松下复印机维修代码大全
松下复印机常用零件编码、故障代码及维修心得

FFPMA0542 定影辊 7718/22/7818/24
FFPMA0577 定影辊(3D1) 7728/35/7830/7835/D250/D350
DZHP005746(006528) 定影组件 DP-1810P
FFPMF09611 齿轮(热辊)(5G3) 7713/15
DZHP006741 显影组件(鼓总成) DP1810
DZLA000196 磁辊 DP2000
DZLA000119 上辊 DP1810
DZLA000301 下辊 DP1810
DZHP006510 磁辊刮板 DP1810P
FFPWB054311 主板 FP-7117
1000000001 支架 DP3000
FFPXG07D801 主充电 FP7713/15
FFPXG14D81 磁鼓组件 FP7713/15
FFPXG60H00 主充组件 7718/78系列
FFPXG60L00 主充电极丝(3D4) D350
FFPXG65L00通0942 刮板 76
FFPXL03H00 转印后座 7718/28
DZJM000399 后显影收集器 DP2000
DZJM000428 OC压板 DP2000
DZJM000471 DP2500 DP2500
DZJM000492 显影器封条 DP2000
DZJP000022 前海绵垫 DP2000
DZLF000347 DP-1810P齿轮 DP1810P
DZGB000025 电磁铁 DP3000
DZGN000026 定影灯 UF490
DZGN000033 边缘热敏电阻2 DP2000
松下DP1820数码复印机维修代码DP
松下DP1820数码复印机维修代码DP-1520P/1820P/1820E5 维修模式5.1. 维修模式( 复印机用)这些维修模式用于帮助技术人员检查复印机出现的异常情况,同时也是一种调整主要部件输入/输出的方法。
5.1.1. 维修模式步骤1. 要选择维修模式时依次按“功能”、“原稿尺寸”和“3”键即选择维修模式,然后F1 将在显示屏中出现。
2. 要退出维修模式时同时按“功能”和“清除”键则使维修模式复位。
5.1.2. 复印机维修模式功能维修模式( 复印机用)维修模式项目功能F1 自测00 CCD 测试该测试用于检查CCD。
01 LCD/LED 测试该测试用于检查LCD 和LED。
02 页面存储器测试该测试用于检查页面存储器。
03 打印测试图案1 打印设置纸张定位的图案。
04 打印测试图案2 打印设置纸张定位的倾斜图案。
05 打印测试图案3 打印设置纸张定位的网格图案。
06 打印测试图案4 打印设置双面纸张定位的图案。
F2 单份复印测试按“开始”键时复印一张。
F3 连续复印测试按“开始”键时复印多份。
F4 输入/输出状态测试检查输入/输出项目(所选的项目号码)功能。
F5 功能参数可以更改各种功能设置(用代码编号选择)。
F6 调整参数可以调整各种功能设置(用代码编号选择)。
F7 电子计数器维护用电子计数器F8 维修调整执行某个项目的伪操作(用代码编号选择)F9 机器维护传真维修模式维修警报电话#固件版本打印装置信息。
5.1.4. F5 模式:功能参数( 复印机用)将机器设置为维修模式并按数字键盘上的“5”键。
按“开始”键。
输入所需的代码编号或按“V”、“/\”箭头键。
如果您要选择另一个代码编号,用箭头键在菜单上滚动。
按“设定”键。
输入所需的功能代码编号,然后按“设定”键。
按“清除”键时,所选的代码输入将不被接受。
按“停止”键,然后同时按“功能”和“清除”键退出维修模式设置参数后重新启动机器以启用新的设置。
松下伺服发生故障报警代码一览与对策

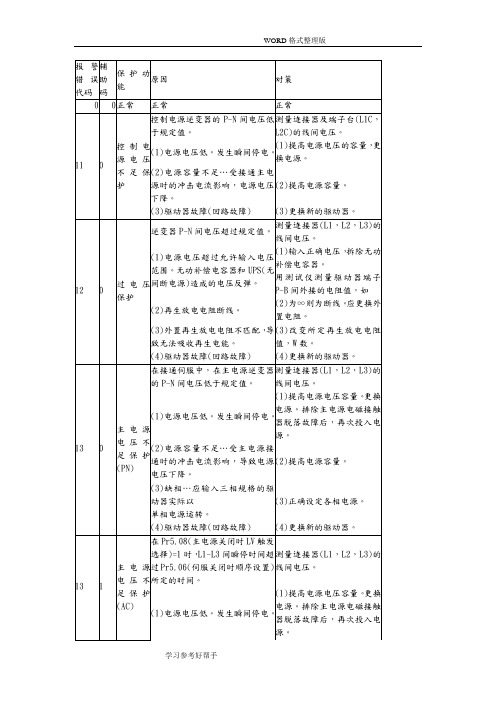
(2) 尝试将Pr5.09( 主电源关(2) 发生瞬间停电。
闭检测时间) 设定延长。
正确设定各相电源。
(2) 电源容量不足⋯受主电源接通时的冲击电流影响,导致电源(3) 提高电源容量。
电压下降。
(4) 正确连接电源的各相(3) 缺相⋯应输入三相规格的驱(L1 ,L2,L3) 。
单相100V及动器实际以单相电源运转。
单相200v 时,请使用L1,L3。
(4) 驱动器故障( 回路故障)(5) 更换新的驱动器。
