U形弯曲件制坯模设计冲压力与压力中心计算
U型弯曲模课程设计

U型弯曲模课程设计目录一、摘要二、任务书三、冲压零件的工艺性分析四、制定冲压工艺方案五、毛坯展开长度的确定六、落料冲孔模设计计算七、弯曲力的计算八、压力机的选择九、弯曲模工作部分尺寸的确定十、弯曲模模架及主要零件设计十一、装配图十二、总结十三、参考文献一、摘要弯曲工艺的基本运动是卸料板先与板料接触并压死,凸模下降至与板料接触,并继续下降进入凹模,凸、凹模及板料产生相对运动,导致板料变形折弯,然后凸、凹模分开,弯曲凹模上的顶杆(或滑块)把弯曲边推出,完成弯曲运动。
卸料板及顶杆的运动是非常关键的,为了保证弯曲的质量或生产效率,必须首先控制卸料板的运动,让它先于凸模与板料接触,并且压料力一定要足够,否则弯曲件尺寸精度差,平面度不良;其次,应确保顶杆力足够,以使它顺利地把弯曲件推出,否则弯曲件变形,生产效率低。
对于精度要求较高的弯曲件,应特别注意一点,最好在弯曲运动中,要有一个运动死点,即所有相关结构件能够碰死。
关键词:弯曲凹模凸模卸料板二、任务书《冲压工艺与模具设计》机械工学院姓名:学号一设计题目 U型件弯曲二设计内容要求材料: 08厚度: t=1mm大批量生产指导教师董瑞华 2014年6月三、冲压零件的工艺性分析1、材料该工件采用08号钢,其为极软的碳素钢,强度、硬度很低,而韧性和塑性极高,具有良好的深冲、拉延、弯曲和镦粗等冷加工性能、焊接性能。
查《冲压工艺及模具设计》表5-2可得08号碳素钢垂直轧制方向相对弯曲半径min /t0.4r 。
工件弯曲半径r=1mm,均大于以上条件下最小弯曲半径,因此此工件一次弯曲可以成型不会弯裂。
2、工件结构工件为圆形带孔弯曲件,孔在底部并且不在弯曲变形区。
3、尺寸精度该件各部分尺寸为自由尺寸,可看做IT14级,普通弯曲工艺工艺均能满足要求。
四、制定冲压工艺方案方案A:通过该工件的结构、精度工艺性分析以确定该工件可以采取弯曲连续模一次型成型。
方案B:需要两套模具,先冲孔落料,再弯曲工件。
冲压模压力中心的计算方法

冲压模压力中心的计算方法1.几何形状的测量:首先需要对冲压模具进行几何形状的测量。
可以使用光学投影仪、三坐标测量仪或其他测量设备进行测量。
测量的结果可以得到模具的截面形状。
2.模板刚度计算:根据冲压模板的几何形状,可以计算出模板的刚度。
可以使用弹性理论或有限元分析方法进行计算。
3.受力分析:根据冲压模板的几何形状和受力情况,可以进行受力分析。
受力分析可以得到模板在不同部位的受力情况,包括轴向力、剪切力和弯曲力等。
4.平衡点计算:根据受力分析结果,可以确定模板的平衡点。
平衡点是模板受力分布的中心位置。
可以通过数学公式或计算方法来计算平衡点的位置。
5.压力中心的计算:根据模板的几何形状和平衡点的位置,可以计算出压力中心的位置。
压力中心是模板受力分布的重心位置,也是压力的集中点。
1.重心法:根据模板的几何形状,将模板分为若干个小面元,计算每个小面元的重心位置,然后根据面元的面积和重心位置的加权平均值计算出压力中心的位置。
重心法计算方法简单,适用于简单模板的情况。
2.数学模型法:根据冲压模具的几何形状和材料属性,建立数学模型,通过求解模型的解析解或数值解,得到压力中心的位置。
数学模型法计算方法较为精确,适用于复杂模板的情况。
3.有限元法:利用有限元分析软件对冲压模具进行建模,并进行力学分析,得到模具受力的结果。
根据受力结果,可以计算出压力中心的位置。
有限元法计算方法准确度较高,适用于复杂结构的模板。
需要注意的是,冲压模压力中心的计算方法需要考虑模板的几何形状、材料性质、受力情况等因素。
在实际计算过程中,可以根据具体情况选择合适的计算方法,并结合实验验证来提高计算精度。
此外,冲压模压力中心的计算方法也可以应用于其他领域,如机械设计、材料力学等。
U型弯曲件弯曲模设计

前言模具设计毕业论文成形加工是现代工业生产中应用广泛的优质、高效、低耗、适应性很强的生产技术,或称成型工具、成型工装产品,是技术含量高、附加值高、使用广泛的新技术产品,是价值很高的社会财富。
模具设计毕业论文由于模具生产技术的现代化,在现代工业生产中,模具已广泛应用于电动机和电器产品、电子计算机产品、仪表、家用电器产品与办公设备、汽车、军械、通用机械等产品的生产中。
