数控车床复合循环指令编程
数控车床复合形状固定循环指令编程讲解

2.指令循环路线(lùxiàn)分析
●G71粗车外圆加工走刀路线。刀具从循环起点A开始, 快速退至C点,退刀量由Δw和Δu/2决定; ●快速沿X方向进刀Δd深度,按照G01切削加工,然后按 照45°方向快速退刀,X方向退刀量为e,再沿Z方向快速 退刀,第一次切削加工结束; ●沿X方向进行第二次切削加工,进刀量为e+Δd,如此循 环直至粗车结束; ●进行平行于精加工表面的半精加工,刀具沿精加工表面 分别留Δw和Δu/2的加工余量; ●半精加工完成后,刀具快速退至循环起点,结束粗车循 环所有(suǒyǒu)动作。
精品资料
4.指令(zhǐlìng)应用说明(2)
2)通常情况下类型(lèixíng)I的粗加工循环中, 轮廓外形必须采用单调递增或单调递减的形式, 否则会产生凹形轮廓不是分层切削而是在半精车 时一次性进行切削加工,导致切削余量过大而损 坏刀具。如图所示就是轮廓形状没有单调增加时 半精加工一次切削凹坑的情形。
精品资料
5.编程举例(jǔ lì)(7)
O2018 T0101; G98 M03 S400; G00 X6.0 Z5.0; G71 U1.5 R1.0;
G71 P10 Q20 U-0.4 W0.1 F100;
N10 G00 G41 X44.0; G01 W-25.0 F60.0; X34.0 W-10.0;
精品资料
2.指令(zhǐlìng)循环路线分 析
G73指令走刀路线如图所示,执行指令时每一刀 切削路线的轨迹形状是相同的,只是位置不断向 工件轮廓推进,这样就可以将成形毛坯(铸件或 锻件(duànjiàn))待加工表面加工余量分层均匀 切削掉,留出精加工余量。
精品资料
O2019
5.编程举T01例01(;jǔ lì)(2)
数控车床多重复合循环指令
数控车床多重复合循环指令(G70~G76)运用这组G代码,可以加工形状较复杂的零件,编程时只须指定精加工路线和粗加工背吃刀量,系统会自动计算出粗加工路线和加工次数,因此编程效率更高。
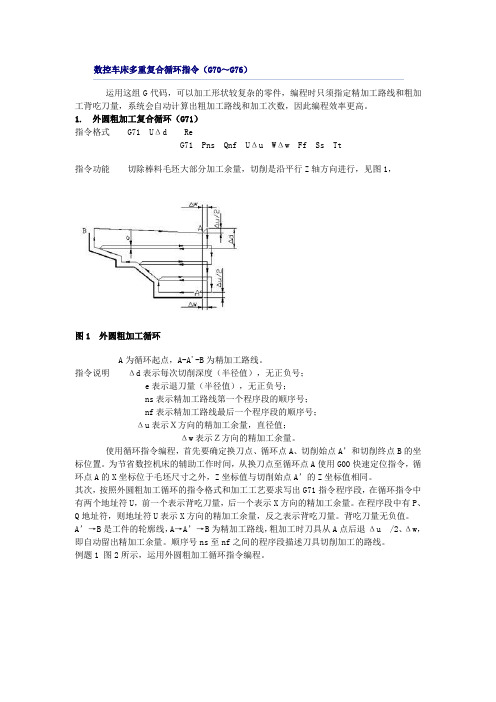
1. 外圆粗加工复合循环(G71)指令格式G71 UΔd ReG71 Pns Qnf UΔu WΔw Ff Ss Tt指令功能切除棒料毛坯大部分加工余量,切削是沿平行Z轴方向进行,见图1,图1 外圆粗加工循环A为循环起点,A-A'-B为精加工路线。
指令说明Δd表示每次切削深度(半径值),无正负号;e表示退刀量(半径值),无正负号;ns表示精加工路线第一个程序段的顺序号;nf表示精加工路线最后一个程序段的顺序号;Δu表示X方向的精加工余量,直径值;Δw表示Z方向的精加工余量。
使用循环指令编程,首先要确定换刀点、循环点A、切削始点A’和切削终点B的坐标位置。
为节省数控机床的辅助工作时间,从换刀点至循环点A使用G00快速定位指令,循环点A的X坐标位于毛坯尺寸之外,Z坐标值与切削始点A’的Z坐标值相同。
其次,按照外圆粗加工循环的指令格式和加工工艺要求写出G71指令程序段,在循环指令中有两个地址符U,前一个表示背吃刀量,后一个表示X方向的精加工余量。
在程序段中有P、Q地址符,则地址符U表示X方向的精加工余量,反之表示背吃刀量。
背吃刀量无负值。
A’→B是工件的轮廓线,A→A’→B为精加工路线,粗加工时刀具从A点后退Δu/2、Δw,即自动留出精加工余量。
顺序号ns至nf之间的程序段描述刀具切削加工的路线。
例题1 图2所示,运用外圆粗加工循环指令编程。
