FANUC 0i系统故障报警信息
FANUC常见报警说明与解决方法

FANUC常见报警说明与解决⽅法提⽰以0i-F系统为例01APC闪烁报警机床长时间停机,开机后系统屏幕上可能会出现APC闪烁,当出现这个报警的时候,表⽰伺服放⼤器的电池电压低,正常电压⼀般为6V,该电池⽤于记住机床的伺服绝对位置。
建议检查各个伺服放⼤器的电池电压,更换后即可正常。
【解决⽅法】更换放⼤器电池【解决⽅法】放⼤器电池更换⽅法,请参考下⽅视频:02BAT闪烁报警机床长时间停机,开机后系统屏幕上可能会出现BAT闪烁,当出现这个报警的时候,表⽰CNC的系统电池电压低,正常电压⼀般为3.3V,该电池⽤于保存CNC中的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)。
建议⽴即更换CNC系统上的电池,以免造成数据丢失。
【解决⽅法】更换CNC系统电池【解决⽅法】CNC系统电池更换⽅法,请参考下⽅视频:03SYS_ALM500报警机床长时间停机,开机后系统屏幕上可能会出现SYS_ALM500报警(0i-C系统为935报警)SYS_ALM500 SRAM DATA ERROR(SRAM MOUDLE)当出现这个报警的时候,表⽰由于CNC的系统电池电压低,导致CNC的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)已经丢失。
【解决⽅法】【解决⽅法】更换CNC系统电池,并恢复出⼚参数。
04FAN报警机床长时间停机,开机后系统屏幕上可能会出现FAN报警,当出现这个报警的时候,表⽰CNC系统风扇转速低或者停转。
建议⽴即更换CNC系统风扇,以免因CNC过热导致更⼤故障。
【解决⽅法】更换CNC系统风扇【解决⽅法】请认准F+商城,点击直达系统风扇页⾯【购买链接】请认准CNC系统风扇更换⽅法,请参考下⽅视频:05放⼤器风扇报警由于FANUC产品中配备风扇的部件较多,每个部件的风扇报警号也各有不同,为了⽅便快速发现故障点,请参考放⼤器风扇报警号以及对应的位置关系表(以0i-F系统为例),确认故障风扇。
【解决⽅法】⾸先清洁风扇接⼝,重新插拔风扇后再测试。
(完整版)FANUC-0系统报警代码一览表

附录4:FANUC 0系统报警代码一览表(M系统)·后台编辑报警注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
·串行脉冲编码器(SPC )报警注:串行脉冲编码器3n 9号报警的详细情况串行脉冲编码器3n 9号报警的详细情况在诊断地址(760~767号,770~777号)中显示: CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
STB:串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
注意:如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警);LV : 在伺服放大器中产生了低电压报警。
检查LED ;OVC :在数字伺服内部产生了一个过电流报警;HCAL :在伺服放大器内产生了一个异常电流报警。
检查LED ;HVAL :在伺服放大器内产生了一个过电压报警。
检查LED ;DCAL :在伺服放大器中产生了再生放电电路报警。
FANUC 0i数控机床“SV0433”报警故障诊断与处理
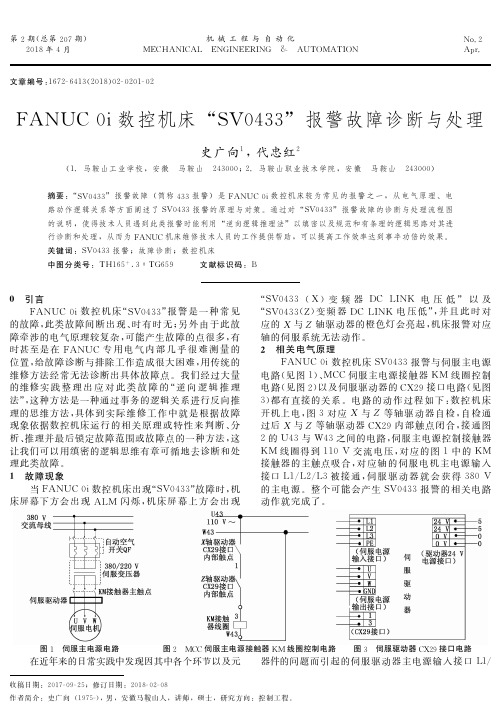
第2期(总第207期)2018年4月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATIONNo.2Apr.文章编号:1672 6413(2018)02 0201 02FANUC0i数控机床“SV0433”报警故障诊断与处理史广向1,代忠红2(1.马鞍山工业学校,安徽 马鞍山 243000;2.马鞍山职业技术学院,安徽 马鞍山 243000)摘要:“SV0433”报警故障(简称433报警)是FANUC0i数控机床较为常见的报警之一,从电气原理、电路动作逻辑关系等方面阐述了SV0433报警的原理与对策。