模具技术水平的高低,模具设计毕业论文已成为衡量一个国家制造水平高低的重要标志,并在很大程度上决定着产品的质量、效益和新产品的开发能力。
目前,随着汽车及轻工业的迅速发展,模具设计制造日益受到人们的广泛关注,已成为一个行业。
将高新技术应用于模具设计与制造,已成为快速制造优质模具的有力保证:1)、CAD/DAE/CAM的广泛应用,显示了用信息技术带动和提升模具工业的优越性。
在欧美,CAD/DAE/CAM已成为模具企业普遍应用的技术。
在CAD的应用方面,已经超越了甩掉图板、二维绘图的初级阶段,目前3D设计已达到了70℅--89℅,PRO/E、UG、CIMATRON 等软件的应用很普遍。
2)、为了缩短制造周期,提高市场竞争力,普遍采用高速切削加工技术。
3)、快速成型技术与快速制模技术获得普遍应用。
有SLA、SLS、FDM、LOM等各种类型的快速成型设备。
目录绪论 (3)第1章工艺方案的确定 (4)1.1零件分析 (4)1.2工艺方案的确定及模具结构形式的选择 (4)1.3工序图尺寸分析 (4)1.4排样和材料利用率的计算 (5)第2章有关弯曲工艺计算 (7)2.1 毛坯尺寸的计算 (7)2.2 弯曲力的计算 (7)2.3 弯曲凸凹模的间隙 (7)2.4 凸、凹模宽度尺寸计算 (8)2.5 凸模圆角半径 (8)2.6 凹模圆角半径 (9)2.7 弯曲凹模外形和尺寸的确定 (9)2.8 选择上、下模座及模柄 (9)2.9 垫板、凸模固定板 (10)2.10 闭合高度 (10)2.11 螺钉、销钉的选择 (11)2.12绘制模具总图及零件图 (11)第三章小结 (14)参考文献 (15)绪论自20世纪80年代以来,我国的经济逐渐起飞,也为模具产业的发展提供了巨大的动力。
冲裁力与压力中心的计算和冲裁工艺性解读

(2) 冲裁件的断面粗糙度与材料塑性、材料厚度、冲裁模间 隙、刃口锐钝以及冲模结构等有关。当冲裁厚度为2mm以下的金 属板料时,其断面粗糙度Ra一般可达12.5~3.2μm。 见表2.5
3.冲裁件尺寸标注 冲裁件尺寸的基准应尽可能与其
冲压时定位基准重合,并选择在冲裁 过程中基本上不变动的面或线上。
二、冲裁工艺方案的确定
1.分析零件的冲压工艺性。 2.确定冲压工艺方案
(1)冲裁工序的组合近而确定冲模结构
1)根据生产批量来确定 2)根据冲裁件尺寸和精度等级来确定
3)根据对冲裁件尺寸形状的适应性来确定 4)根据模具制造安装调整的难易和成本的高低来确定 5)根据操作是否方便与安全来确定
y3l3 ...... l3 ...... ln
ynln
x0
x1F1 x2F2 F1 F2
x3F3 ...... xnFn F3 ...... Fn
y0
y1F1 y2F2 F1 F2
y3F3 ...... ynFn F3 ...... Fn
第一节 冲裁的工艺设计
y 180Rsin / Rs/ b
2.复杂形状零件模具压力中心的确定
复杂形状零件模具压力中心的计算方法有:解析法,还
作图法和悬挂法。
解析法的具体步骤: 1)按照比例绘制出凸模刃口的轮廓; 2)在任意位置建立X-Y坐标系; 3)将复杂轮廓线分成若干简 单的直线段和圆弧,并求出 各线段的长度L1、L2、L3、 L4……
冲裁简单的零件时, 冲裁复杂零件时,
比复合模低
比级进模模低
U型弯曲件冲压工艺与模具设计

第四,压力机公称压力的确定。自由弯曲时候 ,压力机公称压 力F 为 F ≥F自 +F 正弯曲时,由于校正弯曲力比顶件力 F D 或 压料力 F y 大得多 , 可以忽略顶件力和压料力 , 故F F =2 2 2 . 4 K N。 3 . 4 初 选压 力机 公称压力的选择 ,选择压力机时 ,要根据模具结构来确定 , 当施力行程较大时 ( 5 0 %一 6 0 %) P c > P ,即冲压时工艺力 的总 和不能大于压力机公称压力的 5 0 % ~6 0 %。校正弯曲时,要使额 定压力有总够的富余 , 一般压力机 的公称压力要大于校正弯 曲力 的1 . 5 —2 倍, 取1 . 7 。故公称压 P c =3 7 8 . 0 8( K N) 初选 压力机的 公称压力为 4 0 0 K N,即 J 2 3 - 4 0 型压力机 。①行程次数 ,选择 4 5次/ mi n 。②滑块行程 ( s)为了保证 毛坯放进 和工 件的取出 , 应使滑块行程大于工件高度 的两倍 以上 ,S >2 H 。