(方案)生产现场的目视化管理及现场改善.ppt
生产现场的目视化管理及现场改善
生产现场的目视化管理及现场改善1. 引言生产现场的目视化管理是一种重要的生产管理工具,它通过将生产现场的各种数据和信息以直观的方式展示出来,帮助管理人员更好地了解生产状态,提高生产效率和质量,促进现场改善。
本文将介绍生产现场的目视化管理的重要性和优势,并提供一些实用的方法和技巧。
2. 生产现场的目视化管理2.1 目视化管理的定义目视化管理是指通过使用可视化工具和技术,将生产现场的数据、指标、问题等信息以图表、图形、标志等形式呈现出来,使管理人员能够一目了然地了解生产情况,并及时做出决策和改进。
2.2 目视化管理的优势目视化管理具有以下优势:•直观性:目视化管理利用图表、图形等可视化方式呈现信息,使管理人员更容易理解和分析生产现场的情况。
•实时性:通过实时收集和呈现数据,管理人员可以及时了解生产现场的状态和变化,做出及时决策。
•透明度:目视化管理使生产现场的信息对所有相关人员可见,提高了信息共享和团队合作意识。
•问题发现:通过目视化管理,管理人员可以更容易地发现生产现场存在的问题,及时进行调整和改进。
•绩效管理:通过对生产指标和绩效数据的可视化展示,可以促使工作人员更加关注绩效目标,并激励其提高绩效。
2.3 目视化管理的关键要素实施目视化管理需要注意以下关键要素:•选择合适的指标:选择与生产目标相关且易于获取的指标,以便能够有效地评估生产状态和改进情况。
•设计清晰的展示方式:选择合适的图表、图形等展示方式,使信息能够直观地传达给管理人员。
•及时准确的数据收集:保证数据的准确性和及时性,以得到真实、可靠的生产信息。
•定期更新和分享数据:目视化信息应当定期更新,并分享给相关人员,以便大家都能了解生产现场的情况。
3. 现场改善的目视化方法和技巧3.1 标志和标识在生产现场引入标志和标识,可以帮助工作人员快速了解设备、区域和工序的信息。
例如,可以使用颜色标示不同设备的状态,使用标识牌标明工序的参数要求等。
制造现场改善提案(共7张PPT)

用户对电子产品多元化的需求,使少量品种的大批量生产转化为多品种、小批量的生产, 这样必然对元器件贴装制程提出更高的标准要求。
目的:
通过全员参与&制造现场改善达成:
短期: 提高生产效率; 提高品质;降低成本;
中长期: 生产标准化制程
制造现场改善提案
改善方向
人员
1.技能培训(项目&计划),
各机种C/T评估,达成率不足调查,分析、对策,处理与结果比较
1不. 良产品反馈3处.切理换流机程种、时不良间产过品长检改讨善、。分析、处理、跟踪、结果比较
日常保养计划制定,执行力度,效果评估;
保养项目、管4理.锡规膏范、、稽胶核水小组过形期成使用。
实行全员参与改善,由被动变主动: 1.
1快. 速换线(SM5E.D钢)案板例的损坏。
制造现场改善提案
现阶段不良问题提案
不良项目:
改善活动规范制度&检讨改善项目 生产标准化制程 具有高品质高效率的意识;
通过全员参与1&.错制造料现:场(改1)善生达产成换:料;(2)炉前缺件手补料;(3)贴片不良维修换料;
设备相关工、治具的保养与管理规范制定;
1快. 速换线(SM2E.程D)序案异例常:(1)调用程序错误;(2)设备内无程序;(3)程序内缺件;
6.不良产品的重复发生。
7.达成率不足。
制造现场改善提案
改善项目与实施计划
改善活动规范制度&检讨改善项目
Schedule
提高执行纪律的主动性;
8月
9月
1.
保养项目序号、管理规范、改稽善主核题小组形成
具体项目
责任区域1的划全分员、参区与改域善内摆放规范&使用改规善活范动、规稽范制核度小&检组讨的改形善项成目
现场改善的方法(PPT31张)

改善的概念
1.是否可以消除, 2.是否可以消除,可否减少 3.如果消除和减少,会出现何钟现象 4.什么,有多少,怎样变好
改善使操作变得 更容易,更方便 更安全,更稳定
寻找浪费的4M方法
Man(人)
1.是否遵循标准? 2.工作效率如何? 3.有解决问题意识吗? 4.责任心怎样? 5.还需要培训吗? 6.有足够的经验吗? 7是否适合于该工作? 8.有改进意识吗? 9.人际关系怎样? 10.身体健康吗?
