合成闸瓦金属镶嵌现象的分析及防治方法
金属冶炼安全的常见问题与解决方法

建立专业的救援队 伍,配备相应的救 援设备和器材,定 期进行演练和培训
加强与政府部门、医 疗机构等外部机构的 合作与沟通,确保在 紧急情况下得到及时 有效的支援
建立健全的预警系统 ,通过实时监测和数 据分析,及时发现和 解决潜在的安全隐患
PART FOUR
制定严格的工艺参数和操 作程序
定期检查和维护设备,确 保设备安全运行
定期检查:对安全 设施和劳动保护用 品进行定期检查和 维护
培训教育:对员工 进行安全培训和教 育,提高安全意识 和技能
定期检查:定期对金属冶炼设备、 设施进行检查,确保其安全运行
培训员工:定期对员工进行安全培 训,提高员工的安全意识和技能
添加标题
添加标题
添加标题
添加标题
评估风险:对金属冶炼过程中的风 险进行评估,制定相应的安全措施
培训员工:定期对员工进行 安全操作培训,提高安全意 识
定期检查:定期对设备进行 检查,确保设备安全运行
应急处理:制定应急处理方 案,确保在发生事故时能够 及时处理
责任追究:对违反安全操作 规程的员工进行责任追究, 确保员工遵守安全操作规程
安全设施:包括防 护罩、安全门、安 全护栏等
劳动保护用品:包 括安全帽、防护服、 防护手套等
建立应急机制:建立应急机制,确 保在发生安全事故时能够及时处理
定期进行安全 培训,提高员
工安全意识
制定详细的培 训计划,确保 员工掌握必要 的安全知识和
技能
加强员工应急 处理能力,提 高应对突发情
况的能力
建立完善的考 核机制,确保 员工能够熟练 掌握安全操作
规程
制定针对金属冶炼安 全问题的应急预案, 明确应急组织、救援 程序和资源调配方案
HGM-B高摩合成闸瓦生产中出现的缺陷及其对策研究

3 闸瓦 与钢 背粘 结不 牢 固的原 因 . 2
造成 闸瓦与钢 背粘 结不 牢 的原 因主要有 2 方 个
面。第一 ,钢背表面被涂了脱模剂 ;第二 ,固化剂 用 量过 大 ,使 树 脂交 联 密 度过 大 ,材 料整 体 发 脆 , 导致粘结性降低。 33 闸瓦 与钢 背粘 结不 牢 固的解 决办 法 .
度。
4 结 语
根 据 工 厂生 产 的具 体 实 践 ,总 结 高 摩 合 成 闸 瓦 在 压 制 过 程 中容 易 出现 的 问题 ,分 析 其 形 成 原
因 ,并 提 出 相 应 的解 决 办 法 。 近 几 年 工 厂 生 产 实
3 闸 瓦 与 钢 背 粘 结 不 牢 固
31 闸瓦与 钢背 粘结 不牢 固的特征 .
