高精密转台标定方法研究
数控机床工作台的定位精度检测与调整技巧

数控机床工作台的定位精度检测与调整技巧数控机床工作台是现代制造业中不可或缺的重要设备,其定位精度直接关系到加工零件的质量和精度。
本文将为大家介绍数控机床工作台的定位精度检测与调整技巧。
一、定位精度检测方法1. 平面定位精度检测:将工作台移动到机床最大行程的两端,将测量时的测头放置在工作台上,并对两个端点进行平面度测量。
根据测量结果,计算平均偏差,以评估工作台的平面定位精度。
2. 垂直定位精度检测:将工作台移动到最高点或最低点,将测量时的测头放置在工作台上,并对工作台进行垂直度测量。
根据测量结果,计算垂直度偏差,以评估工作台的垂直定位精度。
3. 水平定位精度检测:将工作台移动到机床最大行程的两端,将测量时的测头放置在工作台上,并对两个端点进行水平度测量。
根据测量结果,计算平均偏差,以评估工作台的水平定位精度。
4. 位移重复性检测:将工作台移动到同一个位置,并多次测量工作台的定位偏差。
根据测量结果,计算位移重复性误差,以评估工作台的定位精度。
二、定位精度调整技巧1. 调整导轨与滑块:导轨与滑块是数控机床工作台的关键部件,直接影响着定位精度。
通过调整导轨与滑块之间的间隙,减小摩擦力,可以提高定位精度。
调整时需仔细测量每个位置的间隙,并确保在规定范围内。
2. 调整传动系统:传动系统的精度也是影响工作台定位精度的重要因素。
可以通过调整传动装置的齿轮啮合间隙、传动带的张力以及传动链条的松紧度来提高定位精度。
3. 检查并更换磨损部件:长时间使用后,机床工作台的关键部件可能会出现磨损,导致定位精度下降。
及时检查并更换磨损的部件,可以恢复工作台的定位精度。
4. 调整液压系统:液压系统的稳定性对工作台的定位精度有重要影响。
可以通过调整液压泵的工作压力、检查液压缸的密封状况,保证液压系统的正常工作,提高工作台的定位精度。
5. 关注温度变化:温度变化也会对工作台的定位精度造成影响。
数控机床工作台应放置在稳定的温度环境中,并定期检查温度变化对定位精度的影响,必要时进行调整或采取温度补偿措施。
高精度测绘仪校准与定标的步骤和要点

高精度测绘仪校准与定标的步骤和要点引言:随着科技的发展,测绘仪的应用范围变得越来越广泛。
高精度测绘仪的准确性对于测绘工作的质量至关重要。
因此,进行测绘仪的校准与定标显得尤为重要。
本文将介绍高精度测绘仪校准与定标的步骤和要点,以助于从事相关工作的人员理解和实践。
一、校准与定标的概念和意义校准和定标是测绘仪器保持其准确性和可靠性的重要手段。
校准是通过与已知准确度的基准仪器进行比较来确定测绘仪的误差,并进行相应的修正。
而定标则是将校准结果转化为能够直接应用于实际测量的具体参数。
二、校准与定标的步骤1. 准备工作:首先,应确保校准过程中的环境稳定,避免因外界因素对测绘仪的影响。
另外,需要对校准仪器和标准器进行检查和维护,保证其正常工作状态。
2. 选择校准方法:根据测绘仪的类型和规格,选择合适的校准方法。
常见的校准方法包括零点校准、比率校准、多项式校准等。
根据实际情况,也可以结合多种校准方法进行综合校准。
3. 测量数据采集:进行校准的关键是准确地采集测量数据。
根据所选的校准方法,在不同的工作状态下,对测绘仪进行一系列的测量,记录下相应的数据。
4. 数据处理与分析:根据采集到的数据,进行数据处理和分析,得到校准结果。
常见的处理方法包括拟合曲线、计算测量误差等。
5. 误差评估与修正:根据校准结果,对仪器的误差进行评估,并采取相应的措施进行修正。
修正的方法可以包括调整仪器内部参数、更换损坏部件等。
三、校准与定标的要点1. 选择合适的标准器:标准器的准确性和稳定性对校准结果有重要影响。
应选择具有较高精度、较低漂移的标准器进行校准。