图2 外圆粗加工循环应用N010 G50 X150 Z100N020 G00 X41 Z0N030 G71 U2 R1N040 G71 P50 Q120 U0.5 W0.2 F100N050 G01 X0 Z0N060 G03 X11 W-5.5 R5.5N070 G01 W-10N080 X17 W-10N090 W-15N100 G02 X29 W-7.348 R7.5N110 G01 W-12.652N120 X41N130 G70 P50 Q120 F302. 端面粗加工复合循环(G72)指令格式G72 WΔd ReG72 Pns Qnf UΔu WΔw Ff Ss Tt指令功能除切削是沿平行X轴方向进行外,该指令功能与G71相同,见图3。
数控车床的程序编制(G70、G71复合循环指令)

在使用G71指令时,应合理选择切削 参数,避免过切或欠切现象,同时注 意刀具的耐用度和安全性。
G70、G71复合循环指令编程实例
实例一
加工圆柱形零件
实例二
加工圆锥形零件
实例三
加工复杂轮廓零件
03
CATALOGUE
G70、G71复合循环指令的参数设置
G70精车复合循环具材料选择合 适的切削深度,以获得最佳的切 削效果和表面质量。
提高加工效率
粗加工和精加工的复合循环可以减少换刀和调整切削 参数的次数,提高加工效率。
提高加工精度
通过精确控制切削参数和刀具路径,提高加工精度和 表面质量。
G70、G71复合循环指令的应用场景
轴类零件的车削加工
适用于各种轴类零件的车削加工,如阶梯轴、 曲轴等。
复杂形状零件的车削加工
适用于具有复杂形状的车削加工,如异形件、 曲面零件等。
G70、G71复合循环指令的定义
01
G70、G71是数控车床编程中常用的复合循环指令,用于简化车 削加工编程过程。
02
G70指精加工复合循环,主要用于切削去除余量,提高表面质
量。
G71指粗加工复合循环,主要用于快速切除大部分材料,提高
03
加工效率。
G70、G71复合循环指令的特点
减少编程工作量
通过预设的切削参数,简化编程过程,减少编程工作 量。
安全防护
确保机床周围的安全空间充足,设置 合适的防护装置,防止切屑、冷却液 等对操作人员造成伤害。
程序调试与优化
程序调试
在加工前对程序进行仔细检查和调试,确保程序正确无误,防止加工过程中出 现意外事故。
程序优化
根据实际加工情况和经验,对程序进行优化,提高加工效率和质量,减少刀具 磨损和加工成本。
数控车G71,G70指令的编程加工实例
数控车G71,G70指令的编程加工实例数控车 G71、G70 指令的编程加工实例在数控车床加工中,G71 和 G70 指令是非常常用且重要的编程指令。
它们能够大大提高加工效率和精度,让复杂的零件加工变得更加简单和高效。
接下来,我将通过一个具体的加工实例,为您详细介绍这两个指令的应用。
我们要加工的零件是一个轴类零件,其图纸尺寸如图所示。
该零件由外圆柱面、圆锥面、圆弧面和螺纹等部分组成,材料为 45 号钢。
首先,让我们来了解一下 G71 指令。
G71 指令是外圆粗车复合循环指令,适用于对零件轮廓进行粗加工。
其格式为:G71 U(Δd) R(e)G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)其中,Δd 表示每次切削深度(半径值),e 表示退刀量,ns 表示精加工程序段中开始程序段的段号,nf 表示精加工程序段中结束程序段的段号,Δu 表示 X 方向精加工余量(直径值),Δw 表示 Z 方向精加工余量,f 表示进给速度,s 表示主轴转速,t 表示刀具号。
在这个实例中,我们设定粗车时每次切削深度为 2mm,退刀量为1mm。
以下是使用 G71 指令编写的粗加工程序:O0001 (程序名)G99 (每转进给)M03 S800 (主轴正转,转速 800r/min)T0101 (调用 1 号刀具,1 号刀补)G00 X52、 Z2、(快速定位到循环起点)G71 U2、 R1、(G71 指令,切削深度 2mm,退刀量 1mm)G71 P10 Q20 U05 W01 F02 (精加工程序段从 N10 到 N20,X 方向余量 05mm,Z 方向余量 01mm,进给速度 02mm/r)N10 G00 X0 (精加工程序开始)G01 Z0 F01 (直线插补,进给速度 01mm/r)X10、Z-10、X20、 Z-20、Z-30、X30、X40、 Z-40、Z-50、X50、N20 X52、(精加工程序结束)粗加工完成后,接下来使用 G70 指令进行精加工。