・
2 ・ 3
质量 管理
H M— C B离摩合成 闸瓦 , } t出现的缺陷及 对策研究 J
1 . 合 成 闸瓦在 后处 理过 程 中出现 裂纹 .3 1 有 的工 厂反 映 ,闸瓦一 段压制 过程 结束 后 ,外 观很 好 ,但 在后 处 理 时 出 现裂 纹 ( 4 。这 是 因 图 ) 为在后 处理 过程 中 ,粘 合剂 酚醛树 脂会 继续 发生 化
裴 顶峰 , ,张 国文 - ,党 佳 1 ,贺春 江 ,成 功 2
(. 1 中国铁道科 学研 究院金属及化学研究所 ,北京 1 0 8 ;2 郑 州铁路局郑 州北车辆段 ,河南 郑 州,4 0 5 00 1 . 5 0 3)
摘 要: 针对 H M B型高摩合成闸瓦生产过程中容易出现的表明裂纹≤梅花孔不饱满及摩擦体疏松 、 G - 闸瓦与钢背粘结不牢固等缺陷,分析其形成原因,并从加工工艺和模具设计等方面提出相应的解决办法,经
关于货车闸瓦金属镶嵌物(熔渣)产生原因的探讨
交通 事故 。经调 查 , 该车 l ~8位 车轮 踏 面拉 伤 、 位 闸 瓦 出现金 属镶嵌 物 , 闸调 器性 能失 效 。2 1 0 0年 1 2月 9 日, 京 东 车 辆 段 徐 州 下 行 运 用 车 间 发 现 C 南
运 用 检 修
文 章 编 号 :0 27 0 ( 0 10 —0 00 10 —6 2 2 1 )80 4 —3
铁道车 第4 卷第8 01 月 辆 9 期21 年8
关于 货 车 闸瓦 金 属 镶 嵌物 ( 渣 ) 熔 产 生 原 因 的探 讨
缪 华
( 海铁 路 局 南 京 东车 辆段 徐 州 下行 运 用 车 间 , 苏 徐 州 2 1 0 ) 上 江 2 0 7
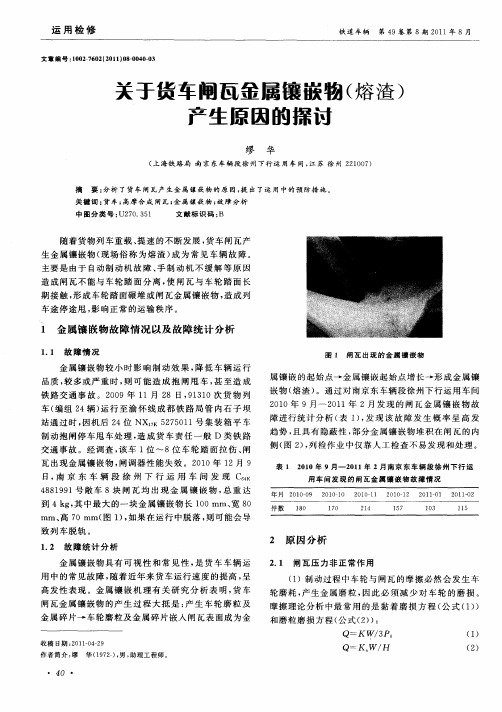
嵌物( 渣) 熔 。通 过对南 京东 车辆 段徐州 下行 运用 车 间 21 0 0年 9月一2 l 年 2月 发现 的闸 瓦 金属 镶嵌 物故 01
障进行 统计 分析 ( 1 , 现该 故 障 发 生概 率 呈 高发 表 )发 趋势 , 且具有 隐蔽 性 , 分金 属镶嵌 物堆 积 在闸 瓦的 内 部 侧( 2, 图 ) 列检 作业 中仅靠 人工 检查 不易发 现 和处理 。
造 成 闸瓦不 能与 车轮 踏 面分 离 , 闸瓦 与 车 轮 踏 面长 使
期接 触 , 形成 车轮 踏 面碾 堆或 闸 瓦金 属 镶嵌物 , 成列 造 车 途停途 甩 , 影响 正常 的运输 秩序 。
1 金属镶嵌物故障情况 以及故障统计分析
1 1 故 障情 况 . 金属 镶嵌 物较 小 时影 响制 动 效 果 , 低 车辆 运 行 降 品质 , 多或 严重 时 , 可 能造 成 抱 闸甩 车 , 至造 成 较 则 甚 属镶嵌 的起 始点一 金属 镶嵌 起始 点增 长一形 成金 属镶
浅谈铁路货车常见的两大类故障
浅谈铁路货车常见的两大类故障摘要:随着经济的飞速发展,人民生活水平逐步提高,交通运输业也在发展,特别是在中国。
铁路运输的飞速发展导致人们开始更加重视运输安全。
公路运输是中国重要的交通运输系统。
因此,有必要加强对铁路货车使用故障的管理,切实提高运输效率,并降低其运输成本,从而确保货物运营的安全性以及中国铁路运输的进一步发展。
