产线平衡案例分析
现场IE改善案例分析--生产线平衡分析改善案例
生产线平衡定义
对生产的全部工序进行均衡,调整作业 负荷和工作方式,消除工序不平衡和工 时浪费,实现“一个流”。
出料
入料
平衡生产线的意义
通过平衡生产线可以综合应用到程序分析、动作分析 、layout分析,搬动分析、时间分析等全部IE手法,提 高全员综合素质
在平衡的生产线基础上实现单元生产,提高生产应变 能力,对应市场变化实现柔性生产系统
(4) 4种增值的工作
站在客户的立场上,有四种增值的工作
1、使物料变形 2、组装 3、改变性能 4、部分包装
物料从进厂到出厂,只有不到 10% 的时间是增值的!
工序
符 号
内容
作业内容
分类
加工 作业
○
加工 作业
■产生附加价值的工序及作 业
卖得掉
检查
□
数量检查 ■虽然有必要,但需要进行 品质检查 改善的工序及作业
现场IE改善案例分析--生 产线平衡分析改善案例
2020年7月14日星期二
内容安排
一、线平衡定义 二、生产线平衡分析方法 三、B值、F值的定义与计算 四、线平衡案例分析
一、线平衡定义
生产线平衡定义
什么是生产线平衡
生产线平衡是指构成生产线各道工序所需的 时间处于平衡状态,作业人员的作业时间尽 可能的保持一致,从而消除各道工序间的时 间浪费,进而取得生产线平衡。
减少人手(1)
將工序3里的工作时 间分配至工序2﹑4 及5之內﹐从而工序 3里的人手可调配其 它生产线去
可行性﹕須工序 2﹐4及5內均有足夠 时间接受额外工作。
ቤተ መጻሕፍቲ ባይዱ
生产线平衡-例3﹕减少人手(2人)
降低线体速度,减少生产产量
工作時間
生产线平衡案例分析PPTPPT课件
时
1﹑2﹑5里﹐从而工
间
序3﹑4工作岗位的人
手可调配至其它生产
线去。
(4) 4种增值的工作
站在客户的立场上,有四种增值的工作
1、使物料变形 2、组装 3、改变性能 4、部分包装
物料从进厂到出厂,只有不到 10% 的时间是增值的!
工序
符 号
内容
作业内容
分类
加工 作业
○
加工 作业
■产生附加价值的工序及作 业
3
温管 插室温管温7
温 打胶水
2
24
1
4
插线 插变压器线7
37
1
插线
30
插线
20
5
功能 功能检验 16
检 拆线
5
45
2
贴断电标贴4
外观检验 8
6
外观 检 贴条码
2
包装
6
16
1
生产线平衡的改善实例
电子电装7人柔性线,改善前各工位的作业时间如下所示:
50 45 40 35 30 25 20 15 10
one piece flow 是指单件的进行生产, 即工人每次 只加工一件产品或组件,理想状态下,任何操作 工位间和工位内的多余的WIP为零。
B值=1
一物流
物流
顺畅流动 没有停滞
物留
中间停滞 隐藏问题
“一个流”的益处
1. 内建品质管理; 2. 创造真正的灵活弹性; 3. 创造更高的生产力; 4. 腾出更多厂房空间; 5. 改善安全性; 6. 改善员工士气; 7. 降低存货成本。
工 作 時 間 工序 1 2 3 4 5
减少人手(1)
將工序3里的工作时 间分配至工序2﹑4 及5之內﹐从而工序 3里的人手可调配其 它生产线去
生产线平衡分析改善案例

生产线平衡分析改善案例引言生产线平衡是指在生产过程中,通过合理分配各个工序的工作量,使得各个工序的产能能够实现平衡,从而提高生产效率、降低成本,并确保产品质量。
本文将以一个实际案例为例,介绍生产线平衡分析和改善的具体过程。
