一次配线工艺守则
一次配线工艺守则

一次配线工艺守那么文件号:ZH/QE-C08-01版本:A/0 受控:日期:日期:日期:2021 -3-26 发布 2021 -3-26 实施文件修订记录一、目的对上下压成套开关设备和控制设备等产品中一次绝缘导线及母排的配制,说明其使用材料及辅助材料,使用工具,使用设备,工艺准备、工艺过程、工艺要求等。
二、范围本守那么适用于公司高、低压成套开关设备和控制设备中矩形母线、绝缘导线的装配。
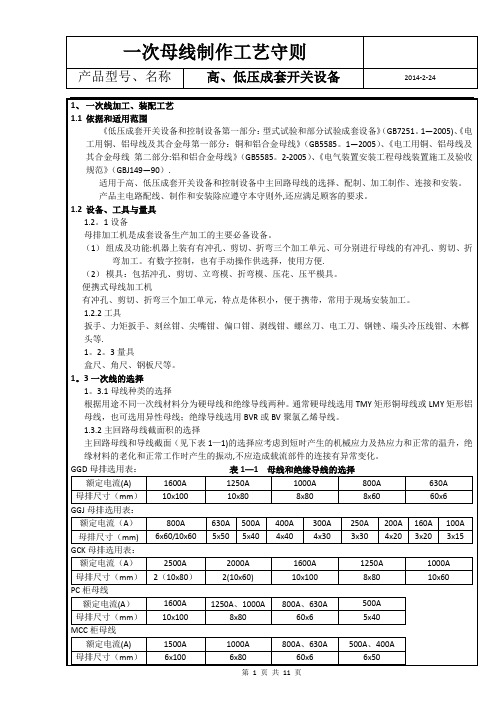
三、标准性引用文件1、?2—2021〕2、—2005〕3、—2005〕4、?电气装置安装工程母线装置施工及验收标准?〔GBJ149—90〕5、?低压成套开关设备和控制设备第3局部:对非专业人员可进入场地的低压成套开关设备和控制设备配电板的特殊要求?〔〕四、设备、工具与量具1、设备:成套母排加工机〔含冲孔、剪切、立弯模、折弯模、压花、压平模具等〕。
母线加工机主要参数如下表:2、便携式母线加工机有冲孔、剪切、折弯三个加工单元,特点是体积小,便于携带,常用于现场安装加工。
3、工具板手、力矩板手、刻丝钳、尖嘴钳、偏口钳、剥线钳、螺丝刀、电工刀、钢锉、端头冷压线钳、木榔头。
4、量具盒尺、角尺、钢板尺等。
五、线的选择1、我公司根据用途不同一次线材料分为硬母线和绝缘导线两种。
硬母线选用TMY矩形铜母线或LMY矩形铝母线,也可选用异型母线;绝缘导线选用BVR或BV聚氯乙烯导线。
2、主回路母线截面的选择主回路母线的选择根据图纸要求确定,当图纸没有标明规格时,根据线路容量在工艺文件的“导线载流量表〞中查找即可。
3、中性线〔N〕、PEN及保护导体〔PE〕截面的选择“中性线〔N〕、PEN及保护导体〔PE〕截面的选择〞要求如下表:保护导体的截面积〔PE、PEN〕六、母线加工及安装1、下料母线要求平直,母线不得有明显的锤痕,凹坑等缺陷。
母排下料一般用剪切机切断,母排在下料前或下料后应进展校正,用母排较平机对母排校正、校直。
〔1〕断口处直角度偏差按表1-1〔a〕的规定。
一次母线制作工艺守则
相别
垂直
水平排列
前后排列
相位标志颜色
A
上
左
远
黄
B
中
中
中
绿
C
下
右
近
红
N中性线
再下
再右
再近
淡蓝
PE接地线
最下
最右
最近
黄绿相间
注:(1)分段柜,母联柜及装有特殊母线电器设备的柜,按相序号排列,造成配制困难时,
可不按本规定。
(2)接地母线为黄绿双色。
4.8 安装
4。8。1安装前应检查用于搭接的元件、接地装置的接触面。必须平整清洁,不应有流漆、黄锈、沾油及其他杂物.
