零件表面气孔验收标准
铝合金铸件气孔标准
铝合金铸件气孔标准This model paper was revised by the Standardization Office on December 10, 2020铝合金铸件气孔、针孔检验标准一.适用范围本标准规定了铸件气孔、针孔允许存在的范围、大小、数量等技术要求。
本标准规定了铸造铝合金低倍针孔度的分级原则和评级方法。
本标准适用于铝合金的砂型铸造。
适用于评定铸件外表面及需要加工面经加工后的表面气孔、针孔。
二.引用标准GB1173-86铸造铝合金技术条件GB9438-88铝合金铸件技术条件GB10851-89铸造铝合金针孔三.气孔、针孔等孔洞类特征1.位于铸件内部而不延伸到铸件外部的气眼。
(1)气孔、针孔内壁光滑,大小不等的圆形孔眼,单个或成组无规则的分布在铸件的各个部位。
(2)气渣孔其特征同气孔、针孔相似,但伴随有渣子。
2.表面或近表面的孔眼,大部分暴露或与外表面相连。
(1)表面或皮下气孔大小不等的单个或成组的孔眼,位于铸件表面或近表面的部位,其内壁光滑。
(2)表面针孔铸件表面上细小的孔洞,呈现在较大的区域上。
四.具体条件1.砂型、金属型铸件的非加工表面和加工表面,在清整干净后允许存在下列孔洞:(1)单个孔洞的最大直径不大于3mm,深度不超过壁厚1/3,在安装边上不超过壁厚的1/4,且不大于1.5mm,在上述缺陷的同一截面的反面对称部位不得有类似的缺陷。
(2)成组孔洞最大直径不大于2mm,深度不超过壁厚的1/3,且不大于1.5mm。
(3)上述缺陷的数量及边距应符合表一规定表一非加工表面或加工表面总面积小于1000cm2 单个孔洞成组孔洞在10cm×10cm单位面积上孔洞数不多于4个孔洞边距不小于10mm一个铸件的非加工表面或加工面上孔洞总数不多于6个,孔洞边缘距铸件或距内孔边缘的距离不小于孔洞最大直径的2倍以3cm×3cm单位面积为一组,其孔洞数不多于3个在一个铸件上组的数量不多于2组孔洞边缘距铸件边缘或距内孔边缘的距离不小于孔洞最大直径的2倍2.液压、气压件的加工表面上,铸件以3级针孔作为验收基础,要求2级针孔占受检面积的25%以上,局部允许4级针孔,但一般不得超过受检面积的25%,当满足用户对致密性的技术要求时或对其它砂型、金属型铸件允许按低一级的针孔度验收。
铝合金压铸气孔标准

铝合金压铸气孔标准铝合金压铸是一种常见的金属加工工艺,它通过在高压下将熔化的铝合金注入模具中,然后在模具中冷却凝固,最终形成所需的铝合金零件。
然而,在铝合金压铸过程中,气孔的产生是一个常见的质量问题,它会影响零件的密封性、强度和外观质量。
因此,对铝合金压铸气孔的标准进行规范和控制,对于提高产品质量至关重要。
首先,铝合金压铸气孔的标准应包括气孔的尺寸和分布。
气孔的尺寸应符合国家标准或行业标准的规定,一般来说,气孔的直径和深度都有相应的标准范围。
同时,气孔的分布也应符合标准要求,不能出现集中分布或过多的情况。
其次,铝合金压铸气孔的形态也是一个重要的标准。
气孔的形态应该是圆形或椭圆形,不应该出现不规则形状的气孔。
同时,气孔的表面应该光滑,不应该有裂纹或毛刺,以确保产品的外观质量。
另外,铝合金压铸气孔的位置也需要进行标准化。
气孔不应该出现在产品的重要部位,比如密封面、承载面等位置,以免影响产品的功能和使用寿命。
同时,气孔的位置应该在设计时就考虑到,并在模具设计和工艺控制中加以规避和控制。
最后,铝合金压铸气孔的检测和评定也是标准的重要内容之一。