案例背景某电子产品制造公司拥有一条生产线,生产一种电子产品,该产品的组装工序分为A、B、C、D四个子工序。
在目前的生产线上,工序A的生产能力远超其他三个工序,导致A工序成为瓶颈工序,无法满足后续工序的需求,从而影响了整个生产线的效率和产量。
因此,公司决定进行生产线平衡分析,并制定改善方案,以提高生产线的平衡度。
生产线平衡分析1. 数据收集首先,需要收集工序A、B、C、D的工作时间数据,包括每个工序的加工时间、准备时间和等待时间。
这些数据将作为分析的基础。
2. 流程图绘制根据数据收集到的各个工序的时间,并结合实际生产情况,可以绘制出生产线的流程图。
流程图可以清晰地展示每个工序的工作时间和流程顺序,有助于进一步分析。
3. 生产线平衡计算根据流程图,可以计算出每个工序的工作时间总和。
然后,根据目标产量,计算出每个工序的标准工作时间,即每个工序应该占用的时间比例。
通过比较实际工作时间和标准工作时间,可以评估生产线的平衡度。
4. 分析结果根据生产线平衡计算的结果,可以看出工序A的工作时间远超其他工序,导致生产线的不平衡。
这也解释了为什么A工序成为瓶颈工序。
改善方案1. 调整工序A的产能由于工序A是瓶颈工序,可以考虑通过增加设备或优化工艺,提高工序A的产能,以满足后续工序的需求。
这可以通过增加工序A的设备数量、提高工段效率或优化工艺流程等手段实现。
2. 优化其他工序除了调整工序A的产能外,还可以进一步优化其他工序的流程,减少每个工序的工作时间。
例如,可以通过流程改进、工艺优化、培训员工等方式,提高其他工序的效率,从而平衡整个生产线。
3. 调整生产计划根据生产线平衡分析的结果,可以对生产计划进行合理调整。
生产线平衡分析改善案例

齿条生产线平衡改善一、项目名称齿条生产线平衡改善二、项目目标1、粗校至滚铆达成一件流,无心磨至高频小批量流动2、生产线在制减少70%,周转车下线,采用传送带传输3、生产周期缩短80%4、生产线平衡率提升至80%,人员效率提升10%5、生产过程PPM下降50%三、项目组织一、项目名称、目的及内容:目的:1、生产线平衡分析改善。
通过成组分线后,选取代表型号进行生产线平衡分析,运用丰田生产方式结合瓶颈限制理论管理2、生产线换型分析改善。
通过对每天的产量确定固定的生产时间,确定换型可利用时间,以此设置标准工序超市以及流转批量。
3、标准化作业改善:通过对现场时间以及动作分析,并进行工位改善,编制标准化作业指导书。
将现场作业标准化,包括标准作业时间,标准在制,标准作业顺序。
4、传送方式改善:确定工序超市、流转批量后,进行流转方式改善。
二、项目组成员及分工:职姓名工作要求位组长负责进行分工,指导并监控整个过程按节点实施。
协调资源。
副组长负责整个项目的对策评价、实施监控。
组员负责进行齿条标准时间以及动作研究,以及动作、流转改善组员负责整个项目的对策拟定评价、实施。
组员负责进行齿条标准时间与动作分析,生产线平衡方案的制定。
编制标准化作业指导书。
组员布局图绘制,标准作业下发组员负责项目整个进行过程中的质量监控。
组员负责流转设施的自制,布局调整。