在逆变器上流动电流超过规定值。
检查电机电缆是否短路等。
(1) 驱动器故障(回路,IGBT部件不良)(1) 拆除电机电缆,接通伺服,如果立即发生故障,则需更换新的驱动器。
(2) 检查电机电缆连接U,V,(2) 电机电缆U,V,W短路。
W是否短路,连接器导线是否有毛刺等。
正确连接电机电缆。
(3) 检查电机电缆的U,V,W (3) 电机电缆接地。
与电机接地线之间的绝缘电阻。
绝缘不良时请更换新电机。
140过电流(4) 检查电机的各条电缆间保护(4) 电机烧毁。
的电阻是否平衡,如不平衡,则需更换电机。
(5) 检查电机连接部U,V,W(5) 电机电缆接触不良。
的连接器插头是否脱落,如果松动,脱落,则应紧固。
(6) 由于频繁接通,关闭伺服,导致动态制动器用的继电器熔化。
(6) 更换驱动器。
请勿通过接通,切断伺服进行运转,停止操作。
(7) 检查铭牌所示电机,驱动(7) 电机与驱动器不匹配。
器型号(容量) ,更换匹配驱动器的电机。
(8) 脉冲输入和接通伺服时序为(8) 接通伺服100ms以后,再同步,或脉冲输入过快。
输入脉冲。
(9) 动态制动器电路过热。
(9) 请勿用伺服On/Off 作为运转、停止使用。
高速运转时请设置动态制动器动作的停止时间为3 分钟左右。
141IPM 異常保護在逆变器上流动电流超过规定值。
(1) 驱动器故障(回路,IGBT部件不良)(2) 电机电缆U,V,W短路。
(3) 电机电缆接地。
(4) 电机烧毁。
松下smt错误代码表
使用说明书错误代码表模块式贴片机BM122 BM123 BM133 型号NM-MF12A NM-EJM5A NM-EJM7A NM-EJM9A NM-EJM7B NM-EJM6B BM221 BM231NM-MF11A NM-MF13 NM-EJM8B NM-EJM1C承蒙您此次购买模块式贴片机BM122/123/133/221/BM231,在此表示衷心的感谢。
请您在使用时务必阅读本使用说明书并正确使用,阅读之后请妥善保管,以备必要时查阅。
N7201A198C00(Q112606C)本机使用一部分微软公司的软件,在主控制器附近贴有软件使用许可标志。
在该标志上记载着证明使用许可的Product ID。
请不要撕掉或污损该标志。
另外,Product ID 也可以在…System Parameter‟ 画面上确认。
请参照…参考手册/系统设定/系统参数设定/Product ID‟。
E35ECC-00-011-F0 BM122/123/133/221/231 错误代码表E35ECC-01-021-A2 目录 1. 关于使用说明书1-1 1.1. 本说明书的使用方法............................................................................................... 1.1-1 1.1.1 本说明书的组成............................................................................................... 1.1-1 1.1.2 本说明书的读法............................................................................................... 1.1-2 2. 错误代码2-1 2.1. 错误信息概要..........................................................................................................2.1-1 2.1.1 错误信息的表示...............................................................................................2.1-1 2.1.2 从错误状态恢复的方法.................................................................................... 