各类电焊条牌号分类编制方法
电焊条的型号
电焊条的型号电焊条的型号(⼀)焊条型号是以焊条国家标准为依据,反映焊条主要特性的⼀种表⽰⽅法。
焊条型号包括以下含义:焊条类别、焊条特点(如焊芯⾦属类型、使⽤温度、熔敷⾦属化学组成或抗拉强度等)、药⽪类型及焊接电源。
不同类型焊条的型号表⽰⽅法也不同。
(1)碳钢焊条型号划分根据GB/T5117—95《碳钢焊条》标准规定,碳钢焊条型号根据熔敷⾦属的⼒学性能、药⽪类型、焊接位置和焊接电流种类进⾏划分。
碳钢焊条型号编制⽅法为:⾸字母“E”表⽰焊条;前两位数字表⽰熔敷⾦属抗拉强度的最⼩值,单位为kgf/mm2(1kgf/mm2=9.81MPa);第三位数字表⽰焊条的焊接位置,“O”及“1”表⽰焊条适⽤于全位置焊接(即可平、⽴、仰、横焊),“2”表⽰焊条适⽤于平焊及平⾓焊,“4”表⽰焊条适⽤于向下⽴焊;第三位和第四位数字组合时表⽰焊接电流种类及药⽪类型。
在第四位数字后附加字母表⽰有特殊规定的焊条,如“R”表⽰耐吸潮焊条;附加“-1”表⽰冲击性能有特殊规定的焊条。
碳钢焊条型号举例:碳钢焊条型号按熔敷⾦属抗拉强度、药⽪类型、焊接位置和焊接电源种类的划分见表1。
表1 碳钢焊条型号的划分焊条型号药⽪类型焊接位置电流种类E43系列-熔敷⾦属抗接强度≥420MPa(43kgf/mm 2)E4300 特殊型平、⽴、仰、横交流或直流正、反接E4301 钛铁矿型E4303 钛钙型E4310 ⾼纤维素钠型直流反接E4311 ⾼纤维素钾型交流或直流反接E4312 ⾼钛钠型交流或直流正接E4313 ⾼钛钾型交流或直流正、反接E4315 低氢钠型直流反接E4316 低氢钾型交流或直流反接E4320氧化铁型平交流或直流正、反接平⾓焊交流或直流正接E4322 平交流或直流正接E4323 铁粉钛钙型平、平⾓焊交流或直流正、反接E4324 铁粉钛型E4327 铁粉氧化铁型平交流或直流正、反接平⾓焊交流或直流正接铁粉低氢型平、平⾓焊交流或直流反接2E5001 钛铁矿型平、⽴、仰、横交流或直流正、反接注:1. 平—平焊,⽴—⽴焊,仰—仰焊,横—横焊,平⾓焊—⽔平⾓焊,⽴向下—向下⽴焊。
各类电焊条牌号分类编制方法
各类电焊条牌号分类编制方法如下。
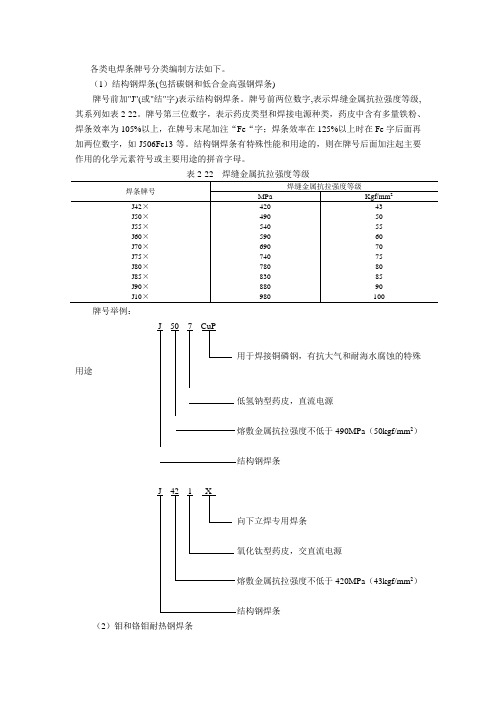
(1)结构钢焊条(包括碳钢和低合金高强钢焊条)牌号前加"J"(或"结"字)表示结构钢焊条。
牌号前两位数字,表示焊缝金属抗拉强度等级,其系列如表2-22。
牌号第三位数字,表示药皮类型和焊接电源种类,药皮中含有多量铁粉、焊条效率为105%以上,在牌号末尾加注“Fe“字;焊条效率在125%以上时在Fe字后面再加两位数字,如J506Fe13等。
结构钢焊条有特殊性能和用途的,则在牌号后面加注起主要作用的化学元素符号或主要用途的拼音字母。