2. 校准数据的采集:采集校准数据应尽可能多地涵盖测绘仪的各种工作状态和测量范围,以保证校准结果的全面性和准确性。
3. 数据处理方法的选择:根据采集到的数据特点,选择合适的数据处理方法进行分析。
对于非线性误差,可以采用多项式拟合等方法进行处理。
4. 校准周期的确定:根据测绘工作的需求和实际情况,确定测绘仪的校准周期。
高精密转台技术指标

高精密转台技术指标转台技术在现代工业和科研领域中扮演着重要的角色,尤其在精密加工、测量和实验研究等领域中的应用越来越广泛。
为了满足不同应用需求,高精密转台技术的提升和发展成为了研究的热点。
本文将介绍高精密转台技术的几个关键指标,以期帮助读者更好地了解和选择适合自己需求的转台设备。
首先,转台的定位精度是衡量转台技术性能的一个重要指标。
定位精度是指转台在旋转过程中的位置控制误差,一般以角度为单位。
高精密转台的定位精度要求较高,一般在几个角秒到几个角分的范围内。
这要求转台具备稳定的控制系统、高精度的编码器和准确的位置反馈机制。
其次,转台的重复定位精度也是一个重要的技术指标。
重复定位精度是指转台在多次旋转中,返回同一个位置的能力。
高精密转台的重复定位精度要求较高,一般在几个角秒的范围内。
这要求转台具备良好的稳定性和抗干扰性能,以及高精度的位置反馈和控制算法。
另外,转台的速度范围和速度稳定性也是需要考虑的指标。
转台的速度范围是指转台能够达到的最大旋转速度和最小旋转速度之间的范围。
速度稳定性是指转台在旋转过程中能够保持稳定的旋转速度。
高精密转台一般要求有较宽的速度范围和较高的速度稳定性,以适应不同的应用需求。
此外,转台的载荷能力也是一个重要的指标。
载荷能力是指转台能够承受的最大负荷,一般以质量为单位。
高精密转台要求具备较高的载荷能力,可以承受较大的工件或测量装置。
这要求转台具备坚固的结构设计和稳定的驱动系统。
最后,转台的机械稳定性和抗干扰性也是需要关注的指标。
机械稳定性是指转台在旋转过程中能够保持稳定的结构和运动状态。
抗干扰性是指转台能够抵抗外界震动、振动和其他干扰因素的能力。
高精密转台要求具备较好的机械稳定性和抗干扰性,以确保准确的定位和稳定的运动。
综上所述,高精密转台技术指标包括定位精度、重复定位精度、速度范围和速度稳定性、载荷能力以及机械稳定性和抗干扰性。
在选择转台设备时,需要根据具体应用需求来衡量这些指标,并选择适合的转台设备。
高精度转台控制系统的研制及应用
高精度转台控制系统的研制及应用【摘要】本文提出了高精度转台控制系统的详细设计方法,试验结果验证所研制的转台控制系统运行稳定,功能完善,精度达到±0.002°,满足了相关测试需求。
【关键词】目标定位转台;定位精度;PMAC技术;冗余控制;RCS1.引言随着隐身战机的出现,飞机的隐身性能已经成为衡量战机综合性能的重要指标之一,我们通常对飞机的雷达散射截面(RCS)进行测量,来获取这一指标,用以评估飞机在未来战争中的生存能力。
室外RCS测试平台包含:测试场地、天线系统、测量系统及目标定位转台系统四个部分,其中目标定位转台在室外RCS测试平台中占有相当重要的位置,主要承担测试过程中的目标架设、转动、远程通讯及高精度目标定位等功能,为外场RCS测试、成像诊断测试提供精确的角度对应,因此,对转台的控制特性提出了较高的要求。
2.控制系统的功能、指标要求2.1 功能指标⑴实现SLEW模式、TRACK模式、SECTOR模式、DIRECT模式下转台水平旋转的控制功能;⑵具备俯仰、横滚姿态调节功能;⑶具备TTL脉冲输出功能;⑷具备IE488、RS232、以太网及光纤通讯功能。
2.2 技术指标⑴转台定位精度≤0.005°;⑵系统连续、稳定工作时间≥15小时,且性能满足指标要求;⑶系统工作的环境温度:-10℃~+60℃;保存温度:-20℃~+70℃;相对湿度:20%~95%。