2.1-2 2.1.3 本说明书的读法............................................................................................... 2.1-3 2.2. 错误代码一览.......................................................................................................... 2.2-1 2.2.1 设备固有错误:EQ ........................................................................................... 2.2-1 2.2.2 头系统错误:HC................................................................................................ 2.2-1 2.2.3 操作系统错误:MC............................................................................................ 2.2-1 2.2.4 AC 伺服系统错误:NC ...................................................................................... 2.2-7 2.2.5 识别系统错误:RE .......................................................................................... 2.2-19 2.2.6 搬送系统错误:SC .......................................................................................... 2.2-25 2.2.7 宽度调整系统错误:WD选购件................................................................... 2.2-26 2.3. 设备固有错误:EQ.................................................................................................... 2.3-1 2.4.头系统错误:HC ...................................................................................................... 2.4-1 2.5. 运转系统错误:MC .................................................................................................. 2.5-1 2.6. AC 伺服系统错误:NC ............................................................................................. 2.6-1 2.7. 识别系统错误:RE ................................................................................................... 2.7-1 2.8. 搬送系统错误:SC ................................................................................................... 2.8-1 2.9. 宽度调整系统错误:WD选购件............................................................................. 2.9-11E35ECC-01-021-A2 BM122/123/133/221/231 错误代码表E35ECC-01-021-A2 2BM122/123/133/221/231 错误代码表1. 关于使用说明书1. 关于使用说明书1-1BM122/123/133/221/231 错误代码表1. 关于使用说明书E35ECC-06-001-A2 1. 关于使用说明书本章对本说明书的使用方法进行说明。