J 2 3 -4 0型 压力机 的滑块行程 为 8 0 n n T l , 8 0 >2 X 2 2 =4 4 , 故满足工件弯 曲 时的冲压行程 。③ 闭合 高度 J 2 3 -4 0型压力机 的最大 闭合高度 为3 3 0 1 1 3 1 3 1 ,最小闭合高度为 2 6 5 i n l T l 。模具的闭合高度与压力机 的配合遵守以下关系 ( 一H d )一5 >H> ( H 曲 一H d )+1 O , 即3 2 5 >H>2 7 5如果压力机不设置垫板 ,所设计 的模具闭合高度 H在 2 7 5~ 3 2 5 i n r n之间。加上垫板 ,模具闭合高度将减小。④工
8 0 %。 即是 F D =F Y = ( 0 . 3 ~0 . 8)F自 。
冲裁力和压力中心的计算
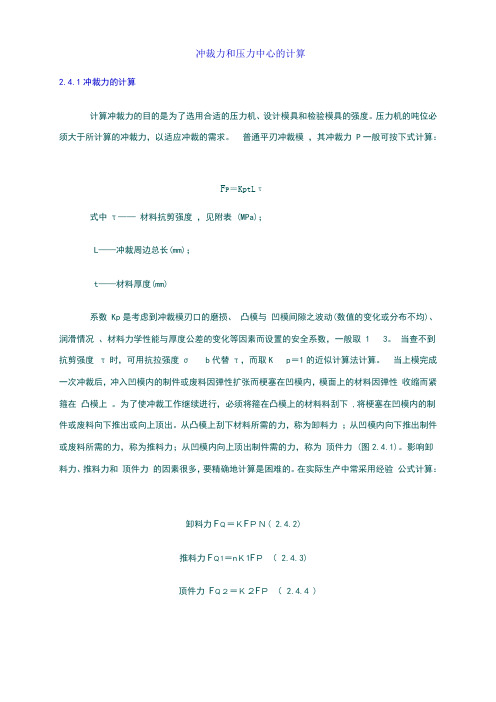
冲裁力和压力中心的计算2.4.1冲裁力的计算计算冲裁力的目的是为了选用合适的压力机、设计模具和检验模具的强度。
压力机的吨位必须大于所计算的冲裁力,以适应冲裁的需求。
普通平刃冲裁模,其冲裁力 P一般可按下式计算:F P=KptLτ式中τ——材料抗剪强度,见附表 (MPa);L——冲裁周边总长(mm);t——材料厚度(mm)系数 Kp是考虑到冲裁模刃口的磨损、凸模与凹模间隙之波动(数值的变化或分布不均)、润滑情况、材料力学性能与厚度公差的变化等因素而设置的安全系数,一般取 13。
当查不到抗剪强度τ时,可用抗拉强度σ b代替τ,而取K p=1的近似计算法计算。
当上模完成一次冲裁后,冲入凹模内的制件或废料因弹性扩张而梗塞在凹模内,模面上的材料因弹性收缩而紧箍在凸模上。
为了使冲裁工作继续进行,必须将箍在凸模上的材料料刮下 ,将梗塞在凹模内的制件或废料向下推出或向上顶出。
从凸模上刮下材料所需的力,称为卸料力;从凹模内向下推出制件或废料所需的力,称为推料力;从凹模内向上顶出制件需的力,称为顶件力 (图2.4.1)。
影响卸料力、推料力和顶件力的因素很多,要精确地计算是困难的。
在实际生产中常采用经验公式计算:卸料力FQ=KFPN( 2.4.2)推料力FQ1=nK1FP( 2.4.3)顶件力FQ2=K2FP( 2.4.4 )图 2.4.1 工艺力示意图式中 P——冲裁力(N);K——卸料力系数,其值为~(薄料取大值,厚料取小值);K1——推料力系数,其值为~(薄料取大值,厚料取小值);K2——顶件力系数,其值为~(薄料取大值,厚料取小值);n——梗塞在凹模内的制件或废料数量(n=h/t);h——直刃口部分的高(mm);t——材料厚度(mm)。
卸料力和顶件力还是设计卸料装置和弹顶装置中弹性元件的依据。
2.4.2 压力机公称压力的选取冲裁时,压力机的公称压力必须大于或等于冲裁各工艺力的总和。
采用弹压卸料装置和下出件的模具时:F P总=FP+FQ+FQ1 (2.4.5)采用弹压卸料装置和上出件的模具时:F P总=FP+FQ+Q2 (2.4.6)采用刚性卸料装置和下出件模具时:F P总=FP+FQ1 (2.4.7)2.4.3 降低冲裁力的措施在冲压高强度材料、厚料和大尺寸冲压件时,需要的冲裁力较大,生产现场压力机的吨位不足时,为不影响生产,可采用一些有效措施降低冲裁力。
冲压模具U型弯曲模具设计使用说明

U型冲孔模具设计说明书系别:专业:班级:学号:姓名:指导教师:完成日期:年月日摘要随着全球经济一体化的深入,模具工业在国民经济中所发挥的作用越来越明显。
模具设计水平的高低直接影响产品的质量及生产效率。
设计本模具是为了制造普通 U 形弯件。
设计中分析了零件的结构及工艺性,拟订该零件的冲压工艺为“切边—弯曲”,讨论了弯曲零件毛坯展开形状和尺寸的确定方法,设计了落料模和弯曲模,对关键零件的结构设计作了详细阐述,并指出了模具设计时的注意事项。
其中,弯曲成形模是本设计的重点,将切边弯曲集中于一套模具中,使得冲件的质量和生产效率较高,满足了生产需要。
