焊装生产线的节拍分析及优化模板
电焊焊接最优生产模式改善-精益改善
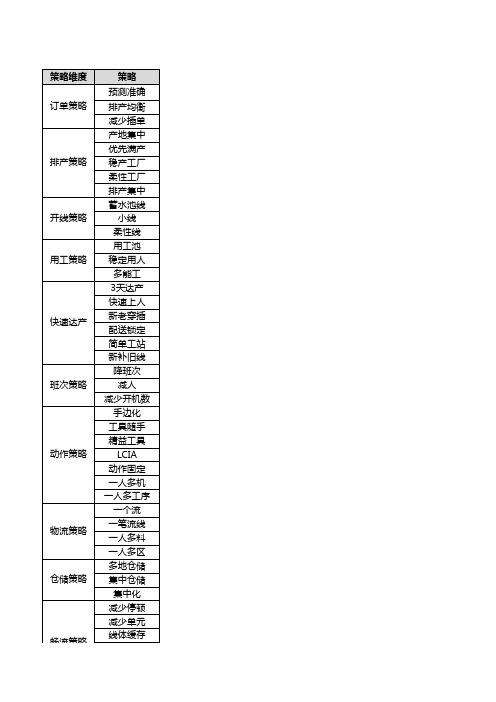
动作策略
物流策略 仓储策略 畅流策略
策厂 柔性工厂 排产集中 蓄水池线
小线 柔性线 用工池 稳定用人 多能工 3天达产 快速上人 新老穿插 配送锁定 简单工站 新补旧线 降班次 减人 减少开机数 手边化 工具随手 精益工具 LCIA 动作固定 一人多机 一人多工序 一个流 一笔流线 一人多料 一人多区 多地仓储 集中仓储 集中化 减少停顿 减少单元 线体缓存
焊接最优生产模式(非自化生产)
畅流策略 生产安定 快速换型 日常管理 布局策略
工装车策略
瓶颈管控
设备策略 动作策略 存储策略
提高流畅 降低断点 模块平衡 减少停线 瓶颈管控 线速匹配
双机构 先进先出 快速换型 现场会议
金三角 焊点平面
操作面 焊机间隔 焊件传送 上件近手 下件近手
一个流 可动 可转 布格隔断 容量可控 多型装车 位置锁定 控车数量 五表一书 停机管控 激光打码 节拍可视 停机报警 时序可控 设备点检 焊极间距 焊极速度 焊点 焊极高度 座椅 动作分解 工件限位 动作合并 动作取消 LCIA 近线化
提高线体&全流程流畅度,减少停顿点 减少全流程断点数,减少搬运浪费 锁定前工序提前期,并全力降低提前期,保证模块产能平衡 全工序停机可视,降低停机时,提高产出 瓶颈节拍&产出&停机可视,强控瓶颈产出,保证瓶颈无停机 减少高线速,提高线速匹配度 打包机/封箱机/套袋机等实现快速机构换型 减少单元台工序进出干扰,尽可能先进先出,减少堵停 根据快速换型五字法(转-降-合-省-简),提高UPH,降低开机数/稳定产出 问题处理现场化,保证问题快速闭环,减少停机时 建立现场问题外理金三角 焊点平面尽可能在一各平面 操作面与焊点平面齐平,操作面尽可能大,尽可能不要使焊点突出,员工手扶焊件 焊机间隔要远,焊机与焊机间增加缓存区,保证每台焊机前有件焊机后有缓存区 焊机间链接采用流水线链接,流水线传送端形成堆积状态并靠近焊机,上料端形成拉空状态 上件位置手边化,高度适中,严格控制员工弯腰动作,可以采用竖放/自动升降 下件尽可能手边化,减少频繁整理工装车内部件,可以采用5个一组入车 前工序一暂存区一点焊一暂存区一喷粉尽可能一个流布局,并布局集中化 工装车自带轮,可以实现自由拖动 工装车固定后,采用脚踩锁轮,并实现自动旋转 由于件与件容易牵连,最好使用帆布制作布格,可以1格1件/1格多件 工装车数量锁定,数量尽可能匹配配送频次,按照总装配送时序量进行装车,20/30/60分钟位置 锁定工装车存放 换型工装车采用多颜色进行隔离,根据总装时序装车,并将后型号增加防错盖板 地面增加限位,限位增加导流设计,遵循进出便捷原则 根据生产提前期,严控工装车数量,严禁报废处理,只修不换 建立五表一书,现场可视 瓶颈机台停机可视,严控机台停机,前期可抓瓶颈机台,后续可抓全机台 增加激光打码,并增加自动扫描 