氮气弹簧MQC系列 规格型号MQC2.50
万向弹簧轮规格型号表

万向弹簧轮规格型号表【实用版】目录1.引言2.万向弹簧轮的定义和特点3.万向弹簧轮的规格型号4.如何选择合适的万向弹簧轮5.结论正文1.引言万向弹簧轮,也称为万向轮或万向轮轴承,是一种广泛应用于各种机械设备和工程项目的重要零部件。
它能够在各个方向上自由旋转,具有很好的承载能力和稳定性,因此在很多行业中都发挥着关键作用。
2.万向弹簧轮的定义和特点万向弹簧轮是一种能够在水平和垂直方向上自由旋转的轴承,主要由内外圈、滚珠或滚子、以及弹簧等部件组成。
它具有以下特点:- 在各个方向上具有相同的承载能力- 旋转灵活,摩擦阻力小- 结构紧凑,使用寿命长- 能够适应各种恶劣的工作环境3.万向弹簧轮的规格型号万向弹簧轮的规格型号通常由外径、内径、宽度、轴承孔径等参数表示。
常见的规格型号有:- φ60×110×22H- φ80×130×25H- φ100×150×30H- φ125×180×35H其中,φ表示外径,H 表示宽度。
不同的规格型号适用于不同的工作环境和承载能力要求。
4.如何选择合适的万向弹簧轮在选择万向弹簧轮时,需要考虑以下几个因素:- 工作环境:根据设备所处的环境,选择具有相应防护等级的万向弹簧轮,以保证其使用寿命和性能。
- 承载能力:根据设备的承载需求,选择具有合适尺寸和规格的万向弹簧轮。
- 旋转灵活性:根据设备的使用要求,选择摩擦阻力小、旋转灵活的万向弹簧轮。
- 寿命和可靠性:选择具有良好制造工艺和材料的万向弹簧轮,以保证其使用寿命和可靠性。
5.结论万向弹簧轮作为一种重要的轴承类型,具有广泛的应用前景。
氮气弹簧手册资料
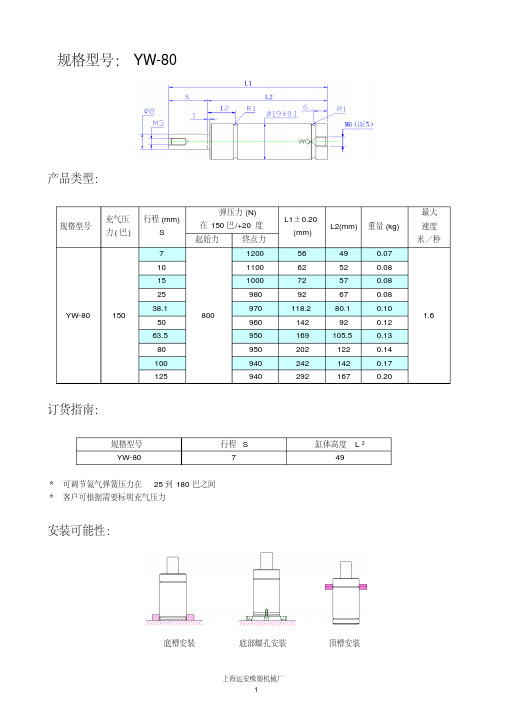
规格型号:YW-80 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW-80 15078001200 56 49 0.071.6 10 1100 62 52 0.0815 1000 72 57 0.0825 980 92 67 0.0838.1 970 118.2 80.1 0.1050 960 142 92 0.1263.5 950 169 105.5 0.1380 950 202 122 0.14100 940 242 142 0.17125 940 292 167 0.20订货指南:规格型号行程S 缸体高度L2YW-80 7 49*可调节氮气弹簧压力在25到180巴之间*客户可根据需要标明充气压力安装可能性:底槽安装底部螺孔安装顶槽安装安装配件:订货号 A B C D EGA-YW-80 45 32 7 7 21.5订货号 A B C D EGB-YW-80 45 32 10 7 7规格型号:YW-150 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW-150 1501017002300 70 60 0.301.6 12.7 2300 75.4 62.7 0.3116 2310 82 66 0.3325 2310 100 75 0.3838.1 2320 126.2 88.1 0.4350 2320 150 100 0.4863.5 2270 177 113.5 0.5480 2280 210 130 0.62100 2290 250 150 0.71125 2290 300 175 0.83订货指南:规格型号行程S 缸体高度L2YW-150 10 60*可调节氮气弹簧压力在25到180巴之间*客户可根据需要标明充气压力安装可能性:底槽安装底部螺孔安装顶槽安装安装配件:订货号 A B C D E FGA-YW-150 60 49.5 35 7 9 17订货号 A B C D E HGB-YW-150 49.5 50 35 7 12 6.5规格型号:YW-250 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm)重量(kg)最大速度米/秒起始力终点力YW-250 1501026503500 70 60 0.431.6 12.7 3500 75.4 62.7 0.4416 3500 82 66 0.4625 3500 100 75 0.5038.1 3500 126.2 88.1 0.5450 3500 150 100 0.5863.5 3500 177 113.5 0.6780 3500 210 130 0.72100 3500 250 150 0.83125 3500 300 175 0.97订货指南:规格型号行程 S 缸体高度 L 2YW-250 10 60安装可能性:底槽安装底部螺孔安装顶槽安装缸体安装安装配件:订货号 A B C D E F GA-YW-250 68 56.5 40 7 9 17订货号 A B C D E H GB-YW-250 56.6 55 40 7 12 6.5订货号 A B C D E F GC-YW-250 56.5 52 40 7 9 17订货号 A B C D E F G H GD-YW-250 38.1 18 24 27.5 95 77 8 9规格型号:YW-500 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW-500 