由于模具设计是一种经验性较强的设计,经过长期发展积累了大量丰富的冲压工艺技术资料,在设计这两套模具时必然要借鉴这些经验数据,含括了落料模、弯曲模、拉深模中常用的工艺数据以及模具材料的选取和压力机基本参数等等.关键词冲压工艺毛坯展开弯曲成形模CADA BSTRACTAlong with global economic integration thorough, the mold industry the function which displays in the national economy is more and more obvious.Mold design level height direct influence product quality and production efficiency. Designs this mold is in order to make ordinary U shape curved.In the design has analyzed the components structure and the technology ca p a b ility, drafts this components the ramming craft is “the cutting edge - - cur ving”, discussed the curving components semifinished materials to launch the shape and the size definite method, has designed the cut die and the bending die, has made the detailed elaboration to the essential components structural design, and had pointed out the mold designed when matters needing attention.Among them, the curving molding machine is this design key point, concentrates curving the cutting edge in set of molds, caused to flush a quality and the production efficiency is high, has met the production needs. Because the mold design is one kind of empirical strong design, passed through the l ong -term development to accumulate the massive rich ramming processing technology material, when designed these two sets of molds had to profit from these empirical data inevitably, including has included the cut die, the bending die, in t h e dr a w i ng mold the commonly used craft data as well as mold material selection and press basic p a r a m eter and so on.K EYWORDRough start stamping process bending modulus CAD目录目录摘要 (4)关键词 (4)Abstract (5)Keyword (5)设计课题 (7)设计内容 (7)冲压件工艺分析 (7)主要设计计算 (8)1.毛坯尺寸计算 (8)2.弯曲力计算 (8)3.凸凹模尺寸确定 (9)4.凸凹模间隙的确定 (10)5.凹模圆角半径与凹模深度的确定 (10)6.压力中心的计算 (10)7.凹模周界的确定 (10)模具的总体设计 (11)1.模架的选择 (11)2.卸料方式的选择 (11)3.其他零部件的选用 (11)1.材料选用 (12)2.强度校核 (12)模具总装图 (13)结论 (14)致谢 (16)参考文献 (17)设计课题零件简图:如下图所示:生产批量: 大批量材料: Q235材料厚度: 5mm材料宽度B:80mm设计内容冲压件工艺分析材料结构及精度分析该工件只有弯曲一个工序,材料Q235钢为软材料,在弯曲时应有一定的凸凹模间隙.工件的尺寸全部为自由公差,可看作I T14 级,尺寸精度较低,普通弯曲就能满足要求.零件结构简单,左右对称,对弯曲成形较为有利,可查,Q235的允许最小弯曲半径r min =0.5t=0.5mm, 而零件的弯曲半径r=2mm>0.5mm, 故,不会弯裂。