通过对“SV0433”报警故障的诊断与处理流程图的说明,使得技术人员遇到此类报警时能利用“逆向逻辑推理法”以缜密以及规范和有条理的逻辑思路对其进行诊断和处理,从而为FANUC机床维修技术人员的工作提供帮助,可以提高工作效率达到事半功倍的效果。
关键词:SV0433报警;故障诊断;数控机床中图分类号:TH165+.3∶TG659 文献标识码:B收稿日期:2017 09 25;修订日期:2018 02 08作者简介:史广向(1975),男,安徽马鞍山人,讲师,硕士,研究方向:控制工程。
0 引言FANUC0i数控机床“SV0433”报警是一种常见的故障,此类故障间断出现、时有时无;另外由于此故障牵涉的电气原理较复杂,可能产生故障的点很多,有时甚至是在FANUC专用电气内部几乎很难测量的位置,给故障诊断与排除工作造成很大困难,用传统的维修方法经常无法诊断出具体故障点。
我们经过大量的维修实践整理出应对此类故障的“逆向逻辑推理法”,这种方法是一种通过事务的逻辑关系进行反向推理的思维方法,具体到实际维修工作中就是根据故障现象依据数控机床运行的相关原理或特性来判断、分析、推理并最后锁定故障范围或故障点的一种方法,这让我们可以用缜密的逻辑思维有章可循地去诊断和处理此类故障。
1 故障现象当FANUC0i数控机床出现“SV0433”故障时,机床屏幕下方会出现ALM闪烁,机床屏幕上方会出现“SV0433(X)变频器DCLINK电压低”以及“SV0433(Z)变频器DCLINK电压低”,并且此时对应的犡与犣轴驱动器的橙色灯会亮起,机床报警对应轴的伺服系统无法动作。
FANUC 0系统报警代码一览表
附录4:FANUC 0系统报警代码一览表(M系统)·后台编辑报警注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
·串行脉冲编码器(SPC )报警注:串行脉冲编码器3n 9号报警的详细情况串行脉冲编码器3n 9号报警的详细情况在诊断地址(760~767号,770~777号)中显示: CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
STB:串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
#7 #6 #5 #4 #3 #2 #1 #0注意:如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警);LV : 在伺服放大器中产生了低电压报警。
检查LED ;OVC :在数字伺服内部产生了一个过电流报警;HCAL :在伺服放大器内产生了一个异常电流报警。
检查LED ;HVAL :在伺服放大器内产生了一个过电压报警。
检查LED ;DCAL :在伺服放大器中产生了再生放电电路报警。
FANUC系统电池更换及相关报警
930 报警(CPU 中断) 原因和处理: 在正常运行中产生了不该产生的中断。无法确认故 障原因,有可能是CPU 外围电路发生故障。如果 在电源断开再接通后运行正常,则可能是外部干扰 引起的。 解决方法: 更换CPU 卡,主CPU 板。 环境干扰测试 见抗干扰的方法章节,测试CNC的 环境干扰
存储器备份电池的更换: 零件程序,偏置数据及系统参数都保存在控制单元中的 CMOS 存储器 中,CMOS 存储器的电源是由装在控制单 元前板上的锂电池提供的,主电源即使切断了,以上的数 据也不会丢失,因为备份电池是装在控制单元上出厂的。 备份电池可将存储器中的内容保存大约 1 年。 当电池电 压变低时,CRT 画面上将显示「BAT」报警信息。同时电 池报警信号被输出给 PMC。当显示这个报警时,就应该 尽快更换电池, 通常可在两周或三周内更换电池。究竟 能使用多久,因系统配置而异。 如果电池电压很低,存 储器不能再备份数据,在这种情况下,如果接通控制单元 的电源,因存储器中的内容丢失,会引起 935 系统报警 (ECC 错误),更换电池后,需全清存储器内容,重新 送数据。 更换电池时,控制单元电源必须接通。当电源 关断时,拆下电池,存储 器的内容会丢失,这一点一定 要注意。