关键词:铁路货车;故障分析;改进措施1.铁路货车闸瓦常见故障1.闸瓦偏磨1、故障概述及表象在铁路货车运行过程中,闸瓦作为制动缸压力传递最后环节的零部件,在制动时密切与车轮踏面摩擦,产生摩擦阻力从而迫使车辆速度降低,经过一定时间的运行摩擦,闸瓦厚度会逐渐减小,但往往呈现出闸瓦上部的剩余厚度与闸瓦下部的剩余厚度出现明显差异的特征,即运行状态下的闸瓦呈现上下磨耗速率不同的物理状态。
尤其是在大秦线上运行的重载铁路货车车辆,此现象尤为明显,闸瓦上下部剩余厚度差甚至可达20mm之多。
2、原因分析①闸瓦在制动状态时,闸瓦上下部所受正压力分布不均,存在明显差异,且闸瓦本身的对称结构也是形成闸瓦上下部压力不均的因素;②新品闸瓦装车使用后的初始磨耗状态直接影响了该闸瓦在运行后期的磨耗趋势,最终形成闸瓦上下部磨耗速率不一、产生偏磨直至上下闸瓦剩余厚度差不断增加的偏磨现象;③偏磨一旦开始形成,闸瓦上下部剩余厚度差会随着货车运行时间、运行里程及制动频率等不定因素不断增加,而大秦线东西全长600多公里,由西向东地势一路走低,多有曲线坡道,线路特点决定了大秦线上重载铁路货车在运行过程中制动更加频繁,制动里程和时长必然相应增加,这样就必然造成更加严重的闸瓦偏磨现象。
3、改进办法及建议①在车列技术检查作业时,加强闸瓦状态盯控,,发现闸瓦厚度不足限度要求,影响行车安全时,及时提前更换;②改变生产工艺,改进闸瓦的对称性结构,从根本上改变制动时作用在闸瓦上下部摩擦面的压力,使闸瓦与车轮踏面接触面受力更均匀;③对于长大下坡道的大秦线,针对闸瓦偏磨程度大,闸瓦上下部剩余厚度差较大的情况,可在闸瓦磨耗严重的一端过限前,将闸瓦两端对调,可以保证制动效能的前提下,延长闸瓦使用寿命。
合成闸瓦在运用中的故障分析及建议
合成闸瓦在运用中的故障分析及建议为适应铁路高速发展和运输整体经济效益的需要,列车的运行速度在不断的提高,同时也给车辆的基础制动性能提出了更高的要求,作为综合性能更好的合成闸瓦,逐步取代了铸铁闸瓦成为货车车辆中的主型闸瓦。
标签:闸瓦熔渣到限合成闸瓦与铸铁闸瓦相比有着以下几方面的优点:具有高摩擦系数,质量轻,耐磨性能好,可降低闸瓦压力,使车辆基础制动装置轻量化,并能节省一定的压缩空气,且摩擦系数能根据可承受需要而进行相应的配置,能提高制动波速,缩短制动距离,得到了广泛的应用。
但在现场检修过程中,也显露出一些不足,运用中最常见的就是合成闸瓦瓦体脱落、熔渣,闸瓦磨耗超限或提前更换,以下是对合成闸瓦易发生故障的分析及改进建议:一、合成闸瓦瓦体脱落、熔渣目前货车重量、速度不断增加,制动能随之加大,闸瓦压力成倍增加,每块闸瓦压力已接近40KN,从而导致闸瓦故障频出。
在运用检修中,合成闸瓦瓦体脱落、闸瓦熔渣是最常见的故障,约占更换下闸瓦的80%,以我车间运用作业场为例:上半年统计更换熔渣的闸瓦已达80余块,近九成为HGM-B配方。
合成闸瓦是由树脂、金属粉末(铸铁粉、铜粉、铝粉或铅锌等氧化物)、减摩剂及稳定剂等材料在热压下塑合而成,列车在制动过程中闸瓦表面的硬质颗粒和金属粉末与车轮摩擦,在閘瓦表面产生金属堆积物,有时会将车轮踏面磨出数道周向沟槽,严重的还会造成轮对报废。