1501047006000 105 95 0.961.6 12.7 6100 110.4 97.7 1.04258 6400 135 110 1.1338.1 6500 161.2 123.1 1.2250 6600 185 135 1.3063.5 6600 212 148.5 1.4180 6700 245 165 1.55100 6700 285 185 1.72125 6700 335 210 1.89160 6700 405 245 2.14订货指南:规格型号行程 S 缸体高度 L 2YW-500 10 95安装可能性:底槽安装底部螺孔安装顶槽安装缸体安装安装配件:订货号 A B C D E F GA-YW-500 86 70.7 50 9 13 23订货号 A B C D E H GC-YW-500 70.7 70 50 9 20 6.5订货号 A B C D E F GB-YW-500 70.7 64 50 9 13 23订货号 A B C D E F G H GD-YW-500 45.4 17 29 30 100 82 9 9规格型号:YW-750 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW-750 150 12.7740012000 120.4 107.7 1.301.6 25 12000 145 120 1.4538.1 12000 171.2 133.1 1.5050 12000 195 145 1.7063.5 12000 222 158.5 1.7580 12000 255 175 1.95100 12000 295 195 2.15125 12100 345 220 1.40160 12100 415 255 2.70200 12100 495 295 3.10250 12100 595 345 3.60300 12100 695 395 4.10订货指南:规格型号行程 S 缸体高度 L 2YW-750 12.7 107.7安装可能性:底槽安装底部螺孔安装顶槽安装缸体安装安装配件:订货号 A B C D E F GA-YW-750 95 80 56.5 9 13 24订货号 A B C D E F GB-YW-750 80 70 56.5 9 13 24订货号 A B C D E H GC-YW-750 80 75 56.5 9 24 12订货号 A B C D E F G H GD-YW-750 50.4 20 40 40 130 110 10 9规格型号:YW-1500 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW-1500 150251500023000 160 135 3.751.6 38.1 23000 186.2 148.1 3.9550 23000 210 160 4.1563.5 23000 237 173.5 4.4080 23000 270 190 4.70100 23000 310 210 5.10125 23000 360 235 5.55160 23000 430 270 6.25200 23000 510 310 6.90250 23000 610 360 7.80300 23000 710 410 8.90订货指南:规格型号行程 S 缸体高度 L 2YW-1500 25 135安装可能性:底槽安装底部螺孔安装顶槽安装缸体安装安装配件:订货号 A B C D E F GA-YW-1500 122 104 73.5 11 16 29订货号 A B C D E F GB-YW-1500 104 90 73.5 11 16 29订货号 A B C D E H GC-YW-1500 104 100 73.5 11 24 12订货号 A B C D E F G H GD-YW-1500 75.4 22.5 52.5 52.5 160 137 11.5 11规格型号:YW-3000 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW-3000 150253000042000 170 145 6.351.6 38.1 43000 196.2 158.1 6.7550 44000 220 170 7.5063.5 45000 247 183.5 7.7080 46000 280 200 8.10100 47000 320 220 8.85125 47000 370 245 9.90160 47000 440 280 10.80200 48000 520 320 12.20250 48000 620 370 13.70300 48000 720 420 15.30订货指南:规格型号行程 S 缸体高度 L 2YW-3000 25 145安装可能性:底槽安装底部螺孔安装顶槽安装缸体安装安装配件:订货号 A B C D E F GA-YW-3000 150 130 92 13.5 18 33 订货号 A B C D E F G H GD-YW-3000 95.42567.562.519517012.513订货号 A B C D E FGB-YW-3000 130 110 92 13.5 18 33订货号 A B C D E H GC-YW-3000 