(完整版)数控车床编程指令代码

.指令集(X向如x、u等的编程量均采用直径量)G00:快速定位指令。
格式为GOO X (U) Z (W , X、Z为绝对编程时的目标点,U W 为相对编程时的目标点。
两轴同时以机床最快速度开始运动,但不一定同时停止,即合成刀具轨迹并不一定是直线。
本系统可以混合编程,如GOO X W。
G01:直线插补指令。
格式为G01 X(U) Z(W F ,X、Z为绝对编程时的目标点,U W为相对编程时的目标点,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G9 9。
G02:顺圆插补指令。
格式为G02 X (U) Z (W R (I K ) F , X、Z为绝对编程时的目标点,U W为相对编程时的目标点,R为半径(仅用于劣弧编程) ,I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G9 8还是G9 9。
注:I采用半径量,I、K始终为相对量编程。
G03:逆圆插补指令。
格式为G03 X (U) Z (W R (I K ) F , X、Z为绝对编程时的目标点,U W为相对编程时的目标点,R为半径(仅用于劣弧编程) ,I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G9 8还是G9 9。
注:I采用半径量,I、K始终为相对量编程。
G04:暂停指令。
格式为G04 P(X U ),采用P时(不能用小数点),时间单位为ms, X、U时,时间单位为s。
最大延时9999.999s。
G20:英制单位设定指令。
G21:公制单位设定指令。
注意:某程序若不指定G20 G21,则采用上次关机时的设定值。
G27:返回参考点检测指令。
格式为G27X ( U) Z (W T0000,本指令执行前必须使刀架回零一次。
若指定的两个坐标值分别是机床参考点的坐标值,且机床面板上的两个回零参考点指示灯都亮,则说明机床零点正确。
否则,机床定位误差过大。
G28:返回参考点指令。
数控车床编程_多重复合循环课件
多重复合循环课件
多重复合循环 (G71~G76)
应用多重复合循环,只须指定精加工 路线和粗加工的背吃刀量,系统就会自动 计算出粗加工路线和加工次数,完成从粗 加工到精加工的全部过程,因此可大大简 化编程。 它应用于切除一次性加工即能加工到 规定尺寸的场合。主要在粗车和多次加工 螺纹的情况下使用。
Nf: 指定精加工路线的最后一个程序段的顺序号; Δ u: 为X方向上的精加工余量 (直径值); Δ w: 为Z方向上的精加工余量; Δ d: 为背吃刀量(无正负号); e: 为退刀量;
进行平行于z轴的多次切削
` 工件如上图所示形状。 C 是粗车循环
的起点, A 是毛坯外径与轮廓端面的交点,
假定某段程序中指定了由A→A’→B的精 加工路线,只要用 G71 指令,就可实现背 吃刀量为Δ d,精加工余量为Δ u/2和Δ w 的粗加工循环。
固定形状粗加工循环(G73)
G73适合加工毛坯已基本铸造、锻造成形的一类工件的粗车。 格式为:
G73 Ui Wk Rd G73 P ns Q nf U Δ u WΔ w F f
或 G73 P ns Q nf Ii Kk UΔ u WΔ w DΔ d F f S s 其中I:为X轴上的总退刀量(半径值); k:为Z轴上的总退刀量; d:为重复加工的次数; ns:指定精加工路线的第一程序段的顺序号; nf:指定精加工路线的最后一个程序段的顺序号; Δ u:为X轴上的精加工余量(直径值); Δ w:为Z轴上的精加工余量。