在今年4月8日,31007次列车运行至呼和浩特铁路局京包线公积板站时,机后1位N17A5074449发生车辆抱闸,耽误列车4小时05分,构成铁路交通一般D(D21)类事故,经调查发现该车辆闸瓦制造质量不达标,在车辆运行过程中内嵌金属夹粘与轮对踏面摩擦形成熔粘,属闸瓦质量不良(闸瓦制造标记YP HGM-B 13年9月)。
类似这样的事故今年上半年就多达10余起,这充分暴露出闸瓦熔渣是当前运用工作亟待解决的一项问题。
另外瓦体脱落也是一项常见故障,脱落的瓦体在列车高速运行中易打坏行车设备或脱落在钢轨上、道岔尖轨内,极有可能造成车辆脱轨甚至颠覆,严重危及行车安全,造成行车事故。
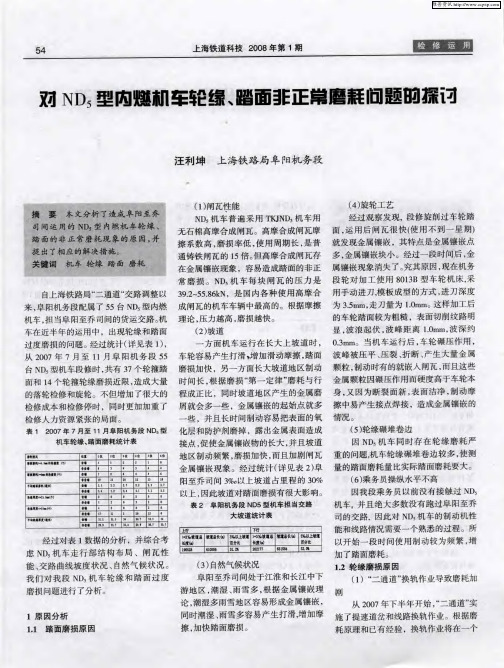
对ND5型内燃机车轮缘、踏面非正常磨耗问题的探讨
( 4 ) 旋轮 工 艺
T l< N D , 机 J
司 间 运 用 的 N D5 型 内 燃 机 车 轮 缘
踏 面 的非正
,
车普遍 采 用
。
车用
,
经 过 观 察发 现
,
段 修旋 削 过 车 轮 踏
一
常磨 耗 现 象 的 原 因 并
。
无 石 棉 高摩 合 成 闸瓦
,
高摩 合 成 闸 瓦 摩
,
面 运 用 后 闸 瓦 很 快 (使 用 不 到
我们对我 段
ND, 机
轮缘磨损原 因
(1)
“
车轮缘 和 踏 面 过 度
。
阜 阳 至 乔 司 间处 于 江 淮 和 长 江 中下 游地 区 潮湿 雨 雪 多 根据金属镶嵌理
,
、
二
通 道 换 轨 作 业 导致 磨 耗 加
“
”
磨损 问题 进 行 了 分析
。
用 手 动 进 刀 模 板 成 型 的 方式 进 刀 深 度
,
,
来 阜 阳 机 务段 配 属 了
,
台
N D , 型 内燃
。
成 闸 瓦 的机 车 车辆 中最 高 的
理 论 压 力 越 高 磨 损越 快
, ,
为3
.
5m
m
,
走刀 量 为
1 0m
.
m
。
这 样 加工 后
机 车 担 当阜 阳 至 乔 司 间 的 货 运 交 路 机
● l l
,
● l I 扯 r ● l ,,
●
● _
t I 耳蔓“ n
-
m
●●
●●●
● I
铝合金焊接七类缺陷及防止措施
铝合金焊接七类缺陷及防止措施1、焊接气孔焊接时,熔池中的气泡在凝固时未能逸出而残留下来所形成的孔穴。
产生原因:1) 母材或焊丝材料表面有油污、氧化膜清理不干净,或清理后未及时焊接。
2) 保护气体纯度不够高,保护效果差。
3) 供气系统不干燥,或漏气漏水。
4) 焊接工艺参数选择不当。
5) 焊接过程气体保护不良,焊接速度过快。
防止措施:1) 焊前彻底清理焊缝区和焊丝。
2) 采用合格的保护气体,纯度应符合规范。
3) 供气系统保持干燥,防止漏气漏水。
4) 焊接工艺参数选择要合理。
5) 注意保持焊炬、焊丝和工件间的准确位置,焊炬应尽量垂直于工件;尽量采用短弧施焊,喷嘴离工件距离应控制在10~15 mm;焊炬应做匀速直线运动,钨极应对准焊缝中心,往复匀速送丝;焊接现场要有挡风设施,不能有风流动,焊件应进行适当预热;注意引弧和收弧质量。
2焊接时未完全熔透的现象,称为未焊透。
焊接时焊道与母材或焊道与焊道之间未完全熔化结合的部分,称为未熔合。
产生原因:1) 焊接电流控制过小,电弧过长,焊接速度过快,预热温度低。
2) 焊缝间隙过小,钝边过大,坡口角度过小。
3) 焊件表面及焊接层面间的氧化物清除不干净。