能力 不平衡 调 整时间长
水平面
故障 不良 品 点点停
能力 不平衡 调 整时间长 水平面 品质 不一致
点点停 缺勤
品质 不一致
计划 有误
缺勤
计划 有误
库存水平高问题被淹盖
减少库存发现问题
连续改进的基本思想
任何一个组织,在任何环境下,都有改进的 余地 改进的对象:产品与服务质量,工作效率, 业务流程,作业现场……. 贵在“连续” 全员参与
现代的定义 所有一切不增值的活动(顾客角度)
八大浪费/12种动作浪费
八大浪费
12种动作浪费 1.两手空闲 2.单手空闲 3.作业动作停止 4.动作太大 5.左右手交换 6.步行多 7.转身角度大 8.移动中变换“变态” 9.不明技巧 10.伸背动作 11.弯腰动作 12.重复/不必要的动作
操作
搬运
ECRS(四巧)技术
E: 取消 C: 合并
ECRS(四巧) 技 术
R: 重排 S: 简化
流程图
混合 原材料 混合 成形 烘烤 成形 烘烤 WIP 包装 完成品
数 据 & 计划 信息流 物流 市场需求,订 单
流程图
60分钟/100个
混合 原材料
精益生产现场管理和改善ppt课件
讨论 目视化工作现场的建立
现在有哪些目视管理
识别哪些地方需要建立目视管理
讨论确定如何和怎样去建立目视管理
实施和跟踪
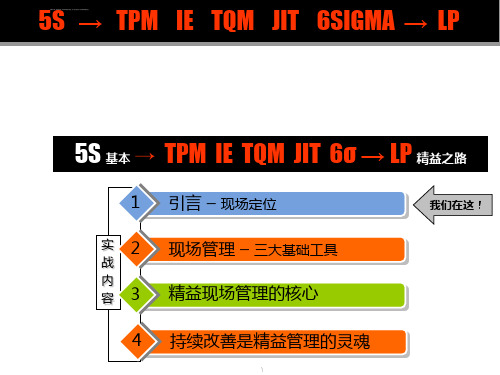
5S 基本 → TPM IE TQM JIT 6σ → LP 精益之路
实 战 内 容
看板是如何提升管理的精度?
1
看板有哪些,如何确定?
2
围绕看板,构建目标管理运作平台
3
管理看板是发现问题、解决问题的非常有效且直观的手段
确定谁将要做什么 使之目视控制 在适当的位置进行目视控制
目视化工作现场的建立
制订目视化控制计划
协调和标准化目视控制
创建和实施目视控制
检验和修正目视控制
建立目视化控制持续改进计划
在流程中自己进行检查控制 邀请另外一个团队审计目视控制 邀请参与各方审计控制设备 按要求休整目视控制设备
目视化工作现场的建立
人
机
料
法
环
目视管理常用工具及制作要领 (二)、目视管理工具的基本要素
1、提高工作环境的改善 2、提高安全管理的措施 3、提高品质管理的水准 4、提高设备TPM的水准 5、提高现物管理精度
通过彻底5S的实施 安全、舒适的工作环境,人人都按标准办 大家都来做改善
目视管理5项直接效果及其常见措施
制订目视化控制计划
协调和标准化目视控制
创建和实施目视控制
检验和修正目视控制
建立目视化控制持续改进计划
确定后续活动 确定谁在什么时候将要做什么 决定谁将得到信息及如何的到 实施改进计划
目视工作现场的建立
必须取得高层领导的支持
要从流程和人/机/料/法/环方面综合考虑
要坚持用同一个标准
生产管理与现场改善ppt课件

2019/3/5 计划-控制-灵活-成本 7
生产管理混乱的根源
最普遍、最常见的因素: 1、组织不良; 2、缺乏计划性; 3、控制工作不良。
2019/3/5
计划-控制-灵活-成本
8
改善生产管理不善的措施
强化科学管理意识; 培训生产骨干; 授权生产部的统领作用; 严格质量管理和成本控制; 定期召开一个有效的生产会 议。严格检查制度。 强化现场管理及信息传递
班次/每日
设备产能时间 人力产能时间 可加班时间
加 班
设备班时间 人力班时间 合计人力产能:
计划-控制-灵活-成本 15
合计设备产能 对策分析:
2019/3/5
生产计划基本体系
销售预测 订货 销售计划 库存计划
生产管理方针
预计生产计划
产能需求计划
实际生产计划