通过X射线检测、超声波检测等技术手段,对铝合金压铸产品中的气孔进行检测和评定,可以及时发现和排除质量问题,确保产品的质量稳定性。
总的来说,铝合金压铸气孔标准的制定和执行,对于提高产品质量、降低质量风险、满足客户需求具有重要意义。
只有严格执行标准要求,加强工艺控制和质量检测,才能够生产出高质量、高可靠性的铝合金压铸产品,赢得市场和客户的信赖和认可。
因此,各生产企业应该高度重视铝合金压铸气孔标准的执行,不断改进和提升自身的生产管理水平,为行业的可持续发展做出贡献。
管件规范及验收标准
管件规范及验收标准管件是连接管道的重要组成部分,其质量和性能直接影响着管道系统的运行稳定性。
为了确保管道工程的质量,对于管件的规范和验收标准需进行严格管理。
本文将介绍常见的管件规范及验收标准,以供参考。
一、管件规范管件的规范主要包括以下内容:1. 材料规范:管件材料应符合国家相关标准或合同要求。
常用的材料有碳钢、不锈钢、铸铁等。
不同材料适用于不同的工作环境和介质。
2. 尺寸规范:管件的尺寸应符合相关标准,包括直径、壁厚、长度等。
常见的尺寸标准有国内标准、国际标准以及行业标准等。
3. 连接规范:管件的连接方式有焊接、螺纹、法兰等。
不同的连接方式适用于不同的工程需求。
管件的连接应采用符合规范的方法,确保连接的牢固和密封。
4. 表面处理规范:管件的表面处理主要包括除锈、喷漆等工艺。
表面处理的规范保证了管件的耐腐蚀性和美观度。
5. 标识要求:管件应注明生产厂家、材料、尺寸等信息,便于追溯和管理。
标识应清晰可见,并符合相关标准。
二、管件验收标准管件的验收标准是判断管件质量是否合格的依据,常用的管件验收标准有以下几点:1. 外观检查:对管件的表面进行检查,包括是否有裂纹、气孔、变形或明显的锈蚀等缺陷。
管件的外观应光滑、无明显划痕,并清除杂质。
2. 尺寸检查:对管件的尺寸进行检查,包括直径、壁厚、长度以及连接螺纹的公称尺寸等。
测量应采用精确的测量工具,并与相关标准进行对比。
3. 材料检查:对管件的材料进行检查,包括化学成分、力学性能等。
可以通过取样进行实验室分析,也可依据材料供应商出具的合格证书进行确认。
4. 焊接质量检查:对于焊接型管件,需要进行焊接质量检查。
焊缝应无明显裂纹、夹渣、气孔等缺陷,焊接接头应牢固。
5. 包装检查:对管件的包装进行检查,包括是否完整、防潮、防锈等。
包装应符合运输和存储的要求,以避免管件受到损坏或腐蚀。
综上所述,管件规范及验收标准是确保管道工程顺利进行的重要环节。
合格的管件能够提供可靠的连接和保证管道系统的安全运行。
铝合金铸件气孔标准
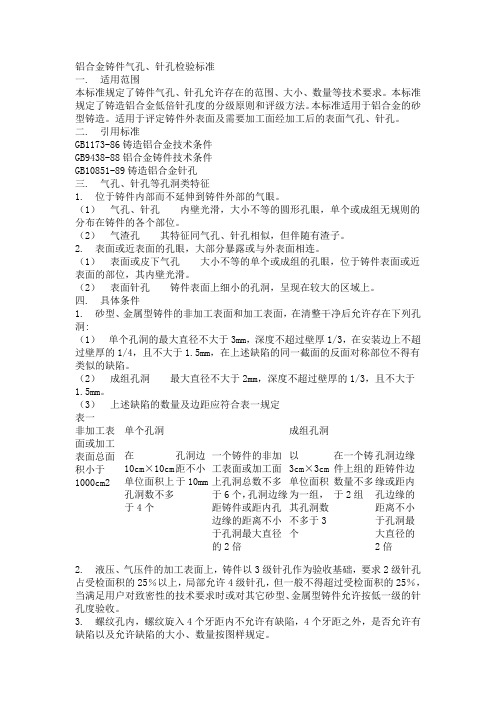
铝合金铸件气孔、针孔检验标准一. 适用范围本标准规定了铸件气孔、针孔允许存在的范围、大小、数量等技术要求。
本标准规定了铸造铝合金低倍针孔度的分级原则和评级方法。
本标准适用于铝合金的砂型铸造。
适用于评定铸件外表面及需要加工面经加工后的表面气孔、针孔。
二. 引用标准GB1173-86铸造铝合金技术条件GB9438-88铝合金铸件技术条件GB10851-89铸造铝合金针孔三. 气孔、针孔等孔洞类特征1. 位于铸件内部而不延伸到铸件外部的气眼。
(1)气孔、针孔内壁光滑,大小不等的圆形孔眼,单个或成组无规则的分布在铸件的各个部位。
(2)气渣孔其特征同气孔、针孔相似,但伴随有渣子。
2. 表面或近表面的孔眼,大部分暴露或与外表面相连。
(1)表面或皮下气孔大小不等的单个或成组的孔眼,位于铸件表面或近表面的部位,其内壁光滑。