到型号节拍可视 现场增加停机报警,并连锁到半场办公区域及手机推送,确保生产问题及时控制 根据总装时序,控制点焊时序,保证时序生产 定期点检传动件&润滑件&受力件&焊极&电控等关键结构 上下焊极尽可能小,减少移动距离 下压速度尽可能快,降低节拍 焊点尽可能少 焊极高度尽可能符合人因工程,高度合适 员工增加可升降高脚座椅/支撑,并增加脚踏杆&疲劳垫 动作分解减少旋转&翻转&调整&判断等动作 工件焊接时所放位置尽可能增加,减少员工调整动作 尽可能一击多点,例如焊机并排 点位尽可能少,四支脚成本可控下,尽可能采用两支脚/无支脚动作取消 尽可能使用自动上料替代动作,例如自动上支脚&自动上钉&自动上件 存储区域尽可能靠近总装&点焊线体
焊接自动化生产线的设计与优化

关键设备选型
焊接电源:选择合 适的焊接电源,确 保焊接质量和效率
送丝机构:选择合 适的送丝机构,确 保焊接材料能够准 确、稳定地送入焊 接区域
焊枪:选择合适的 焊枪,确保焊接操 作方便、稳定
机器人系统:选择 合适的机器人系统 ,实现自动化焊接 ,提高生产效率和 质量
辅助设备配置
焊接变位机:用于工件的旋转和定位 焊接操作机:提供稳定的焊接操作平台 焊接夹具:确保工件在焊接过程中的稳定性和精度 焊接机器人:实现高效、高质量的焊接作业
关键设备改进
焊接设备升级: 采用更先进的 焊接设备,提 高生产效率和
焊接质量
自动化设备改 进:优化自动 化设备,减少 人工干 养:定期对设 备进行维护和 保养,确保设
备正常运行
设备故障排除: 及时排除设备 故障,减少停 机时间,提高
生产效率
辅助设备升级
焊接机器人升级:提高焊接精度和 效率
05
生产线测试:对安装完成的自动化生产线进行 测试,确保其正常运行并符合生产要求
02
制定设计方案:根据需求,设计自动化生产线 的布局、设备选型和控制系统
04
设备采购与安装:根据设计方案,采购所需的 设备和材料,并进行安装和调试
06
交付使用:将自动化生产线交付给生产部门使 用,并提供必要的培训和技术支持
THANK YOU
汇报人:MR.Z
焊接自动化生产线的发展趋势 与展望
技术发展趋势
焊接自动化生产线 技术不断创新,提 高生产效率
智能化技术应用, 实现自动化生产线 智能化控制
焊接自动化生产线 技术向绿色环保方 向发展
焊接自动化生产线 技术将促进制造业 的转型升级
应用领域拓展
汽车制造领域:焊接自动化生产线 在汽车制造领域的应用不断拓展, 包括车身、底盘、发动机等部件的 焊接。
焊装产线流水节拍优化措施分析

焊装产线流水节拍优化措施分析
蓝惠杰
【期刊名称】《现代工业经济和信息化》
【年(卷),期】2024(14)3
【摘要】通过对客车焊装产线进行流水节拍优化、对人员和场地进行调整,缩短车间物流路线的同时让车间质量得到稳定的提升,可以持续为企业降本增效.成立项目小组测量工位标准车型工时(指定FBC6127BRZ3),通过山积表数据分析车间工位瓶颈,把瓶颈工序通过技术工艺手段进行疏解,达到降本增效目的.