松下伺服发生故障报警代码一览和对策1
(2)为∞则为断线。应更换外置电阻。
(3)外置再生放电电阻不匹配,导致无法吸收再生电能。
(3)改变所定再生放电电阻值,W数。
(4)驱动器故障(回路故障)
(4)更换新的驱动器。
13
0
主电源电压不足保护(PN)
在接通伺服中,在主电源逆变器的P-N间电压低于规定值。
测量连接器(L1,L2,L3)的线间电压。
以PANATERM的波形图形画面检查转矩(电流)波形是否发生振荡,是否上下晃动过大。通过PANATERM检查过载警报显示及负载率。
(1)负载过重,有效转矩超过额定转矩,长时间持续运转。
(1)加大驱动器,电机的容量。延长加减速时间,降低负载。
(2)增益调整不良导致振荡,振动。电机出现振动,异常声音。Pr0.04(惯量比)的设定值异常。
辅助码
保护功能
原因
对策
33
0
I/F输入重复分配异常1保护
输入信号(SI1,SI2,SI3,SI4,SI5)的功能分配有重复设定。
请正确设定针对连接器引线的功能分配。
33
1
I/F输入重复分配异常2保护
输入信号(SI6,SI7,SI8,SI9,SI10)的功能分配有重复设定。
请正确设定针对连接器引线的功能分配。
14
1
IPM異常保護
在逆变器上流动电流超过规定值。
检查电机电缆是否短路等。
(1)驱动器故障(回路,IGBT部件不良)
(1)拆除电机电缆,接通伺服,如果立即发生故障,则需更换新的驱动器。
(2)电机电缆U,V,W短路。
(2)检查电机电缆连接U,V,W是否短路,连接器导线是否有毛刺等。正确连接电机电缆。
松下伺服发生故障报警代码一览及对策

检查光栅尺分频分子(Pr3.24),分母(Pr3.25),光栅尺方向反转(Pr3.26)是否设定正确。
26
0
过速度保护
电机的转速超过Pr5.13(过速度等级设置)的设定值。
避免过大速度指令。
检查指令脉冲的输入频率及分频,递增比。
(2)电机电缆U,V,W短路。
(2)检查电机电缆连接U,V,W是否短路,连接器导线是否有毛刺等。正确连接电机电缆。
(3)电机电缆接地。
(3)检查电机电缆的U,V,W与电机接地线之间的绝缘电阻。绝缘不良时请更换新电机。
(4)电机烧毁。
(4)检查电机的各条电缆间的电阻是否平衡,如不平衡,则需更换电机。
(5)电机电缆接触不良。
因增益调整不良产生过冲时,请对增益进行调整。
按布线图正确连接编码器线缆。
设定Pr5.13(过速度等级设置)为0。
26
1
第2过速度保护
电机的转速超过Pr6.15(第2过速度等级设置)的设定值。
避免过大速度指令。
检查指令脉冲的输入频率及分频,递增比。
因增益调整不良产生过冲时,请对增益进行调整。
按布线图正确连接编码器线缆。
(2)电机电缆U,V,W短路。
(2)检查电机电缆连接U,V,W是否短路,连接器导线是否有毛刺等。正确连接电机电缆。
(3)电机电缆接地。
(3)检查电机电缆的U,V,W与电机接地线之间的绝缘电阻。绝缘不良时请更换新电机。
(4)电机烧毁。
(4)检查电机的各条电缆间的电阻是否平衡,如不平衡,则需更换电机。
(5)电机电缆接触不良。
(1)提高电源电压容量。更换电源。排除主电源电磁接触器脱落故障后,再次投入电源。
松下复印机维修代码
松下复印机维修代码》》进入维修模式:功能+原稿尺寸+3(数码复印机)或功能+原稿A3+3(模拟复印机及数码大型机)[[退出维修模式:功能+清除》》用户错误代码:U01—关闭前/右盖板;U06—关闭侧门;U07—关闭进纸盖板;U13—添加碳粉/无废粉箱;U14—废粉箱已满;U15—安装废粉瓶;U16—安装显影单元;U20/21—关闭ADF盖板/关闭稿台盖板;U90—更换电池{根据机型的不同,代码可能有所不同,以机器上显示的为准}》》机器错误代码:E02-01—纸盒1提升电机故障;E03-01—碳粉瓶电机旋转故障;E03-10/11—高压漏电;E03-20—打