(2)模具:包括冲孔、剪切、立弯模、折弯模、压花、压平模具。
便携式母线加工机
有冲孔、剪切、折弯三个加工单元,特点是体积小,便于携带,常用于现场安装加工。
1.2.2工具
扳手、力矩扳手、刻丝钳、尖嘴钳、偏口钳、剥线钳、螺丝刀、电工刀、钢锉、端头冷压线钳、木榔头等.
1。2。3量具
盒尺、角尺、钢板尺等。
1。3一次线的选择
4。4。2弯曲母线时,为防止母线脆裂,弯曲部位可局部加热,加热温度不超过表5。
4。4。3弯曲后的母线表面要平整,没有裂纹、起皱现象。弯曲后母线的弯曲处和各种母线搭接处及母线支撑应有20mm以上距离。
4.4。4同一回路三相母线的立弯、平弯、扭弯的起止点应平齐。做到曲角统一,达到顺序一致或对称一致。
4.4。5双根母线弯制时,应考虑母线间留有一个材料厚的间隙.
4。8.8安装母线时,螺栓两端各加一个加厚垫圈,垫圈凹心面,面向母线,加弹簧垫圈后用螺母旋紧,直到弹簧垫圈压平,再旋进0.5~1牙,紧固后的螺栓尾部应露出2~5牙。
电气控制柜一次回路布线规范
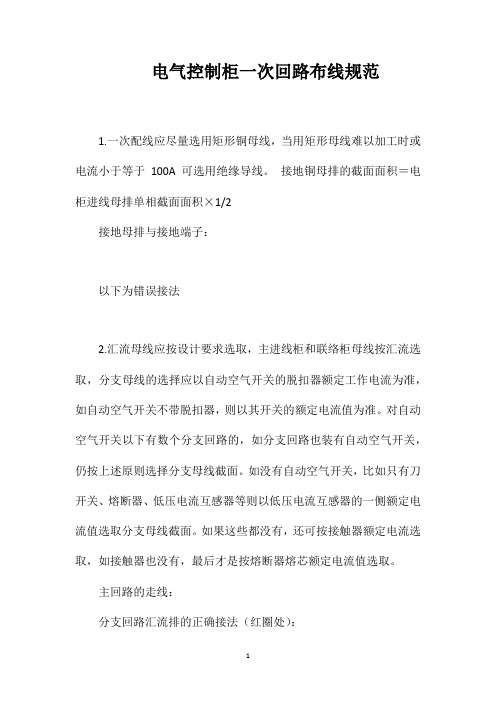
电气控制柜一次回路布线规范1.一次配线应尽量选用矩形铜母线,当用矩形母线难以加工时或电流小于等于100A 可选用绝缘导线。
接地铜母排的截面面积=电柜进线母排单相截面面积×1/2接地母排与接地端子:以下为错误接法2.汇流母线应按设计要求选取,主进线柜和联络柜母线按汇流选取,分支母线的选择应以自动空气开关的脱扣器额定工作电流为准,如自动空气开关不带脱扣器,则以其开关的额定电流值为准。
对自动空气开关以下有数个分支回路的,如分支回路也装有自动空气开关,仍按上述原则选择分支母线截面。
如没有自动空气开关,比如只有刀开关、熔断器、低压电流互感器等则以低压电流互感器的一侧额定电流值选取分支母线截面。
如果这些都没有,还可按接触器额定电流选取,如接触器也没有,最后才是按熔断器熔芯额定电流值选取。
主回路的走线:分支回路汇流排的正确接法(红圈处):分支回路的汇流排的错误接法(红圈处)。
3.铜母线载流量选择需查询有关文档,聚氯乙烯绝缘导线在线槽中,或导线成束状走行时,或防护等级较高时应适当考虑裕量。
以下为错误接法:4.母线应避开飞弧区域。
5.当交流主电路穿越形成闭合磁路的金属框架时,三相母线应在同一框孔中穿过。
接线不规范,必须把进入线槽的大电缆外层都剥开,把所有导线压进线槽6.电缆与柜体金属有摩擦时,需加橡胶垫圈以保护电缆。
以下为错误接法。
7.电缆连接在面板和门板上时,需要加塑料管和安装线槽。
柜体出线部分为防止锋利的边缘割伤绝缘层,必须加塑料护套。
以下为错误接法正确接法柜体与柜门之间的走线,必须加护套,否则容易损坏绝缘层柜门没有接地柜门走线必须加线槽8. 柜体内任意两个金属零部件通过螺钉连接时如有绝缘层均应采用相应规格的接地垫圈, 并注意将垫圈齿面接触零件表面,以保证保护电路的连续性。
9. 当需要外部接线时,其接线端子及元件接点距结构底部距离不得小于200mm,且应为连接电缆提供必要的空间10.提高柜体屏蔽功能,如需要外部接线,出线时,需加电磁屏蔽衬垫,柜体孔缝要求为求缝长或孔径小于λ/ (10~100)。
低压成套设备一次线工艺守则.doc