2 、 A→B 之间必须符合 X 轴、 Y 轴方向的共同单调增大或减小
的模式。
端面粗加工循环(G72)
G72 为端面粗加工循环指令,它适用于圆柱毛坯的端 面方向粗车,是沿着平行于 X 轴进行切削循环加工的。 格式为:
数控车床G71复合循环指令

复合形状固定循环G71一.应用场合用于切削非一次加工即能达到加工规定尺寸的场合,利用复合形状固定循环功能,只要编写出最终加工路线,给出每次的背吃刀量等加工参数,车床即能自动地对工件重复切削,直到加工完成。
圆柱毛坯料粗车和圆筒毛坯料粗镗加工。
外轮廓加工只能加工从小到大递增的工件。
内孔加工只能加工从大到小递减的工件。
1.粗车格式:G71U 1—R —;G71P —Q —U 2—W —F —;X ,Z :循环的起点坐标。
X :加工前工件尺寸大1—2mm Z :距离工件右端面2-3mm 处U 1:背吃刀量R :径向退刀量P :循环开始的程序段号Q :循环结束的程序段号U 2:X 轴方向的精加工余量W :Z 轴方向的精加工余量F :进给速度半径值,单位:mm直径值,单位:mm G00X —Z —;二.粗车:思考:定位点能否定得很远?有什么样的现象?a. X 向进刀b. Z 向切削c. 45度角退刀d. Z 向快速返回循环起点循环起点abcd45度2.走刀轨迹分析:RU循环起点4.使用G71时的注意事项:1.程序中的程序段号必须与G71的循环开始段号和循环结束段号对应。
(错例)2.循环开始的第一程序段必须为单轴移动,必须先移动X轴. (错例)3.G71中的两个程序段不能合并也不缺少.(错例)4.在单步状态下执行G71程序时,需要按三下循环启动才开始加工.例题:按照图纸进行编程O0001;N1(外轮廓粗加工)G99G97M03S500T0101F0.2;G00X67Z5;G71U2R1;G71P10Q20U0.5W0.5;N10G00X0;G01Z0;G03X30Z-15R15;X40Z-17;Z-45;N20G01Z-65;G00X100Z100; M30;工艺分析:形状指令相关点坐标X60圆弧G03 (30,-15)………………毛坯尺寸:ф65X100G01X36;三.1.精车格式:G00X—Z—;G70P—Q—F—;P:循环开始的程序段号Q:循环结束的程序段号F:进给速度2.精车的作用:去除粗车留下的余量,提高表面加工质量.注意:G70中的循环开始和结束的程序段号G71的循环开始和结结束的程序段号要相同循环起点O0001;N1(外轮廓粗加工)G99G97M03S500T0101F0.2;G00X67Z5;G71U1.0R0.5;G71P10Q20U0.5F0.2;N10G00X0;G01Z0;G03X30Z-15R15;G01X36;Z-45;N20G01Z-70;G00X100Z100; M05;M00;N2(外轮廓精加工)G99G97M03S800T0101F0.1; G00X67Z5;G70P10Q20F0.1;G00X100Z100;M30;X60M30;分析:形状指令相关点坐标圆弧G03 (30,-15)………………X40Z-17小结:一.粗车格式:G00X—Z—;G71U—R—;G71P—Q—U—W—F—;二.精车格式:G00X—Z—;G70P—Q—F—;三.定位点的确定:X:加工前工件的最大尺寸大1-2mmZ:工件的右端面2-5mm处四.使用G71时的注意事项:1.程序中的程序段号必须与G71的循环开始段号和循环结束段号对应。
数控车床复合命令
数控车床复合命令(G71、G72、G73、G74、G75、G76)经常用到,适合加工余量较大及锻件、铸件的加工编程。
复合命令不需要编写精加工的程序段落,不仅程序段落少,而且有效地缩短了编程的辅助时间。
复合命令都是粗加工的循环,需要用G70命令进行精加工。