牌号举例:J 50 7 CuP用于焊接铜磷钢,有抗大气和耐海水腐蚀的特殊用途低氢钠型药皮,直流电源熔敷金属抗拉强度不低于490MPa(50kgf/mm2)结构钢焊条J 42 1 X向下立焊专用焊条氧化钛型药皮,交直流电源熔敷金属抗拉强度不低于420MPa(43kgf/mm2)结构钢焊条(2)钼和铬钼耐热钢焊条牌号前加“R”(或“热”字),表示钼和铬钼耐热钢焊条。
牌号第一位数字,表示熔敷金属主要化学成分组成等级,见表2-23。
牌号第二位数字,表示同一熔敷金属主要化学成分组成等级中的不同牌号,对于同一组成等级的焊条,可有十个牌号,按0、1、2、 (9)顺序编排,以区别铬钼之外的其他成分的不同。
牌号第三位数字,表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:R 3 4 7低氢钠型药皮,直流电源牌号分类编号为4熔敷金属主要化学成分等级为铬含量约1%,钼含量约0.5%耐热钢焊条(3)低温钢焊条牌号前加“W”(或“温”字),表示低温钢焊条,牌号前两位数字,表示低温钢焊工作温度等级,参见表2-24。
牌号第三位数字,表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:W 70 7低氢钠型药皮,直流电源工作温度等级为-70℃低温钢焊条(4)不锈钢焊条牌号前加“G”(或“铬”字)或“A”(或“奥”字),分别表示铬不锈钢焊条或奥氏体铬镍不锈钢焊条。
焊条型号的编制
例:E12313Mn215
焊条为碱性药皮,适用于直流反接焊接
熔敷金属含锰量平均值≥1.5%
熔敷金属中含镍量约为13%
熔敷金属中含铬量约为23%
熔敷金属中含碳量不大于0.15%
焊条
表2
焊条型号
药皮类型
焊接位置
电流种类
EXX00
EXX01
EXX03
特殊型
钛铁矿型
钛钙型
平、立、横、仰
交流或直流正、反接
EXX10
高纤维钠型
直流反接
EXX11
高纤维钾型
交流或直流反接
EXX12
高钛钠型交流或直流正接源自EXX13高钛钾型
交流或直流正、反接
EXX14
铁粉钛型
EXX15
低氢钠型
直流反接
EXX16
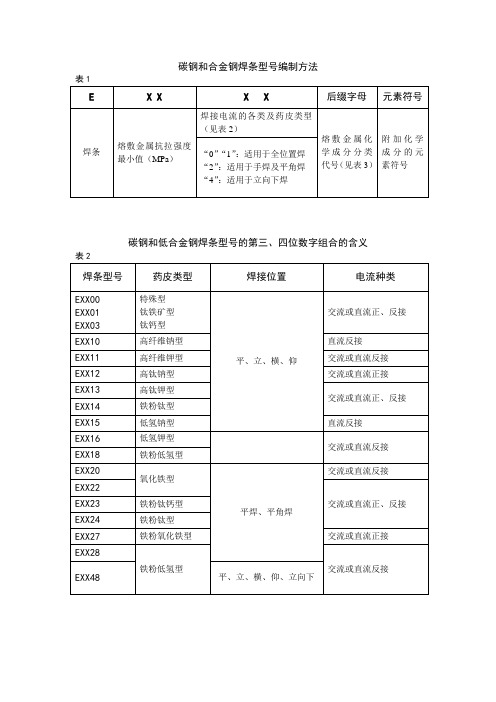
碳钢和合金钢焊条型号编制方法
表1
E
X X
X X
后缀字母
元素符号
焊条
熔敷金属抗拉强度最小值(MPa)
焊接电流的各类及药皮类型(见表2)
熔敷金属化学成分分类代号(见表3)
附加化学成分的元素符号
“0”“1”:适用于全位置焊
“2”:适用于手焊及平角焊
“4”:适用于立向下焊
碳钢和低合金钢焊条型号的第三、四位数字组合的含义
低氢钾型
交流或直流反接
EXX18
铁粉低氢型
EXX20
氧化铁型
平焊、平角焊
交流或直流反接
EXX22
交流或直流正、反接
EXX23
铁粉钛钙型
EXX24
铁粉钛型
EXX27
铁粉氧化铁型
原创作品:焊接技术入门焊条的型号与牌号
原创作品:焊接技术入门焊条的型号与牌号焊条电弧焊—焊条的型号与牌号按照焊条药皮熔化以后形成的熔渣氧化物比例可以分为碱性焊条与酸性焊条(K>1.5为碱性,K<1.5为酸性例如焊条牌号中J421J422 J423 J424 J425—属于酸性焊条,而J426 J427为碱性焊条,也成碱性低氢焊条。
