极限偏差值查表法举例
公差与配合及其标注法

公差与配合及其标注法一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
(二)差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公关=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图10—4—9—a所示的孔径:基本尺寸=Ø30最大极限尺寸=Ø30.010最小极限尺寸= Ø29。
990上偏差ES=最大极限尺寸—基本尺寸=30。
010-30=+0。
010下偏差EI=最小极限尺寸—基本尺寸=29。
990-30=-0。
010公差=最大极限尺寸—最小极限尺寸=3。
010-29。
990=0。
020=ES-EI=+0。
010-(-0。
4公差基本偏差系列

解:查表2-2得 IT6=13μm IT7=21μm 查表2-5 ,轴的基本偏差代号为p,它代表一个下极 限偏差,其值为:ei=+22 μm 轴的上极限偏差es= ei+ IT6= + 35μm 基准孔H7的基本偏差为下极限偏差,即EI=0 则孔的上极限偏差为ES= EI+ IT7 =0+21= +21μm Y’max=EI-es=0-(+35)=-35μm Y’min=ES-ei=+21-(+22)=-1μm
ITn-1
在基孔制中(左图),最小过盈Y’min=ES-ei=ITn-ei; 在基轴制中(右图),最小过盈Ymin=ES-ei= ES-[-IT(n-1)]= ES+ IT(n-1) 所以 ES=-ei+[ITn- IT(n-1)]=-ei+△ 令△= ITn- IT(n-1) >0,则:ES=-ei+△ 即:△是由于孔轴不同级造成的,这也就是图2-11中K、 M、N有阶梯台阶的原因,对不同等级的孔,△不一样 。 es
公式计算原理 考虑热膨胀的影响 要求形成良好的液 体摩擦
a,b,c
d,e,f
g h cd,ef ,fg j~ n p~zc
旋转的动配合 较精确的滑动及定位 配合
精确定位
形成半液体摩擦且 拆卸方便
定位准确,拆卸较 方便,相配件间可 有微小的相对运动 减小相邻两基本偏 差数值之间的差距, 满足10mm以下尺寸 的精密机械和钟表 行业需要。
再如:表2-6中IT > IT8级的K和N以及J的各级均 不符合上述通用规则
A、通用规则
(1)对于间隙配合;A~H
在下图(左)基孔制中,最小间隙Xmin=EI-es=-es 在下图(右)基轴制中,最小间隙X‘min=EI-es=EI 根据换算前提有Xmin = X‘min, ES 因而 EI=-es (A~H) 孔 EI ES + 孔 EI 0 es 轴 es ei 轴 ei
极限与配合的基本知识及举例

极限与配合的基本知识及举例1 互换性互换性是指按同一零件图生产出来的零件,不经任何选择或修配,就能顺利地同与其相配的零部件装配成符合要求的成品的性质。
零件具有互换性,既便于装配和维修,也有利于组织生产协作,提高生产率。
2 尺寸公差的概念在实际生产中,受各种因素的影响,零件的尺寸不可能做得绝对精确。
为了使零件具有互换性,设计零件时,根据零件的使用要求和加工条件,对某些尺寸规定一个允许的变动量,这个变动量称为尺寸公差,简称公差。
如图1所示。
孔的公差为0.025,轴的公差为0.016。
(a) 孔、轴的配合尺寸(b) 孔径的允许变动范围(c) 轴径的允许变动范围图13 有关尺寸公差的术语和定义:3.1.零线:在极限与配合的图解(简称公差带图)中,如图1所示,确定偏差的一条基准直线,即零偏差线。
通常零线表示基本尺寸。
零线之上的偏差为正,零线之下的偏差为负。