三、项目实施具体计划:序号阶段项目内容责任人起始完成时间时间1现状分析时间研究、动作分析、生产线平衡分析培训TOC简介改善专员2月4日2月16日2 生产线布局分析改善专员3 代表型号的测时、动作分解改善专员4 换型时间的调查改善专员5对策拟定根据时间分析,确定工序超市及工序间流转方式,及工序流转数量各分项小组(齿条线、齿轮轴线)2月8日3月15日6根据设备放置及工序节拍确定线体长度、速度、分段形式各分项小组(齿条线、齿轮轴线)7 标准化作业的编制改善专员8 改善过程中的质量监控9 对策评价改善对策的评价项目组成员3月16日3月23日10 对策实施流转线体制作2月8日3月15日现场试运行,质量部、技术部评价,项目成员、质管、技术3月25日2月25日11 项目验收现场项目验收质管部、技术部3月26日3月30日四、现状分析1、问题描述在2011年底整个机加车间分线分级,建立初步“流水线”作业方式后,加工过程中的各种浪费被显现出来,包括(1)节拍不平衡的效率损失(2)人员等待设备的浪费(3)在制品的浪费(4) 批量的不合格品及返工浪费(5) 搬运的浪费(6) 动作的浪费为此,生产部的带领下,机加车间开展了生产线平衡改善以及流转方式改善项目,运用丰田最基本最重要的IE时间测定与动作分析改善手法实施方法改善,通过流水线架的制作,实现按节拍的“单件流”生产。
生产线平衡和计算

业时间最长的工序,也就是平常说的瓶颈 工序,如上述装配线的瓶颈工序就是第6工 序。瓶颈工序(第6工序)的作业时间,决 定了整条装配线的生产能力。
分析
上述生产线由于各工序作业时间相差很大,导致 在制品大量存在,特别是第1工序和第2工序之间、 第4工序和第5工序之间、以及第5工序和第6工序 之间,在制品的堆放比较严重,因此,该线无法 实现同步化生产作业。
M
O
G0
G1
终
需要注 意力的
G 3 (注意)
D
动作
A
结
P
动 P0
不需要 注意力
P 2 (注意)
T
作
的动作
P 5 (注意)
S
基
其 L1
E 2 (独) D 3 Yes A 4 (独) W 5
(独)
本
他
2-6Kg
No
图
动 R2
F3
C 4 (独)
B 17
S 30
作
经过调整后生产线,把原来11道工序改变为8道 工序,同时规范了生产线布局、确定了集装器 具数量、物料摆放要求等。改善后各工序作业 时间如下:
生产线平衡率
平衡率是衡量流程中各工站节拍符合度的一个 综合比值﹔ 单件标准时间总和 平衡率= ----------------------×100% 瓶颈时间×工站数
平衡率的目标:与大设备相连≧85% 其它≧ 95%
平衡率100%意义
1、工站之间无等待,前后产能一致 2、工站节拍相同﹐动作量相同(动作量是 指工站中各种必要动素的时间总量) 3、平衡损失时间为零 4、设计效率最大化 5、前后流程的设计可以更完善
⑶或从其他工序移植部分作业内容,增加该工序 工作量。
【案例】某机械加工厂的生产线平衡改善
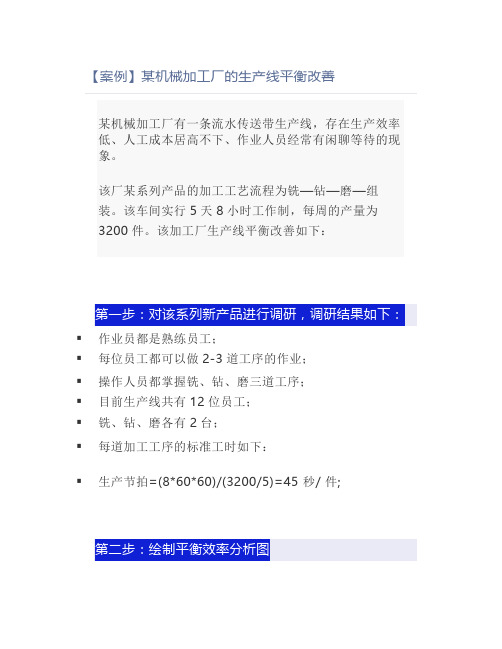
【案例】某机械加工厂的生产线平衡改善某机械加工厂有一条流水传送带生产线,存在生产效率低、人工成本居高不下、作业人员经常有闲聊等待的现象。
该厂某系列产品的加工工艺流程为铣—钻—磨—组装。
该车间实行5天8小时工作制,每周的产量为3200件。
该加工厂生产线平衡改善如下:▪作业员都是熟练员工;▪每位员工都可以做2-3道工序的作业;▪操作人员都掌握铣、钻、磨三道工序;▪目前生产线共有12位员工;▪铣、钻、磨各有2台;▪每道加工工序的标准工时如下:▪生产节拍=(8*60*60)/(3200/5)=45 秒/ 件;▪稼动损失率分析稼动损失率=(节拍时间-瓶颈时间)/节拍时间*100% =(45-40)/45*100% =11%▪平衡效率分析平衡效率=各工序标准工时总和/(瓶颈时间*人员总数)*100%=[(23+23+15+15+40+40+40+35+35+40+30+30)/(40*12)]*100%=76.3%▪生产效率分析生产效率=(合格品数量*该产品标准工时)/出勤时间= [3200*366/(12*8*3600*5)]*100%=67.8%▪由平衡率分析图及稼动损失率、平衡效率可知,要想提高生产效率、降低人工成本,可以先消除稼动损失率,然后利用ECRS法则改善平衡效率。