原因和处理: 此报警是DRAM(动态RAM)的奇偶错误。 要点分析: 在FANUC 0 i 数控系统中,DRAM 的数据在读写过程中,具有奇偶 校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发 生奇偶校验报警。ALM910 和ALM911 分别提示低字节和高字节的 报警。 解决方法:应考虑主板上安装的DRAM不良。更换主板。 (b)对于 0iB 或其他:910~911 报警(SRAM奇偶校验错误) 原因和处理: 此报警是SRAM(静态RAM)的奇偶错误。 要点分析: 与DRAM 一样,SRAM 中的数据在读写过程中,也具有奇偶校验检 查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶 校验报警。ALM912 和ALM913 分别提示低字节和高字节的报警。
FANUC 0i系列有关操作编程报警信息及处理方法
指定的移动坐标轴数超过了联动轴数。修改程序。
移动轴超过了联动轴数,或者在扭矩极限到达信号的跳步功能指令(G31 P99/98)中,在同一个程序段中无轴移动指令,或者指令了2个轴以上的轴移动。同一程序段的轴移动指令必须为单个轴。
020
在圆弧扦补(G02或G03)中,圆弧始点半径值与圆弧终点半径值的差超过了3410号参数的设定值。
040
单一形固定循环G90/G94中,用刀尖半径补偿时有可能产生过切。修改程序。
041
刀具补偿C中,可能产生过切。在刀具补偿方式中,两个或两个以上的程序段被连续用在一些功能上,例如辅助功能和暂停功能。修改程序。
刀尖半径补偿中可能产生过切。修改程序。
042
在刀具补偿方式中,指令了刀具位置补偿(G45~G48)。修改程序。
⑥在G76中,螺纹高度及第1次切削深度指定了0或负值。⑦在G76中,最小切削深度比螺纹高度值还大。
⑧在G76中,指定了不可使用的刀尖角度。
修改程序。
063
在G70,G71,G72,G73中,没有找到P指定的顺序号。
修改程序。
064
在复合形固定循环(G71,G72)中,指定了非单调的加工形状。
065
①在G71,G72,G73中,用P指定顺序号的程序段中,没有指令G00或G01。
044
在固定循环方式中,指令了G27~G30。修改程序。
045
在固定循环(G73/G83)中,各自切削(Q)的深度没有给出,或者只给出Q0。修正程序。
046
在返回第2,3,4参考点指令中,非P2,P3,P4被指令。修改程序。
047
三维刀具补偿的起始或三维坐标转换中,指令了两个或两个以上的平行轴(与基本轴平行的坐标轴)
FANUC-oi数控系统报警代码表(000~704)
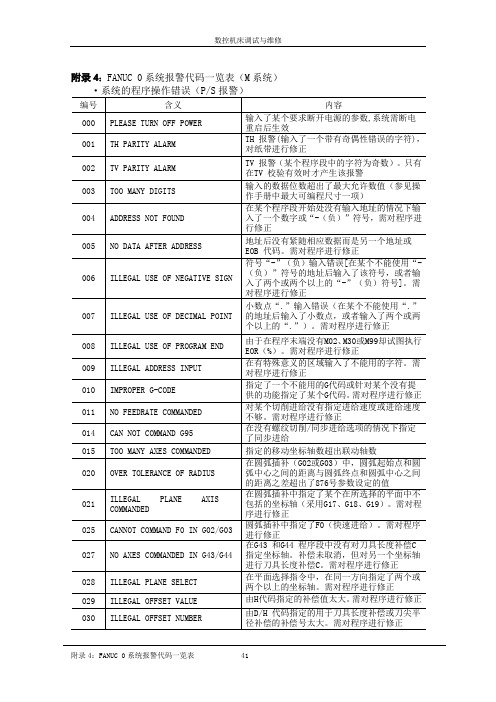
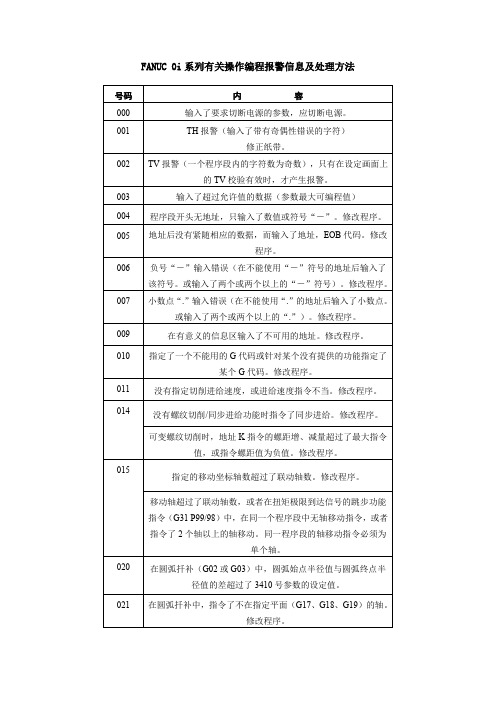
FANUC-oi数控系统报警代码表(000~704)FANUC--0 系统操作编程说明书1附录 1:FANUC-0 系统报警代码表1. 程序报警(P/S 报警)报警号报警内容000修改后须断电才能生效的参数,参数修改完毕后应该断电。
001TH 报警,外设输入的程序格式错误。
002TV 报警,外设输入的程序格式错误。
003输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004程序段的第一个字符不是地址,而是一个数字或“-”。
005一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007小数点“. ”使用错误。
009一个字符出现在不能够使用该字符的位置。
010指令了一个不能用的G 代码。
011一个切削进给没有被给出进给率。
014程序中出现了同步进给指令(本机床没有该功能)。
015企图使四个轴同时运动。
020圆弧插补中,起始点和终点到圆心的距离的差大于876 号参数指定的数值。
021圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029H 指定的偏置号中的刀具补偿值太大。
030使用刀具长度补偿或半径补偿时,H 指定的刀具补偿号中的刀具补偿值太大。
033编程了一个刀具半径补偿中不能出现的交点。
034圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037企图在刀具半径补偿模态下使用G17、G18 或G19 改变平面选择。
038由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041刀具半径补偿时将产生过切削的情况。
043指令了一个无效的T 代码。
044固定循环模态下使用G27、G28 或G30 指令。
046G30 指令中P 地址被赋与了一个无效的值(对于本机床只能是2)。
051自动切角或自动圆角程序段后出现了不可能实现的运动。
052自动切角或自动圆角程序段后的程序段不是G01 指令。
FANUC-0i系统故障报警信息
1、报警信息的查看方法数控系统可对其本身以及其相连的各种设备进行实时的自诊断。
当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。
当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。
这样,就可以根据屏幕上显示的内容采取相应的措施。
一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示。
某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示:FANUC 0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。
大大方便了对机床故障的跟踪和统计工作。
显示报警履历的操作如下:2、FANUC 0i数控系统报警的分类FANUC 0i数控系统的报警信息很多,可以归纳为以下类别,便于查找。
表FANUC 0i数控系统报警分类错误代码报警分类000~255P/S报警(参数错误)300~349绝对脉冲编码器(APC)报警350~399串行脉冲编码器(SPC)报警400~499伺服报警500~599超程报警700~749过热报警750~799主轴报警900~999 1000~1999 200~2999 5000以上系统报警机床厂家根据实际情况在PM(L)C中编制的报警机床厂家根据实际情况在PM(L)C中编制的报警信息P/S报警(编程错误)3、常见报警的故障排除思路数控机床是当代高新技术机、电、光、气一体化的结晶,电气复杂,管路交叉林立,故障现象也是千奇百怪,各不相同。
如何能迅速找出故障、隐患,并及时排除?这是数控机床维修人员所面临的最现实、最直接的问题。
在这里,我们将以最常碰到的故障为例,学习使用FANUC 0i数控系统提供的丰富的维修功能进行故障排除的方法。
为方便起见,把由机床厂家根据不同的机床结构所可以预见的异常情况汇总后,由机床厂家自己编写错误代码和报警信息,这类故障称为外围报警(这是相对于数控系统而言)。
FANUC-常见报警及处理
FANUC-0ib 常见报警及处理方法( 16 FANUC-0ib 常见报警及处理方法典型的故障进行故障分析和恢复方法的介绍:1.P/S00#报警2.P/S100#报警3.P/S101#报警4.P/S85~87串行接口故障5.90#报警(回零动作异常)6.3n0(n轴需要执行回零)7.3n1~3n6(绝对编码器故障)8.3n7~3n8(绝对脉冲编码器电池电压低)9.SV400#,SV402#(过载报警)10.SV401,SV403(伺服准备完成信号断开报警)11.SV4n0:停止时位置偏差过大12.SV4n1(运动中误差过大)13.SV4n4#(数字伺服报警)14.SV4n6报警:反馈断线报警15.ALM910/911 RAM奇偶校验报警16.手动及自动均不能运行17.不能JOG操作运行18.不能自动运行各种报警的原因及处理:P/S00#报警故障原因:设定了重要参数,如:伺服参数,系统进入保护状态,需要系统重新起动,装载新参数。
恢复办法:在确认修改内容后,切断电源,再重新起动即可P/S100#报警故障原因:修改系统参数时,将写保护设置PWE=1后,系统发出该报警。
恢复方法:①发出该报警后,可照常调用参数页面修改参数。