3.基于PMAC技术控制系统的设计综上所述,转台控制系统的设计由以下四个方面组成:3.1 高精度控制系统的设计及研制该控制系统由PCM-4381控制计算机、ARM微处理器、C8051F040单片机、PMAC多轴运动控制卡组成,构成多层次、多处理器的复杂控制系统。
系统各计算单元之间通过CAN总线传递信息,并互相监测,实现对转台安全可靠的控制。
同时该系统主要包括以下三项功能:(1)运动轨迹规划;(2)多处理系统的管理;(3)便捷的人机操作模式。
高精度转速标准装置的准确度探究

/ 2 , ( ) 一转速标准i 贝 0 量仪指示转速值的不确定 度分
量, r / m i n 。
灵 敏 系 数 : c ( ) = 券= 1 , c r m ) = = 一 1
因而 : ( e ) = =“ ( r s ) +M ( r m ) 又 由于 : r s r m ( 3 )
式中 : t 一设 定采 样 时 间或 周 期所 相 当 的时 间 , 最 短
1 . 4 . 1 由转速测量值的重复性引人的不确定度 ( r s 1 ) , 属
《 计量s溺试技 术》 2 0 1 3年 第 4 o卷 第 8期
为 1 s ; 一 时标脉 冲 的周期 , 7 1 o = 4 0 n s 。 自由度 为 : ( r s ) 一o o 1 . 4 . 4 转速标 准 装 置受 内置 标 准频 率 源 频标 偏 移 等 系 统 效应 的影 响而 引入 的相对标 准不确 定度 分量 ( r s ) ,
郑 永 杰
( 福建省泉州市计量所 , 福建 泉州 3 6 2 0 0 0 )
摘 要: 本文初步就高精度转 速标准装置的准确度进行分析与验证 。 为从事转速测量 和计量检测的人员提供参考。
关键词 : 转速标准装置 ; 测量不确定度; 准确度等级
1 高 精度 转速 标准 装置 的准确 度分 析 1 . 1 测量 方 法 ( 依据 J J G 3 2 6— 2 0 0 6 )
式中: ( r 『 , 1 ) 一被检转速标准装置指示转速值 的相
对不 确定 度 分量 , %;
( r s ) 一转速标准测量仪指示转速值的相对不确定
度分 量 , %。 1 . 4 计 算分 量不 确定 度
高精度测量设备的标定与校准方法研究
高精度测量设备的标定与校准方法研究导言高精度测量设备的标定与校准是保证测量结果准确性和可靠性的重要环节。
随着科学技术的发展,精度要求越来越高的测量设备也越来越普及。
本文将探讨高精度测量设备的标定与校准方法的研究。
一、标定和校准的概念在开始讨论高精度测量设备的标定与校准方法之前,我们首先需要明确标定和校准的概念。
标定是指通过对测量设备进行实验和比较,建立设备输出与被测量特征之间的关系。
而校准是指通过对测量设备进行调整和修正,使其输出符合事先确定的标准值。
二、标定方法的研究高精度测量设备的标定方法研究是保证测量结果准确性的重要前提。
常用的标定方法包括自校准、外校准和基准校准。
自校准是指利用设备自身的特征信息进行标定。
例如,通过对设备进行内部传感器的校准,并结合设备内部算法对输出进行修正,可以提高设备的测量精度。
外校准是指通过与其他已知准确度的设备进行比较和校正。
例如,通过与国家标准设备进行对比,确定测量设备的误差并进行修正,从而提高设备的精度。
基准校准是指利用国家或国际标准进行设备标定。
通过将设备与已知准确度的基准设备进行比较,并进行修正,可以获得高精度的测量结果。
三、校准方法的研究高精度测量设备的校准方法研究是保证测量结果可靠性的关键环节。
常用的校准方法包括预校准、后校准和现场校准。
预校准是指在设备出厂前对设备进行校准。
通过在设备制造过程中加入校准装置,可以提前对设备进行校准,从而减少现场校准的工作量。
后校准是指在设备投入使用后对设备进行校准。
通过采用稳定可靠的校准方法,对设备进行周期性校准,可以保证设备的测量结果始终符合要求。