4) 操作技术不熟练,不能把握送丝的良好时机。
防止措施:1) 选择正确的焊接电流参数。
厚板焊接时,焊前进行工件预热80~120 ℃,使工件温度达到焊接要求。
2) 选择合适的焊接接头间隙和坡口角度。
3) 加强焊件表面及焊接层面间氧化物的清理工作。
4) 强化焊接操作技术,应正确判断坡口或焊层表面的熔化情况,采用大电流(一般应使焊部位在电弧引燃后5 s 之内能获得一定大小干净明亮的熔池,此时可加丝焊接)快速焊和快送少加焊丝的方法,精心施焊,可避免未焊透和未熔合现象的发生。
3焊接后,母材与焊缝边沿交界处的凹陷沟槽称为咬边。
产生原因:1) 焊接工艺参数过大,焊接电流太大,电弧电压太高,热输入量过大。
2) 焊接速度过快,焊丝还来不及将弧坑填充满就离开熔池,便会出现咬边。
HXD2B
镶嵌 的重 要 因素 。DF1I、DF11G型机 车 闸瓦采用 组 合式 闸 瓦 , 热 衰性 能 、机械 强 度等 。采 用带 垃圾 沟 的组合 式 闸瓦 ,将金 属
每块闸瓦由三小块组合而成 ,每小块之间具有 垃圾沟 ,既可 磨 屑 、剥 离碎 片及 时排 出 ,防 止 闸瓦镶嵌 。
以疏导 摩擦 产生 的磨 粒 ,又 有利 于散 热 。HXD2B机 车闸 瓦是 整 体 的 ,没有 垃圾 沟 ,金 属 磨 屑不 易 排 出 ,比组合 式 闸 瓦更 易
擦 材 料 的强 度 、刚度 与 常温 时不 同 ,会 发 生 较大 的变 化 ,存 在 金 属 在制 动力 作 用下 堆 积 、发热 ,金 属堆 积 物硬 度 更 大 ,拉 伤
热衰退、热龟裂问题 。合成 的摩擦材料在温度 280℃~300 ̄C时 车轮 ,使车轮踏面形成环形沟 。0035、0038、0211机车车轮在 就会产生强度损失 ,合成 闸瓦比铸铁闸瓦更容易由于车轮和 镟 修后 不 久发 生 了闸瓦金 属 镶嵌 现象 ,也 印证 了这 一现 象 。
根 据 现场 的检 查 情 况分 析认 为 ,发 生 闸 瓦金 属镶 嵌 的可
(4)车轮 硬度
能 原 因有 :
据 车 轮 镟 修 工 反 映 ,HXD2B型 机 车 车 轮 硬 度 比 DF11、
(1)闸瓦材 质
DFllG型车 轮低 , 比较 容 易 车 削 。HXD2B型 机 车轮 轮 缘 卷
型 机 车采 用 单侧 踏面 制 动 。在相 同 的制 动 功 率下 ,采 用 双侧 动 ,运行 速 度应 在 3 km/h以下 时 释放 电制 动 ,加 入 空气 制 动 。
踏 面 制 动 ,车 轮与 闸瓦 的 摩擦 面积 成 倍 地 加 大 ,可 以 显著 地 该段 机 车 司机 大多 是 内燃 机车 司机 出身 ,对 新 型 电力 机 车制
机车用JCl20型高摩擦系数合成闸片运用报告
达到机车设计 任务 书的要求 ,装车运行试验约 2 万 k 2 m拆检 制动盘及 闸片表面状态 良好 ,磨 耗很少 ,但 随运行 工况 的变 化及运行 里程的延长 ,也相继存在少许金属镶嵌 、盘面黑斑等缺 陷 ,经进一步改进 、提 高,这些 问题 都 得到圆满解决 。现该 闸片 已经装车运行 5 0万 k m,并经过两次提速货车 10k / 可靠性试验考验 ,证 明能够 2 h m 满足 10 m h 2 / 级交流传动 电力 机车的制 动要求 ,能保证行车的安全性 。 k