130 12092 13.52412规格型号:YW-5000 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW-5000 150255000071000 190 165 12.001.6 38.1 75000 216.2 178.1 12.6550 77000 240 190 13.3063.5 80000 267 203.5 14.4680 81000 300 220 15.05100 82000 340 240 16.15125 82000 390 265 16.96160 83000 460 300 19.40200 84000 540 340 20.70250 84000 640 390 22.40300 84000 740 440 24.66订货指南:规格型号行程 S 缸体高度 L 2YW-5000 25 165安装可能性:底槽安装底部螺孔安装顶槽安装缸体安装安装配件:订货号 A B C D E FGA-YW-5000175155109.513.521 36订货号 A B C D E F G H GD-YW-5000120.427.577.57422019512.513订货号 A B C D E FGB-YW-5000 155 130109.513.521 36订货号 A B C D E HGC-YW-5000 155 140 109.5 13.524 12规格型号:YW-7500 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW-7500 1502575000105000 205 180 19.201.6 38.1 110000 231.2 193.1 20.0050 113000 255 205 20.9063.5 115000 282 218.5 21.8080 117000 315 235 22.90100 119000 355 255 24.30125 121000 405 280 26.00160 122000 475 315 28.40200 123000 555 355 31.10250 124000 655 405 34.50300 124000 755 455 37.90订货指南:规格型号行程 S 缸体高度 L 2YW-7500 25 180安装可能性:底槽安装底部螺孔安装顶槽安装缸体安装安装配件:订货号 A B C D E F GA-YW-7500 220 195 138 17.5 27 41订货号 A B C D E H GC-YW-7500 195.2 190 138 17.5 24 12订货号 A B C D E F GB-YW-7500 195 162 138 17.5 27 41订货号 A B C D E F G H GD-YW-7500 150.4 30 95 100 260 230 15 13规格型号:YW-10000 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW-10000 15025106000138000 210 185 36.501.6 38.1 143000 236.2 198.1 38.5050 147000 260 210 40.0063.5 150000 287 223.5 42.0080 152000 320 240 44.00100 156000 360 260 46.50125 157000 410 285 50.00160 158000 480 320 54.50200 160000 560 360 60.00250 160000 66 410 66.50300 160000 760 460 73.00订货指南:规格型号行程S 缸体高度L2YW-10000 25 185安装可能性:底槽安装底部螺孔安装顶槽安装安装配件:订货号 A B C D E FGA-YW-10000 240.4 210 170 17.5 27 47订货号 A B C D E HGB-YW-10000 240.4 210 170 17.5 24 13规格型号:YW/A-250 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/A-250 150 12.726503800 55.4 42.7 0.271.6 15 3700 60 45 0.2825 3600 80 55 0.3338.1 3600 106.2 68.1 0.3750 3500 130 80 0.4163.5 3500 157 93.5 0.5080 3500 190 110 0.55100 3500 230 130 0.66订货指南:规格型号行程 S 缸体高度 L 2YW/A-250 12.7 42.7安装可能性:顶槽安装底部螺孔安装安装配件:订货号 A B C D E FGA-YW/A-250 68 56.5 40 7 9 17订货号 A B C D E HGB-YW/A-250 56.6 55 40 7 12 6.5规格型号:YW/A-500 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/A-500 150647005600 62 56 0.501.6 12.7 