6.3、根据产品型式,备齐所需要的材料及辅助材料、辅件、附件等。
7、工艺过程。
7.1、母线选用原则:
7.1.1、按图纸要求的规格备料。
7.1.2、图纸上无规格要求的,回路按该回路所有电器组件额定电流值中最小电流值选用母线,(自动空气开关取整定电流值,熔断器取熔体电流值,热继电器取整定电流范围最大值),所选母线允许载流值应大于此值。
3.1.2、硬铜矩形母线 TMY 3.1.3、硬铝矩形母线 LMY
3.1.4、聚氯乙烯带 (黄色、绿色、红色)
3.1.5、紧固件(螺柱、螺栓、螺杆、螺母、垫圈、弹簧垫圈等)。
3.1.6、铜制冷压接端头(经过镀锡处理)
3.1.7、母线绝缘框。
3.1.8、绝缘子。
3.2、辅助材料:
3.2.1、酚醛调合漆(黑色、黄色、绿色、红色)
4.2、钳工工具:
台虎钳、铝扁锉、半圆锉、圆锉、钢锯、麻花钻头、中心钻、划针、样冲。
4.3、量具:
钢卷尺、钢直尺、角尺、塞尺。
5.使用设备。
折弯机、多功能剪切机、台式砂轮机、台式抛光机、台式钻床、冲床、电阻炉(2000W)、钻孔模。
6、工艺准备。
6.1、根据图纸、生产规范书检查装配工序所装配的电器组件的型号、规格是否正确,辅件、附件是否缺少,组件有无合格证标记,否则,返回装配工序。
3.2.2、导电膏TDI。
3.2.3、锡。
文件名称:一次布线工艺要求Fra bibliotek文件编号:
3C-WI-003
版本:
A
3.2.4、聚氯乙烯缠绕管。
3.2.5、线夹。
4、使用工具。
一次配线工作规范
一次配线工作规范
1、导线截面积要按图纸或工艺文件要求选择,一次回路导线最小截面积不小于2.5mm2。
2、导线颜色:A相黄色,B相绿色,C相红色,中性线(N)淡蓝,接地线(PE)黄绿双色。
3、根据元器件的安装位置、敷设走向,计算出每根导线的长度,下线时留有40~50mm的余量。
4、根据不同的线径选取剥线钳,剥线时不能损伤线芯,露出线芯的长度应略大于铜压接头套管部分长度的2~3mm。
5、导线截面积大于6mm2应用液压钳压接,压接后端头不得
松动,压接端头表面不应有毛刺、裂纹。
6、每个端子的接点上只允许接一根线,特殊情况可接两根线,但必须采取措施保证连接可靠。
7、导线接头需弯曲成圆形时,弯曲直径大于紧固螺钉直径0.5-1mm,圆圈与导线绝缘层之间相距2mm,弯曲方向与螺钉紧固旋转方向一致。
8、压接端头要经过镀锡处理,镀锡后镀锡层光亮、无斑点。
9、连接导线中间不应有绞接点或焊接点,接线应尽可能在固定的端子上进行。
10、导线在安装后保证接线正确、牢固,多根导线配置时应用尼龙拉扣捆扎成束,尽量做到横平竖直、整齐美观。
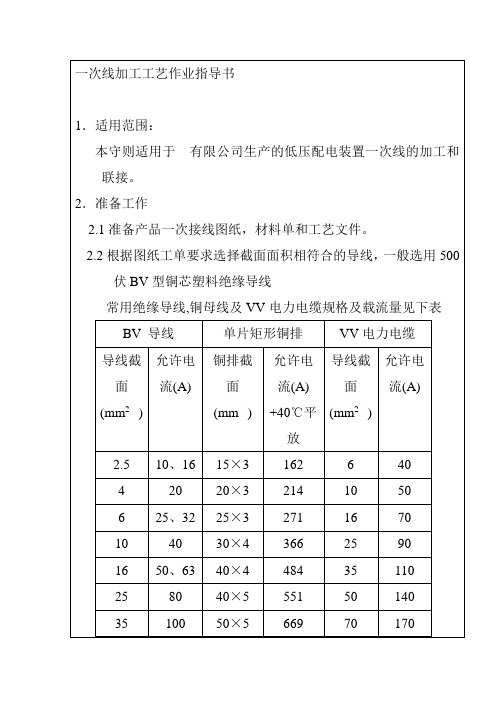
一次线加工工艺作业指导书
200
800<S
SP=S/4
说明:
a.对三箱类产品保护导体的设计应为一根多端子母线,端子数不应少于输出回路数(具体路数根据总箱、户箱等的要求来定),所有端子应能连接1mm2~6mm2的导线,也能连接两根2.5mm2的导线,当输出回路额定电流超过32A时,至少一个端子可以连接一根16mm2的铜导线。
b.加工中没有相应规格品种时,可以相同截面代替或以大代小。