【总页数】3页(P142-144)
【作者】蓝惠杰
【作者单位】厦门丰泰国际新能源汽车有限公司
【正文语种】中文
【中图分类】U468.1
【相关文献】
1.焊装生产线的节拍分析及优化
2.微型电动汽车焊装线节拍技术分析及优化
3.基于自动焊45JPH提速的焊装生产线设备节拍规划
4.自动化焊装线的节拍设计与优化
5.汽车焊装生产线节拍分析及优化
因版权原因,仅展示原文概要,查看原文内容请购买。
汽车装焊生产线优化设计

关键词: 车间布局
设备布局
装焊生产线
设计优化
I
汽车装焊生产线优化设计
ABSTRACT
Like any other production line design, the design of automobile assembly-welding line focuses on two points: work-load balance and workshop layout, by aiming at reducing the cost of maintenance and operation, improving the production efficiency, and assuring the long-term operation efficiency of the line. In this paper, the planning and design of an automobile assembly-welding line is conducted according to the specific requirement on production streamline and process of automobile assembly-welding production. The design is optimized centered by work-load balance and workshop layout. A small-scale automated layout software is also developed targeting at the design and optimization of automobile assembly-welding line. Associated achievement has been applied to the design and optimization of a practical automobile factory. Its effectiveness is thus evaluated. At first, based on the thought of lean production, the work-load balance of mass-production line is studied, and then the evaluation method is proposed on the workload balance of assembly-welding line. Then, the mathematical models for workshop layout of general production line and automobile assembly-welding line are given, the topology model of multiple constraints expression and workshop layout is presented in depth, and then principles on position check and constraints check are also presented. A modified genetic algorithm is also proposed based on traditional generic algorithm. Lastly, by utilizing the production line balance theory, the automated layout software developed in this paper is used to implement the design of the assembly-welding line of a automobile factory, including the production line design and optimization, robot layout, process design, and overall layout optimization.
