套筒座-课程设计说明书
车床尾座套筒说明书
机械制造工艺课程设计说明书设计题目:设计车床尾座套筒的机械加工工艺规程学号:姓名:指导老师:实践时间:目录绪论 (1)1零件分析 (1)1.1零件的作用 (1)1.2零件的工艺分析 (1)1.2.1零件图样分析 (1)1.2.2工艺分析 (2)1.3确定零件的生产类型 (2)2确定毛坯、绘制毛坯简图 (2)2.1选择毛坯 (2)2.2确定毛坯的尺寸公差和机械加工余量 (2)2.2.1公差等级 (2)2.2.2锻件重量 (2)2.2.3锻件复杂系数 (2)2.2.4锻件材质系数 (2)2.2.5锻件分模线形状 (3)2.2.6零件表面粗糙度 (3)2.3绘制车床尾座锻造毛坯图 (3)3工艺规程设计 (3)3.1定位基准的选择 (3)3.2拟定工艺路线 (4)3.2.1表面加工方法的确定 (4)3.2.2加工阶段的划分 (4)3.2.3工序的集中与分散 (4)3.2.4工序顺序的安排 (4)3.3加工设备及工艺装备的选用 (6)3.4加工余量、工序尺寸和公差的确定 (8)3.5切削用量及时间定额的计算 (9)4总结 (16)5参考文献 (16)绪论机械制造工艺学课程设计使我们对所学课程的一次深入的综合性的复习,也是一次理论联系实际的训练,因此,它在我们大学四年生活中占有重要的地位。
我们希望通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中培养自己分析问题的、解决问题及与团队合作的能力,另外,这也是对自身意志力的一次很好的磨练机会。
由于能力所限,本课程设计尚难免有许多不足之处,恳请各位老师、同学不吝给予批评和指教。
1零件分析1.1零件的作用车床尾座套筒是装夹顶针,钻头,绞刀,等工具的。
1.2零件的工艺分析1.2.1零件图样分析mm外圆的圆柱度公差为0.005mm。
(1)φ550.0013-mm外圆轴心线的同轴度公(2)莫氏4号锥孔轴心线与φ550-.0013差为φ0.01mm。
mm外圆轴心线的径向跳动(3)莫氏4号锥孔轴心线对φ550013-.0公差为0.01mm 。
套筒座工艺设计

套筒座工艺设计Southwest university of science and technology毕业设计说明书牛头刨床进给机构推动架制造工艺设计及专用工装设计学院名称制造科学与工程学院专业名称机械设计制造及其自动化学生姓名田晓宇学号20116227指导教师王忠教授二〇一五年六月目录第一章零件的分析 (4)1.1 零件的介绍和作用 (4)1.2 主要加工表面及技术要求 (5)第二章工艺流程设计 (6)2.1 生产方式确定 (6)2.2 毛坯的设计 (7)2.3 基准的选择 (7)2.4 工艺路线 (8)第三章工序设计 (10)3.1 工序分析 (10)3.2 基准的选择和尺寸链的计算 (10)3.3 设备的选择 (11) (11) (11)3.4加工余量、工序尺寸及毛坯尺寸的确定 (12)支承孔孔径Φ50H7 (12) (13) (15) (16)3.5切削用量及工时定额的确定 (16) (16) (17) (18) (19) (20) (21) (22) (24) (25) (26) (29)第四章专用夹具设计 (31)4.1夹具总体方案设计 (31)4.2定位的设计 (32)4.3夹紧机构的设计及夹紧力的计算 (33)4.4定位误差的分析 (33)第一章零件的分析1.1 零件的介绍和作用设计对象为牛头刨床进给机构的推动架,是牛头刨床进给机构的中小零件,φ32mm孔用来安装工作台进给丝杠轴,靠近φ32mm孔左端处一棘轮,在棘轮上方即φ16mm孔装一棘爪,φ16mm孔通过销与杠连接杆,把从电动机传来的旋转运动通过偏心轮杠杆使推动架绕φ32mm轴心线摆动,同时拨动棘轮,带动丝杠转动,实现工作台的自动进给。
1.2 主要加工表面及技术要求由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件。
由零件图可知,φ32、φ16的中心线是主要的设计基准和加工基准。
套筒座说明书
目录1 引言.......................................................... -2 -2 零件的分析.................................................... - 2 -2.1零件的类型及功用......................................... - 2 -2.2零件的工艺分析........................................... - 2 -2.2.1分析零件的材质、热处理及机械加工工艺性............. - 3 -2.2.2选择毛坯的制造方式、初步确定毛坯形状............... - 3 -2.3定位基准的选择........................................... - 3 -2.3.1粗基准的选择....................................... - 3 -2.3.2精基准的选择....................................... - 3 -2.4表面加工方法的选择....................................... - 3 -2.5零件加工工艺路线的选择................................... - 4 - 3工序设计...................................................... - 5 -3.1工序尺寸的计算........................................... - 5 -3.2确定切削用量、时间定额................................... - 6 -3.2.1选择机床及对应夹具、量具、刃具..................... - 6 -3.2.2确定切削用量、时间定额............................. - 8 - 4夹具设计..................................................... - 22 -4.1 设计要求.............................................. - 22 -4.2 夹具设计的有关计算.................................... - 22 -4.2.1. 