c.选择线径时应先考虑用户线径规定,避免与用户要求不一致。
d.电流100A以上尽量以排代线。
e.同一回路元件额定电流不同时,应按较小元件额定电流选择截面。例如:空气开关DZ20Y-100/3300100A、按触器B37热继T45在同一回路,应按接触器选择导线或铜排截面。
b.当门上装有36V(含36V)以上电压的元件时,须接过门地线,配电箱门上与箱内连接的地线用裸铜编织软线,并直接接于PE母排。两端头压鼻子处搪锡,且线径不得小于4mm2。
c.对三箱类产品保护地线应使用BVR黄绿双色线,从主PE排分别引至底板,箱体。
d.箱体结构接地用162软线直接接于PE母排。
落地式配电箱(XL-□系列)箱内作PE、N铜排,其截面积不得小于30*4(mm)。PE排与箱体接地螺丝之间连接用16mm2双色软线(黄绿相间)。门上与箱内连接的地线用裸铜编织软线,两端头压鼻子处搪锡,且线径不得小于4mm2。
4.3不允许一只螺钉直接压接两根一次导线,应采用冷压接线片进行压接,并搪锡。
4.4单芯导线与电器元件为螺钉顶接或为夹箍压接时导线端部应对折压接。
4.5导线端部削去的绝缘长度应合适,不允许压接后有较长的线芯裸露,线芯裸露长度不超过1mm,也不允许把导线绝缘部分压入压接端。
一次线制作安装工艺守则
一次线制作安装工艺守则1、合用范围合用于一次线的加工制作和安装。
2、材料2.1母线材料选用铜母线、铝母线、绝缘电缆线。
a.铜母线应符合GB5585.2—85的有关规定。
b.绝缘导线作为一次线时,必须选用铜制多股绝缘导线。
2.2 其它材料:螺栓、弹簧垫圈、平垫、螺母、锡、锌、导电膏等。
3、工具和设备母排折弯机、力矩扳手、虎钳、剥线钳、冷压钳、卷尺、榔头等。
4、工艺过程母排加工工艺过程如下:准备—校平——剪切——去毛刺——钻(冲)孔——去毛刺——校平——弯曲——涂漆(或套热塑套管)——安装。
绝缘电缆线加工工艺如下:准备——剪切——剥离端头绝缘层——套相应规格冷压端头——专用冷压钳冷压——端头处绝缘解决(套冷缩套管或缠绕绝缘带)——安装。
4.1工艺4.1.1根据一次线路方案规定,本着制作简便,节约材料、工时,不影响操作安全可靠等原则,拟定母线走向(一般不应交叉);母线绝缘导线的布线应尽量减少涡流损耗的影响,与控制回路的导线分开布线,布线应尽量减少搭接处。
4.1.2母线与绝缘导线的截面积选择,应根据回路温升、载流量,也许受到的应力,电压降,敷设方法,使用环境温度,不同材料的热胀冷缩,电化腐蚀及绝缘导线的绝缘老化,所连接的元件种类等因素。
a)分支母线一般可按一次回路元件的容量(额定电流)来选择(如刀开关、空气开关、接触器、电流互感器、熔断器等)。
b)除用户规定,在三相四线电路中,中性线端子应允许连接具有下述载流量的铜线:①假如相线的尺寸超过16mm2,则等于相线载流量的一半,但不得小于16 mm2。
②假如相导线的尺寸等于或小于16 mm2,则等于相导线的载流量。
c)保护母线的载流量选择按GB7251.1-97《低压成套开关设备和控制设备》第7.4.3.1.7项进行选择(一般由技术人员提出,和4.1.3.2零母线载面选择方法相同)。
4.1.3用户图纸未明确规定的情况下,分支回路不同容量两元件之间的连接母线一般按容量较小的来选择。