现场校准是指在设备使用现场对设备进行校准。
由于设备在使用过程中可能会受到环境因素的影响,现场校准可以及时发现并修正设备的误差,确保测量结果的准确性。
四、标定与校准的技术手段高精度测量设备的标定与校准方法的研究离不开先进的技术手段。
随着科学技术的发展,诸如激光干涉仪、全站仪、光学测量仪等高精度测量设备已经成为标定与校准的重要工具。
双伺服工作台高定位精度技术的研究_洪程东
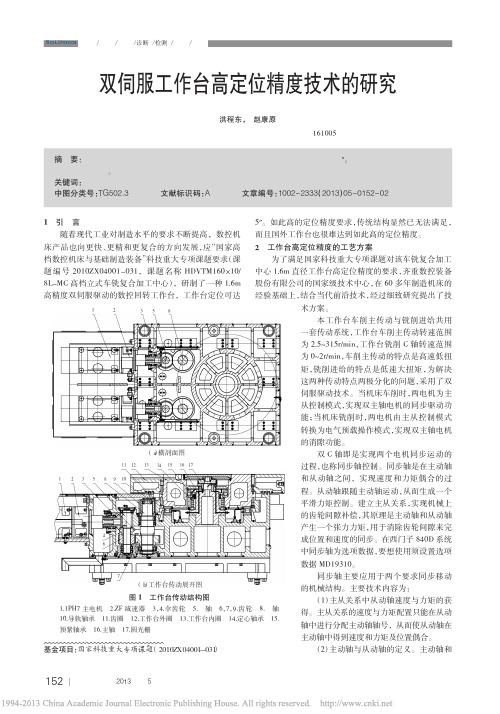
基金项目:国家科技重大专项课题(2010ZX04001-031)!!!!!!!!!!!!!!!!双伺服工作台高定位精度技术的研究洪程东,赵康原(齐重数控装备股份有限公司,黑龙江齐齐哈尔161005)1引言随着现代工业对制造水平的要求不断提高,数控机床产品也向更快、更精和更复合的方向发展,应“国家高档数控机床与基础制造装备”科技重大专项课题要求(课题编号2010ZX04001-031,课题名称HDVTM160×10/8L-MC 高档立式车铣复合加工中心),研制了一种1.6m 高精度双伺服驱动的数控回转工作台,工作台定位可达5″。
如此高的定位精度要求,传统结构显然已无法满足,而且国外工作台也很难达到如此高的定位精度。
2工作台高定位精度的工艺方案为了满足国家科技重大专项课题对该车铣复合加工中心1.6m 直径工作台高定位精度的要求,齐重数控装备股份有限公司的国家级技术中心,在60多年制造机床的经验基础上,结合当代前沿技术,经过细致研究提出了技术方案。
本工作台车削主传动与铣削进给共用一套传动系统,工作台车削主传动转速范围为2.5~315r/min ,工作台铣削C 轴转速范围为0~2r/min ,车削主传动的特点是高速低扭矩,铣削进给的特点是低速大扭矩,为解决这两种传动特点两极分化的问题,采用了双伺服驱动技术。
当机床车削时,两电机为主从控制模式,实现双主轴电机的同步驱动功能;当机床铣削时,两电机由主从控制模式转换为电气预载操作模式,实现双主轴电机的消隙功能。
双C 轴即是实现两个电机同步运动的过程,也称同步轴控制。
同步轴是在主动轴和从动轴之间,实现速度和力矩偶合的过程。
从动轴跟随主动轴运动,从而生成一个平滑力矩控制。
建立主从关系,实现机械上的齿轮间隙补偿,其原理是主动轴和从动轴产生一个张力力矩,用于消除齿轮间隙来完成位置和速度的同步。
在西门子840D 系统中同步轴为选项数据,要想使用须设置选项数据MD19310。
高精度系统的测量和标定技术研究

高精度系统的测量和标定技术研究引言高精度系统测量和标定技术是现代工业生产中不可或缺的技术手段,它广泛应用于微电子、精密机械制造、航空航天、医疗、科学研究等各个领域。
高精度系统测量和标定技术的精准度直接关系到产品的质量和产能的提高,因此,这一领域的研究和应用一直是工程技术人员所关注的焦点。
一、高精度系统测量技术的原理高精度系统的测量技术是建立在精密测量仪器的基础上,采用不同的物理量测量方式,如光学、机械、电子、声学等。
测量的核心思想是采集物体变化的数据,并把数据传递给测量设备,再通过数据处理分析,得到最终的结果。
光学测量技术应用广泛,主要包括三角定位、光栅测量、激光干涉等。
三角定位精度较低,主要用于测量较大尺寸的物体。
光栅测量比三角定位精度更高,可用于测量小尺寸的物品。
而激光干涉技术是当前应用最广泛的高精度测量技术之一,它具有精度高、非接触、快速、无污染等特点。
机械测量技术主要用于测量标准重要也就是长度,包括卡尺、游标卡尺、外径卡尺、螺纹卡尺等。
机械测量技术的精度取决于测量精度和使用者的经验,相对来说比较容易操作,但遇到高精度测量时,精度往往不够。
电子测量技术主要包括电子天平、电子尺、电位计、压力传感器等。
电子测量技术具有现场测量和数值化处理的优势,使用范围广,但不耐高磁场和较差的温度条件。