冲压模具设计与制造 2-567 (冲裁力和压力中心的计算)
第二章 沖裁工藝與沖裁模設計
第六節 沖裁力和壓力中心的計算
五、沖模壓力中心的確定(續)
2.確定多凸模模具的壓力中心
確定多凸模模具的壓 力中心,是將各凸模的壓 力中心確定后,再計算模 具的壓力中心。
第二章 沖裁工藝與沖裁模設計
第六節 沖裁力和壓力中心的計算
五、沖模壓力中心的確定(續)
3.複雜形狀零件模具壓力中心的確定 複雜形狀零件模具壓力中
第二章 沖裁工藝與沖裁模設計
第七節 沖裁的工藝設計
二、沖裁工藝方案的確定
2、沖裁順序的安排
(1)級進沖裁順序的安排 1)先沖孔或沖缺口,最後落料或切斷,將沖裁件與條料分離。 2)採用定距側刃時,定距側刃切邊工序安排與首次沖孔同時進 行,以便控制送料進距。
(2)多工序沖裁件用單工序沖裁時的順序安排 1)先落料使坯料與條料分離,再沖孔或沖缺口。 2)沖裁大小不同、相距較近的孔時,為減少孔的變形,應先沖 大孔后沖小孔。
• 13、无论才能知识多么卓著,如果缺乏热情,则无异 纸上画饼充饥,无补于事。Monday, August 24, 202024-
Aug-2020.8.24
• 14、我只是自己不放过自己而已,现在我不会再逼自 己眷恋了。20.8.2405:03:5824 August 202005:03
第二章 沖裁工藝與沖裁模設計
第六節 沖裁力和壓力中心的計算
四、降低沖裁力的方法
1.階梯凸模沖裁
2.斜刃沖裁
3.加熱沖裁(紅沖)
第二章 沖裁工藝與沖裁模設計
第六節 沖裁力和壓力中心的計算
五、沖模壓力中心的確定
模具的壓力中心︰ 沖壓力合力的作用點。
為了保證壓力機和模具的正常工作,應使模具的壓力中心與 壓力機滑塊的中心線相重合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
闭合高度调节量:80 mm
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
滑块中心线到床身距离:260mm
工作台尺寸:480 mm×710 mm
工作台孔尺寸:φ 250mm
模柄孔尺寸:φ 50 mm×80 mm
垫板厚度:90 mm
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
模具结构采用刚性卸料和下出件方式,所以所需推源自件力为:计算零件所需总冲压力:
初选设备为JC23—63。
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
二、初选设备的主要参数
公称压力:630kN
滑块行程:120mm
设计任务
弯曲件坯料展开图如图 所示,经之前分析,该落料 冲孔件采用冲孔落料级进模
生产。
弯曲件坯料展开尺寸
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
一、冲压力计算
此例中零件的落料周长为148.52mm,冲孔周长为 26.69mm,材料厚度3mm,45钢的抗剪强度取500MPa ,根据冲裁力计算基本公式,得: 落料力 冲孔力
职业教育材料成型与控制技术专业教学资源库
其他金属材料成型技术课程
U 形弯曲件制坯模设计 冲压力与压力中心计算
主讲教师:王嘉 包头职业技术学院
职业教育材料成型与控制技术专业教学资源库
目
11 2 冲压力计算
录
初选设备的主要参数
13
压力中心计算
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
其他金属材料成型技术课程
职业教育材料成型与控制技术专业教学资源库
三、压力中心计算
零件采用级进模生产,模具压 力中心计算示意图见右图。由于零件 上下对称,所以只需计算压力中心横 坐标。设模具压力中心横坐标为 x0 ,则有
压力中心求解示意图
所以模具压力中心坐标点为(-31.2 , 0) 。
其他金属材料成型技术课程