成套电器产品一次线制作工艺规程
成套产品一次线(母线)加工工艺规程1 适用范围本守则适用於使用在一般环境条件下的动力配电箱,低压配电柜等成套电气设备中母线的加工制作。
2 设备及工具:2.1 母线落料机,调直机,液压平弯机,液压冲孔机,钻床,抛光机。
2.2 各种装配钳工应用的工具,各种必要的模具、冷压钳、台虎钳、木鎯头、活络扳手、套筒扳手等。
3 材料3.1 各种规格的镀锡铜母排,铝母排,铜芯塑料线,铜接头。
3.2 各种规格的紧固件,如螺栓,专用垫圈,螺母,弹簧垫圈,垫圈等。
3.3 辅助材料,如塑料护套,尼龙扎带,标记套,黄、绿、红、淡黄色标及中性凡士林等。
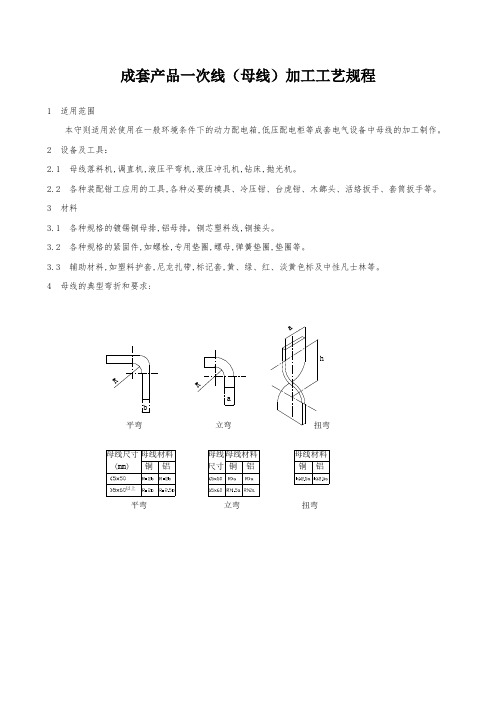
4 母线的典型弯折和要求:5 母线的典型搭接和要求:6 工艺过程及要求:6.1 按施工图样要求选择母线规格,在施工图样没有明确注明母线规格时,应根据受电元件容量大小按表3、表4和表5适当选用。
6.2 按实际需用长度进行落料,然后调平,调直,要求母线表面没有明显的锤痕和伤痕。
6.3 母线弯折一般采用第4条规定的型式,要求折弯处没有裂纹,立弯的绉纹高度不得超过1毫米。
6.4 母线的联接,应尽量使用一根母线联接,若配置确有困难时,应尽量减少搭接面,搭接头一般采用第5条要求进行,要求接触面平整,连接处的边缘及孔缘均无毛刺和凹凸不平现象,真实接触面积不小于母线截面的1.5倍。
6 工艺过程及要求:6.1 按施工图样要求选择母线规格,在施工图样没有明确注明母线规格时,应根据受电元件容量大小按表3、表4和表5适当选用。
6.2 按实际需用长度进行落料,然后调平,调直,要求母线表面没有明显的锤痕和伤痕。
6.3 母线弯折一般采用第4条规定的型式,要求折弯处没有裂纹,立弯的绉纹高度不得超过1毫米。
6.4 母线的联接,应尽量使用一根母线联接,若配置确有困难时,应尽量减少搭接面,搭接头一般采用第5条要求进行,要求接触面平整,连接处的边缘及孔缘均无毛刺和凹凸不平现象,真实接触面积不小于母线截面的1.5倍。
6.5 母线搭接处应涂中性凡士林,紧固件应有防松装置,垫圈应采用大外圆专用垫圈,螺栓尾部露出螺纹部分以2-8牙为宜。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.一次配线工艺守则文件号:ZH/QE-C08-01版本:A/0 受控:编制:日期:审核:日期:批准:日期:2015-3-26 发布2015-3-26 实施文件修订记录一、目的对高低压成套开关设备和控制设备等产品中一次绝缘导线及母排的配制,阐明其使用材料及辅助材料,使用工具,使用设备,工艺准备、工艺过程、工艺要求等。
二、围本守则适用于公司高、低压成套开关设备和控制设备中矩形母线、绝缘导线的装配。
三、规性引用文件1、《低压成套开关设备和控制设备第一部分:型式试验和部分型式试验成套设备》(GB7251.12—2013)2、《电工用铜、铝母线及其合金母线第一部分:铜和铜合金母线》(GB5585.1—2005)3、《电工用铜、铝母线及其合金母线第二部分:铝和铝合金母线》(GB5585.2—2005)4、《电气装置安装工程母线装置施工及验收规》(GBJ149—90)5、《低压成套开关设备和控制设备第3部分:对非专业人员可进入场地的低压成套开关设备和控制设备配电板的特殊要求》(GB 7251.3-2006)四、设备、工具与量具1、设备:成套母排加工机(含冲孔、剪切、立弯模、折弯模、压花、压平模具等)。