机 车 用 J 10型 高摩 擦 系数 合 成 闸片运 用 报告 C2
鞠传珍
( 中国铁 道 科 学研 究院 金属 及化 学研 究所 ,北 京 108 ) 00 1
摘
要 自主研发机车用 J 10型高摩擦系数合成 闸片 ,该型 闸片经 2 轴重及 2 轴重 机车运行试 验 ,结果 C2 3t 5t
为 18 9 2 .、12 1k / 1 .、10 7 2 . m h和 1 1 1k / 2 . m h时 的紧 急
道试验基地和原北京铁路局北同蒲铁路运行线上完成
了型式试 验 。其 中 20 04年 6月 2 4日至 6月 2 7日,该 型机 车在铁 道科 学研 究 院东郊 分 院环 行 铁 道试 验 基 地 分别进 行 了 2 轴 重 和 2 轴重 的现 车 紧 急 制 动距 离 5t 3t 试验 ,试 验结果 见表 1 表 2 和 。
②闸片 表面状态
试结 果充分 说 明 ,机 车 用 J 10型高 摩 合 成 闸 片能 够 C2 满足 《 大连机 车车辆 厂 10k / 交 流传 动货 运 电力 机 2 m h
从拆检卸下的机车用 J10 C2 型高摩合成闸片来看 , 其 闸片表面 没有掉渣 、掉块 现象 ,表面磨耗 比较均 匀 。
铁路货车制动抱闸常见故障分析及改进建议
铁路货车制动抱闸常见故障分析及改进建议【摘要】:分析铁路货车制动抱闸常见故障类型及其产生的原因,并提出了相应的对策及建议。
【关键词】:铁路货车;制动系统;抱闸;1.引言为积极贯彻集团公司货运增量工作的要求,本文对铁路货车制动抱闸故障情况进行分析,并针对减少铁路货车车辆制动故障提出相应对策及建议,保证车辆运行安全、服务运输组织及行车畅通,提高货运增量,为运输保驾护航。
2.故障概况近年来铁路货车车辆制动故障居高不下,尤其是发生在列车运行途中的车辆“抱闸”故障危害较大,轻则闸瓦磨耗超限、制动力不足,以及引起滚动轴承温度过高,重则使闸瓦长时间抱紧车轮使闸瓦产生高温,产生高温后熔化其内部金属粉末形成合金粘在闸瓦上,碾出金属镶嵌物并粘贴在车轮踏面上,切削车轮踏面金属,堆积物越来越多,造成轮对踏面磨耗加剧,使车辆运行中易发生脱轨,给行车安全带来严重隐患。
3.车辆制动故障基本分析3.1列车中的制动故障是指列车在运行途中发生,以及在站内进行到达或始发列车作业时发生;对这种故障,现场一般都会在“关门车”不超编的情况下作“关门”处理。
所以掌握制动技术,提高处理制动故障的能力是作业人员必备的技能之一。
3.2车辆制动系统是铁路货车的重要组成部分,包括空气制动装置、基础制动装置和人力制动装置(见下图)。
空气制动装置实现制动系统控制和产生制动力功能,自120阀研制至今,已成为我国新造铁路货车主流空气制动机。
目前,我国C70型通用敞车使用的120制动机包括120阀、KZW-A型无级空重车自动调整装置、旋压密封式制动缸、储风缸、脱轨自动制动阀及管路配件等。
基础制动装置是制动力的传递系统,C70型通用敞车基础制动装置主要包括制动杠杆、拉杆、ST2-250型闸调器和L-B型组合式制动梁等。
人力制动装置现主要功能是停车制动,个别站场用于控制车辆调车时的速度,当前新造货车的主型人力制动机是NSW型人力制动机。
图:C70型敞车制动系统4.铁路货车车辆发生制动抱闸故障分析4.1货车空气制动阀故障引起抱闸。