5900 75.4 62.7 0.5419 6100 88.1 69.05 0.5925 6100 100 75 0.6238.1 6200 126.2 88.1 0.7150 6300 150 100 0.7863.5 6300 177 113.5 0.8880 6600 210 130 0.98100 6600 250 150 1.12125 6600 300 175 1.28订货指南:规格型号行程 S 缸体高度 L 2YW/A-500 6 56安装可能性:底槽安装底部螺孔安装顶槽安装安装配件:订货号 A B C D E F GA-YW/A-500 86 70.7 50 9 13 22订货号 A B C D E F GB-YW/A-500 70.7 64 50 9 13 22订货号 A B C D E H GC-YW/A-500 70.7 70 50 9 20 6.5规格型号:YW/A-750 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/A-750 1506740015000 62 56 0.680.8 12.7 13000 75.4 62.7 0.7319 12000 88.1 69.05 0.8025 11000 100 75 0.8238.1 11000 126.2 88.1 0.9250 11000 150 100 1.0663.5 11000 177 113.5 1.1280 11000 210 130 1.26100 11000 250 150 1.39125 11000 300 175 1.57订货指南:规格型号行程 S 缸体高度 L 2YW/A-750 6 56安装可能性:底槽安装底部螺孔安装顶槽安装缸体安装安装配件:订货号 A B C D E F GA-YW/A-750 95 80 56.5 9 13 22订货号 A B C D E H GC-YW/A-750 80 75 56.5 9 24 12订货号 A B C D E F GB-YW/A-750 80 70 56.5 9 13 22订货号 A B C D E F G H GD-YW/A-750 50.4 20 40 40 130 110 10 9规格型号:YW/A-1500 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/A-1500 150251500024000 110 85 2.051.6 38.1 23000 136.2 98.12.3550 23000 160 110 2.5063.5 23000 187 123.5 2.7580 23000 220 140 3.05100 23000 260 160 3.40订货指南:规格型号行程 S 缸体高度 L 2YW/A-1500 25 85安装可能性:底槽安装底部螺孔安装顶槽安装缸体安装安装配件:订货号 A B C D E F GA-YW/A-1500 104 90 73.5 11 16 29订货号 A B C D E F G H GC-YW/A-1500 75.4 22.5 52.5 52.5 160 137 11.5 11订货号 A B C D E H GB-YW/A-1500 104 100 73.5 11 24 12规格型号:YW/A-3000 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/A-3000 150253000047000 120 95 3.951.6 38.1 48000 146.2 108.1 4.3750 48000 170 120 4.7563.5 48000 197 133.5 5.2080 48000 230 150 5.70100 48000 270 170 6.40订货指南:规格型号行程 S 缸体高度 L 2YW/A-3000 25 95安装可能性:底槽安装底部螺孔安装顶槽安装缸体安装安装配件:订货号 A B C D E F G H GA-YW/A-3000 95.4 25 67.5 62.5 195 170 12.5 13订货号 A B C D E F GB-YW/A-3000 130 110 92 13.5 18 33订货号 A B C D E H GC-YW/A-3000 130 120 92 13.5 24 12规格型号:YW/AA-500 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/AA-500 15012.747006900 57.4 44.7 0.421.6 19.05 6700 70.1 51.05 0.4625 6600 82 57 0.5138.1 6600 108.2 70.1 0.5950 6700 132 82 0.6663.5 6600 159 95.5 0.7280 6600 192 112 0.82100 6700 232 132 0.98125 6700 282 157 1.14订货指南:规格型号行程 S 缸体高度 L 2YW/AA-500 12.7 44.7安装可能性:底槽安装顶槽安装安装配件:订货号 A B C D E FGA-YW/AA-500 86 70.7 50 9 13 22订货号 A B C D E FGB-YW/AA-500 