母线加工机主要参数如下表:2、便携式母线加工机有冲孔、剪切、折弯三个加工单元,特点是体积小,便于携带,常用于现场安装加工。
3、工具板手、力矩板手、刻丝钳、尖嘴钳、偏口钳、剥线钳、螺丝刀、电工刀、钢锉、端头冷压线钳、木榔头。
4、量具盒尺、角尺、钢板尺等。
五、线的选择1、我公司根据用途不同一次线材料分为硬母线和绝缘导线两种。
硬母线选用TMY矩形铜母线或LMY矩形铝母线,也可选用异型母线;绝缘导线选用BVR或BV聚氯乙烯导线。
2、主回路母线截面的选择主回路母线的选择根据图纸要求确定,当图纸没有标明规格时,根据线路容量在工艺文件的“导线载流量表”中查找即可。
3、中性线(N)、PEN及保护导体(PE)截面的选择“中性线(N)、PEN及保护导体(PE)截面的选择”要求如下表:保护导体的截面积(PE、PEN)六、母线加工及安装1、下料母线要求平直,母线不得有明显的锤痕,凹坑等缺陷。
母排下料一般用剪切机切断,母排在下料前或下料后应进行校正,用母排较平机对母排校正、校直。
(1)断口处直角度偏差按表1-1(a)的规定。
表1-1(a)断口处直角度偏差值单位:mm(2)厚度偏差由于在剪切时,母排在剪切线上受力较大,使断面变形减小,其厚度偏差按表1-1(b)规定。
表1-1(b)厚度偏差值单位:mm(3)去尖角:母排断口处应平滑圆整,不能有毛刺存在,以防止产生尖端放电,及便于装配维护。
2、弯制矩形母排应尽量减少弯曲。
母排弯曲部位距搭接面的边缘通常大于30mm,母线扭转90°时,扭转部分的长度不应小于母线宽度的2.5倍,并排母线的弯曲角度要一致,保证其连接安装时,不应产生应力。
(1)平弯母排平弯在平弯机上进行,将需弯曲的母排放在设备中,将尺寸线与弯排刀口对齐,使母排弯曲,母排平弯最小允许弯曲半径见表1-2。
表1-2 母排最小允许弯曲半径注:a母排厚度;b母排宽度。
弯曲小母排可用母排加工机或虎钳弯曲,先将母排置于台虎钳的钳口中,但钳口上应垫上铝板梗木,以免碰伤母排,然后用手板动母排,使母排弯曲到合适的角度。
(2)立弯母排立弯最小允许弯曲半径见表1-3(3)扭弯母排扭弯可用扭弯机,扭弯90°时,扭弯部分的长度为母排宽度的2.5-5倍。
3、母排表面及搭接触面的处理(1)清除母排氧化层铜排采用酸洗,铝排采用碱洗,氧化层清除后应显示出原有材料的金属光泽。
(2)接触表面要涮锡或镀锡。
4、母排表面涂覆,相序标志及排列。
(1)母排表面涂覆一般可用喷涂油漆,这样不仅可以提高母排的防蚀能力,而且可以改善母排表面的散热效果,增加美观。
(注意涂漆时一定要在母排端划线并缠绕胶带纸,使三相母排漆边整齐,涂刷均匀,无流浪。
)母排的保护套管:若表面不进行油涂覆,可以套PVC热缩管或进行硫化处理。
(2)母排的相序用颜色加以区别,A:低压母排底色喷涂黑色油漆,然后在底色上根据母排的宽度贴上适当的大小圆形相序标志或按相序标志喷涂色漆。
B:高压母排必须按相序标志套绝缘热缩管。