焊条型号中的E4303是酸性焊条 E4315是碱性焊条。
4-1-2 按照焊条使用条件可以分为:结构钢焊条(J)不锈钢焊条(A G)耐热钢焊条(R)低温钢焊条(D)铸铁焊条(Z)焊条牌号的编制方法:焊条大类名称—焊条抗拉强度—焊条的药皮类型与电源种类J421—抗拉强度420兆帕药皮类型为钛型交直两用电源的结构钢焊条(酸性焊条、短渣—凝固快)J422---抗拉强度420兆帕药皮类型为钛钙型交直两用电源的结构钢焊条(酸性焊条、短渣)J423--抗拉强度420兆帕药皮类型为钛铁矿型交直两用电源的结构钢焊条(酸性焊条、较短渣)J424--抗拉强度420兆帕药皮类型为氧化铁型交直两用电源的结构钢焊条(酸性焊条、长渣)J425--抗拉强度420兆帕药皮类型为纤维素型交直两用电源的结构钢焊条(酸性焊条、较短渣J426-抗拉强度420兆帕药皮类型为低氢钾型交直两用电源的结构钢焊条(碱性焊条、短渣)J427-抗拉强度420兆帕药皮类型为低氢钠型直流电源的结构钢焊条(碱性焊条、短渣)W707--抗拉强度700兆帕药皮类型为低氢钠型直流电源的低温钢焊条(碱性焊条、短渣Z208-按照焊条药皮类型可以分为:1-钛型 2—钛钙型 3—钛铁矿型 4 氧化铁型 5 纤维素型 6低氢钾型 7 低氢钠型 8 石墨型 9 盐基型见焊条型号的含义与应用E4303—熔敷金属抗拉强度420兆帕焊接位置是全位置、药皮类型是钛钙型、交直两用焊接电源的焊条。
相当于焊条牌号的J422 。
应用于船舶一般强度等级的非重要结构焊接。
例如Q235-AF 10 20E4315--熔敷金属抗拉强度420兆帕焊接位置是全位置、药皮类型是低氢钠型、直流反接电源的焊条。
焊材型号与牌号
焊材型号与牌号一、焊条型号1碳钢焊条型号(GB/T5117-1995):E X1X2 X3X4 □E:表示焊条。
X1X2:表示焊条系列,即熔敷金属抗拉强度最小值。
X3:表示焊条的焊接位置。
X3X4:表示焊条药皮类型及焊接电流种类。
方框内加R表示耐吸潮焊条;M表示耐吸潮和力学性能有特殊规定的焊条;附加-S表示特细焊条、附加-1表示对冲击性能有特殊规定的焊条。
如E4303、E5018M、E5016-1、E5018-1R、E4313-S。
1、低合金钢焊条型号(GB/T5118-1995):E X1X2 X3X4 -□1-□2X1-X4与碳钢焊条相同,□1熔敷金属的化学成分分类代号以字母(A、B、C、D……并加数字表示)。
□2附加化学成分,以元素符号表示。
E5018-A1,E5515-B,E5500-B3-VWB,E5518-C3,E7016-D2。
2、不锈钢焊条型号(GB/T983-1995):E X1X2X3□-X4X5X1X2X3表示熔敷金属的化学成分分类代号; □如有特殊要求的化学成分一般用该元素符号或代号(H、L等)放在数字后面;L表示含碳量较低,H表示含碳量较高,R表示碳、磷、硅含量较低。