70.7 64 50 9 13 22订货号 A B C DGB-YW/AA-500 60 44 9.5 9规格型号:YW/AA-750 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/AA-750 15012.7740013000 63.4 50.7 0.601.6 19.05 12000 76.1 57.05 0.6425 11000 88 63 0.6838.1 11000 114.2 76.1 0.7850 11000 138 88 0.8863.5 11000 165 101.5 0.9880 11000 198 118 1.10100 11000 238 138 1.26125 11000 288 163 1.45订货指南:规格型号行程 S 缸体高度 L 2YW/AA-750 12.7 50.7安装可能性:底槽安装顶槽安装安装配件:订货号 A B C D E FGA-YW/AA-750 95 80 56.5 9 13 22订货号 A B C D E FGB-YW/AA-750 80 70 56.5 9 13 22订货号 A B C DGC-YW/AA-750 65 48 11.5 9规格型号:YW/J-150 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/J-150 1501017002300 62 52 0.141.6 12.7 2300 67.4 54.7 0.1515 2310 72 57 0.1616 2310 74 58 0.1625 2310 92 67 0.1838.1 2320 118.2 80.1 0.2050 2320 142 92 0.2263.5 2270 172 108.5 0.2680 2280 205 125 0.30100 2290 245 145 0.33125 2290 295 170 0.39订货指南:规格型号行程S 缸体高度L2YW/J-150 10 52*可调节氮气弹簧压力在25到180巴之间*客户可根据需要标明充气压力安装可能性:底槽安装底部螺孔安装顶槽安装安装配件:订货号 A B C D EGA-YW/J-150 50 38 9 7 21.5订货号 A B C D E F HGB-YW/J-150 50 34 38 7 18 30 9规格型号:YW/J-170 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm)重量(kg)最大速度米/秒起始力终点力YW/J-170 150717002800 44 37 0.061.6 10 2800 50 40 0.0615 2800 60 45 0.0719 2800 68 49 0.0725 2800 80 55 0.0838 2800 106 68 0.0950 2800 130 80 0.1063 2800 156 93 0.1275 2800 185 110 0.1380 2800 195 115 0.14100 2800 235 135 0.16125 2800 285 160 0.19订货指南:规格型号行程S 缸体高度L2YW/J-170 7 37安装可能性:底槽安装底部螺孔安装顶槽安装安装配件:订货号 A B C D EGA-YW/J-170 45 32 7 7 20.5订货号 A B C D EGB-YW/J-170 45 32 10 7 7规格型号:YW/J-320 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/J-320 150732004800 44 37 0.101.6 10 4900 50 40 0.1115 5100 60 45 0.1219 5100 68 49 0.1325 5200 80 55 0.1438 5300 106 68 0.1650 5300 130 80 0.1863 5300 156 93 0.2175 5300 185 110 0.2480 5300 195 115 0.25100 5300 235 135 0.28125 5300 285 160 0.33订货指南:规格型号行程 S 缸体高度 L 2YW/J-320 7 37安装可能性:底槽安装底部螺孔安装顶槽安装安装配件:订货号 A B C D E F HGA-YW/J-320 50 34 7 18 30 9 21.5规格型号:YW/J-350 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/J-350 1501036005900 50 40 0.171.6 13 5200 56 43 0.1716 5300 62 46 0.1919 5600 68 49 0.2025 5500 80 55 0.2132 5500 94 62 0.2338 5500 106 68 0.2550 5600 130 80 0.2963 5500 156 93 0.3375 5500 180 105 0.3680 5500 190 110 0.38100 5500 230 130 0.45125 5500 280 155 0.52订货指南:规格型号行程 S 缸体高度 L 2YW/J-350 