印机电机旋转故障;E03-30—消电灯故障;E04-01—定影预热故障;E04-02—夹纸;E04-10排气扇电机旋转故障;E07-10—副CPU系统错误;{常见故障代码:E02-01;E03-01;E04-01}》》基本故障排除:(1)机器出扳手,但是可以正常的复印打印==解决办法:进维修模式,将F7-03/06的值改为0,或改F05-70的值为0,再关机开机即可;(2)出U13,显示碳粉不足==解决办法:抽出碳粉瓶,用手试一试是不是真的没有碳粉,若无碳粉,更换碳粉瓶,若有,通常是因为碳粉瓶口被堵了,打开粉瓶盖疏通一下即可{有时候做了之后,仍解决不了问题,这时需要清闪存,先记录F06-21,F06-26,F06-62,F07-02/03/06,F05-70的值,记录IP和子网值及纸型F05-14,再执行F09-06-07,再关机开机,再将记录下来的值还原即可}》》惯用“伎俩”:更改下粉量值F06-21,正常值一般负20左右,改为正值后,下粉量加大,用粉快,复印打印效果差。
》》常用操作:?纸盒尺寸更改两种方法:①进维修模式,更改F05-14的值,即对应相应的纸型②功能->1->设定->9->000->设定->1->设定->选择相应尺寸->设定->退出;?原稿模式更改:功能->2->设定->19->000->设定->1->选择相应模式->设定->退出;?打印测试页:进维修模式,执行F9-03-00/01/02均可;?查看近期复印机错误代码:进维修模式,F8-06查看,或打印测试页F9-03-01查看。
松下伺服发生故障报警代码一览与对策
(2) 尝试将Pr5.09( 主电源关(2) 发生瞬间停电。
闭检测时间) 设定延长。
正确设定各相电源。
(2) 电源容量不足⋯受主电源接通时的冲击电流影响,导致电源(3) 提高电源容量。
电压下降。
(4) 正确连接电源的各相(3) 缺相⋯应输入三相规格的驱(L1 ,L2,L3) 。
单相100V及动器实际以单相电源运转。
单相200v 时,请使用L1,L3。
(4) 驱动器故障( 回路故障)(5) 更换新的驱动器。
在逆变器上流动电流超过规定值。
检查电机电缆是否短路等。
(1) 驱动器故障(回路,IGBT部件不良)(1) 拆除电机电缆,接通伺服,如果立即发生故障,则需更换新的驱动器。
(2) 检查电机电缆连接U,V,(2) 电机电缆U,V,W短路。
W是否短路,连接器导线是否有毛刺等。
正确连接电机电缆。
(3) 检查电机电缆的U,V,W (3) 电机电缆接地。
与电机接地线之间的绝缘电阻。
绝缘不良时请更换新电机。
140过电流(4) 检查电机的各条电缆间保护(4) 电机烧毁。
的电阻是否平衡,如不平衡,则需更换电机。
(5) 检查电机连接部U,V,W(5) 电机电缆接触不良。
的连接器插头是否脱落,如果松动,脱落,则应紧固。
(6) 由于频繁接通,关闭伺服,导致动态制动器用的继电器熔化。
(6) 更换驱动器。
请勿通过接通,切断伺服进行运转,停止操作。
(7) 检查铭牌所示电机,驱动(7) 电机与驱动器不匹配。
器型号(容量) ,更换匹配驱动器的电机。
(8) 脉冲输入和接通伺服时序为(8) 接通伺服100ms以后,再同步,或脉冲输入过快。
输入脉冲。
(9) 动态制动器电路过热。
(9) 请勿用伺服On/Off 作为运转、停止使用。
高速运转时请设置动态制动器动作的停止时间为3 分钟左右。
141IPM 異常保護在逆变器上流动电流超过规定值。
(1) 驱动器故障(回路,IGBT部件不良)(2) 电机电缆U,V,W短路。
(3) 电机电缆接地。
(4) 电机烧毁。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