确定两销中心距及尺寸公差......................... - 22 -4.2.2. 确定圆柱销的尺寸及公差........................... - 23 -4.2.3. 查表确定削边销尺寸b及B ......................... - 23 -4.2.4. 确定削边销的直径尺寸及公差....................... - 23 -4.2.5. 计算定位误差——目的是分析定位方案的可行性....... - 23 -4.3 夹具结构设计及操作简要说明........................... - 24 -4.3.1、工件夹紧方式的确定............................... - 24 -4.3.2、结构设计及操作说明............................... - 24 - 5设计小结..................................................... - 24 - 6参考文献..................................................... - 24 -1 引言课程设计是我们大学期间的重要的一个教学实践环节,是一个综合性的教学实践环节,是培养工程技术人员的主要教学环节之一,是对我们过去学习成效的综合性检验。
套筒座铸造工艺设计说明书
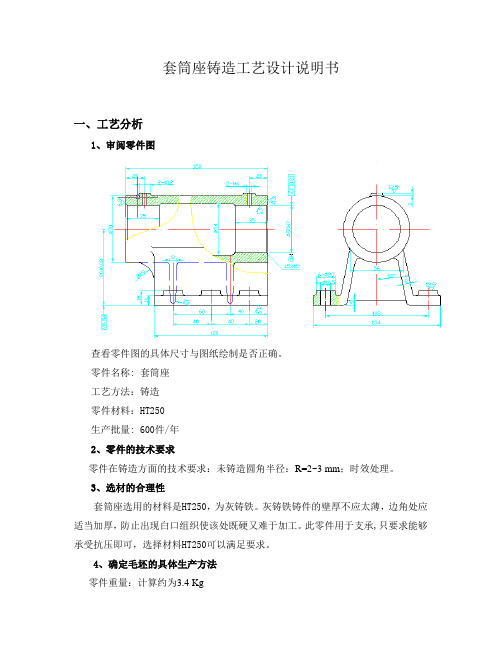
套筒座铸造工艺设计说明书一、工艺分析1、审阅零件图查看零件图的具体尺寸与图纸绘制是否正确。
零件名称: 套筒座工艺方法:铸造零件材料:HT250生产批量: 600件/年2、零件的技术要求零件在铸造方面的技术要求:未铸造圆角半径:R=2~3 mm;时效处理。
3、选材的合理性套筒座选用的材料是HT250,为灰铸铁。
灰铸铁铸件的壁厚不应太薄,边角处应适当加厚,防止出现白口组织使该处既硬又难于加工。
此零件用于支承,只要求能够承受抗压即可,选择材料HT250可以满足要求。
4、确定毛坯的具体生产方法零件重量:计算约为3.4 Kg毛坯重量:计算约为4.2 Kg生产批量:600件/年因为3.4 Kg 《100 Kg ,所以判断零件为轻型零件。
由于零件的生产产量为600件/年,所以初步确定为中、小批生产。
由于砂型铸造适用范围广,生产范围广,零件形状比较简单,壁厚比较均匀。
故确定生产方法为砂型铸造。
5、审查铸件的结构工艺性铸件轮廓尺寸为150×134×115mm,查表得砂型铸造的最小壁厚约等于6 mm,套筒座的壁厚符合其要求。
二、工艺方案的确定1、铸造方法的选择零件形状比较简单,壁厚比较均匀,故毛坯生产方法为砂型铸造,砂型类型为湿砂。
原因?2、造型、造芯方法的选择选择造型方法为手工造型,具体为三箱造型;造芯方法为芯盒造芯。
3、浇注位置的确定考虑到砂芯安放固定与排气、起模、充型等,选择将浇注位置确定为套筒中心对称面。
4、分型面的确定分型面应确定为套筒中心对称面和铸件下表面,以便顺利起模、下芯、充型。
5、砂箱中铸件数目的确定套筒座的重量为0.34kg,"铸件质量"选择≤5kg,查得,"最小吃砂量"分别为"a=20mm,b=30mm,c=40mm,d或e=30mm,f=30mm,g=20mm",砂箱尺寸为400mm(砂箱尺寸=(A+B)/2, A、B分别为砂箱内框长宽及宽度)。
套筒座-课程设计说明书

机械制造技术基础课程设计说明书设计题目:设计KCSJ-02套筒座零件的机械加工工艺规程及典型夹具(年度生产纲领为8000件)选题说明:请在选题附图中任选一种进行设计。
学院德州学院专业机械设计制造及其自动化班级08机本二学号200801703043姓名指导教师(签字)2011年6 月13日机电工程系(盖章)机械制造技术基础课程设计任务书设计题目:设计KCSJ-02套筒座零件的机械加工工艺规程及典型夹具(年度生产纲领为8000件)内容:1.零件图1张4#2.毛坯图1张4#3.机械加工工艺过程综合卡片1张4#4.夹具装配图1张1#5.夹具零件图1张2#6.课程设计说明书1份目录机械制造技术基础课程设计任务书......................................................................................................目录..........................................................................................................................................................序言........................................................................................................................................................