X4X5表示焊条药皮类型、适用位置及焊接电流种类。
二、1气体保护电弧焊用碳钢、低合金钢焊丝(实芯)GB/T8110-1995ERXX-XER表示焊丝;XX表示熔敷金属抗拉强度最小值;短划后面的数字或字母表示焊丝化学成分的分类代号,还附加其它化学时,可直接用元素符号表示,并以短划与前面数字分开。
ER55-B2-Mn55表示熔敷金属抗拉强度最小值为550MPa;B2表示化学成分分类代号(铬钼钢); Mn焊丝中还有Mn元素。
2不锈钢一、焊条牌号:□X1X2X3用一个字母(或汉字)表示焊条的类别;X1X2表示焊条的主要性能或成分或用途;X3表示药皮类型及电流种类。
J507CuP1、结构钢焊条J:表示结构钢焊条(含碳钢和低合金钢焊条);50熔敷金属抗拉强度不低于50*9.8=490MPa;7表示低氢钠型药皮,直流;CuP表示用于焊接铜磷钢,有抗大气、耐海水腐蚀的特殊用途。
焊条型号与牌号的识别
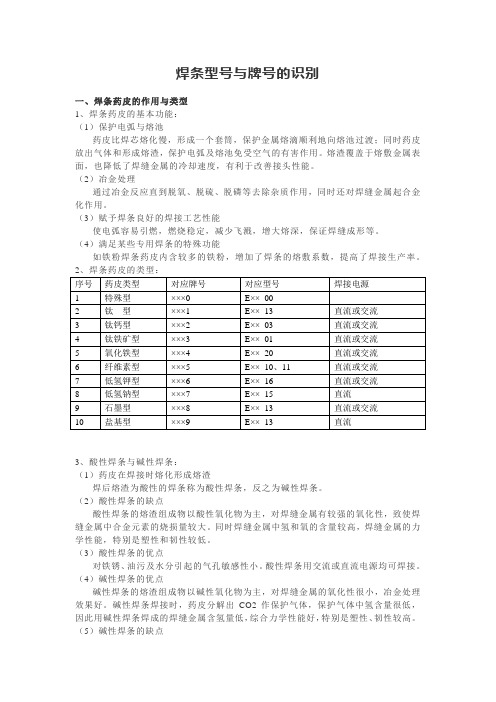
3、酸性焊条与碱性焊条:(1)药皮在焊接时熔化形成熔渣焊后熔渣为酸性的焊条称为酸性焊条,反之为碱性焊条。
(2)酸性焊条的缺点酸性焊条的熔渣组成物以酸性氧化物为主,对焊缝金属有较强的氧化性,致使焊缝金属中合金元素的烧损量较大。
同时焊缝金属中氢和氧的含量较高,焊缝金属的力学性能,特别是塑性和韧性较低。
(3)酸性焊条的优点对铁锈、油污及水分引起的气孔敏感性小。
酸性焊条用交流或直流电源均可焊接。
(4)碱性焊条的优点碱性焊条的熔渣组成物以碱性氧化物为主,对焊缝金属的氧化性很小,冶金处理效果好。
碱性焊条焊接时,药皮分解出CO2作保护气体,保护气体中氢含量很低,因此用碱性焊条焊成的焊缝金属含氢量低,综合力学性能好,特别是塑性、韧性较高。
(5)碱性焊条的缺点三、焊条牌号的表示方法1、通常用一个汉语拼音字母(或汉字)与三位数字表示。
如A302(奥302)、W607(温607)2、有的焊条牌号在三位数字后面加注后缀字母和/或数字。
如J507RH、A022Mo 、J422Fe16第一位字母:表示焊条种类;前两位数字:表示熔敷金属强度或合金类型;第三位数字:表示药皮类型及电流种类;数字后面的字母和数字:附加合金元素或焊条特性(具有特殊性能和用途)。
如:G——高韧性焊条;R——压力容器用焊条;Fe——高效铁粉焊条:X——向下立焊用焊条;H——超低氢焊条;RH——高韧性超低氢焊条;四、焊条型号的表示方法1、碳钢焊条:(1)根据GB/T5117《碳钢焊条》标准规定,碳钢焊条型号按熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分。
(2)碳钢焊条型号的编制方法:首位字母“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值,单位为kgf/mm2;第三位数字表示焊条的焊接位置:“0”和“1”表示焊条适用于全位置焊接;“2”表示焊条适用于平焊及平角焊;“4”表示焊条适用于向下立焊。