(2)表面针孔铸件表面上细小的孔洞,呈现在较大的区域上。
四. 具体条件1. 砂型、金属型铸件的非加工表面和加工表面,在清整干净后允许存在下列孔洞:(1)单个孔洞的最大直径不大于3mm,深度不超过壁厚1/3,在安装边上不超过壁厚的1/4,且不大于1.5mm,在上述缺陷的同一截面的反面对称部位不得有类似的缺陷。
(2)成组孔洞最大直径不大于2mm,深度不超过壁厚的1/3,且不大于1.5mm。
(3)上述缺陷的数量及边距应符合表一规定表一非加工表面或加工表面总面积小于1000cm2 单个孔洞成组孔洞在10cm×10cm单位面积上孔洞数不多于4个孔洞边距不小于10mm一个铸件的非加工表面或加工面上孔洞总数不多于6个,孔洞边缘距铸件或距内孔边缘的距离不小于孔洞最大直径的2倍以3cm×3cm单位面积为一组,其孔洞数不多于3个在一个铸件上组的数量不多于2组孔洞边缘距铸件边缘或距内孔边缘的距离不小于孔洞最大直径的2倍2. 液压、气压件的加工表面上,铸件以3级针孔作为验收基础,要求2级针孔占受检面积的25%以上,局部允许4级针孔,但一般不得超过受检面积的25%,当满足用户对致密性的技术要求时或对其它砂型、金属型铸件允许按低一级的针孔度验收。
铸件外观检验规范标准
铸件外观检验规
一、围
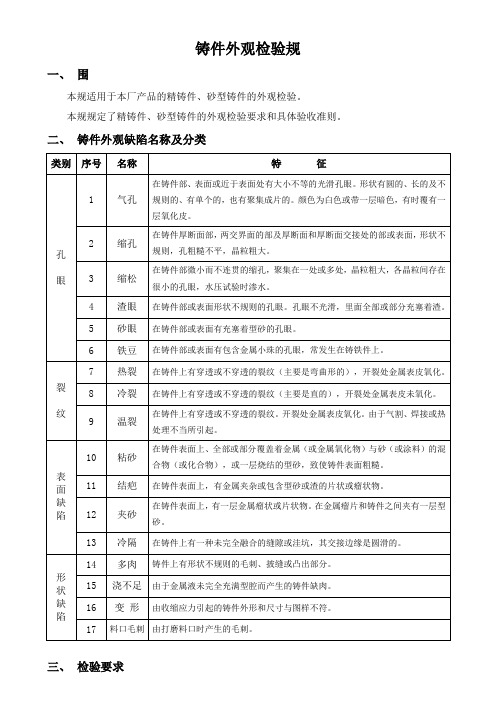
本规适用于本厂产品的精铸件、砂型铸件的外观检验。
本规规定了精铸件、砂型铸件的外观检验要求和具体验收准则。
二、铸件外观缺陷名称及分类
铸件不得有明显孔眼(气孔、缩孔、缩松、渣眼、砂眼、铁豆),裂纹(热裂、冷裂、温裂),表面缺陷(粘砂、结疤、夹砂、冷隔),形状缺陷(多肉、浇不足、变形、料口毛刺)等严重影响产品的外观和强度缺陷。
四、具体验收准则
(一)手轮
(二)定位轮
(三)调整块
(四)尾环架
1 气孔
2 多肉
3 浇不足
4 料口毛刺
注:如出现其它严重影响产品的外观缺陷,一律不可接收。
铸件验收标准

铸件验收标准文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-本技术标准根据国标GB/T1173,作为验收砂型铝合金铸件之用。
一.铸件分类:1、铸件按照工作条件和用途分为三类:第Ⅰ类:承受大载荷,工作条件复杂,用于关键部位、铸件损坏将危及整机安全运行的重要铸件。
第Ⅱ类:承受中等载荷,用于重要部位,铸件损坏将影响部件的正常工作,造成事故的铸件。
第Ⅲ类:承受低载荷,用于一般部位的铸件。
二.技术要求和检验:1.化学成分1)合金的化学成分应符合GB/T1173的规定。
2)对于铸件的化学成分,供应商必须进行检测并出具相关报告。
2.力学性能1)单铸件或附铸试样的力学性能应符合GB/T1173的要求。
2)从铸件上切取试样检验力学性能,三根试样的抗拉强度和伸长率的平均值,分别不低于GB/T1173规定值的70%和50%。
3)铸件硬度检验按GB/T231.1进行,硬度不合格的铸件允许进行重复热处理,随后再检验硬度,第三次热处理后仍不合格时铸件予以报废。
4)铸件尺寸和几何形状应符合图纸规定,铸件尺寸公差及加工余量应符合GB/T6414。
三.表面质量:1.铸件表面粗糙度应符合GB6060.1铸造表面粗糙度比较样块的规定。
2.铸件需抛光加工的表面按GB6060.4的规定执行。
3.铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行。