一、设计目的..........................................................................................................................................二、零件分析..........................................................................................................................................1.零件的作用...........................................................................................................................................2.零件的工艺分析...................................................................................................................................3.画零件图...............................................................................................................................................三、确定毛坯..........................................................................................................................................四、机械加工工艺路线设计..................................................................................................................1.选择定位基准.......................................................................................................................................2.制定工艺路线.......................................................................................................................................3.支承孔的工序尺寸及公差计算...........................................................................................................4.底面A的工序尺寸及公差计算..........................................................................................................5.其他加工面的加工余量的确定...........................................................................................................五、夹具设计..........................................................................................................................................1.确定定位方案,选择定位元件...........................................................................................................2.确定导向装置.......................................................................................................................................3.确定夹紧机构.......................................................................................................................................4.确定其他装置.......................................................................................................................................5.设计夹具体...........................................................................................................................................参考文献: ................................................................................................................................................序言机械制造技术基础是机械类专业的一门主干专业基础课,内容覆盖金属切削原理和刀具、机械加工方法及设备、互换性与测量技术、机械制造工艺学及工艺装备等,因而也是一门实践性和综合性很强的课程,必须通过实践性教学环节才能使学生对该课程的基础理论有更深刻的理解,也只有通过实践才能培养学生理论联系实际的能力和独立工作能力。