10 40安装可能性:底槽安装底部螺孔安装顶槽安装安装配件:订货号 A B C D E FGA-YW/J-350 60 49.5 35 7 9 17订货号 A B C D E HGB-YW/J-350 49.5 50 35 7 12 6.5规格型号:YW/J-500 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/J-500 1501047007200 50 40 0.251.6 13 7100 56 43 0.2616 7200 62 46 0.2719 7400 68 49 0.2825 7300 80 55 0.3132 7200 94 62 0.3438 7200 106 68 0.3650 7200 130 80 0.4063 7200 156 93 0.4575 7100 180 105 0.5080 7100 190 110 0.52100 7100 230 130 0.60125 7100 280 155 0.70订货指南:规格型号行程 S 缸体高度 L 2YW/J-500 10 40安装可能性:底槽安装底部螺孔安装顶槽安装安装配件:订货号 A B C D EHGC-YW/J-500 56.6 5540 7 12 6.5订货号 A B C D E F GA-YW/J-500 68 56.5 407917订货号 A B C D E FGB-YW/J-500 56.5 5240 7 9 17规格型号:YW/J-750 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/J-750 15010740012100 52 42 0.371.6 13 12100 58 45 0.3916 12100 64 48 0.4119 11700 70 51 0.4125 11800 82 57 0.4532 11800 96 64 0.5038 11800 108 70 0.5350 11800 132 82 0.6163 11800 158 95 0.6975 11900 182 107 0.7780 11900 192 112 0.80100 11900 232 132 0.93125 11900 282 157 1.09订货指南:规格型号行程 S 缸体高度 L 2YW/J-750 10 42安装可能性:底槽安装底部螺孔安装顶槽安装安装配件:订货号 A B C D E F GA-YW/J-750 86 70.7 50 9 13 22订货号 A B C D E F GB-YW/J-750 70.7 64 50 9 13 22订货号 A B C D E H GC-YW/J-750 70.7 70 50 9 20 6.5规格型号:YW/J-1000 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/J-1000 15013920013800 64 51 0.521.6 16 13800 70 54 0.5419 14000 76 57 0.5625 14200 88 63 0.6132 14300 102 70 0.6638 14500 114 76 0.7150 14600 138 88 0.8163 14700 164 101 0.9175 14700 188 113 1.0280 14800 198 118 1.05100 14800 238 138 1.20125 14800 288 163 1.40订货指南:规格型号行程 S 缸体高度 L 2YW/J-1000 13 51安装可能性:底槽安装底部螺孔安装顶槽安装缸体安装安装配件:订货号 A B C D E FGA-YW/J-1000 95 8056.59 13 22订货号 A B C D E F G H GD-YW/J-100050.420 4040130110109订货号 A B C D E FGB-YW/J-1000 80 7056.59 13 22订货号 A B C D E HGC-YW/J-1000807556.59 24 12规格型号:YW/J-1500 产品类型:规格型号充气压力(巴)行程(mm)S弹压力(N)在150巴/+20度L1±0.20(mm)L2(mm) 重量(kg)最大速度米/秒起始力终点力YW/J-1500 150131500024000 70 57 0.901.6 16 24100 76 60 0.9019 24200 82 63 1.0025 24300 94 69 1.0032 23800 108 76 1.1038 23900 120 82 1.2050 24000 144 94 1.3063 24100 170 107 1.4075 24200 194 119 1.4080 24200 204 124 1.40100 24300 244 144 1.90125 24300 294 169 2.20订货指南:规格型号行程 S 缸体高度 L 2YW/J-1500 13 57安装可能性:底槽安装底部螺孔安装顶槽安装安装配件:订货号 A B C D E HGC-YW/J-1500 104 100 73.5 11 24 12订货号 A B C D E FGB-YW/J-1500 104 90 73.5 11 16 27。