(2)母排相序标志及排列,详见1-3表。
表1-3 母线的标识及相序排列5、母排的搭接尺寸及连接孔(1)母排搭接尺寸,连接孔的数量及孔径,其中A和B两根相连接母排的宽。
(2)母排的连接孔,一般情况为圆孔。
(3)孔的加工方法采用钻孔或冲孔,一个接触面上的2-4个孔用冲孔模一次冲完。
(4)母排的连接孔尺寸,连接孔的直径一般大于所要安装螺栓直径0.5-1.0mm。
(5)母线的搭接面要求平整,截面不应有飞边,加工孔的边缘不应有毛刺。
6、母线的连接与安装(1)母线的走线除横平竖直美观外,安装后要安全可靠,检修和拆卸方便。
(2)设备装置不同极性的裸露带电体之间以及它们与外壳之间的爬电距离不应小于标准的规定。
(3)矩形母线在制作安装中根据不同的电气元件要求应避开飞弧区域,当交流主回路穿越形成闭合磁路的金属框架时,三相四(五)线母线应有同一框孔中穿过。
(4)固定螺母应置于维护侧,螺栓的长度应在螺母拧紧后高出螺帽2-5扣。
(5)钢垫圈与钢垫圈之间必须保持1mm以上的间隙,以防止通过钢螺钉形成闭合磁路产生涡流。
(6)母线连接后应严密,接触良好,其连接面自然吻合。
用力矩板手检测,紧固力矩符合1-4表规定。
连接用的紧固件应采用符合标准的镀锌螺栓,螺母,弹簧垫圈,垫圈等,螺栓强度不低于4.6级。
表1-4 螺栓紧固力矩(7)母线的绝缘支撑件应满足线路短路时的动热稳定的要求。
绝缘支撑件的间距应不大于绝缘支撑件短路强度试验时的间距;如果无动热稳定的要求则母线也应有足够的机械强度;若母线的长度超出表1-5规定时,中间应加固定支撑件。
表1-5 母线固定支撑的间隙(8)母排与母排,母排与电器接线端子的接触面之间应能自然吻合,母线之间的连接应保证有足够和持久的接触应力,但不应使母线产生永久性变形。
检查方法:是松开紧固好的母线一端,母线不应有应力。
如不能自然贴合,不要用外力强行贴合,应当将贴合不好的母排拆下重新修正好,然后进行装配。
(9)母排与母排,母排与电器接线端子之间用螺钉拧紧后,应保证接触面接触紧密。
(10)若同相母线由多片矩形母排并联使用时,每片间的距离应不小于每片母排的厚。
(11)当母线太长时,应在中间的适当位置设置伸缩补偿接头,以便使母线有纵向伸缩的余地。
(12)母排与设备端子连接时,若遇到母线是铝的,设备端子是铜的,需安装铜铝过渡板。
(因为铜与铝螺栓直接连接,会引起接头电化腐蚀和塑性变形。
)七、绝缘导线的加工及安装1、适用围适用于截面为2.5-150mm2绝缘导线的加工及安装。
2、设备,工具导线切断机、剥线钳、端头压接机、手动压接钳、液压钳、手动断线钳、电工钳、螺丝刀等。
3、主要材料3.1 绝缘导线导线的颜色:一般采用黑色。
若按相序分色时导线的颜色为:a)交流电路:A相-黄色B相-绿色C相-红色零线-浅蓝色安全接地线-黄绿双色b)直流电流:正-棕色负-蓝色2)导线型号:常用导线的型号,BVR聚氯乙烯绝缘多股铜芯导线;BV聚氯乙烯单芯软导线无护套电线;BXR橡皮绝缘多股铜芯导线;BV-105耐热聚乙烯绝缘多股铜芯导线。
3)导线截面的选择:必须按照产品制造规或电路图的规定进行选择,或同产品置的刀开关,断路器,接触器的额定电流相匹配。
一次回路导线最小载面积不小于2.5mm2。