套筒设计说明书
课程设计说明书----套筒班级:设计者:组员:设计时间:2011-12-8指导教师:前言机械加工工艺课程设计是我们对数控加工工艺这门课的充分利用。
通过这次的课程设计我们可以将我们所学的知识运用到实践中。
如在加工工艺过程设计中,对于加工路线的定制及加工余量,工序尺寸的确定,我们都得到了实践。
此外,在设计加工工序的过程中,对机床的选择,刀具的选择及切削知识等都有进一步的了解。
因此机械加工工艺课程设计实际上是我们对机械加工知识的综合运用。
在实际设计过程中,我们碰到了许多问题,解决问题的过程也是我们学习的过程。
通过这两周的学习我们了解了设计过程中,我们认识到自己的不足。
希望在这次实训中对自己未来的将从事的工作进一步适应的锻炼。
希望自己在设计中能锻炼自己的分析的能力,解决问题的能力,查资料的能力等。
由于本人能力有限,设计尚有许多不足之处,希望老师们给予指导。
目录一、零件图二、工件工艺分析三、零件制作工艺设计四、定位误差分析五、加工方法及加工路线六、确定加工参数七、小结八、参考资料一、零件图二、工件工艺分析:1.工件材料:20号钢削切、加工性良好。
2.零件组成表面:外圆表面(Φ38,Φ18),内表面(Φ12),两端面,内﹑外台阶面,内﹑外退刀槽,内﹑外倒角。
3.主要表面分析:Φ12内孔既是支承其它零件的支承面,亦是本零件的主要基本面;Φ18外圆及其台阶面亦用于支承其它零件。
4.主要技术条件:Φ18外圆与Φ12内孔的同轴度控制在0.02㎜范围内;台阶面与Φ12内孔的垂直度控制在0.025㎜范围内;Φ12内孔本身的尺寸公差为0.019㎜;粗糙度0.8;零件热处理硬度HRC50-55.三、零件制造工艺设计1.毛坯的选择:根据零件材料为20钢,生产类型为中批生产,零件直径尺寸差异较大,零件壁薄、刚度低、易变形,加工精度要求高,零件需经淬火处理等多方面因素,在棒料与模锻间做出选择:模锻件。
2.基准分析:主要定位基准应为Φ12内孔中心;加工内孔时的定位基准则为Φ18外圆中心。
支架套筒夹具课程设计说明书

专业课程设计说明书设计题目“支架套筒零件”的机械加工工艺规程与夹具设计设计者姚泳指导教师张莉台州学院机械工程学院2014-4-2专业课程设计任务书题目: “支架套筒零件”的机械加工工艺规程与夹具设计原始图纸(见附页)生产类型:单件生产(材料45钢)设计内容:1、零件图 1张2、毛坯图 1张3、机械加工工艺过程卡 1份4、机械加工工序卡 1份5、夹具装配图 1套6、夹具零件图若干7、课程设计说明书 1份班级 10机械3班姓名姚泳学号 1036210068指导教师张莉目录序言 (1)一、零件的分析 (1)1. 零件的作用 (1)2. 零件的材料 (1)3. 零件的结构 (1)4. 零件的工艺分析 (1)二、工艺规程设计 (2)1.确定毛坯的制造形式 (2)2.基面的选择 (2)2.1粗基准的选择 (2)2.2精基准的选择 (2)3.制定工艺路线 (2)3.1工艺路线方案的比较 (3)3.2工艺方案的分析及确定 (4)4.机械加工余量,工序尺寸及毛坯尺寸的确定 (4)5.确定切削用量及基本工时 (6)三、专用夹具的设计 (10)1.问题的提出 (10)2.夹具设计 (11)四、总结 (11)五、参考文献 (12)序 言机械制造工艺学课程设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,希望通过这次课程设计,提高分析问题和解决问题的能力, 为将来从事的工作打下扎实的基础。
由于本人水平有限,设计的过程中肯定会有许多不足之处,希望指导老师能在查阅的过程中指出我所存在的问题,谢谢!一、零件的分析1.零件的作用支架套筒零件是支架上的支架套(见零件图),它与支架紧密配合。
其主要的作用为支架套筒与其他零件的连接配合。
2.零件的材料考虑到该零件的工作要求,主要用于零件之间的配合,工作强度不高,故45号钢能满足要求.大多在3.零件的结构3.1由零件图可知,该零件的重要表面的粗糙度最高要达到2.5的精度,两端面的粗糙度可达到0.04的精度.而且两个重要的内孔的粗糙度的要求也达到了0.63和0.16的精度.所以该零件的是一个重要连接结构零件.3.2为了保证加工精度,在加工过程中要尽量减小加工装夹次数,尽可能使加工在同一轴线锪表面间完成,这样可使零件的加工工艺更迅捷,并能保证表面粗糙度。
套筒——课程设计说明书解析
机械制造工艺学课程设计说明书课题 : 套筒学生姓名:专业:机械工程及自动化学号:班级:指导教师:成绩:_______机械工程学院2011年12月《机械制造工艺学课程设计》任务书一、设计题目:套筒二、设计内容1,对零件进行工艺分析在对零件的加工工艺规程进行制定之前,首先对零件进行工艺分析。
内容包括:(1)分析零件的作用以及零件图上的技术要求(2)分析零件的主要加工表面的尺寸,形状,以及位置精度,表面粗糙度以及设计基准等;(3)分析零件的材质,热处理以及机械加工的工艺性2,确定毛坯毛坯的选择主要以生产类型确定,并考虑零件的复杂程度,加工表面以及非加工表面的技术要求等几方面综合考虑,使整个工艺过程更加经济合理。
3,制定零件的机械加工工艺路线(1)制定加工工艺路线在对零件进行工艺分析的基础上,制定零件的工艺路线,并划分粗,精加工阶段。