氮气弹簧欧盟认证标准_概述说明
氮气弹簧欧盟认证标准概述说明1. 引言1.1 概述本文将详细介绍欧盟对氮气弹簧的认证标准。
随着技术的不断发展和应用范围的扩大,氮气弹簧作为一种重要的机械元件,在汽车、工业设备以及家具等领域得到广泛应用。
欧盟作为一个经济合作和政治联盟,在保证产品质量和安全性方面非常重视,并制定了一系列的认证标准来规范市场。
1.2 文章结构本文将分为四个主要部分进行论述,具体内容如下:第一部分是引言,主要概述了文章的目的、结构和对氮气弹簧认证标准的概述。
第二部分是文章正文,将深入探讨欧盟对于氮气弹簧认证所制定的标准和要求,包括技术参数、材料要求以及测试方法等内容。
第三部分将详细介绍欧盟认证流程,包括申请过程、审核程序以及相关文件提交等方面。
第四部分将探讨欧盟对于认证结果的管理与监督机制,例如检验人员资质要求、市场监管等方面的内容。
最后,文章将进行结论的总结和展望,对氮气弹簧认证标准的作用与发展趋势进行分析。
1.3 目的本文的目的是全面、准确地介绍欧盟对氮气弹簧的认证标准,帮助读者了解该领域的相关要求与规定。
通过深入探讨欧盟认证标准在技术参数、材料要求和测试方法等方面的内容,读者可以全面了解氮气弹簧在欧盟市场上合规生产所需满足的条件。
此外,本文还将介绍认证流程和管理机制,以便读者了解申请认证所需注意事项,并对未来发展趋势有所预见。
通过本文的阅读,读者能够加深对欧盟氮气弹簧认证标准的了解,从而更好地应用于实践中。
2. 正文在欧盟认证标准中,氮气弹簧是一个重要的测试项目。
氮气弹簧是一种利用压缩氮气来提供稳定压力的装置,常用于各种机械设备和工业应用中。
为了确保安全性和质量,欧盟制定了一系列的认证标准,并对使用氮气弹簧的产品进行严格监管。
首先,在欧盟认证标准中,对于生产和使用氮气弹簧的厂商,需要符合特定的技术规范和质量管理体系要求。
这些要求包括但不限于材料选用、加工工艺、装配过程、产品检测等方面。
只有通过这些验证流程并获得相关证书,厂商才能合法地销售其产品。
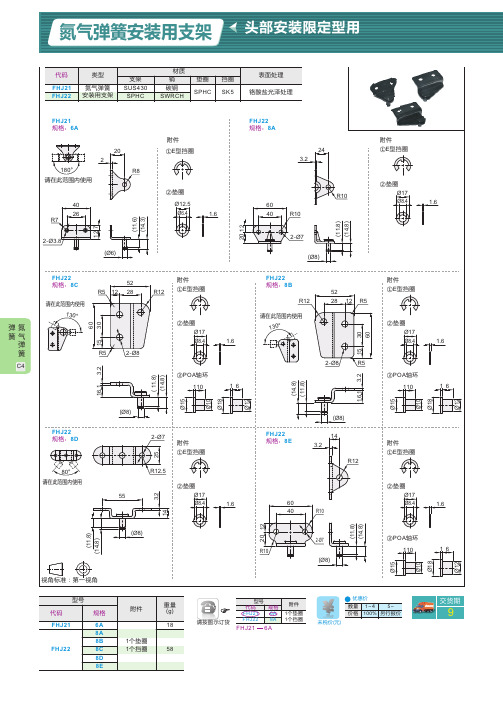
氮气弹簧安装用支架
②垫圈
Ø17
Ø8.4
1.6
FHJ22 规格:8B
R12
52 28 12 R5
附件 ①E型挡圈
请在此范围内使用 130°
②垫圈
Ø17
Ø8.4
1.6
15 30 60
60 15 30
R5
2-Ø8
C4 ③POA轴环
2-Ø8
R5
③POA轴环
110
16
110
16
16.1 3.2
( 11.8) (14.8) Ø15 Ø10 Ø18 Ø12 (14.8) ( 11.8)
180°
R8
请在此范内使用
40 26 R7
2-Ø3.8
(Ø6)
附件 ①E型挡圈
②垫圈
Ø12.5
Ø6.4
1.6
FHJ22 规格:8A
24 3.2
R10
60
40
R10
2-Ø7 (Ø8)
附件 ①E型挡圈
②垫圈
Ø17
Ø8.4
1.6
FHJ22 规格:8C
52 R5 12 28
附件 R12 ①E型挡圈
请在此范围内使用 130°
氮气弹簧安装用支架 头部安装限定型用
氮气弹簧 弹簧
代码
FHJ21 FHJ22
类型
氮气弹簧 安装用支架
支架 SUS430
SPHC
材质 销 碳钢 SWRCH
垫圈 SPHC
挡圈 SK5
表面处理 铬酸盐光泽处理
12 7 (11.6) (14.3)
20 12 (11.8) (14.8)
FHJ21 规格:6A
20 2
未税价(元)
优惠价 数量 1~4 5~ 价格 100% 另行报价
拉簧常用规格

日元库存生产厂家C 760 在庫品在庫品C 760 在庫品在庫品C 800 在庫品在庫品C 800 在庫品在庫品C 760 在庫品在庫品C 800 在庫品在庫品C 800 在庫品在庫品C 840 在庫品在庫品C 760 在庫品在庫品C 800 在庫品在庫品C 800 在庫品在庫品C 930 在庫品在庫品C 800 在庫品在庫品C 800 在庫品在庫品C 890 在庫品在庫品C 980 在庫品在庫品C 620 在庫品在庫品C 650 在庫品在庫品C 670 在庫品在庫品C 710 在庫品在庫品C 620 在庫品在庫品C 650 在庫品在庫品C 710 在庫品在庫品C 750 在庫品在庫品C 650 在庫品在庫品C670在庫品在庫品产品代码单位价格标准交付HP050-017-0.5HP050-022-0.5HP050-023-0.32HP050-030-0.32HP050-016-0.4HP050-019-0.4HP050-025-0.4HP050-035-0.4HP040-015-0.5HP040-019-0.5HP040-027-0.5HP040-038-0.5HP050-015-0.32HP050-018-0.32HP040-020-0.32HP040-028-0.32HP040-014-0.4HP040-017-0.4HP040-023-0.4HP040-033-0.4HP032-011-0.32HP032-014-0.32HP032-019-0.32HP032-026-0.32HP040-013-0.32HP040-016-0.32价格标准交付产品代码单位日元库存生产厂家价格标准交付产品代码单位日元库存生产厂家价格标准交付产品代码单位日元库存生产厂家价格标准交付产品代码单位日元库存生产厂家价格标准交付产品代码单位日元库存生产厂家价格标准交付产品代码单位日元库存生产厂家价格标准交付产品代码单位日元库存生产厂家价格标准交付产品代码单位日元库存生产厂家。