物料需求计划 自制计划 托外加工
实际库存计划
2019/3/5
计划-控制-灵活-成本
9
生产管理范围
生产总监
人力资源管理 生产管理
质量管理
成本管理 物料管理 现场管理 计划、控制 设备管理
2019/3/5 计划-控制-灵活-成本 10
作 好 生 产 计 划 、 控 制 和 生 产 统 计
2019/3/5
加 强 沟 通 与 协 调 工 作
保 证 生 产 与 检 验 记 录 的 完 整 性
2019/3/5
计划-控制-灵活-成本
13
产能负荷能力分析
1、人力负荷(注意特殊工种要求); 2、设备负荷(注意关键工序设备能力); 3、产品负荷(注意产量人力、设备的平衡测算)。
2019/3/5
1.生产现场的目视化管理及现场改善

部门 提升总金额
1
一厂品质部
人均值+523
– 为目标管理 提供支持
•对客户的影响
– 提高客户收到的产品质量的可靠性和持续性
品质部第一阶段减人增效激励方案
– 感受企业良好形象与卓越管理 一、实施目标及基本原则
2
二厂品质部
3
三厂品质部
16.38万
4
四厂品质部
5
客服
6
来料
7
实验室
总计
备注:第二阶段激励根据生产计件效 果及品 质第二 阶段减 人情况 确定绩 效激励 方案。
拟制:
审核:
批准:
线体数量 减少 560 13% 600 0% 720 31% 550 26% 6% 25% 0% 376
313
汇报人:某某
16
15
1
6%
6
来料
8
6
2
25%
7
实验室
10
10
10
0%
总计
376
313
63
15%
a)
总计节约金额=月平均工资*节约人数 =5200* 63人=32.76万
b)
公司收入金额=月平均工资*节约人数* 50%=5200* 63人*50%=16.38万
c)
员工激励金额=月平均工资*节约人数* 50%=5200* 63人*50%=16.38万
《现场改善技巧》课件

标准的更新与完善
根据改进效果和生产环境的变化,对作业标准进行 更新和完善,以保持标准的适用性和有效性。
05 目视化管理
目视化管理的定义和作用
01
目视化管理是一种利用视觉信息来管理和控制工作 场所的方法。
02
目视化管理能够提高工作效率,减少错误和浪费, 提升员工的安全意识。
认可和奖励
对积极参与改善活动的员工给予适当的认可和奖励,激发员工的积 极性。
团队合作与竞赛
组织跨部门的团队合作项目或竞赛,激发员工的团队合作精神和竞争 意识。
感谢您的观看
THANKS
作业标准的制定与实施
培训与教育
对员工进行作业标准的培训和教育,确保员工理解和 掌握标准。
监督与检查
建立监督检查机制,确保员工在实际工作中执行标准 。
反馈与改进
收集员工的反馈意见,对标准进行持续改进和优化。
作业标准的持续改进
定期评估与审查
定期对作业标准进行评估和审查,以发现存在的问 题和不足。
改进措施的实施
培养员工的问题意识
发现问题的能力
培养员工敏锐的观察力,能够及时发现现场存在的问题和改进空 间。
分析问题的能力
通过培训和引导,帮助员工学会分析问题产生的原因,并提出有 效的解决方案。
解决问题的能力
鼓励员工勇于承担责任,积极主动地解决问题,提高工作效率和 质量。
鼓励员工参与改善活动
提供培训和支持
为员工提供必要的培训和支持,使其具备参与改善活动的能力和信 心。
现场改善不仅关注单个环节的优化, 更强调整体流程的协同和整合。
现场改善的重要性
提高生产效率
现场改善-低成本管理方法(ppt20)

定期对目视化效果进行评估和调整,确保其 符合实际需求。
快速换模法