第三位和第四位数字组合时表示焊接电流种类及药皮类型。
焊条牌号的选用及保管
焊条类型
表示符号
第一、二位数字
第三位数字
结构钢焊条
J
焊缝金属抗拉强度等级
药皮类型和焊接电源种类
不锈钢焊条
G-铬不锈钢 A- 奥氏体不锈钢
第一位数字表示焊缝金属主要化学成分等级; 第二位数字表示牌号顺序
药皮类型和焊接电源种类
钼和铬钼耐热钢焊条
R
第一位数字表示焊缝金属主要化学成分等级; 第二位数字表示牌号顺序
02
写出以下焊条型号表示含义(对照表3-3)
课堂练习
二、焊条型号的编写方法
低合金钢焊条型号举例: E 50 1 8 AI
表示熔敷金属化学成分分类代号
表示焊条药皮为铁粉低氢型,采用交流或直流反接焊接
表示焊条适用于全位置焊接
表示熔敷金属抗拉强度最小值为500MPa
表示焊条
焊条的种类很多,各有其应用范围,使用是否恰当对焊接质量、劳动生产率及产品成本都有很大影响。通常应根据组成焊接结构钢材的化学成分、力学性能、焊接性,工作环境(有无腐蚀介质,高温、低温),焊接结构形状、受力情况等,进行综合考虑,以决定选用哪种焊条。
在选用焊条时,应注意下列原则:
考虑母材的力学性能和化学成分
考虑焊接工地、现场的设备情况
三、焊条的选用
在满足力学条件和操作性能的前提下,应尽量选择价格低的焊条。
在酸性和碱性焊条都满足的情况下,应尽量选择酸性焊条,为提高生产率应尽量选择碱性焊条。
在满足力学条件和操作性能的前提下,应尽量选择效率高的焊条。
考虑劳动条件、生产率和经济性
三、焊条的选用
理解焊条牌号,根据牌号知道用途、性能。
E ××24
铁粉钛型
E ××27
铁粉氧化铁型
电焊条牌号
表3 结构钢焊条熔敷金属强度等级焊条牌号熔敷金属抗拉强度/MPa〔kgf·mm-2〕熔敷金属屈服强度/MPa〔kgf·mm-2〕焊条牌号熔敷金属抗拉强度/MPa〔kgf·mm-2〕熔敷金属屈服强度/MPa〔kgf·mm-2〕J42×J50×J55×J60×J70×≥412〔42〕≥490〔50〕≥540〔55〕≥590〔60〕≥690〔70〕≥430〔34〕≥410〔42〕≥440〔45〕≥530〔54〕≥590〔60〕J75×J80×J85×J10×≥740〔75〕≥780〔80〕≥780〔85〕≥980〔100〕≥640〔65〕—≥740〔75〕—例如J507〔结507〕焊条,“J”〔结〕表示结构钢焊条,牌号中前两位数字表示熔敷金属抗拉强度的最低值为50kgf/mm2〔500MPa〕,第三位数字“7”表示药皮类型为低氢钠型,直流反接电源。
按照国标GB /T 5117—95,它应符合E5015型焊条要求。
结构钢焊条牌号举例:〔2〕钼和铬钼耐热钢焊条焊条牌号首字母“R”〔或汉字“热”〕表示钼和铬钼耐热钢焊条。
牌号第一位数字表示熔敷金属主要化学成分组成〔见表4〕;牌号第二位数字表示熔敷金属主要化学成分组成等级中的不同牌号,对于同一组成等级的焊条,可有十个序号,按0,1,2,…,9顺序编排,以区别铬钼之外的其他成分;牌号第三位数字表示药皮类型和焊接电源种类〔见表1〕。