声学测量技术主要是以声波、超声波等进行测量,包括超声波测量、声速测量、共振测量等。
声学测量技术具有非接触、高速度、低成本等特点,但对环境影响较大,只能应用于特定环境。
二、高精度系统标定技术的方法高精度系统标定技术的核心是通过标定方法将系统误差纳入计算范围,减小测量误差,从而达到提高测量精度的目的。
标定技术的选择应该根据具体的测量对象、测量系统和所需要的精度等等。
常见的高精度系统标定技术主要包括:基础标定法、全局标定法、局部标定法、增量标定法、多点标定法、简化模型标定法等。
基础标定法是最传统的一种标定方法,它实际上就是已知某一标准物体的大小或几何形状,然后再将被测的物体与标准物体相比较,计算出两者的误差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(7)
其中,D=[d...d]′;得到 4 个未知数、n+1 个方程的方程组,属
*
于超定线性方程组,没有通常意义下的解,可以求 v3 使:
2
2
min *
v3 ∈R
D-M1 v3
=
2
*
D-M1 v3
*
2
*
如果使上式成立的 v3 ∈Rn 存在,称 v3 为超定方程组(7)的最
小二乘解。采用特征值法[5]求解该最小二乘解,在 a2+b2+c2=1 的条
反射镜接收光的范围为±50°锥角,即:-50°燮σ燮50° (3)
竖直方向测量角度为(± 45)°,即:(-45)°燮ξ燮45°即:l叟1.4m(4)
激光跟踪仪的测量空间在(2.5×5×10)m 的范围内,即:
l+r×(1-
cos准)燮5m,2×r×sin
准 2
燮2.5m
(5)(6)
在满足(3)~(6)的约束条件下,代入(2)式求 γ、l 使 准 的取
量,表示反射镜可接收光的圆锥的高向量,假设反射镜跟随转台
运动至 M,则 MN 为激光的入射光:σ=arccos
軑M軑N·a軆 軑M軑N · a軆
(2)
其中,a軆 =(sin准cosγ,cosγcos准,sinγ);
M軑軑N =(- rsin准,l+(r 1- cos准),h);h=1.4m,r=2.14m;
可能大的圆弧范围,可优化的参数为激光跟踪仪与反射镜的距离
l 以及反射镜的姿态角 α、β、γ。建立模型,如图 3 所示。求解该最
优问题。以转台圆心为坐标原点 O,以转台平面法线为 Z 轴,以
OQ 为 Y 轴,X 轴按右手准则确定,建立转台坐标系;将反射镜放
在转台边缘,其距离圆心的距离即转台半径 r,反射镜中心与激光
Z α
70 l=5m
60
50
40
30
20
l=4m l=3m
l=2m l=1.4m
10
0
0
20
40
60
80
100
γ°
图 4 γ、准、l 的关系
β
Fig.4 The relationship of γ、准、l
Y
2.2 数据处理
Xγ 图 2 TBR 反射球 Fig.2 TBR reflector
由于现场条件限制了激光跟踪仪的高度位置,为了获得尽
传统的拟合圆的误差模型为:
n
2
Σ 姨 SS(a,b,r)= i=1
軆(xi
2
-a)
+(yi
2
-b)
-r
軆
SS 的最小值即模型的解,但是由于模型的非线性,需要求解
非线性方程组,因此 Ka觷sa[7]将模型修改为:
No.4
Apr.2012
机械设计与制造
3
偏差 偏差
n
Σ2
2 22
SSK(a,b,r)= ((xi -a) +(yi -b) - r )
PENG Si,YANG Xiang-dong,WU Liao,CHEN Ken
(Department of Precision Instruments & Mechanology,Tsinghua University,Beijing 100084,China)