焊装生产线的节拍分析及优化教材(PPT 40张)
生产线节拍的定义、作用及分析的意义
为保证生产中分段连续供应,必要的、合 理的分段贮备在实际生产中也是必须的,在平 衡生产节奏的同时,通过工序能力的分析,建 立起各工序间必要的手持分段数量,避免分段 库存过多造成的严重浪费。 另外,生产节拍会使生产现场的作业规律 化,达到生产活动的稳定,实现定置管理,并 作为现场生产效率改善的依据。
单击此处编辑母版标题样式
焊装生产线的节拍分析及优化
单击此处编辑母版标题样式目
录
1、概述 2、生产线节拍的定义、作用及分 析的意义 3、生产线节拍的计算方法
4、生产线节拍分析的方法及手段
5、工艺节拍优化方法 6、结束语
概述
一、概述
本文论述了焊装生产线的节拍优化分析对焊 装工艺规划的重要意义,根据生产实际对焊装线 前期工艺规划中节拍分析的手段和方法进行了细 致分析,对工时测量方法(MTM)在焊装线上的应 用进行了解析,总结了焊装线节拍优化的具体方 法,对焊装线应用最为广泛的动作节拍时间进行 了归纳。
生产节拍
设备闲置,劳动力等工现象,生产能 力浪费 生产能力满足不了生产需要,加班、 提前安排生产、分段储存加大等问题
生产节拍<生产周期
生产线节拍的定义、作用及分析的意义
生产周期大于或小于生产节拍都会对生产造 成不良影响。要尽可能地缩小生产周期和生产节 拍的差距,通过二者的对比分析安排生产经营活 动。 生产节拍另一个作用是能够有效防止生产过 剩造成的浪费和生产过迟造成的分段供应不连续 问题,并确定工序间的标准手持品数量。 从成本的角度出发,生产过剩和不足都是一 种浪费,应用生产节拍就要改变生产越多越好的 观念,建立起适量生产的观念。
生产线节拍的定义、作用及分析的意义
焊装生产线效率值模拟分析
焊装生产线效率值模拟分析摘要:在汽车工业高速发展的中国,为使线体更加合理、高效,在规划时不但要考虑工位的节拍,还需要把线体的整体效率值考虑在内,要考虑整体效率值就要考虑线体的故障和线体抢修时间,但是这是一个随机出现的情况,无法提前预知,因此需要使用Plant simulation的软件建立生产模型并模拟计算,把发生故障的时间做一个统计然后输入软件,软件会自动计算出线体的初步效率值,通过不停的改进,使其达到所需的效率值。
关键词:线体效率值,生产线建模说起汽车焊装生产线的效率值,很多人都没什么概念,即使作为在汽车焊装线生产领域工作多年的专家也无法解释清楚,即使能解释清楚也无法说明这个值是如何得出的,但是要是和他们提起节拍,大家都能说的头头是道。
节拍通常我们也称为JPH,是Jobs Per Hour的缩写,这是汽车制造业中的一个重要变量,是反映单个工艺设备或流水生产线甚至整个工厂的理论生产能力,它是把年产量换算为小时产量。
这些都很清楚,但是当我们把JPH转换为秒数时出现了一个问题,当我们把JPH转换为秒数后,无法保证每个工位按所需秒数设计后能达到设计的节拍,因为还需要考虑操作工的休息时间、设备的维修时间、工位与工位之间的等待时间等等。
因此我们会在所需秒数上乘上一个系数,这个系数就是我们所说的效率值。
当前的习惯做法是定义人工工位效率值是90%,自动化工位是85%,但是这两个值是如何得到的无法给出有力的证据来说明。
所以我将提供一种方式来模拟工位的运行和失效模式,以期达到推算出这个效率值的目的。
在这里我们使用EM-plant的Flow simulation来模拟线体的失效模式。
焊装线体布置首先我们要根据工艺布置平面布置图:如下图选择了一条简单的自动线作为例子:■如图是一条机器人补焊线,线体是由两端的两台升降机,中间的5个补焊工位,还有一个定位焊工位组成的。
工位理论效率值在完成了线体平面布置图后,需使用设备停线计算表计算出线体每个工位的理论效率值。
产线布局优化与改善
THANKS
感谢观看
根据优化目标和实际情况,选择合适 的优化方法和技术手段,如仿真模拟
、数学建模等。
制定优化目标
根据企业战略和市场需求,制定明确 的产线布局优化目标,如提高生产效 率、降低成本等。
注重实施细节
在实施产线布局优化方案时,需要注 重细节,确保方案的顺利执行和效果 的实现。
对未来研究的展望
1 2 3
深入研究智能化技术
率,提升产品质量。
适应市场需求
根据市场需求变化,灵 活调整产线布局,提高 对市场需求的响应速度
。
布局调整方案
工艺流程分析
对现有产线布局进行工艺流程分析,找出瓶 颈工序和浪费环节。
U型布局