3.2铜压线端头常见的铜压线端头型式有6种(a)TO1型;(b)TU1型;(c)TJ型;(d)TC1型;(e)TZ1型;(f)TUL1型3.3 捆扎材料锦纶丝线,塑料,绝缘单芯铁线,现一般采用尼龙扎带。
3.4端头塑料管端头塑料管有:黄、绿、红三种。
具体规格能满足不同型号规格的绝缘导线。
4、端头压接4.1准备工作1)据导线和元器件的安装位置,敷设走向,计算出每根导线的长度。
根据行线方案量材下线,下线要适当留有余量,线束走线时要长40-50mm,以防线束经捆扎,弯曲后长度不够,导线可用棉丝勒直,不得用台钳,刻丝钳强行拉直。
2)导线截面的选择按图纸或工艺文件要求。
3)根据线径不同选取剥线钳或电工钳剥线,剥线时不应损伤线芯。
线头绝缘剥去长度应按螺钉直径及连接方式确定在导线压接端头的部位剥除。
绝缘层,露出线芯的长度应略大于铜压接端头套管部分长度的2~3mm。
4)铜压接端头表面不应有毛刺、裂纹;接缝处焊接平整;银镀层光亮、无斑点等缺陷。
5)使用BVR多股导线时,应在端头处压接经过电缆处理的铜制冷压端头。
冷压端头的口径应与导线线径匹配;当导线截面在6mm2以下时,用手动冷压钳压接,当导线截面大于6mm2时应用液压钳压接。
压接时其钳口要根据线径对号选用,压接后端头不得松动。
4.2 端头压接的技术要求1)端头采用冷压接,导线、端头、压接冲模(或压接模)必须匹配。
2)6~16mm2导线的端头压接可以用长柄手动压接钳压接。
25mm2及以上导线的端头压接应当采用端头压接机(一般为液压式)或用压接冲模在冲床上压接。
3)端头压接前应在导线两端套上相应规格、颜色的塑料套管。
端头应压紧,不得过紧或过松,压好后的截面积应等于或略大于导线截面积与端头套管截面积之和。
检验导线端头是否压紧可进行耐拉力试验,拉力负荷值按表1-16的规定。
试验时不应产生端头与导线间的滑动、导线在压接部位断裂或拨出、端头变形等缺陷。
表1-16 导线端头耐拉力试验的拉力负荷值4.3 导线弯制导线在端头压接好后,应按导线在成套柜中的实际位置和走向,进线弯制,截面较小的导线可以捆扎成束弯制;截面较大的导线可以单根弯制。
弯曲半径不小于导线绝缘外径的2~3倍。
4.4 导线的连接与安装1)导线应按成套柜的主电路图的要求进行安装(敷设)。
较小截面的导线应按单回路、多回路进行捆扎,但不应超过三个回路(每三相为一个回路);较大截面的导线只能按每个回路捆扎;很大截面的导线应单根敷设,不必捆扎成线束。
2)每个线束或每根大截面导线应在适当位置进行固定,以便在电路发生短路时,所产生的应力不会导致导线过大的移动或损坏其他电器元件及设备。
3)导线在安装好后应保证接线正确,尽量做到横平竖直、整齐美观,并不影响导线的散热,也不影响其他电器元件及设备的正常工作。
4)多根导线配置时应捆扎成线束,一般用尼龙拉扣或螺旋管捆扎成圆形。
线束配置应横平竖直、整齐美观。
线束应用吸盘与箱体固定,水平时每300mm,垂直时每400mm固定一次。
5)当导线根数较多时也可敷设于走线槽,走线槽断面应切割整齐。
6)导线接头需弯曲成圆形时,弯曲直径大于紧固螺钉直径0.5~1mm,圆圈与导线绝缘层之间相距2mm,弯曲方向与螺钉紧固旋转方向一致。