【摘 要】针对特定情况下高精密大型转台定位精度的标定问题,提出了一种采用激光跟踪仪标定的 方法,首先分析影响标定方法精度的因素,通过优化测量参数及采样策略,建立基于激光跟踪仪的最优标 定系统,拟合激光跟踪仪测得点所在的三维平面,通过坐标变换将测量点转换到二维平面上,拟合转换后 的数据得到圆心坐标,最后计算相邻测量点与圆心连线的夹角,与理论值进行比较,从而确定转台的定位 精度。实验表明,标定系统的精度满足要求。该标定方法简单可靠,提高了高精密大型转台的标定效率。
件下,利用求极值的拉格朗日乘数法组成函数:
Σ2
2 22
f= (axi +byi +czi -d) - λ(a +b +c - 1)
(8)
i
对式(8)中 a,b,c,d 分别求导,令其导数为 0,得到 4 个方
程,将问题转换为系数矩阵特征值及特征向量的求解问题。最小
*
特征值对应的特征向量即 v3 。
步骤 2:计算旋转矩阵
转台
激光跟踪 仪反射镜
激光跟踪 仪激光
激光跟踪仪
直仪以及激光干涉仪和平面镜等标定方法。这些方法不但操作复 杂、效率低,而且都需要将多面棱镜等光学元件通过分度齿盘安装
激光跟踪仪 数据线缆
在主轴上,但是有些特殊场合棱镜无法安装或者安装十分困难,如 大型转台,在主轴上安装元件十分复杂,难以保证安装精度,且成本 高。因此这些方法有局限性。激光跟踪仪作为一种大尺寸测量仪器, 具有精度高、操作简单、便携、快速等优点,在机械制造、设备装配和 产品检测等领域得到越来越广泛的应用。
第4期
机械设计与制造
2012 年 4 月
Machinery Design & Manufacture
1
文章编号:1001-3997(2012)04-0001-03
设
高精密转台标定方法研究
计
与
计
彭 思 杨向东 吴 聊 陈 恳
算
(清华大学 精密仪器与机械学系,北京 100084)
Calibration method research for high precision turntable
i=1
可以避免求解非线性方程。
(9)
采用 Ka觷sa 的方法拟合圆心,最后根据余弦定理求解夹角:
姨 姨 姨 (a-xi)(a-xi+1)+(b-yi)(b-yi+1)
θi =arccos
2
2
(xi+1 -xi) +(yi+1 -yi)
其中 1燮i燮n-1;最后分析{θ1 θ2 … θn-1}的概率分布,评价
2.1.2 圆心拟合算法的精度
采样角度范围小于 30°时圆心偏差尤为明显[4],增大采样角 度有助于提高拟合精度,但是激光跟踪仪的跟踪头和反射镜限制
了测量范围。跟踪头在水平方向测量范围为 360°,竖直方向测量 角度为(±45)°;反射镜采用 TBR 玻璃棱镜,其体积小、便携、接收 激光范围为(±50)°锥角,外形如图 2 所示。
x y z 叟
叟
叟 叟
1
1
1
叟 叟
假设根据前面的标定方法测量的数据为:M1
=
x叟
叟2 叟
y2
z2
叟 叟 叟
叟
叟
x y z 叟
叟
叟
叟
叟n n n 叟
由于激光跟踪仪的测量坐标系和转台坐标系不一致,因此
得到的转台平面的数据,位于测量坐标系内的三维平面的圆弧
上。为了计算测量点与圆心连线的夹角,首先拟合测量数据得到
将设计基于激光跟踪仪的转台定位精度标定系统,建立其标 定模型,基于该模型优化其标定参数和采样策略,利用优化后的模 型进行标定,通过拟合等数据处理方法处理标定的数据,最后利用 统计学方法分析数据,验证转台的定位精度是否满足精度要求。
2 标定方法的设计
2.1 基于激光跟踪仪的标定方法
激光跟踪仪的工作原理,如图 1 所示。是在测量目标点上安置
其所在三维平面,通过坐标变换将测量点坐标转换到二维平面
上,在二维平面上拟合圆然后计算夹角,具体的步骤如下:
步骤 1:特征值法求平面法向量
假设平面方程为:ax+by+cz=d;
则平面单位法向量为:v3=[a b c]′;
2 22