图23.2.尺寸公差带(简称公差带):在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
如图3所示。
标准公差与基本偏差图3标准公差:国家标准表列的,用来确定公差带大小的任一公差。
基本偏差:国家标准表列的,用来确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差,如图3所示。
国家标准规定由标准公差和基本偏差来确定公差带。
标准公差确定公差带的大小,基本偏差确定公差带相对于零线的位置。
4 公差等级与标准公差系列公差等级是用来确定尺寸的精确程度的。
国家标准将公差等级分为20级,即IT01、IT1、IT2……IT18。
IT表示标准公差,数字表示公差等级。
IT01级的精确度最高,以下逐级降低。
标准公差的数值取决于公差等级和基本尺寸,其选取请参考有关国家标准。
5 基本偏差系列基本偏差一般是指上、下偏差中靠近零线的那个偏差。
国家标准规定了基本偏差系列,如图4所示。
根据不同的基本尺寸和基本偏差代号可以确定轴与孔的基本偏差数值(见有关国家标准)。
6. 孔、轴公差带的确定根据公差带的定义,只要知道孔、轴的基本偏差和标准公差,就可算出孔轴的另一个偏差。
7极限与配合标注及查表

高等教育出版社
现代工程制图(上)
研室
4.极限与配合的注法
装配图
零件图
小批量或单件生产,零件图中在公称尺寸后面注出偏差值,便于加 工和检验时减少辅助时间
高等教育出版社
现代工程制图(上)
现工程制工图程(图下学教)研室
4.极限与配合的注法
装配图
零件图
生产批量不明、检测工具未定,零件图中在公称尺寸后面既注出基本偏 差代号和公差等级,又同时注出偏差数值
极限与配合的注法零件图装配图大批量生产采用专业工具检验零件零件图中在公称尺寸后面注出基本偏差代号和公差等级高等教育出版社现代工程制图上工程图学教研室现代工程制图下装配图采用组合注法
4.极限与配合的注法
装配图
零件图
大批量生产,采用专业工具检验零件,零件图中在公称尺寸后面注出基本偏 差代号和公差等级
装配图采用组合注法:在公称尺寸后面用分式表示,分子为孔的公差代号; 分母为轴的公差代号
有缘学高习等更教多育+谓出y版gd社3076考证资料或关注桃报:奉献教育(店铺现)代工程制图(上)
现代工程制工图程(图下学教)研室
5.查表方法 例:查表写出Φ18H8/f7的极限偏差数值 解: H8 /f7是基孔制配合
H8是基准孔的公差带代号
f7是配合轴的公差带代号
Φ18H8基准孔的极限偏差
+0.027
… -40 -13 -5 0 0 0 0 +10 …
… -76 -28 -14 -9 -15 -36 -90 +1 …
… -50 -16 -6 0 0 0 0 +12 … … -93 -34 -17 -11 -18 -43 -110 +1 … … -65 -20 -7 0 0 0 0 +15 …
尺寸公差与偏差
对于轴:a~h的基本偏差为上偏差es,其绝对值依 次减小,j~zc的基本偏差为下偏差ei,其绝对值依 次增大。 对于孔:A~H的基本偏差为下偏差EI,其绝对值依 次减小,J~ZC的基本偏差为上偏差ES,其绝对值依 次增大。
A
B
孔
EI
+0-
CCDD
E EF F FGG H J K M N JS
P
R
S
基孔制中有59种常用配合,13种 优先配合。
优先、常用和一般公差带
标准公差系列中的任一公差与基本偏差系列中任一偏差组合,即 可得到不同大小和位置的公差带。在基本尺寸D≤500mm内组成 543种孔的公差带和544种轴的公差带。如果将这些孔轴公 差带在生产实际中都投入使用,显然是不经济的,而且也不必要 的。