②修改参数进行确认后,将写保护设置PWE=0③按RESET键将报警复位,如果修改了重要的参数,需重新起动系统P/S101#报警故障原因:存储器内程序存储错误,在程序编辑过程中,对存储器进行存储操作时电源断开,系统无法调用存储内容。
恢复方法:①在MDI方式,将写保护设置为PWE=1②系统断电,按着(DELETE)键,给系统通电。
③将写保护设置为PWE=0, 按RESET键将101#报警消除。
、P/S85~87串行接口故障故障原因:在对机床进行参数、程序的输入,往往用到串行通讯,利用RS232 接口将计算机或其它存储设备与机床联接起来。
当参数设定不正确,电缆或硬故障时会出现报警。
故障查找和恢复: 85#报警指的是:在从外部设备读入数据时,串行通讯数出现了溢出错误,被输入的数据不符或传送速度不匹配,检查与串行通讯相关的参数,如果检查参数没错误还出现该报警时 , 检查I/O设备是否损坏86#报警指的是:进行数据输入时I/O设备的动作准备信号(DR)关断。
FANUC0I-18MC故障排除手册
友佳VB刀臂式FANUC0I/18MC系列一.警示讯息一览表1010 紧急停止PLC位A0.0 急停按纽或三轴硬体行程1020 主轴冷却单元异常PLC位A0.1 油液压力不足1040 切削液没旋到自动位置PLC位置A0.3 执行M08时,切削液按纽旋到自动位置1050 自动换刀异常PLC位置A0.4 1选刀.2.刀套上下.3.换刀臂旋转.4夹松刀5时间过长1060 A.T.L.M.PROTECT A0.5 自动刀具长度测量保护1070 三轴必须归第一原点A0.6 开机后,手动归原点1080 X.Y.Z.第四轴需归原点A0.7 开机后,手动归原点1110 ATC ALARM FORPOT DOWNA1.0 刀套向下异常1120 ATC ALARM FORARM 60A1.1 刀臂60 异常1130 ATC ALARM FORTOOL UNCLAMLPA1.2 刀具松刀异常1140 ATC ALARM FORARM 180A1.3 刀臂180异常1150 ATC ALARM FORTOOL CLALMPA1.4 刀具夹刀异常1160 ATC ALARM FORARM 60A1.5 刀臂60接近开关未检知1170 ATC POT UPALARMA1.6 刀套上异常1180 DOOROPEN A1.71210 ATC STAND BY FORPOT UPA2.0 换刀开始时,刀套未在上1220 ATC STAND BY FORPOT DOWNA2.11230 ATC STAND BY FORTOOL CLAMLPA2.21240 ATC STAND BY FORTOOL UNCLAMPA2.31250 ATC STAND BY FORARM 0A2.41260 ATC STAND BY FORARM 180A2.51270 ATC STAND BY FOR3ND ZEROA2.61280 ATC STAND BY FORMAG INPOSITIONA2.7 刀库未定位1310 TOOL LIFE ISPASSEDA3.0 刀具寿命到达1320 MAG CTR NO ERROR A3.1 刀具计数值异常1330 MAG CTR SENSORERRORA3.2 刀库计数异常1350 JIG (FIXTURE)NOTCLAMPEDA3.4 夹具检知信号未检知1360 SPINDLE TOOLCLAMP ERRORA3.5 主轴夹刀信号松刀信号同时检知1370 SPINDLE GEARINPOSITIONA3.6 高档低档信号同时检知1380 ATC NOT READY A3.7 ATC没有准备1400 H/L GEAR BOX (OILTOO LOW)A11.0 高档齿轮箱油压低1581 APC A/B POSITIONALARMA7.01582 APC ARM NOTRETRACTA7.1 APC门关时没回原位1600 MOTOR OVERLOVD A4.0 马达过负载1610 SPINDLE OVERHEAT A4.3 主轴过热1620 SPINDLE OIL MISTALARMA4.4 主轴油冷机报警1630 ATC OIL ALARM A4.1 ATC打刀缸油压不足1640 MAGAZINE ALARM A4.2 刀库没停于刀套上下位置2000 MAINTENANCEMODEA10.0 维修模式信息.