其中,a +b +c =1,d—坐标原点至平面的距离,d叟0。
由平面方程可知:M1 v3 =D
感应同步器
感应同步器 信号线缆
控制器
计算机
感应同步器 触发测试信号线缆
图 1 标定系统原理图 Fig.1 Schematic diagram of calibration system
2.1.1 测量数据的精度
测量数据的精度由激光跟踪仪保证,系统采用 Leica 激光跟
踪仪 AT901-LR,厂方提供了在(2.5×5×10)m 的范围内的综合测
z *
v3
xyz111
zxy222
… … …
zxynnn
值范围最大。改变 l、γ 的取值,得到 γ、l、准 的关系,如图 4 所示。 可见 l 越大,准 越大。但是由式 2 可知,激光跟踪仪的测量精
度与测量距离有关,l 越大,测量数据精度越低。当 l 为 1.4m,γ 为 55°时,测量范围 准 达到 45°,测量范围大于 30°,满足拟合圆的要 求,因此取 l 为 1.4m,γ 为 46°。
中图分类号:TH16,TP216 文献标识码:A
1 引言
在国防领域,高精度转台常用于测试某些对象的重要参数,因 此实现其定位误差的标定是目前科研生产中急需解决的问题。高精 度转台通过闭环控制系统,采用旋转变压器、多极感应同步器、自整 角机等作为角度传感器,配合辅助的信号处理电路实现高精度的定 位。标定的目的是检测转台系统的定位精度是否满足系统的精度指 标。目前转台标定的方法主要包括:光自准直仪和多面棱镜标定[1]、 激光结合光电接收器取代光自准直仪[2]、高速线阵 CCD 取代光自准
关键词:激光跟踪仪;定位精度;标定 【Abstract】A calibration method using laser tracker is proposed to calibrate the positioning accuracy of high precision turntable.First,the factors affecting the calibration precision were analyzed,and then the opti- mized calibration system was built based on the optimization of measurement parameters and sampling strate- gy.The measuring points by Laser tracker, which had been fitted into 3-D plane,were transformed from 3-D plane to 2-D plane,so that the center of the turntable was obtained through circle fitting.Finally,the angles of adjacent lines from measuring points to center were calculated and compared with theoretical value to identify the positioning accuracy of the turntable.Experimental results demonstrated that the calibration system im - proved the calibration efficiency of high precision turntable with its simplicity and reliability in calibration. Key words:Laser Tracker;Positioning accuracy;Calibration