提前准备
在生产前提前准备工具、物料等,减 少换模时间。
标准化操作
将换模过程标准化,制定详细的操作 步骤和时间表。
快速切换
通过使用快速夹具、快速接头等方式, 实现快速切换生产模具或设备。
持续改进
不断优化换模过程,减少浪费,提高 生产效率。
案例三
总结词
以顾客需求为导向,优化商品结构和供应链 管理
详细描述
该零售企业以顾客需求为出发点,通过市场 调查和分析,优化商品结构,减少库存积压 和滞销商品。同时,企业还加强了与供应商 的合作关系,通过信息共享和协同计划,提 高供应链的效率和灵活性。这些措施不仅降 低了企业的库存成本和运营成本,还提高了 顾客满意度和忠诚度。
现场改善-低成本管理方法
目录 Contents
• 引言 • 现场改善的概念和重要性 • 低成本管理方法的介绍 • 现场改善的具体方法 • 低成本管理方法的实际应用案例 • 结论与建议
01
引言
主题简介
现场改善是一种低成本管理方法,通 过优化生产现场的布局、流程和操作, 提高生产效率、降低成本并改善质量。
企业应建立完善的现场改善机制,鼓励员工提出 改进意见,并给予相应的奖励和支持。
企业应定期对生产现场进行评估和审查,及时发 现和解决存在的问题,持续推进现场改善。
对未来的展望
1
随着科技的不断发展,未来会有更多的智能化、 自动化技术应用于生产现场,进一步推动现场改 善的进步。
2
随着市场竞争的加剧,企业对于成本的控制将更 加严格,现场改善将成为企业不可或缺的管理手 段。
根据分析结果,制 定针对性的改善方 案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.
8
目视管理常用工具及制作要领
(二)、目视管理工具的基本要素
人
机
料
法
环
• 机器方面
• 你如何知道机器正在制造良好质量的产品?是否附有自动化及防错 装置:一有错误发生时,机器就能立即自动停止下来。当管理人员 看到一部停下来的机器时,我们必须知道:为什么?是否是计划性 停机?因换模设置而停机?因质量问题而停机?因机器故障而停机? 因预防保养而停机?
现场所有人员都必须严格遵守和执行 有关规定,有错必纠,赏罚分明
.
5
•6S
– 采用颜色和标牌,明确 标示操作部位
– 运用图表公布6S 检查结 果
•解决问题
– 利用问题板追踪项目进 程
– 张贴帕累托图来展示存 在的最大问题
目视管理
•标准操作流程
– 采用示意图明确标准流 程
– 张贴操作规范,以便全 体人员都能看到
♥ 润滑油的液位、更换的频率和润滑的类别,都要必须标示出来。
♥ 金属盖应改为透明外盖,当机器内部发生故障时,才能使作业员能 够看得见。
日常维护
.
9
目视管理常用工具及制作要领
(二)、目视管理工具的基本要素
人
机
料
法
环
• 材料方面
♣ 你如何知道物料的流动是否顺畅?你如何知道材料是否超出所 能掌握的数量,以及是否生产过多的数量。将附有证明最少库存 数量的看板附挂于在产品的数量上,作为前后流程之间生产指令 的沟通工具,就可使异常现象看得见。
目视化管理与现场改善
汇报人:某某
.
1
什么叫目视管理
工作区域不解自明 自动调节/自我改进 使问题无处可藏
.
3
标准化
原 则
视觉化
透明化
2
目视管理的理念
• 哲学——促进走动管理的效果 • 目的——塑造一目了然的工作场所
企业信息中心
Business Objectives
Scrap
Uptime
Goal
Goal
视觉化工具,以界定人、事、物的方向、位置、距离、趋势、差 异等,针对现场进行管理、改善活动。
.