可以先考虑几个方案,分析比较后,再从中选择比较合理的加工方案。
(2)选择定位基准进行必要的工序尺寸计算。
根据基准选择原则,合理选定各工序的定位基准。
当某工序的基准不重合的时候需要对其工序尺寸进行计算。
(3)确定工序集中与分散的程度,合理安排各表面的加工顺序。
(4)确定各工序的加工余量和工序尺寸及其公差。
(5)选择机床以及工,夹,量,刀具。
(6)确定各加工工序的技术要求和检验方法。
(7)确定各工序的时间用量和时间定额。
(8)填写工艺文件。
三,设计工作量1.机械加工工艺卡片一张;2.机械加工工序卡片一套;3.设计说明书一份。
四,设计分组按学号的先后每四人一组,最后两组是五个人一组。
五,设计时间2011年12月19日到12月25日六,参考书籍机械制造工艺学清华大学王先逵主编金属材料切削加工手册机械设计手册附:套筒工作图目录序言.............................5. 一,对零件进行工艺分析.. (6)二,确定毛坯 (6)三,制定零件的机械加工工艺路线 (6)四,工序尺寸计算以及公差 (7)五,选择机床以及工,夹,量,刀具 (7)六,检测方法 (8)七,确定各工序的切削用量和时间定额 (9)设计体会 (11)参考书目 (12)序言所谓机械加工工艺规程,是指规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械制造技术基础课程设计说明书设计题目:设计KCSJ-02套筒座零件的机械加工工艺规程及典型夹具(年度生产纲领为8000件)选题说明:请在选题附图中任选一种进行设计。
学院德州学院专业机械设计制造及其自动化班级08机本二学号200801703043姓名指导教师(签字)2011年6 月13日机电工程系(盖章)机械制造技术基础课程设计任务书设计题目:设计KCSJ-02套筒座零件的机械加工工艺规程及典型夹具(年度生产纲领为8000件)内容:1.零件图1张4#2.毛坯图1张4#3.机械加工工艺过程综合卡片1张4#4.夹具装配图1张1#5.夹具零件图1张2#6.课程设计说明书1份目录机械制造技术基础课程设计任务书......................................................................................................目录..........................................................................................................................................................序言........................................................................................................................................................一、设计目的..........................................................................................................................................二、零件分析..........................................................................................................................................1.零件的作用...........................................................................................................................................2.零件的工艺分析...................................................................................................................................3.画零件图...............................................................................................................................................三、确定毛坯..........................................................................................................................................四、机械加工工艺路线设计..................................................................................................................1.选择定位基准.......................................................................................................................................2.