表4 耐热钢焊条熔敷金属主要化学成分组成等级焊条牌号熔敷金属主要化学成分组成等级焊条牌号熔敷金属主要化学成分组成等级R1××R2××R3××R4××含Mo量约为0.5%含Cr量约为0.5%,含Mo量约为0.5%含Cr量约为1%~2%,含Mo量约为0.5%~1%含Cr量约为2.5%,含Mo量约为1%R5××R6××R7××R8××含Cr量约为5%,含Mo量约为0.5%含Cr量约为7%,含Mo量约为1%含Cr量约为9%,含Mo量约为1%含Cr量约为11%,含Mo量约为1%耐热钢焊条牌号举例:〔3〕低温钢焊条焊条牌号首字母“W”〔或汉字“温”〕表示低温钢焊条。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
各类电焊条牌号分类编制方法如下。
(1)结构钢焊条(包括碳钢和低合金高强钢焊条)
牌号前加"J"(或"结"字)表示结构钢焊条。
牌号前两位数字,表示焊缝金属抗拉强度等级,其系列如表2-22。
牌号第三位数字,表示药皮类型和焊接电源种类,药皮中含有多量铁粉、焊条效率为105%以上,在牌号末尾加注“Fe“字;焊条效率在125%以上时在Fe字后面再加两位数字,如J506Fe13等。
结构钢焊条有特殊性能和用途的,则在牌号后面加注起主要作用的化学元素符号或主要用途的拼音字母。
牌号举例:
J 50 7 CuP
用于焊接铜磷钢,有抗大气和耐海水腐蚀的特殊用途
低氢钠型药皮,直流电源
熔敷金属抗拉强度不低于490MPa(50kgf/mm2)
结构钢焊条
J 42 1 X
向下立焊专用焊条
氧化钛型药皮,交直流电源
熔敷金属抗拉强度不低于420MPa(43kgf/mm2)
结构钢焊条
(2)钼和铬钼耐热钢焊条
牌号前加“R”(或“热”字),表示钼和铬钼耐热钢焊条。
牌号第一位数字,表示熔敷金属主要化学成分组成等级,见表2-23。
牌号第二位数字,表示同一熔敷金属主要化学成分组成等级中的不同牌号,对于同一组成等级的焊条,可有十个牌号,按0、1、2、 (9)
顺序编排,以区别铬钼之外的其他成分的不同。
牌号第三位数字,表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:
R 3 4 7
低氢钠型药皮,直流电源
牌号分类编号为4
熔敷金属主要化学成分等级为铬含量约1%,钼含量约0.5%
耐热钢焊条
(3)低温钢焊条
牌号前加“W”(或“温”字),表示低温钢焊条,牌号前两位数字,表示低温钢焊工作温度等级,参见表2-24。
牌号第三位数字,表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:
W 70 7
低氢钠型药皮,直流电源
工作温度等级为-70℃
低温钢焊条
(4)不锈钢焊条
牌号前加“G”(或“铬”字)或“A”(或“奥”字),分别表示铬不锈钢焊条或奥氏体铬镍不锈钢焊条。