3
•主要好处
– 消除浪费
– 促进改善
– 为目标管理 提供支持
•对客户的影响
– 提高客户收到的产品质量的可靠性和持续性 – 感受企业良好形象与卓越管理
•对企业的影响
– 减少(时间和精力上的)浪费,提高劳动生产率 – 营造“以人为本”的工作环境,提高可靠性和稳定性 – 突出工作场所危险,提高安全性和减少停机时间 – 为业绩改善政策和做法提供支持(如:标准作业、6S、
(二)、目视管理工具的基本要素
人
机
料
法
环
• 人员方面(作业员)
♠ 作业员的士气如何呢?可由提案建议件数、质量圈参与率及缺勤次数 来衡量。你如何知道生产线上,今天谁缺席,由谁替代他的工作? 这些事项要在现场做成“目视”。
♠ 你如何知道作业员的技能?现场里的公布栏,可以张帖出谁已接受过 何种工作训练,谁还需要再施以其他的训练。
♣ 物料储存的位置要标示出来,并且要标明库存数量水准及料号。 可以用不同颜色做区分,用以防止失误。可以利用信号灯或蜂鸣 器,突出地显示异常现象,例如供料短缺。
.
10
目视管理常用工具及制作要领
(二)、目视管理工具的基本要素
人
机
料
法
环
方法
♦ 督导人员如何知道作业员的工作方式是否正确?将作 业标准书张贴在每一个工作站上就清楚了。这些标准书 上要注明工作的顺序、周期时间、安全注意事项、质量 查核点,以及变异发生时要如何处置。
.
11
目视管理常用工具及制作要领
(二)、目视管理工具的基本要素
人
机
料
法
环
• 测量
* 你如何检查流程是否正常运转?量规上必须清楚标示出 正常的作业范围。感温贴纸要贴在发动机上,以感测出 是否产生过热的现象。
* 你如何知道改善是否完成了,以及是否未达成目标而 仍在改善进行中?你如何发觉精密的设计是否已经正确 地被校正过了?
1、展示改善成绩,让参与者有成就感、自豪感 ;
2、营造竞争的氛围;
3、营造现场活力的强有力手段;
•快速换线
•全员生产维护
– 色标系统和模子以解决 标识问题
– 采用标识展示设备检查 点
– 确定换线小组,提高 “紧迫意识”
– 在量具上做标记,方便
.
显示不合格情况
6
目视管理评价 目视管理要符合以下要求: ---无论谁都能判明异常和好坏; ---能迅速判断,且判断的准确程度高; ---判断结果不会因人而异。
快速换线、预防性维护)
•对员工的影响
– 提高员工的工作效率、安全性和士气
.
4
目视管理的5个基本要求
统一 目视管理要实行标准化,消除五花八
门的杂乱现象
简约 各种视觉显示信号应易懂,一目了然
鲜明 实用
各种视觉显示信号要清晰,位置适宜, 现场人员都能看得见、看得清
不摆花架子,少花钱、多办事,讲究 实效
严格
《目视管理》效果示意图:
无水准
初级水准
中级水准
高级水准(理想状态)
6
无管理状态
有几个球不 明确,要数!
初级管理状态
整齐排列,便 于确认管理
6
中级管理状态 通过简单标识 使数目一目了然
.
安全
6
库存
Hale Waihona Puke 6 理想的管理状态用完后 通知张三
通过标识和提示,使数目和
数目不足时该怎么做一目了然
7
目视管理常用工具及制作要领
* 现场里要挂出趋势图、提案建议件数、生产进度、质量 改善目标、生产力改进、换模时间缩短, 以及工业意外 事故的降低。
.
12
目视管理5项直接效果及其常见措施
1、提高工作环境的改善 2、提高安全管理的措施 3、提高品质管理的水准 4、提高设备TPM的水准
5、提高现物管理精度
• 通过彻底6S的实 施
• 安全、舒适的工作
环境,人人都按 标准办
大家都来做改 善
.
13
目视化工作现场的建立
建立目视化工作现场的流程
建立目视化控制持续改进计划 检验和修正目视控制 创建和实施目视控制 协调和标准化目视控制 制订目视化控制计划
1. 确定目视控制需求 2. 定控制装置的位置 3. 确定控制装置 4. 同其它人一起回顾计划
.
14
管理看板的作用
Jan. Apr. Jul. Dec.
On Time Delivery
Goal
Jan. Apr. Jul. Dec.
Jan. Apr. Jul. Dec.
• 管理者当力行走动管理之际,可借助目视管理的工具,以发挥认 知力、感受力、发现力、处理力等四种能力
• 管理对象——透过看板、标示、实物、灯号、颜色、图表等