采用U型布局,使得物料搬运路线最短,减 少搬运浪费。
生产线平衡
通过调整工序间的作业时间和作业内容,实 现生产线的平衡,提高生产效率。
空间利用率不足
生产线占用空间较大,但空间利用率不足,存在浪费现象。
影响因素分析
设备因素
设备性能、维护状况以及更新换代的 频率都会影响生产线的效率和布局。
人员因素
员工的技能水平、工作态度和团队协 作能力对生产线运行有重要影响。
物料因素
物料的种类、规格和搬运方式会影响 生产线的布局和物料流动路径。
工艺因素
实施准备(1-2周)
采购所需设备和材料,进行技术交底和培训,做好实施前 的准备工作。
实施与执行(4-6周)
按照方案逐步推进产线布局优化工作,确保各项任务按计 划完成。
效果评估与持续改进(持续进行)
对实施效果进行评估,针对存在问题进行持续改进和优化 。
资源需求与预算
人力资源
需要一支包括产线工程师、工艺工程师、设备工 程师、生产人员等在内的专业团队。
工业工程中的生产线节拍优化
工业工程中的生产线节拍优化引言:在现代工业生产中,生产线是一个至关重要的环节,它对于产品质量、生产效率和成本管理起着关键作用。
而生产线的节拍优化是实现高效生产的关键,本文将从生产线设计、作业分析和员工培训等方面探讨如何优化生产线节拍,以提升工业生产中的效率与质量。
一、生产线设计与布局生产线设计是节拍优化的起点,合理的生产线布局能够减少物料的运输距离,提高生产效率。
在生产线设计过程中,需要将物料的流动路径与作业工位的布置相结合,使得物料在生产过程中能够最短路径地进行运输。
此外,合理的工位布置和流程设计也是优化节拍的关键。
通过合理规划工位之间的距离和布置顺序,可以减少工人在作业过程中的移动时间与等待时间,从而提高生产效率。
二、作业分析与优化作业分析是优化生产线节拍的重要手段。
通过对作业过程的详细分解与分析,可以找出作业过程中存在的不必要的动作和时间浪费,进而优化生产线的节拍。
在作业分析过程中,可以结合时间测量和动作分析的方法,对工作过程进行详细测量和分析。
通过分析工作步骤中所需时间的分布和工人的动作,可以确定哪些步骤可以优化或简化,以减少无效的等待时间和重复性动作,从而提高生产效率。
三、员工培训与技能提升优化生产线节拍不仅需要合理的设计与作业分析,还需要员工的高效工作能力和技能水平。
通过员工培训和技能提升,可以增强员工的作业效率,进一步提高生产线的节拍。
培训内容可以包括生产线操作规范、工作安全、工具使用等方面的知识和技能。
培训的形式可以采用实地操作、模拟演练和知识讲解相结合的方式,以提高员工的实际操作能力和应对突发情况的应变能力。
四、技术支持与自动化应用在工业工程领域,技术的应用对于生产线节拍的优化具有重要意义。
通过引入先进的自动化设备和生产线技术,可以提高生产线的精度和效率,从而优化生产线节拍。
自动化设备可以帮助减少人为因素的干预,提高生产的一致性和稳定性。
例如,引入机器人或自动传送系统,可以在一定程度上替代人工操作,提高生产效率。
焊装车间机器人的节拍分析及优化设计
2021年第2期2021No.2汽车工艺与材料Automobile Technology &Material焊装车间机器人的节拍分析及优化设计陈志雅1宋和平1马怀振2李延静1(1.宁波吉利汽车研究开发有限公司长兴分公司,湖州313100;2.凯悦汽车大部件制造(张家口)有限公司,张家口076150)摘要:为了实现焊装车间降本增效的目标,对焊装车间自动生产线上机器人的生产节拍进行优化。
通过分析机器人的工作时序逻辑,查找机器人不合理的工作时序,进而分析机器人的底层程序,修改程序上的问题,优化工作时序,消除机器人工作时序逻辑不合理产生的等待浪费,提升生产线的生产节拍,从而提高车间的生产效率,最终实现降本增效的目标。
关键词:降本增效生产节拍时序逻辑中图分类号:U466文献标识码:BDOI:10.19710/ki.1003-8817.20200221Beat Analysis and Optimization Design of Robot in WeldingWorkshopCheng Zhiya 1,Song Heping 1,Ma Huaizhen 2,Li Yanjing 1(1.Changxing Branch of Ningbo Geely Automobile Research and Development Co.,Ltd.,Huzhou 313100;2.Hyatt Auto Parts Manufacturing (Zhangjiakou)Co.,Ltd.,Zhangjiakou 076150)Abstract :In order to