4.铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷。
5.铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷。
6.铸件的浇口,飞边,溢流口,隔皮等应清理干净,但允许留有痕迹。
7.螺纹孔内起始旋入四个牙距之内不允许有缺陷。
8.在不影响铸件使用的条件下,当征得需方同意,供方可以对铸件进行浸渗和修补(如焊补,变形校整等)处理,经修补处理后的压铸件应做相应的质量检验。
9.铸件内表面表面粗糙度为:25um。
10.铸件非加工表面及加工后表面,允许有:1)在非加工表面上,单个孔洞的最大直径不大于3mm,深度不超过壁厚的1/3。
发动机缸体外观通用验收标准

发动机缸体外观通⽤验收标准473铸铁缸体外观缺陷验收标准(第⼀版)1.概述1.1适⽤范围本标准适⽤于奇瑞汽车股份有限公司发动机公司473F缸体⽑坯和总成的外观缺陷验收。
1.2检验⽅法按要求100%进⾏⽬测检查。
检验项⽬主要有:裂纹、疏松、冷隔、缩孔、⽓孔、砂眼、磕碰、划痕等缺陷;评价结果有:零件可以使⽤零件可以返修零件报废1.3缺陷描述如没有特别偏差定义,缺陷允许的原则性限制(尤其是⽓孔和缩孔):――缺陷必须有⼀个可见的基底,深度不可以⼤于2mm。
――每个⽅向上不可以⼤于3mm。
――两个缺陷位置之间的最⼩间距5mm。
――缺陷的聚集(凹⽳及⽓孔群)的零件是废品;所有连续可见的空腔被视为⽓孔群;圆和⾮圆的缺陷尺⼨是指其某⽅向上的最⼤尺⼨。
――所有不见底的裂纹、疏松,贯穿的冷隔等缺陷的零件为废品。
典型缺陷:――缩孔缩孔是在凝固时由收缩过程中所产⽣的裂开的、有棱⾓的、空的空间。
--⽓孔⽓孔是在铸造过程中由未排净⽓体所产⽣的球形的空的空间。
――夹杂物:夹杂物可以理解为铸件中的颗粒(污染、氧化),例如其夹杂物的硬度区别于所包围的材料,但也有相同种类的材料没有和所包含的材料相结合。
原则上不允许有夹杂物。
以下情况的缺陷形状不允许存在:缺陷聚集链式连续在所有的螺纹孔中:--螺纹的头四扣之内不允许有任何缺陷;--螺纹的头四扣之外,有可见基底,周向长度⼩于螺纹1/4圈,轴向长度不超过⼀个螺距,该零件可以使⽤。
2.返修返修时所⽤的材料必须满⾜以下的要求:――温度稳定性;――冷却⽔稳定性;――机油稳定性;――燃油稳定性;――符合环保、劳动保护和废料处理;――和所包围⾦属的颜⾊匹配。
所有的返修⼯作都必须由熟练⼯⼈按照返修作业指导书和相关的技术⽂件来进⾏,此⼯⼈必须明确作业指导书和相关的技术⽂件的内容。
2.1焊接以下情况不允许焊接返修:――所有缸体加⼯成品后不允许焊接返修。
――⽑坯存在贯穿性的铸造缺陷时不允许补焊。
在满⾜以下情况下,缸体⽑坯可以进⾏焊接返修:――从铸造⼚⽅⾯,通过定义⼯作说明和⼯作规定,且和开发、试验、质保、⽤户进⾏确认后才可进⾏焊接返修⼯作。
铸件表面质量验收标准

铸铁件验收项目及标准铸件的表面质量主要包括铸件的表面缺陷、尺寸精度、形状偏差、表面粗糙度、表面清理质量等;1、铸件表面缺陷的检验1.1表面缺陷检验的一般要求1.1.1 铸件非加工表面上的浇冒口必须清理得与铸件表面同样平整,加工面上的浇冒口残留量应符合技术要求,若无要求,则按表8执行;1.1.2 在铸件上不允许有裂纹、通孔、穿透性的冷隔和穿透性的缩松、夹渣等机械加工不能去除的缺陷;1.1.3 铸件非加工表面的毛刺、披缝、型砂、砂芯等应清理干净;1.1.4 