修改参数2020ARMTROUBLESHOOTINGA10.1 进入换刀臂故障排除状态2025 CHECK SPINDLE NOOR STAND BY TOOLA10.2 检查刀具是否正确2050 AIR LOW A10.32060 LUBE LEVEL TOOLOWA10.42065 LUBE PRESSURE A10.5 2070 DOOR OPEN A1.7 2080 ATC NOT READY A11.12085 PLEASE CHANGE TOMDIA11.2 刚性攻牙需在MDI下执行2090 SOFT 1 ON (ABS.) A12.0 ABS 键开关1打开2091 SOFT 2 ON (PRORESTART)A12.1 程式再启动键2打开PLC位元选择一览表K0 0 当ATC READY 灯没亮时,慢速进给是否可以移动K0 1 第四轴是否先归原点才可以移动(和K0.2相关) K0 2 程式启动前是否所有轴必须归第一原点K0 6 选择主轴传动方式.0:齿轮 1:皮带K0 7 程式执行M02时,是否自动断电K1 0 选择指示灯的形式.三色,或单色1 自动换刀时,X.Y是否必须归第二原点2 自动换刀时,刀臂60 是否立即松刀3 刀套上后,刀套上电磁阀是否作自保持4 单动换刀是否有效5 是否使用主轴冷却装置6 主轴夹刀后,是否作自保持7 主轴松刀后,是否作自保持.(未使用)K2 01 刀臂不在0位置时,Z轴是否可以移动2 换刀臂不在0 时,主轴是否可以定位3 选择机器规格.(标准机-CE规格)K2 4 刀具寿命到达时,是否显示警示5 选择第四轴夹紧/放松动作的信号6 是否使用手动旋扭控制主轴转速7 X轴手动原点复归的方向K3 1 换刀臂近接开关的信号为常开/或常闭2 刀库计数是否增加一计数开关B3 选择刀套待命位置为上或下K4 1 旋转式交换工作台是否有效1K5K8 5刀库容量为20把(D110)K5 4 交换工作台未停于正确位置时,X Y 轴是否锁定5 有无使用夹具装置6 夹具装置有无使用压力开关检知7 设定刀库定位停止时,刀库计数信号为常开或常闭K6 0 第四轴电磁阀动作时是松开或夹紧1 脚踏开关只限手动有效2 程式启动前夹具是否要先夹紧3 紧急停止时夹具是否保持夹紧5 模式由自动转手动时,主轴是否会停止7 执行M00 M01 时主轴是否会停止K7 0 润滑系统”一般”或”压力检知”3 当模式由自动转手动时,主轴方向是否记忆6 选择ATC换刀方式0:一般 1:快速7 换刀故障排除时,换刀臂移动方式 0:寸动K8 4 选择主轴换档方式0:气压缸换档 1:ZF两段式变速箱换档6 切换到手动模式,第四轴是否自动松开7 程式启动时,排削机是否会自动启动K15 7 X Y Z 轴在急停后,不必作原点复归可启动PLC计时器一览表1 T0 用于设定刀库停在刀套上下位置的时间150002 T2 设定自动换刀时所需最长时间100003T4设定润滑系统运转时间150004 T6 设定润滑系统停止运转时间(K7.0=1)36000020 T38 换刀臂旋到60时,到达刀臂停止点后延迟时间21 T40 换刀臂旋180时,到达刀臂停止点延迟时间D124 大径刀刀数设定0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC 0i系统故障报警信息[ 内容简介]总结本次故障,虽然在报警信号信息屏幕上所显示的是系统报警,给人的第一感觉就是数控系统出现问题了,但不是绝对都是这样的,这个故障就是一个例外,这实质上是一个外围故障。
1、报警信息的查看方法数控系统可对其本身以及其相连的各种设备进行实时的自诊断。
当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。
当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。
这样,就可以根据屏幕上显示的内容采取相应的措施。