牌号第一位数字,表示熔敷金属主要化学成分组成等级,参见表2-25。
牌号第二位数字,表示同一熔敷金属主要化学成分组成等级中的不同牌号。
对同一组成等级焊条,可有10牌号,按0、1、2、……9顺序排列,以区别镍铬之外的其他成分的不同。
牌号第三位数字,表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:
G 2 0 2
钛钙型药皮,交直流两用
牌号分类编号为0
熔敷金属主要化学成分等级为含铬量约13%
A0 2 2
钛钙型药皮,交直流两用
牌号分类编号为2
熔敷金属主要化学成分等级为含碳量≤0.04%(超低碳)
奥氏体不锈钢焊条
(5)堆焊焊条
牌号前加“D”(或“堆”字),表示堆焊焊条。
牌号的前两位数字表示堆焊焊条的用途
或熔敷金属的主要成分类型等,见表2-26。
牌号第三位数字表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:
D 25 6
低氢钠型药皮,交直流两用
常温高锰钢堆焊焊条
堆焊焊条
(6)铸铁焊条
牌号前加“Z”(或“铸”字),表示铸铁焊条。
牌号第一位数字,表示熔敷金属主要化学成分组成类型。
第一位数字的含义列于表2-27。
牌号第二位数字,表示同一熔敷金属主要化学成分组成类型中的不同牌号,对同一成分组成类型焊条,可有十个牌号,按0、1、2、……、9顺序排列。
牌号第三位数字,表示药皮类型及焊接电源种类(见表2-21)。
牌号举例:
Z 3 0 8
石墨型药皮,交直流两用
牌号分类编号为0
熔敷金属主要化学组成类型为纯镍
铸铁焊条
(7)有色金属焊条
牌号前加“Ni“(或镍”字)、“T”(或“铜”字)、“L”(或“铝”字),分别表示镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条。
牌号第一位数字,表示熔敷金属化学成分组成类型,其含义列于表2-28。
牌号第二位数字,表示同一熔敷金属化学成分组成类型中的不同牌号,对于同一成分组成类型焊条,可有十个牌号,按0、1、2、……、9顺序排列。
牌号第三位数字表示药皮类型和焊接电源种类(见表2-21)。
牌号举例:
Ni 1 1 2
钛钙型药皮,交直流两用
牌号分类编号为1
熔敷金属主要化学组成类型为纯镍
镍及镍合金焊条
T 2 0 7
低氢钠型药皮,直流电源
熔敷金属主要化学组成类型为青铜
铜及铜合金焊条
L 1 0 9
盐基型药皮,直流电源
熔敷金属主要化学组成类型为纯铝
铝及铝合金焊条
(8)特殊用途焊条
牌号前加“TS”(或“特”字),表示特殊用途焊条。
牌号第一位数字,表示焊条的用途,其含义列于表2-29。
牌号第二位数字,表示同一用途中的不同牌号,对同一类型焊条,可有十个牌号,按0、1、2、…、9顺序排列。
牌号第三位数字,表示药皮类型及焊接电源种类(见表2-21)。
牌号举例:
TS 3 0 4
氧化铁型药皮,交直流两用
牌号分类编号为0
用途为水下切割用
特殊用途焊条。