reduce costs and increase efficiency in the welding workshop,optimize the production beat of the robot on the automatic production line of the welding workshop is optimized.By analyzing the robot's work sequence logic,the robot's unreasonable work sequence is searched,then the robot's underlying program is analyzed,the program's problems,optimize the work sequence,eliminate the waiting waste caused by the robot's unreasonable work sequence logic is modified,and the production beat of the production line is improved,thus the production efficiency of the workshop is improved,and finally achieve the goal of reducing costs and increasing efficiency is achieved.Key words:Reduce costs and increase efficiency,Production beat,Sequential logic基金项目:航空超薄壁管高性能精确弯曲成形工艺主动设计方法及应用研究(5180050016)。
某挂车焊接生产线优化设计
蔭孝/2019©某挂车焊接生产线优化设计*安徽江淮专用汽车有限公司周庸代家明韦朝坤詳i为了扩产能、提效率,同时提髙轿运车产品的质量,某公司拟对焊接生产线各工位进行优化,通过工序调整、工装配置、工艺路线调整等方式,综合分析并优化了挂车生产线上的产品制作流水线及生产线平衡,提髙了生产线效率及产品质量。
1前言在我国挂车领域,以往的轿运车是一种十分特殊的车型。
合规的轿运车在这个行业里凤毛麟角,道路上主流的车型均超过20m。
随着交通运输部重点治理轿运车市场以及9-21治超新政的严格实施和推进,原有商品轿运车市场普遍采用单排超长半挂轿运车、双排跳等违规行为已经快速根除,整个轿运行业也将向规范化方向发展。
根据新GB1589规定,中置轴商品轿运车产品长度不得超过12m,列车长度不得超过22m,宽度不得超过2.55m,高度不得超过4.2m,主车加挂车最多可装载8~11辆轿车叫因此,中置轴轿运车运输车安全性高、装载量大、通过性好等优势,可有效替换市场上现有超标轿运车,以减少视线盲区,提高车辆通过性,从而降低事故发生率,降低运输过程中所运输商品的磕碰,保证单品价值较高的商品车运输安全叫在这样的大背景下,某公司着手研发轿运车,但当前日产1台的产能短板严重制约了轿运车的飞速发展,急需扩产能、提效率,同时还需提高产品的质量。
针对上述问题,现拟对焊接生产线各工位进行优化,通过工序调整、工装配置、工艺路线调整等方式,综合分析挂车生产线上的产品制作流水线及平衡生产线,以提高生产线效率及进一步提升产品质量[3-4I o2生产线简介某公司现主要生产车型有3种:单胎半挂车、双胎半挂车和中置轴轿运TECHNOLOGY AND PRODUCTION special purpose vehicle车。
本文以双胎轿运车在生产线上的工艺路线为例,对生产线现状进行描述, 包括布局、生产方式等。
挂车车间现有一条生产线,包括焊接、装配、调试作 业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产线节拍分析的方法及手段
本文就其中较为典型的工时测量方法-通用分 析系统 (MTM-UAS)的分析方法,结合焊装实际进 行深入解析,以期帮助更多的焊装工艺规划人员 做好工艺节拍分析,提高工艺规划能力。 MTM-UAS的核心就是将生产作业的动作进行 分类,确定动作单元和动作时间。
生产线节拍分析的方法及手段
MTM-UAS的8个基本工序如下: a.拿取和放置(A); b.放置(P); c.使用辅助工具(H); d.启动操作(B); e.动作周期(Z); f.身体控制(K); g.视力控制(VA); h.操作时间(PT); MTM-UAS的基本工序图例见图2。
生产线节拍分析的方法及手段