一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示:某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示:FANUC 0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。
大大方便了对机床故障的跟踪和统计工作。
显示报警履历的操作如下:2、FANUC 0i数控系统报警的分类FANUC 0i数控系统的报警信息很多,可以归纳为以下类别,便于查找。
表7.1FANUC 0i数控系统报警分类3、常见报警的故障排除思路数控机床是当代高新技术机、电、光、气一体化的结晶,电气复杂,管路交叉林立,故障现象也是千奇百怪,各不相同。
如何能迅速找出故障、隐患,并及时排除?这是数控机床维修人员所面临的最现实、最直接的问题。
在这里,我们将以最常碰到的故障为例,学习使用FANUC 0i 数控系统提供的丰富的维修功能进行故障排除的方法。
为方便起见,把由机床厂家根据不同的机床结构所可以预见的异常情况汇总后,由机床厂家自己编写错误代码和报警信息,这类故障称为外围报警(这是相对于数控系统而言)。
也就是说不同结构类型的机床就会有不同的外部故障的错误代码和报警信息。
而由数控系统生产厂家根据数控系统部件所能预见的异常情况汇总后,所编写的错误代码和报警信息,这类故障称为系统报警(数控系统故障)。
数控系统故障的错误代码和报警信息不会因不同结构类型的机床而改变,不同型号的数控系统的系统报警可能会有所不同。
系统报警是数控系统生产厂家在数控系统传递到机床厂家之前就编写好的,是固定不变的,机床厂家没法对其进行编辑和增删。
在一般情况下,外围故障的发生机率较系统故障的机率要高。
不同结构类型的机床就会有不同的外围故障,而若要能够做到对外围故障做出快速准确的定位和排除,就必须对你所要维修的机床的机械结构、电气原理、数控系统、各个机床动作、操作方法有一个全面的认识。
若在机床正常的时候,对机床的每一个动作进行仔细的观察,便能够在机床异常(也就是说机床动作不能正常进行)时,根据平时观察所得与之对比,从而做到对故障的快速诊断与排除。
与此同时,高效地使用FANUC 0i系统提供的丰富的维修功能,包括PMC梯形图实时监控、1/O接口的状态检查与跟踪、诊断功能也是做到对故障的快速诊断与排除的一个关键因素。
以下,是一个发生在一台卧式加工中心的外围故障。
通过这个故障,从中学习如何使用FANUC 0i系统提供的丰富的维修功能对一般外围故障进行快速诊断与排除。
1)外围报警—"1010空气压力异常"报警一台卧式加工中心出现"1010空气压力异常"报警后,向操作人员详细了解发生报警的情况。
据操作人员讲述,当时机床在自动运行状态下进行加工生产,突然出现了此报警,机床亦同时停止了动作。
查阅相关的机床维修手册,机床维修手册中所描述的"1010空气压力异常"报警发生的原因是进入机床的压缩空气压力未能达到机床的要求(压缩空气压力不得低于0.4MPa),对策是保证供给的机床压缩空气压力不得低于0.4MPa。
据操作人员讲,在进行开机前设备检查时,发现进入机床的压缩空气压力过高,达到了0.8MPa,超出了0.4-0.6MPa的机床允许范围,所以就调整了压缩空气压力,使其压力在机床允许的范围之内,然后进行自动运行加工,l0分钟以后便出现了"1010空气压力异常"的报警。
据此分析,此次故障发生的主要原因是,在进行开机前设备检查时,由于大部分的设备都未正式运转和系统的压缩空气压力偏高了一点点,造成了进入机床的压缩空气压力高达0.8MPao而当大部分的设备都进入正式运转和对整个压缩空气供给系统过高的压力进行了调整后,便出现了机床在自动运行加工的过程中,出现机床的压缩空气压力下降到0.25MPa的情况。
以下是故障的排除过程。
数控系统是怎样知道进入机床的压缩空气压力未能达到指定的值呢?数控机床为做到自动控制设置了相应的检测器件(接近开关、位置开关、光栅等)。
当检测器件发出的状态信息经PM(L)C处理,进行逻辑判断不能满足机床正常运行要求时,便在屏幕上显示相应的故障代码和报警信息。
数控系统通过PMC监控画面监控每一个检测器件的状态,从而可方便快捷的方向故障的位置。