氮气弹簧安装和操作说明

电话B 08165A操作规程DADCO 建立了微型 (L, LJ), 超压 (U.0400 – U.20000), SCR 和大型 (90.9, 90.8, 90.5B2, 90.10, UX 和SC) 系列氮气弹簧的操作规程和安装要求, 以确保用户安全, 并优化产品性能。
应认真领会本公告中的指导说明。
C 系列和U.0175 – U.0325氮气弹簧的安装和操作请参考B08160。
为氮气弹簧充气2. 检查充气孔。
独立式氮气弹簧操作a. 拆下保险螺丝/嵌入式插头.b. 将适当的DADCO 充气阀拧入充气孔中.c. 将充气组件上的内螺纹速断接头连接到充气阀上. 排管系统操作 a. 遵循正确的装配说明,将所有氮气弹簧的管道连接至控制面板或多路控制面板上. b. 确保所有软管和管道配件是紧固的. c. 将充气组件安装到控制面板或者多路控制面板上的充气阀上.7. 对于独立式系统,采用DADCO 测压仪检查内部压力,联系DADCO 公司,以获得测压仪说明书和更多相关信息。
DADCO 公司建议将定期检查氮气弹簧内部压力作为一种预防性维护手段3. 打开氮气瓶上的主阀.4. 将调整器的充气压力设置为要求压力.5. 缓慢打开切断阀,使每个氮气弹簧达到要求的充气压力.6. 所有氮气弹簧充气至要求压力后,关闭软管切断阀门和氮气瓶切断阀门。
从控制面板上断开充气组件。
当断开管道配件时,切断阀和充气阀之间残留的少量氮气将排出.为氮气弹簧排气独立式氮气弹簧操作1. 当为DADCO 氮气弹簧排气时,应将氮气弹簧水平放置,并使排气孔向上,以确保安全.2. 拆下端口插头.3. 保持脸和手离开排气孔,使用阀门排气工具(90.360.4)或者端口维修工具(90.320.8)压下阀门。
用一块布盖住排气孔,以吸收排气能量.4. 所有气体压力泄尽后,确保活塞杆能够用手自由地伸展和缩回。
如果不能,尝试再次压下阀门。
如果仍不成功,停止操作,然后联系DADCO 公司.5. 如果氮气弹簧发生损坏,应小心操作。
空气弹簧标准及性能参数
3
2
图:有效面积和承载力: AW=F/P 式中:AW---橡胶空气弹簧有效面积,mm , F—橡胶空 气弹簧负荷,kN, P—橡胶空气弹簧的内压,MPa, 3.10 有效直径 De
按有效面积计算的圆直径。 最大外径Dm 橡胶空气弹簧在充入最大工作气压后,在整个工作行程中所达到的最大 外直径。 爆破压力 橡胶空气弹簧进行爆破试验时,爆破时橡胶空气弹簧内达到的最大压力。 4. 产品分类 4.1 产品类型 橡胶空气弹簧按形状分为囊式、膜式和袖筒式三大类。按密封结构形式分为压力自封 式、轮缘夹紧式、箍环密封式和混合式四大类。 产品型号(略) 5. 技术要求 6 运输与贮存 橡胶空气弹簧在运输与贮存过程中,应尽量保持干、阴晾。应避免暴晒,禁止与酸、 碱、油和其它有机溶剂接触,远离热源。
3.7 最低高度 HL 橡胶空气弹簧总成在设计高度时充入最大工作气压后压缩到极限位置时的高度。
工作行程 S 橡胶空气弹簧总成最高高度与最低高度之差值。橡胶空气弹簧可在此范围
内振动。
有效面积 Aw 能将空气弹簧内的空气压力以力的形式传递到与之相接触零件上的平
面。 在柱塞或缸体这样的刚性结构体上,有效直径 dw 的尺寸是柱塞内直径的尺寸。 而 在柔性结构的空气弹簧上,有效直径 dw 则始终小于空气弹簧的外直径。在空气弹簧 胶囊壁上,切线垂直于弹簧力以及承载力的地方,有效平面 AW 就是外界线,就是膜式弹 簧的最低弯曲点或多曲弹簧的活动环的最高和最低点。
另一组是将橡胶空气弹簧总成调整到建议设计高度然后向橡胶空气最高高度最低高度弹簧总成内充入一定气压的空气关闭进气阀门保证空气弹簧总成在上下运动过程中气压不泄漏测量出位移与负荷能力变化的曲线叫做变压曲线如图08分别表示空气弹簧在设计高度时气压为03mpa05mpa08mpa位移与负荷能力曲线作为在某一设计高度时使用橡胶空气弹簧的依据
弹簧垫圈标准件选用范围表

20.2 时优先选用,B类需经标准化组
6 审批后方能选用,C类原则上不
6.4 选用,若有特殊情况需选用,
15 必经研发部经理审批后方可选
3 用。
2. 表中参数单位为mm
弹簧垫圈(GB93-87) 簧垫圈(GB859-87)
1-87)、内锯齿锁紧垫圈(GB861.2-87)、外齿锁紧垫圈 65Mn
Q235 65, H62等 表面氧化
垫圈类别
规格尺寸d*厚度H
材料
表面处理
弹簧垫圈
3*2
65Mn
表面氧化
标准件选用范围
Q/AD PA0013.0
10
12
14 16
20
备注
10.2
12.2
14.2
16.2
20.2
2.6
3.1
3.6
4.1
5
62.5
1.3
1.55
1.8
2.05
2.5
10.2
12.2
14.2
16.2
何 GB859-87 b
参
H
数
m d
_
0.6
0.8
1.1
1.3
1.6
_
1
1.2
1.5
2
2.5
_
1.5
2
2.75
3.25
4
_
0.3
0.4
0.55
0.65
0.8
2.1
3.1
4.1
5.1
6.1
8.1
GB724487
S b H
_ _ _
_ _ _
_ _ _
_
1.8
2.4