生产线节拍分析的方法及手段
生产线节拍分析的方法及手段
c.使用辅助工具 原始定义是指用手或手指拿起1个或几个辅 助工具,把它(它们)放到使用的位置上,用完 之后放下。 在焊装生产中以下常见操作适用于该工序类 型:操作者拿起/放下螺柱焊枪用后松开;操作 者拿起/放下MIG/MAG焊枪在1个焊缝上;操作者 拿起/放下涂胶枪在1个涂胶缝上;操作者拿起/ 放下铆枪并放置到铆接位置;操作者拿起/放下 螺丝刀放置在1个螺钉位置;操作者检测时拿起/ 放下锤子并放置到使用位置等。
生产线节拍的定义、作用及分析的意义
3、生产节拍分析的意义 焊装线在进行工艺规划阶段需要根据年生 产纲领推算出其生产节拍,再根据生产线的节 拍来分解平衡各个工位的工艺内容。 因此,节拍分析对优化焊装线工艺内容及 布局、确定焊装线的设备选型、工位数量、生 产线传输形式、生产线自动化水平、平衡成本 预算等具有重要作用。 科学、详实、贴近实际的节拍分析是焊装 工艺规划成功的重要保障。
生产线节拍的计算方法
一般先确定年产量,之后根据实际生产要发 生的辅助时间推算出生产线的节拍。 假定某车型的年产量预定为20万辆,一般主 机厂每天2班生产,每班工作时间为8×60 min, 休息时间20 min,电极修磨时间15 min,设备使 用率90%。 每天有效生产时间: Ta=[8×60-(20+15)]×90%×2=801min/天; 日产量: Td=200000÷12÷21=794台/天; 生产节拍:T=801÷794=1.008min/台=61s/台
四、生产线节拍分析的方法及手段
在现代化的汽车工业生产中,自动化焊装生产 线的应用非常普遍,随着生产纲领的不断增加, 生产操作人员的工作趋于单一化,但生产操作、 工位之间及生产线之间的协同配合却越来越密切 ,整个焊装生产过程的各个环节都要满足特定的 生产节拍。 要实现有序地进行焊装自动化生产,作业人员 与生产线之间、焊装线前后工序之间、生产线之 间等各个生产环节需保持高度的协同性,进而使 生产线按照统一的节拍连续运行。
生产线节拍分析的方法及手段
d.启动操作 原始定义是指用手或脚达到对调节部件的控 制,并完成单一的或复合的调节过程。 在焊装生产中以下常见操作适用于该工序类 型:手动闭合夹紧器;手动打开夹紧器;操作者 按下夹具或焊钳操作按钮(双手启动按钮);激 活/点燃MIG/MAG焊枪;操作者松开涂胶枪按钮; 确认手动回转夹具的锁紧和解锁等。 e.动作周期 原始定义是指用手、手指或脚进行周期性重 复的动作流程。该动作流程是否用工具进行无关 紧要。
生产线节拍的定义、作用及分析的意义
为保证生产中分段连续供应,必要的、合 理的分段贮备在实际生产中也是必须的,在平 衡生产节奏的同时,通过工序能力的分析,建 立起各工序间必要的手持分段数量,避免分段 库存过多造成的严重浪费。 另外,生产节拍会使生产现场的作业规律 化,达到生产活动的稳定,实现定置管理,并 作为现场生产效率改善的依据。
单击此处编辑母版标题样式
焊装生产线的节拍分析及优化
单击此处编辑母版标题样式目
录
1、概述 2、生产线节拍的定义、作用及分 析的意义 3、生产线节拍的计算方法
4、生产线节拍分析的方法及手段
5、工艺节拍优化方法 6、结束语
概述
一、概述
本文论述了焊装生产线的节拍优化分析对焊 装工艺规划的重要意义,根据生产实际对焊装线 前期工艺规划中节拍分析的手段和方法进行了细 致分析,对工时测量方法(MTM)在焊装线上的应 用进行了解析,总结了焊装线节拍优化的具体方 法,对焊装线应用最为广泛的动作节拍时间进行 了归纳。
生产线节拍分析的方法及手段
b.放置 原始定义是在规定的精度内把1个或几个已 被手或手指控制的物体,放置到下一个确定的地 点,或者是把已被手或手指控制住的辅助工具放 到确定的使用位置。 在焊装生产中以下常见操作适用于该工序类 型:在夹具中对制件进行定位操作;操作者将手 中的工具移回原位挂起;操作者操纵焊钳进入产 品内部;操作者焊接完成后操纵焊钳离开制件并 移回原位挂起;焊钳姿态转换;操作者操作螺柱 焊枪移位到下个螺柱;操作者操纵螺柱焊枪从制 件中出来;MAG焊枪更换焊接位置;操作者操纵 涂胶枪更换涂胶位置;操作者操纵铆枪更换铆接 位置;操作者操纵螺丝刀换位到下个螺钉等。
4、生产线节拍分析的方法及手段
5、工艺节拍优化方法 6、结束语
工艺节拍优化方法
五、工艺节拍优化方法
在焊装线规划和实际调试过程中,可通过以 下方法进行节拍优化: a.将小的零件用料盒存放在夹具最近处,以 减少工人走动取件时间。 b.合理分配零件上件顺序、优化夹具结构, 以减少上件后辅助夹紧时间。 c.尽可能减少夹具多余动作,以减少定位夹 紧时间。