具体操作方法如下:查阅该机床的电气图纸得知,进入机床的压缩空气压力是由一只压力开关(地址是X2.3)进行检测的,当压力在机床允许的范围内时(0.4-0.6MPa),压力开关的触点闭合,状态为" 1";当压力低于0. 4MPa时,压力开关的触点便断开,状态为"0",该状态输入到PMC 中进行逻辑判定处理后,认为不能满足机床正常运行,便在屏幕上报出错误代码和报警信息。
在调整了压缩空气压力之后,有必要再确认一下压力开关的状态,FANUC Oi-MA系统提供了状态的监控功能,使能够方便快捷地监控机床每一个检测装置的状态。
至此,就可以按下机床面板上的故障复位按钮,然后执行中间程序启动,继续进行加工,并随时对进入机床的压缩空气压力进行检查和调整,防止类似的故障再次发生。
2)系统报警—351、350、414、749号报警一台卧式加工中心,在自动运行加工的过程中,突然停止动作,并进入了急停状态。
以下是故障的判定和排除过程。
一下子出现这么多的报警,真把人搞糊涂了,以下就化繁为简,逐一地加以说明和解释。
350,351,414,749号报警属于系统报警,FANUC为数控系统对应地编写了相关的维修说明书。
因此,可以查阅BEIJING-FANUC 0i-A维修说明书(编号是B -63505C/O1)掌握报警的详细说明和对策。
根据报警信息屏幕显示的内容,对照BEIJING-FANUC 0i-A维修说明书:1)信息:350 SPC报警信号:X轴PLUSE CODER350 SPC报警信号:Y轴PLUSE CODER内容:这是串行脉冲编码器(SPC)的报警。
X Y轴的串行脉冲编码器故障。
有以下的原因可引起此报警,串行编码器的硬件出现异常、用于保持绝对位置坐标电池的电压过低、反馈电缆出现异常、A /D转换时数字伺服电流异常、伺服放大器的电磁接触器的触点溶化粘连、串行编码器LED异常、因反馈电缆异常引起反馈错误。
2)信息351 SPC报警信号:X轴交通351 SPC报警信号:Y轴交通351 SPC报警信号:z轴交通351 SPC报警信号:B轴交通内容:这也是串行脉冲编码器(SPC)的报警。
X Y Z B轴的串行脉冲编码器通信错误。
有以下原因可引起此报警,串行脉冲编码器的通信异常、通信没有应答、传送数据有误、数字伺服侧参数设定不正确。
3)信息:749 S-SPINDLE LSI ERROR内容:这是关于串行主轴的报警。
当接通电源后,在系统启动中或在运行过程中,主轴发生了串行通信错误时的报警。
有以下原因可引起此报警:光缆接触不良、脱落或断线,主CPU板不良,主轴放大器印制电路板不良。
根据以上的报警信息和报警内容分析,是串行脉冲编码器(SPC )和串行主轴的通信方面同时出现了问题,这样看来也太巧合了吧?有点不大可能,四个伺服轴的串行脉冲编码器与串行主轴伺服模块同时出现了故障。
于是,打开控制电柜查看一下数控系统各模块的情况,发现数控系统的电源模块、主轴模块、伺服轴模块都没有电源指示。
原来是控制它们的一个空气开关跳闸了。
至此,导致本次报警发生的原因是由于这个空气开关跳闸所引起的,因此,要排除此故障,就要找出空气开关跳闸的原因。
再详细地研究了一遍电路图,如图所示:在图中,可以看到,该空气开关是伺服模块控制部分和主轴冷却风扇电动机作过载、短路保护的。
使用万用表检查空气开关后的电气回路是否有过载、短路的故障存在,检查发现主轴冷却风扇电动机有一相的电线对地短路,便认真检查主轴冷却风扇电动机至电柜之间的连接电线是否有问题,这时发现护套管的一个端头松动,而且该端头把电线的绝缘层磨损,在加工过程中各伺服轴的快速移动所带来的冲击,使各护套管的固定端头慢慢地松动,造成了本次故障的发生。
于是,对电线绝缘磨损的地方重新做了绝缘处理,可靠地紧固好护套管的端头,并对其他的护套管的固定端头和其中电线进行了检查,并把这项检查加入到设备的定期检查表中,彻底杜绝同类型故障的再次发生。
作了以上处理后,进行试运行无问题后,重新投入了加工生产,至此,故障排除。
总结本次故障,虽然在报警信号信息屏幕上所显示的是系统报警,给人的第一感觉就是数控系统出现问题了,但不是绝对都是这样的,这个故障就是一个例外,这实质上是一个外围故障。
因此,在进行故障判定的时候,要对可能出现的问题作一个全盘的考虑,去伪存真,才能真正地提高自身的维修水平。