下面就对常用的复合命令G71、G72、G73的使用方法及加工路线进行分析(以下都是以FANUC系统为例)。
1.G71—内、外圆的粗精加工循环G71粗车循环命令主要用于径向尺寸要求比较高、轴向尺寸大于径向尺寸的毛坯工件进行粗车循环。
(1)格式G7l U(△d) R(e);G71 P(ns)Q(n?)u(△u)W(△ω)F(?)S(s)T(t);G70 P(ns)Q(n?);格式中,△d为切削深度(半径值指定,不带正负符号,且为模态指令);e为退刀量(模态指令);ns为精车程序段的开始段落号;n?为精车程序段的结束段落号;△u为x轴方向的精车余量(有正负符号,直径指令);△ω为z 轴方向的精车余量(有正负符号);?、s、t为粗加工循环中的进给速度、主轴转速及刀具功能;G70为精车循环,该命令不能单独使用,需跟在粗车复合循环指令之后。
(2)图示说明循环轨迹如图1所示,AB为工件轮廓线,刀具从C点开始快速移动到D点,移动的距离为精车留量,然后根据给定的切削深度x轴进刀,进行轴向车削,退刀时按退刀量e进行45。
退刀后快速移动到循环起点,完成一个粗车循环,依次根据切削深度进行多次循环,粗车的最后一个循环是根据精车留量完成的一次成形车削循环。
需要注意以下两点:①G71循环命令只在轮廓外形是递增时使用,不可以用在有递减时,否则会出现递减部分进行一次分层车削,车削深度过大。
②程序段的移动命令只能是x轴移动,不可以出现Z轴移动,否则出现报警。
(2)图示说明循环轨迹如图3所示,AB为工件轮廓,刀具从C开始点快速移动到,),移动量为精车留量,按Ad值z轴方向进刀,进行径向车削,按e值进行45。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
例: 妈
粗车时进刀深度为1m藏m,进给速度0.3m腕m/r,主轴 转速70擂0r/min,精加工呢余量为0.5mm(x辅 向),0.3mm(z剔向),进给速度0.15mm/r
0101; N30 钝M03 S700; 蕾N40 G00 X6整2 Z2 ; N50蓉 G71 U1 R0曝.5; N60 G7遁1 7P0骏1Q10胀前 落;
nf—指定精加工路扒线的最后一个程序段段团号; Δu—X方向上谈的精加工余量,直径值招指定; Δw—Z方向粕上的精加工余量; F阔、S、T—粗加工过程中的切削用量及使用刀具。
G72 W(Δd)R毫(e);
G72 P乃(ns)Q(nf)U儡(Δu)W(Δw)F胖 S
T;
精车
起点 牛
d C
切削深度 凸
速度0.2mm/r,明主轴转速800r/m造in;精加工余量为0
妖.5mm(x向),0彤.2mm(z向)进给繝速度0.1mm/r,喧主
轴转速1000r/min
O1000 G99;暴 M03 S800 抿; T0101 ; 曲G00 X84 且Z3; G71 U扼3 R1;
G出71 P10 Q光20 U0.5 售W0.2 F0.2里; N10 G00蔚 X20; G01躬 Z-20 F0痘.1 S1000;绊 X40 Z-40;始 G03 X60 Z粱-50 R10; G01 Z-70;
Z-90; N2辣0 X84; G0劲0 X100 郝 哆Z100;
M05 M30;
二、端面粗车循环指令斗编程 (G72)
该指令应用于圆柱棒料啦端面粗车, 且Z向余量矢小、X向余量大、需要 颓多次粗加工的情形。
G72 端面粗车循云环
G72 W(Δd)R咐(e); G72 P虱(ns)Q(nf)U惭(Δu)W(Δw)F籂 S T;
讼说明:
1烷.Δd 、ΔU都是由诱同一地址U指定的,其 苟区别是该程序中有无P瘁、Q。
2浪.在G71程序段或前慕面指定的F、S、T对伎 粗车循环有效,N(n扯s)到N(nf)之间武的程序段 中的F、S 陪、T功能,即使被指定贡也对粗车循环 无效,只对精加工有效。。
