%○RT ○UT ○MT ○PT 无裂纹
焊缝层次
焊接方法
填充金属
焊接电流
电弧电压
(V)
焊接速度
mm/min
牌号
直径
种类极性
电流(A)
正
SMAW
J427
Ф4.0
直、反
160-190
22-27
110-140
SMAW
J427
Ф5.0
直、反
200-230
22-28
120-150
反
SMAW
J427
Ф4.0
直、反
160-190
22-27
110-140
结论:
本评定按JB4708-2000标准规定焊接试件、检验试样、测定性能、确定试验记录正确。
评定结果:合格
审核
编制
2005.10.10
焊接工艺评定指导书
评定指导书编号
焊接方法
焊接位置
焊缝接头形式
机械化程度
SMAW
平焊
对接
接头坡口型式及尺寸:
焊层焊道布置及顺序:
母材
序号
试件
钢号
规格
类/组别号
供货状态
1
Ⅶ-1
2
板
Q235-B
500×120×10
Ⅰ-1
焊接材料
牌号
规格
烘烤温度
烘烤时间
H0Cr21Ni10
Ф2.5
A302
Ф3.2
150℃
1小时
A302
Ф4.0
150℃
1小时
预热
焊后热处理
预热温度
≥15 ℃
脱氢处理
层间温度
≥200℃
热作要求
其它
消应力处理
其它
保护气体
钨极
气体类别
混合气体组成
流量
类型
规格
焊接规范
反
SAW
H10Mn2+
HJ431
φ4.0
直反
460-520
30-36
300-340
焊 接 工 艺 评 定 报 告
2
线能量E(KJ/cm)
GTAW≤18 SMAW≤24
反面清根方法
碳弧气刨+打磨
操
作
技
术
手工焊:摆动- 不摆动- 每层单- 多道焊-
脉冲焊:频率赫芝,脉宽比%
其它:
焊 缝 外 观 检 查
项 目
直、反
200-230
22-28
120-150
技
术
措
施
线能量:W≤29.7KJ/cm
反面清根方法:碳刨+砂轮打磨
焊前清理或层间清理:1、坡口除油、锈、氧化皮等杂物。
2、层间除熔渣。
焊
缝
外
观
对接
焊缝
无裂纹
角焊
缝
○板一板
○管一板
○管一管
根部焊透,焊缝及热影响区无裂纹、无未熔合。两焊脚差:mm
试验评定标准:○JB4708—2000《压力容器焊接工艺评定》
-1994
≥27J
熔合线
金相检验
部位
组织
显微硬度
报告号
母材
焊缝
热影响区
其它检验
检查方法
焊缝化学成份分析
C
Si
Mn
P
S
Ni
Cr
Mo
结论:
本评定按JB4708-2000标准规定焊接试件、检验试样、测定性能、确定试验记录正确。
评定结果:合格
审核
编制
2005.10.10
焊接工艺评定指导书
评定指导书编号
焊接方法
J427
Ф5.0
350℃
1小时
焊剂
保护气体
钨极
类型
混合气体组成
流量
类型
规格
钍钨极
Φ2~Φ2.5
预热
焊后热处理
预热温度
层间温度
预热方式
焊态
脱氢
热作
消应力
≥15℃
≤200℃
√
焊接规范
焊缝层次
焊接方法
填充金属
焊接电流
电弧电压
(V)
焊接速度
(mm/min)
牌号
直径mm
种类极性
电流(A)
正
1
SMAW
J427
Ф4.0
SMAW
J427
Ф5.0
直、反
200-230
22-28
120-150
焊 接 工 艺 评 定 报 告
2
线能量E(KJ/cm)
GTAW≤18 SMAW≤24
反面清根方法
碳弧气刨+打磨
操
作
技
术
手工焊:摆动- 不摆动- 每层单- 多道焊-
脉冲焊:频率赫芝,脉宽比%
其它:
焊 缝 外 观 检 查
项 目
检 查 依 据
冲击
面
背
侧
焊缝
热影响区
熔合线
16MnR侧
Q235-B侧
数量
2
4
3
3
3
其它:
审核
傅洲
编制
2007.8.13
焊接工艺评定报告
1
评定编号
W—9
工艺指导书编号
P—9
焊接方法
SMAW
机械化程度
焊接位置
平焊
接头形式、坡口尺寸及焊接层次简图(右图)
母材
编号
试件
钢号
规格
类/组别号
1
板
0Cr18Ni9
500×120×10
报 告 号
σb(MPa)
JB4708-2000
≥375
498 495
σs (MPa)
弯 曲 试 验
项目
试验依据
合格标准
试验结果
报 告 号
面弯
JB4708-2000
裂纹:横向≤1.5mm
纵向≤3mm
背弯
JB4708-2000
侧弯
JB4708-2000
焊接工艺评定报告
3
冲击试验
部位
缺口型式
试验
温度
试验依据
合格标准
检查结果
报 告 号
加 强 高
GB150-1998
0-2mm
0-1mm
宽 度
每侧增宽
2-4mm
每侧增宽
2-4mm
表面缺陷
无超标缺陷
无超标缺陷
接 头 探 伤
探伤标准
探伤方法
探伤比例
合格标准
探伤结果
报 告 号
JB4730-2005
RT
100%
拉 伸 试 验
项目
试验依据
合格标准(MPa)
试验结果(MPa)
其它
接头机械性能合格标准:
JB4708—2000 GB6654-1996
拉力试验
冲击试验
冷弯
δb(MPa)
δS(MPa)
部位
缺口型式
试验温度
合格标准Akv(J)
弯心
直径
弯曲
角度
≥375
焊缝
V型
常温
≥27
D=4S
a=180゜
热影
响区
V型
16MnR侧
0℃
≥27
Q235-B侧
常温
≥27
熔合线
试验
项目
拉伸
弯曲
GTAW
H0Cr21Ni10
Ф2.5
直、正
80-110
20-22
90-110
2—表
SMAW
A302
Ф3.2
直、反
80-110
20-25
100-120
SMAW
A302
Ф4.0
直、反
80-110
20-27
110-130
焊 接 工 艺 评 定 报 告
2
线能量E(KJ/cm)
GTAW≤18SMAW≤24
反面清根方法
机械化程度
焊接位置
平焊
接头形式、坡口尺寸及焊接层次简图(右图)
母材
编号
试件
钢号
规格
类/组别号
1
板
0Cr18Ni9
500×120×10
Ⅶ-1
2
板
Q235-B
500×120×10