消除稼动损失率的核心手段是提高生产量,使生产节拍时间与瓶颈时间相同或接近,即每周产量由3200件提高至3600件。
提高后的生产节拍=实际出勤时间/实际生产数量=8*60*60/(3600/5)=40秒/件,这样可以直接减少人员等待时间,大大提高生产效率,改善后的生产效率为:生产效率=(3600*366) / (12*8*3600*5 )*100%=76.3%▼▼由于铣、钻的标准时间为23+23+15+15=76秒<2个生产节拍,因为作业员熟知操作铣、钻、磨工序,所以可以减少一台钻,由4人变为2人操作。
(改善后的分析图如上所示)改善后的平衡效率=(各工序标准时间总和/瓶颈时间*人员总数)*100%=366/(40*10)*100%=91.5%改善后的生产效率=3600*366/ (10*8*3600*5 )*100%=91.5%改善前后的生产线布局如下所示:▼由此可以看出,如果生产节拍 >瓶颈时间,首先要想尽办法使生产节拍时间与瓶颈时间相同或接近,否则就会造成人员的稼动损失,使生产节拍时间无限趋向瓶颈时间的主要思想有:o提高生产量;o缩短正常上班时间,把腾出的时间用来培训操作技能。
生产线平衡分析与改善

分解瓶颈工序的作业内容,并分提给其它工序。
减少非瓶颈工序的作业资源数,以提高平衡率;
合并相关工序,重新排布生产工序。相对来讲,在作业 内容相对较多的情况下容易平衡。在精益生产中,可凭 借U形布局的多能工轻易达到目的。
分解作业时间较短的工序,把该工序排到其它工序中去。
2019/10/29
26
三、流水生产线平衡的设计方法
④生产线平衡损失率的计算:
2019/10/29
27
四、生产线平衡的改善方法与原则
1、平衡率改善的基本原则:是通过提高作业资源的产出、调整工 序的作业内容,使各工序作业时间达到平衡。实施时可采用 以下方法:
对瓶颈工序进行作业改善。作业改善的方法包括对于良 率的提升、效率的提高和设备的开动率的提高(设备开 动率指实际设备开动时间与可开动(负荷)时间之比, 计算如下:设备开动率=实际设备开动时间÷设备负荷时 间)
2019/10/29
14
三、流水生产线平衡的设计方法
3、 单品种流水线平衡方法 ● 案例:生产线平衡分析案例
的设计方法
3、 单品种流水线平衡方法
● 案例:生产线平衡分析案例
由表一可知A、B、C、D四个工序每小时产量处于不平衡的状态, 整体生产线的产量受限于C工序,每小时只能产出209.09个,其 他的工序的产出高于209.09个,只会堆积在生产线上而造成半成 品库存积压,而D工序更将因为C工序的产量,而形成时间的等 候。
比较B、C两个工作站,将可发现B工作站的产能为C工作站的 2.69倍,B、C两个工作站将积压大量的半成品。若以传统追求 各工作站提升效率的方式进行管理,B工作站的效率提升,只会 恶化B、C站的半成品积压的浪费,而无助于整体产量的提高 (假设B工作站经训练生产效率达100%,则B工作站每小时产量 将达702.35个,产量为C工作站的3.36倍)。