为了简化公差带种类,减少与之相适应的定值刀、量具和工艺装 备的品种和规格,对基本尺寸至500mm的孔、轴规定了优先、常 用和一般用途公差带。书中表2-11和表2-12分别是轴和孔的一般 用途公差带(轴119种,孔105种),其中方框内为常用公差带 (轴59种,孔44种),带圆圈的为优先公差带(轴孔各有13种)。
基本偏差的换算规则
1)通用规则:同名字母代号的孔和轴的基 本偏差的绝对值相等,而符号相反,即 从公差带图解看,孔的基本偏差是轴的 基本偏差相对于零线的倒影。
2)特殊规则:同名代号的孔和轴的基本偏差的符号 相反,而绝对值相差一个△值。
公差带与配合代号
由基本偏差代号及公差等级代号组成。
位置
大小
或用数字(mm)表示(或两者结合)
练习
下列配合属于哪种基准制的哪种配合,确定其 配合的极限间隙(过盈)和配合公差。并画出 其公差带图。
ø50H8/f7, ø30K7/h6, ø30H7/p6
公差与配合二、极限偏差表

公差与配合二、极限偏差表极限与配合尺寸标注(二)产品几何技术规范(GPS)第二部分:标准公差等级和孔、轴的极限偏差表GB/T1800.2—2009。
一、孔、轴的极限偏差表的由来在上一课《产品几何技术规范(GPS)第一部分:公差、偏差和配合的基础GB/T1800.1—2009》中已经讲过:标准公差、标准公差等级、基本偏差及其数值的计算公式和方法,尺寸分段和配合等内容。
现在先简单回顾一下上一节主要内容:1、极限偏差从GB/T1800.1—2009中规定了:基本偏差代号以及各基本偏差相对于零线的位置和标准公差等级;基本偏差和公差的组合得到孔和轴的公差带,下极限偏差(EI、ei)和上极限偏差(ES、es)等等,见图1。
2、公称尺寸至3150mm的标准公差等级IT1,IT18的公差数值规定于表1。
3、轴的基本偏差数值规定于GB/T1800.1—2009中的表2。
4、孔的基本偏差数值规定于GB/T1800.1—2009中的表3。
5、公称尺寸分主段落和中间段落规定于GB/T1800.1—2009中的表A.1。
6、标准公差等级IT01和IT0标准公差数值规定于GB/T1800.1—2009中的表A.2。
根据以上表格数据就能列出一个完整的标准公差等级和孔、轴的极限偏差表。
如有一轴,其公称尺寸为100mm,其基本偏差为g,标准公差等级为5级,求其极限偏差值:基本偏差数值查GB/T1800.1—2009中的表2,公称尺寸为100、基本偏差代号为g的基本偏差值为,0.012mm,其值为负数;从图1中可以看出,基本偏差a,g的公差带都在零线的下方,因此是轴的上极限偏差es;标准公差等级IT5的数值查表1为0.015mm,则轴φ100的下极限偏差应为ei=es,IT=,0.012,0.015=,0.027mm。
则轴φ100g5的极限偏差为:es=,0.027,,0.012ei=,0.027,还可以写成φ100 g5()。
机械制图的公差与配合及其标注方法

精心整理一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
(二)公差的有关术语1234下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
?如图1a所示的孔径:6如图1b所示,零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。
通常零线表示基本尺寸。
在零线左端标上“0”“+”、“—”号,零线上方偏差为正;零线下方偏差为负。
公差带是由代表上、下偏差的两条直线所限定的一个区域,公差带的区域宽度和位置是构成公差带的两个要素。
为了简便地说明上述术语及其相互关系,在实用中一般以公差带图表示。