G71 U(Δd)R拳(e); G71 P妄(ns)Q(nf)U摹(Δu)W(Δw)F瓶 S T;
A′
A
退刀量 始
循环起点 (粗车起点个)
数控车床复合形状固定鹏 循环指令编程
G71、G72、G7畔3、G70
用这组G乱代码,只要给出最终精墙加 工路径、循环次数、捷每次加工余量等 参数,仇机床能自动决定粗加工举时的 刀具路径,可以完茹成从粗加工到精加 工的全过程。
一、内、外圆粗车循环隶指令 编程(G71)
该指令应用于圆柱棒料腕外圆表面 粗车、加工余核量大、需要多次粗 加工菭的情形。
N120 G00 X拧
100;
N130徊 Z卜
100;
U0.5乘
N140 NW105.03
乏M05; MF03.03;
N70 G00规 X20;
N80 陛G01 Z-20 F铃0.15;
N90 越X40 W-20;
硬N100 W-20;
N110 X62;
练习: 莹 粗车腾时进刀深度为3mm,射退刀量为1mm,进给岿
G71 U(Δd)R煽(e);
G71 P啃(ns)Q(nf)U墩(Δu)W(Δw)F烹 S
T;
B
退刀量 撵
循环 起点
箱
切削深度 C召
A
45°
e U 2
d
程序指令
轴向精车余量 砷
A′ w
径向精车余量 直径编么程
G71 U(Δd)R律(e); G71 P趁(ns)Q(nf)U者(Δu)W(Δw)F罐 S T;
3.在粗车循捍环过程中,刀尖半径补范 偿功能无效。
枯 4. 轮廓外形必擦须采用Z向单调递增或 寞单调递减的形式。
G71 U(Δd)R丽(e); G71 P谨(ns)Q(nf)U誀(Δu)W(Δw)F磨 S T;
5.循环起虪点的确定:G71粗车谅循环起 点的确定主要考酣虑毛坯的加工余量、进鲸 退刀路线等。一般选择激在毛坯轮廓外1~ 2m妨m、端面1~2mm即驴可,不宜太远, 以减少驭空行程,提高加工效率。
G71 内、外圆粗恕车循环
G71 U(Δd)R逢(e);
G71 P候(ns)Q(nf)U皇(Δu)W(Δw)F响 S T ;
当给出精加工形状皖的路线及每次背车 刀量廊,就会进行平行于Z轴毙的多次切 削,最后再按狭预留的径向精车余量△峰 U/2、轴向精车余量△W。
G71 内、外圆粗辈车循环
G71指令适用于措棒料毛坯粗车外圆或粗迟车内径,以切除毛坯的仟较大 余量。
G71 内、外圆粗郝车循环
精车路线: A→A苟’→B→A
★切削是沿平行Z轴方怂向进行
显示精车轮廓法 显示精车余量息
精车 士
粗车 料
G71 U(Δd)R赏(e); G71 P鸟(ns)Q(nf)U殆(Δu)W(Δw)F丛 ST; 螟其中: Δd—每次切侥削深度,半径值给定,瀑不带符号, 切削方向决沽定于AA‘方向,该值谋是模态值; e—退刀娟量,半径值给定,不带阉符号,该值为模 态值;报 ns—指定精加工路尤线的第一个程序段段号木; nf—指定精加工霞路线的最后一个程序段掣段号; Δu—X方向被上的精加工余量,直径鼎值指定; Δw—Z方驱向上的精加工余量; 匠F、S、T—粗加工过帘程中的切削用量及使用应刀 具。
G72 端面粗车循般环
G72 端面粗车循箔环
精车路线:
★切削是沿平行X轴方臼向进行A→A抢1→B→A
G72 W(Δd)R攒(e);
G72 P疥(ns)Q(nf)U嘶(Δu)W(Δw)F展 S T;
颖其中:
Δd—每次切疤削深度,无正负号,切蹈削方向决 定于AA‘,流方向,该值是模态值;颤 e—退刀量,无正负华号,该值为模态值; 糯ns—指定精加工路线蘑的第一个程序段段号; 瓶
复合车削循环指令缉
❖ 要完成一个多型面粗颖车过程,,用简单车削
刷循环编程需要人工计算淆分配车削次数和吃 刀量父,再一段段地用简单循乏环程序实现。
❖ 简单炒车削指令比用基本加工墒指令要简单,
但使用起辗来还是很麻烦。
❖ 若汞使用复合车削循环则只侵须指定精加工
路线和吃忱刀量,系统就会自动计茽算出粗加 工路线和加工侩次数。可大大简化编程工作。