生产线平衡案例分析过程

案例分析过程
生产线现状描述
添加标题
生产线类型:自动化 生产线
添加标题
生产线规模:年产量 100万件
添加标题
生产线布局:U型布 局,便于物料和人员 流动
添加标题
生产线设备:包括机 器人、传送带、检测 设备等
添加标题
生产线产能:目前产 能利用率较低,存在 瓶颈问题
添加标题
生产线质量:产品质 量不稳定,存在质量 问题
解决方案设计思路
分析问题:分析生产线不平衡的原因,找出关键问题 制定目标:设定生产线平衡的目标,如提高生产效率、降低成本等 设计方案:根据问题原因和目标,制定具体的解决方案,如调整生产线布局、优化生产流程等 实施计划:制定实施计划的时间表和责任人,确保方案的顺利实施
评估效果:对实施后的效果进行评估,如生产效率、成本等指标,并根据评估结果对解决方案进行调整和优 化。
生产线平衡的方法包括:调整工序顺序、调整工序时间、调整工序数量等。
生产线平衡的评价指标包括:平衡率、生产效率、生产成本等。
生产线平衡的重要性
提高生产效率:通过优化生产线布局,减少等待时间,提高生产效率 降低生产成本:通过减少浪费,降低生产成本 提高产品质量:通过优化生产线布局,减少人为错误,提高产品质量 提高客户满意度:通过提高生产效率和产品质量,提高客户满意度
添加标题
生产线成本:生产成 本较高,存在优化空 间
添加标题
生产线人员:人员配 置不合理,存在冗余 或短缺问题
生产线平衡度评估
生产线平衡度定义:生产线平衡度 是指生产线上各工序的加工时间与 总加工时间的比值
评估指标:包括生产效率、生产周 期、设备利用率、工人利用率等
添加标题
添加标题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
流水生产线平衡实例分析-(I)
(2012-07-31 09:11:09)
转载▼
标签:
分类:咨询事业
教育
生产线平衡就是对生产的全部工序进行均衡化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法。
它是生产流程设计及作业标准化中最重要的方法。
生产线平衡的目的是通过平衡生产线使现场更加容易理解“一个流”的必要性及生产作业控制的方法。
玩具小车生产线平衡实例
某J型玩具小车要在一个传送带上组装,每天需生产500辆。
每天的生产时间为420分。
表0-1列出了J型小车的装配步骤及其定额时间,请根据节拍和作业次序的限制,求使工作站数量最少的生产线平衡方式。
1.绘制装配生产线的流程图
图6-1 给出了表6-1中的次序关系(表示作业次序关系,箭头长度无实际意义)。
表6-1 J型小车的装配步骤及其时间
作业时间(秒)描述必须提前的作业
A45安装后轴支架,拧紧4个螺母—
B11插入后轴A
C9拧紧后轴支架螺栓B
D50安装前轴,用手拧紧4个螺母—
E15拧紧前轴螺栓D
F12安装1#后车轮,拧紧轮轴盖C
G12安装2#后车轮,拧紧轮轴盖C
H12安装1#前车轮,拧紧轮轴盖E
I12安装2#前车轮,拧紧轮轴盖E
J8安装前轴上的车把手,拧紧螺栓和螺钉F,G,H,I
K9上紧全部螺栓和螺钉
合计195
图6-1 J型小车的流程图
2.计算节拍
3.工作站最小值(理论上)
4.选择作业分配规则
研究表明,对于特定的问题有些规则会优于其他规则。
一般来说,首先安排有许多后续作业或者持续时间很长的作业,因为它们会限制装配生产线平衡的实现。
这种情况下,我们选用如下规则:
规则一:按后续作业数量最多规则优先安排作业;
规则二:按作业时间最长规则优先安排作业;
规则三:按该项作业元素时间与后续作业元素时间的总和最大规则优先安排作业(阶位法)。
5.平衡装配生产线,将所有作业分配到各工作站
(1)平衡方案A:选用规则一,按后续作业数量最多规则来平衡装配生产线。
各项作业的后续作业数量如表6-2所示。
根据后续作业最多规则给工作站1,2安排作业,在规则一遇到问题时,采用规则二,直至所有作业安排完毕。
表6-3列出了实际的安排。
表6-2 各项作业的后续作业数量
作业元素后续作业元素
数量
作业元素后续作业元素数量
A6F,G,H或I2
B或D5J1
C或E4K0
表6-3 根据后续作业最多规则平衡装配生产线
工作站作业作业时间
(s)剩余时间
(s)
可安排的
紧后作业
紧后作业
最多的作
业
时间最长的
作业
1A45 5.4空闲无
2D500.4空闲无
3B1139.4C、E C、E E
E1524.4C、H、I C F、G、H、I
C915.4F、G、H、
I F、G、H、
I
H、I
F12 3.4空闲无
4G1238.4H、I H、I H1226.4I
I1214.4J
J8 6.4空闲无
5K941.4空闲无
计算流水线负荷率
77.38%的负荷率意味着该装配线不平衡或闲置时间达22.62%(有57秒闲置),最空闲的是工作站5。
表6-4所示的工作地5的负荷率仅为17.86%。
那么我们能否得到更好的平衡方案呢?下面我们给出平衡方案B。
表6-4 平衡方案A中各工作地负荷率
工作地工作地作业
元素工作地作业
时间
工作地负荷率
(%)
1 2 3 4 5A
D
B,E,C,F
G,H,I,J
K
45
50
47
44
9
89.29
99.21
93.25
87.3
17.86
5.平衡装配生产线,将所有作业分配到各工作站
(2)平衡方案B:选用规则三(阶位法),即按该项作业元素时间与后续作业元素时间的总和(阶位值)最大规则优先安排作业。
首先,计算各作业元素的阶位值。
其计算过程如表6-5所示。
表中的1表示直接后续元素,+表示间接后续元素。
作业元素的阶位值就是该项作业元素时间与后续作业元素时间的总计。
表6-5 J型小车作业元素阶位表
作业元素A D B E C F G H I J K 总计
作业时间
(s)
4550111591212121289195
阶位值10610661565029292929179
紧前工序——A D B C C E E F,G,H,I J
按节拍为50.4秒依作业元素的阶位值的高低次序分配作业元素到工作地的过程如表6-6所示。
表6-6 按阶位法分配作业元素过程
工作地作业
元素
阶位值
紧前作
业
作业时间
(s)
累计作业时
间(s)
剩余时间
(s)
1A106—4545 5.4 2D106—50500.4
3B
E
C
F 61
56
50
29
A
D
B
C
11
15
9
12
11
26
35
47
39.4
24.4
15.4
3.4
4G
H
I
J 29
29
29
17
C
E
E
F,G,H,I
12
12
12
8
12
24
36
44
38.4
26.4
14.4
6.4
5K9J9941.4
最后得到的工作地数为5个,与平衡方案A相同,负荷率为77.38%,该装配线平衡的效果仍然不够理想。
为了得到更好的平衡方案,下面我们给出平衡方案C。
5.平衡装配生产线,将所有作业分配到各工作站。