铸件一般待加工表面,允许有不超过加工余量范围内的任何缺陷存在;重要加工面允许有不超过加工余量2/3的缺陷存在,但裂纹缺陷应予清除;加工后的表面允许存在直径*长度*深度小于等于2*2*2的非连片孔洞的铸造缺陷;1.1.5 作为加工基准面(孔)和测量基准的铸件表面,平整度小于等于2.0毫米、粗糙度Ra50以内;1.1.6 铸件表面气孔、砂眼、夹渣面积不大,但比较分散或者有连片麻点的表面不予接收;1.1.7 除技术要求特别注明的铸件外,对于表面有气孔、缩孔、砂眼等缺陷的铸钢件允许补焊,但铸铁件未经允许不得焊补(铸铁件实行一案一判的原则)但补焊面积不允许超过铸件面积的10%,焊接质量应符合JB/T 5000.7-2007标准要求,补焊后必须退火、机械性能达到图纸要求,且不得有渗漏及影响外观的缺陷;1.2铸件外观质量等级表1 铸件外观质量等级2、铸件尺寸的检验2.1铸件毛坯尺寸公差铸件尺寸公差应按毛坯图或技术条件规定的尺寸公差等级执行,当技术文件未规定尺寸公差时,则应以GB6414-1999为依据,并按照表2选定公差值(粗线框内为推荐使用公差等级);(单位:mm)表2铸件尺寸公差2.2铸件分型面处最大错型值应不得超过表2所示公差值,当需进一步限制错型量时,应从表3中选取;表3 错型值(GB6414-1999)2.3铸件加工余量应符合表4的规定,有特殊要求的表面应在技术要求中单独标注加工余量;表4 加工余量(单位:mm)3、表面粗糙度检测表面粗糙度总体检测原则依据图纸要求,当图纸无要求是执行国标GB/T15056-1994;3.1一般情况下,表面粗糙度要求 Ra50,铸件难以清理的部位,局部允许Ra100,待加工表面允许降低1级;3.2.使用面积法作为验收依据面积法常用的比较样块评定铸件表面粗糙度;方法如下:3.2.1 铸造表面粗糙度比较样块应符合GB6060.1-1997标准;3.2.2 按照国标BWZ001-88评定铸件表面粗糙度的等级;3.2.3 铸件的浇道、冒口、修补的残余表面及铸造表面缺陷(如粘砂、结疤等)不列为被检表面;3.2.4 以铸造表面粗糙度比较样块为对照标准,对被检铸件的铸造表面用视觉或触觉的方法进行对比;3.2.5 用样块对比时,应选用适于铸造合金材料和工艺方法的样块进行对比;3.2.6 被检的铸造表面必须清理干净,样块表面和被检表面均不得有锈蚀处;3.2.7 用样块对比时,砂型铸造表面被检点数应符合表7的规定;特种铸造表面被检点数应按表8的规定加倍;被检点应平均分布,每点的被检面积不得小于与之对比面的面积;表7 被检铸造表面最低检测数3.2.8 当被检铸造表面的粗糙度介于比较样块两级参数值之间者,所确定的被检铸造表面的粗糙度等级为粗的一级;3.2.9 对被检铸造表面,以其80%的表面所达到的最粗表面粗糙度等级,为该铸造表面粗糙度等级;3.3铸件表面清理检测3.3.1 铸件几何形状必须完整,非加工面上的清理损伤不应大于该处的尺寸偏差,加工面上的损伤不应大于该处加工余量的1/2;3.3.2允许铸件表面有少量的局部低凹或打磨痕迹,在直径不大于 8mm,并能保证铸件规定的最小的壁厚;3.3.3为去除铸造缺陷而打磨后的铸件表面粗糙度应与一般铸件表面粗糙度基本一致;3.3.4除特殊情况外,铸件表面允许残留的浇冒口、毛刺,多肉残余量应按表8的要求进行;表8 浇冒口、毛刺、多肉等允许残留量值3.3.5铸件表面须经过防锈处理,保证在铸件进入面加工时不得有任何的锈蚀;3.3.6铸件表面如有油漆要求的,必须按有关涂装规定执行;4、铸件重量检测对于没有特殊要求的铸件,重量偏差可以不作为验收依据;如果技术条件有要求,供需双方协商后,铸件的重量偏差也应作为验收依据,一般应符合表6的规定;表6 铸件重量偏差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