制定工艺路线.......................................................................................................................................3.支承孔的工序尺寸及公差计算...........................................................................................................4.底面A的工序尺寸及公差计算..........................................................................................................5.其他加工面的加工余量的确定...........................................................................................................五、夹具设计..........................................................................................................................................1.确定定位方案,选择定位元件...........................................................................................................2.确定导向装置.......................................................................................................................................3.确定夹紧机构.......................................................................................................................................4.确定其他装置.......................................................................................................................................5.设计夹具体...........................................................................................................................................参考文献:.................................................................................................................................................序言机械制造技术基础是机械类专业的一门主干专业基础课,内容覆盖金属切削原理和刀具、机械加工方法及设备、互换性与测量技术、机械制造工艺学及工艺装备等,因而也是一门实践性和综合性很强的课程,必须通过实践性教学环节才能使学生对该课程的基础理论有更深刻的理解,也只有通过实践才能培养学生理论联系实际的能力和独立工作能力。
因此,机械制造技术基础课程设计应运而生,也成为机械类专业的一门重要实践课程。
一、设计目的机械制造技术基础课程设计的目的是让学生在学习了机械制造技术基础和进行了校内外的生产实习之后让学生获得综合运用过去所学过的全部课程进行工艺及结构设计的基本能力。
同时,课程设计也是为了毕业设计进行一次综合训练和准备。
本次课程设计的课题是套筒座的机械加工工艺规程及工艺装备的设计,主要的设计内容包括套筒座的毛坯图,零件图,夹具装配图及装配图上的两个零件图,还有工艺过程卡片和工序卡各一张。
首先是设计机械加工工艺规程,然后是机械加工工序设计,最后是机床夹具的设计。
二、零件分析1.零件的作用2.零件的工艺分析套筒座是支承套筒的作用,起定位、夹紧套筒的作用。
技术要求有套筒座的圆角为R3-R5,倒角1.5 ,套筒支承孔是重要表面,所以其精度要求很高。
而加工套筒支承孔需要底面作精基准,所以底面的粗糙度也有很高的要求。
底面的6个螺栓孔上表面也有表面粗糙度的要求,还有套筒支承孔自身有个圆柱度要求。
具体的要求是:套筒支承孔对底面的平行度为0.01;套筒支承孔的圆柱度是0.01;套筒支承孔内表面粗糙度R 值为1.6;底面的表面粗糙度要求是R 值为1.6;底面6个螺栓孔上表面粗糙度要求是R 值为1.6;还有套筒支承孔两断面表面粗糙度是R 值为6.3;顶面螺纹孔上表面粗糙度要求是R 值为12.5。
根据零件的复杂程度,我们选择铸造制作毛坯。
选择HT250,其强度、耐磨性、耐热性均较好,减振性良好,铸造性能较优。
需要进行人工时效处理,即将铸件重新加热到530-620C°,经长时间保温(2-6h),利用塑性变形降低应力,然后在炉内缓慢冷却至200C°以下出炉空冷。
经时效退火后可消除90%以上的内应力。
该零件的机械加工工艺性我觉得很好,因为其结构工艺性良好,需要精加工的内孔相对于不加工的内孔有台阶,便于退刀。
另外还有2个加强筋。
重要加工面都有技术要求,符合使用性能。
3.画零件图见附页三、确定毛坯根据KCSJ-02套筒座生产纲领为8000件/年的要求,本零件是中批、大批大量生产,还有零件的复杂程度及加工表面与非加工表面的技术要求,我们选择毛坯的制造方式为铸造。