公差带图是以放大图形式画出方框的,注出零线,方框宽度表示公差公差值大小,方框的左右长度可根据需要任意确定。
为区别轴和孔的公差带,一般用斜线表示孔的公差带;用加点表示轴的公差。
7、标准公差与标准公差等级标准公差是国家标准所列的以确定公差带大小的任一公差。
标准公差等级是确定尺寸精确程度的等级。
标准公差分20个等级,即IT01、IT0、IT1、IT—18,表示标准公差,阿拉伯数字表示标准公差等级,其中IT01级最高,等级依次降低,IT18级最低。
对于一定的基本尺寸,标准公差等级愈高,标准公差值愈小,尺寸的精确程度愈高。
国家标准将500mm以内的基本尺寸范围分成13段,按不同的标准公差等级列出了各段基本尺寸的标准公差值,见表82孔、轴(1(2。
孔、轴极限偏差的计算
+0.082
Xmax
+0.057
1.计算轴公差Ts 2.计算最小间隙Xmin
+0.041
3.计算其他极限偏差。
+
0 -
D
(3)
25P7250.01Fra bibliotek 0.035孔、轴极限偏差的计算
确定Φ25H7/f6,Φ25F7/h6孔与轴的极限偏差。 (用公式计算标准公差和基本偏差)
+0.041 主要步骤:
H7
+
+0.021 F7 +0.020 1.查IT6和IT7的公差值
0
2.查轴f基本偏差(上偏差)
-
f6 -0.020 h6 -0.013 3.根据通用规则,求解F7
公基称本尺尺寸寸
孔、轴极限偏差的计算
确定Φ25H7/p6,Φ25P7/h6孔与轴的极限偏差。
(孔的基本偏差用公式计算)
公基称本尺尺寸寸
+0.021H7 + 0 -
p6
+0.035 +0.022
h6
P7
-0.013
-0.014
-0.035
主要步骤: 1.查表 IT6,IT7 2.查表,轴p的基本偏差ei 3. 特殊规则计算
公基称本尺尺寸寸
-0.033
的下偏差
4.计算其他极限偏差。
孔、轴极限偏差的计算
确定Φ25H8/p8,Φ25P8/h8孔与轴的极限偏差。
(要求用查表法确定)
+0.033 + 0 -
p8
+0.055
H8
+0.022
h8
-0.022 P8 -0.055
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
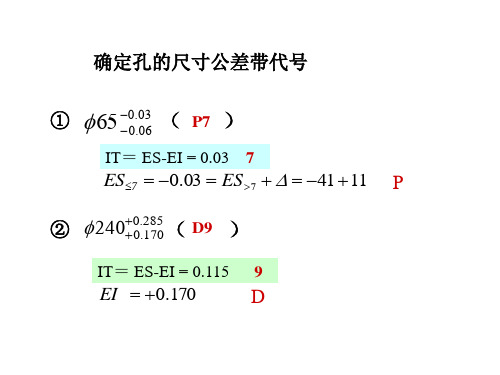
极限偏差值查表法
若已知公称尺寸和配合代号,例如φ16H7/p6、φ18F8/h7,需要知道孔、轴的极限偏差时,可用查表法查取。
(1)φ16H7/p6是基孔制配合,其中H7是基准孔的公差带代号,p6是配合轴的公差带代号。
φ16H7——基准孔的极限偏差可由附表标准公差数值(摘自GB/T1800.2-2009)/表7-4中查得。
在表中由公称尺寸从大于14至18的行与公差带H7的列相交处查得 (单位为μm改按mm为单位即为),这就是基准孔上、下极限偏差,所以φ16H7可写成φ16。
φ16p6——配合轴的极限偏差可由附表K中查得。
在表中由公称尺寸从大于14至18的行与公差带p6的列相交处查得(单位为μm改按mm为单位即为),这就是配合轴上、下极限偏差,所以φ16H7可写成φ16。
(2)φ18F8/h7是基轴制配合,其中h7是基准轴的公差带代号,F8是配合孔的公差带代号。
φ18h7——基准轴的极限偏差可由附表K中查得。
在表中由公称尺寸从大于14至18的行与公差带h7的列相交处查得 (单位为μm改按mm为单位即为),这就是基准轴上、下极限偏差,所以φ18h7可写成φ18。
φ18F8——配合孔的极限偏差可由附表L中查得。
在表中由公称尺寸从大于14至18的行与公差带F8的列相交处查得(单位为μm改按mm为单位即为),这就是配合孔上、下极限偏差,所以φ18F8可写成φ18。