生产线节拍分析的方法及手段
在焊装生产中主要体现在拧紧螺母、使用锤 子等工具进行检查、检查记录等动作。 f.身体控制 原始定义是当身体转动、移动或倾斜对确定 时间有影响时,就应该考虑身体动作。 在焊装生产中以下常见操作适用于该工序类 型:操作者装卸零件时的行走移动;大于90°的 转身动作;操作者弯腰、蹲下、跪下的所有动作 。
目
录
1、概述 2、生产线节拍的定义、作用及分 析的意义 3、生产线节拍的计算方法
4、生产线节拍分析的方法及手段
5、工艺节拍优化方法 6、结束语
生产线节拍的计算方法
三、生产线节拍的计算方法
T = Takt Time (生产节拍) Ta = Time Available (可用工作时间,分钟数 / 天) Td = Time Demanded or Customer demand (客户需求,件 数 / 天) 可用工作时间是剔除了休息时间和所有预期停工时间(比如 维护和交接班的时间)。
结合焊装生产实际将以上8个基本工序分别进 行说明如下 : a.拿取和放置 原始定义是用手指或手移向一个或几个物体 ,拿住它们,并把它们送到带有一定精度的地点。 在焊装生产中以下几种常见操作适用于该工 序类型:操作者向工位上装载零件、操作者拿取焊 钳放置到焊点处、操作者拿起螺钉并放置在螺纹孔 处、操作者拿取零件放置到工位器具中等。 影响因素:零部件的质量、难以搬动的程度 、拿取的状况、放置的状况、距离范围。
目
录
1、概述 2、生产线节拍的定义、作用及分 析的意义 3、生产线节拍的计算方法
4、生产线节拍分析的方法及手段
5、工艺节拍优化方法 6、结束语
生产线节拍的定义、作用及分析的意义
二、生产线节拍的定义、作用及分析的 意义
1、生产线节拍的定义 生产节拍又称客户需求周期、产距时间,是 指在一定时间长度内,总有效生产时间与客户需 求数量的比值,是客户需求一件产品的市场必要 时间。 生产节拍实际是一种目标时间,是随需求数 量和需求期的有效工作时间变化而变化的,是人 为制定的。
生产线节拍的定义、作用及分析的意义
3、生产节拍对生产的作用 生产节拍对生产的作用首先体现在对生产的 调节控制,通过节拍和生产周期的比较分析,在 市场稳定的情况下,可以明确需要改进的环节, 从而采取针对性的措施进行调整。
实际生产能力 生产过剩,大量中间产品积压,库存 成本上升、场地使用紧张等问题 生产节拍>生产周期
操作者按双手启动按钮打开夹具夹头
生产线节拍分析的方法及手段
手工工位上件焊接时序分析见图3。
生产线节拍分析的方法段
b.机器人焊接工艺节拍分析 常见的机器人焊接工艺过程:通常机器人工 位上大件和小件的机器人分开上件 。
机器人带抓具从上件工位或 零件输送装置上抓取零件 上件完成后夹具自动夹紧
工艺节拍优化方法
d.高节拍、多零件焊接时可考虑将上件工位 和焊接工位分开,通过转台加双夹具实现上件节 拍和焊接节拍独立,互不影响。 e.小件抓具可考虑与焊钳集成在一起,可有 效减少抓具焊钳切换时间。 f.通过优化机器人焊接顺序、焊接路径可减 少焊接时间 g.通过合理分配焊点可减少机器人之间干涉 及等待时间。
生产线节拍分析的方法及手段
g.视力控制 原始定义是指用眼睛进行的检查过程,以便 做出某一判断。 在焊装生产中目视检查操作适用于该工序类 型。 h.操作时间 操作时间指操作者进行某项特定的工艺操作 所用的时间。
生产线节拍分析的方法及手段
在焊装生产中以下焊装工艺可根据实际操作 过程确定工艺时间:夹具夹头自动闭合的打开时 间;点焊1个焊点的工艺时间;补焊1个焊点的工 艺时间;自动螺柱的供给时间;人工MIG/MAG焊 接10 mm的工艺时间;人工涂胶100 mm的工艺时 间;人工铆接1点的工艺时间等。 根据以上MTM-UAS的工序分解原则,焊装工 艺规划人员可对实际工位操作工艺进行详细的节 拍分析,优化工艺内容、确定工位实际节拍。 下面用实例具体说明焊装工艺节拍分析的过 程。
生产节拍
设备闲置,劳动力等工现象,生产能 力浪费 生产能力满足不了生产需要,加班、 提前安排生产、分段储存加大等问题
生产节拍<生产周期
生产线节拍的定义、作用及分析的意义
生产周期大于或小于生产节拍都会对生产造 成不良影响。要尽可能地缩小生产周期和生产节 拍的差距,通过二者的对比分析安排生产经营活 动。 生产节拍另一个作用是能够有效防止生产过 剩造成的浪费和生产过迟造成的分段供应不连续 问题,并确定工序间的标准手持品数量。 从成本的角度出发,生产过剩和不足都是一 种浪费,应用生产节拍就要改变生产越多越好的 观念,建立起适量生产的观念。