零件气孔及铸件完工验收标准
1.目的
本标准描述了气孔的允许程度和铸件完工交付验收标准。
2.铸件的制成
2.1 本标准应用于铸造成型的零件。
2.1.1 铸件造型包括砂型、消失模、硬模和压铸。
2.1.2 铸件材料应符合图纸规定。
2.1.3 铸件供应商提供给雅士佳公司的铸件,同样保证按本标准执行。
3.气孔的允许程度
3.1 本标准应用于零件铸造表面,同样应用于铸件机加工表面。
验收应在零件清洗后进行。
3.1.1 独立气孔的允许程度定义
独立气孔定义表
零件总表面积(cm2)每10 cm2气孔数任意两孔间距离允许的独立气孔
总数
≤1000 ≤3 ≥10mm ≤6
1000-3000 ≤3 ≥10mm ≤8 3.1.1.1 非装配面的独立气孔,允许的最大直径为1.0mm,最大深度不超过壁厚的1/4。
同时,存在气孔面的背面不允许有同样的气孔存在。
3.1.1.2 装配面的独立气孔,允许的最大直径为0.5mm,最大深度不超过1mm,并且不超过壁厚的1/5。
存在气孔面的背面不允许有同样的气孔存在。
3.1.1.3 水封孔和其他影响装配后气密性的表面,不允许有气孔和其他缺陷。
3.1.1.4 允许存在不是穿透性的、铸造表面直径小于0.25mm、加工表面直径小于0.1mm的独立气孔。
3.1.2 群落气孔的允许程度定义
群落气孔定义表
零件总表面积(cm2)每3 cm2气孔数任意两孔间距离允许的群落气孔
总数
≤1000 ≤3 没有≤2
1000-3000 ≤3 没有≤3 3.1.2.1 不论任何位置,群落气孔中任一孔最大直径不得超过0.5mm,最大
深度不得超过1mm,并且不超过壁厚的1/4。
存在气孔面的背面不允许有同样的气孔存在。
3.1.3 不承认与本标准定义表有异的其他定义。
4.铸件完工验收条件
4.1 铸件表面必须清洁、色泽统一,无冷隔、毛刺、划痕、杂质和粘沙。
4.1.1 除非图纸注明或经工程部门批准,表面不得有油漆、镀层、涂层等涂覆物。
4.1.2 铸件不得存在有害功能的缺陷,如明显的冷隔、塌陷、气泡、变色区、
腐蚀、浸蚀、裂纹、夹杂、弯曲、变形等。
4.1.3 飞边、浇口、冒口清除后,凸凹不超过0.25mm。
4.1.4 数据基础面不得有塌陷、突起、飞边和毛刺,不应在分型线上,不允许修磨。
4.1.5 不加工面,沙型铸造和硬模铸造表面粗糙度小于12.5。
压铸和精密铸造表面粗糙度小于3.2。
见附图。
4.1.6 零件上的标记在去除毛刺后应突出或凹下不超过0.35mm。
4.1.7 没有工程部门的特别允许,不允许修补铸件。
5.参考文献
1、SAE J449a JUNE63, Surface Texture Control.(表面组织控制)
2、GB9438-88 JAN89, Aluminum Alloy Castings - Technical Specifications.(l
铝合金铸件-技术规格)
3、Standards for Aluminum Sand and Permanent Mold Casting, The Aluminum
Association, 7th edition.(铝的沙型和金属型铸造标准,铝协会,第7版)
4、ASC EN 04.1.D35, Tolerance for Typical Dimensions on Castings.(典型铸造
尺寸公差)。