松下复印机维修代码区(完整版)松下复印机维修代码区(完整版)7713、7715机子进入维修模式:依次按住“纸合选者键”、“DOWN"、”1“退出:依次按住“纸合选者键”、”清除\停止"松下 EP—7715 自疹代码E101 光学部传感器光学部驱动板故障 E121 光学传感器.马达.光学驱动板故障E122 反射镜传感器.反射镜驱动马达故障.E132 色度检测板故障E140 光学冷却风扇A故障 E141 光学冷却风扇B故障E220 手送纸传感器故障 E303 碳粉密度传感器故障E310 高压漏电 E320 主马达故障E322 防黑胶片异常 E330清洁灯故障E401 定影器故障 E410 定影器排风扇故障E501 24V低压电源故障 E504 10V低压电源板.CPU板故障E535 主控板信号故障 E542 计数器故障U13 碳粉不足 U16 载体槽不良服务开关模式同时按下纸盒键和倍率下键,显示C00用数字键输入代码按复印键操作开始输出检查确认左侧安全开关在ON位置20 定影器排风扇 21 光学冷却风扇22 全速电磁阀 23 半速电磁阀24 自动板电磁阀 25 暴光灯26 主马达.除电灯.磁辊偏压 27 24V ON28 送纸离合器 29 手送纸离合器30 同步离合器 31 计数器先进入F5状态按复印键,显示C00用数字键输入代码按复印键输入新数据按复印键存储,按停止/清除键两次返回到F5状态00 国家版标准=0 0=国内 1=北欧 2=欧洲01 电源濒率设定标准=1 0=50HZ 1=60HZ02 自动还原时间标准=1 0=不自动 1=30秒 2=1分 3=2分03 节电标准=0 0=无 1=2分 2=4分09 加热灯控制方式标准=0 0=零伏检测 1=项位控制10 光学散热标准=1 0=复印转 1=标准13 省电模式时间调整标准=0 0=无 1=5分 2=10分 3=30分 4=60分14 省电模式选择标准=0 0=模式1 1=模式224 亮度检测标准=1 0=不检测 1=AE检测34 鼓低色修正功能标准=2 0=无 1=1600修正张 2=2000修正张 3=2400修正张50 浓淡度模式设定标准=2 0=无自动 1=自动优先 2=手动优先59 无粉后复印标准=0 0=停止 1=可以复印63 补粉后U13消除标准=0 0=按任意键 1=按纸盒+数字键70 维修符号周期设定标准=5 0=不设定 1=1千张 2=2千张 3=4千张4=1.6万张 5=3万张83 纸盒尺寸设定标准=0 0=依实际尺寸 1=依前一张时序来设定2=A3 3=A4L 5=A4R 6=B5 7=B5R先进入F6状态按复印键,显示C00用数字键输入代码按复印键用数字键输入新数据,按复印键储存,按两次停止/清除键返回到F6状态〈按淡键为负,按浓键为正〉00 等倍率调整范围=99.1%—100.9% 每格差0.1%,〈-9—+9〉01等倍率〈与送纸方向水平〉改变扫描速度每格差0.1%,〈-9—+9〉02等倍焦距调整焦距〈-50— +50〉03等倍率〈与送纸方向垂直〉〈-20— +20〉04 原稿扫描同步执行F8—02本项自动调整每格差0.2MM〈-20—+20〉05 纸张同步执行F8—02本项自动调整每格差0.5MM〈-18—+18〉07 前端空白每格差0.5MM〈-18—+18〉08 尾端转印每格差0.5MM〈-18—+18〉10 防黑胶卷定位每格差0.56MM〈-99—+99〉11 暴光灯亮度标准=62V 每格差0.2V 〈-99—+99〉12 照片暴光灯亮度标准=-8.2V 每格差0.4V 〈-9—+9〉13 缩小时暴光灯亮度65% 标准=+47V 每格差0.22V 〈-9—+9〉14 放大时暴光灯亮度141% 标准=+5.4% 每格差0.16V 〈-9—+9〉15 亮度标准设定执行F8—03本项自动修正每格差0.2V〈-99—+99〉17 栅极电压标准=820V 每格差0.2V〈-44—+16〉18 照片栅极电压标准=520V 每格差-8.3V〈-8—+52〉31 定影温度调整每格差0.7度〈-15—+15〉先进入F7状态按复印键,显示C00用数字键输入代码按复印键,显示计数器张数,按两次停止/清除键返回F7状态21总计数器记录所有复印张数22 周期保养计数供F5-70项使用扳手出现时本记录归零23 黑色铁粉总计数 F8—09后本项归零43 感光鼓计数器执行F6—61时本项归零99 清除所有电子计数所有计数归零按复印键两次先进入F8状态按复印键显示C00用数字键输入代码按复印键,操作开始00 暴光灯更换按复印键暴光灯移位,按停止/清除回位03 暴光灯亮度标准值设定按复印键自动修正08 锁定半速/全速反射镜按复印键,板面显示009 铁粉补给控制自动调整按复印键,自动调整约两分钟松下 EP—7715 自疹代码E101 光学部传感器光学部驱动板故障 E121 光学传感器.马达.光学驱动板故障E122 反射镜传感器.反射镜驱动马达故障.E132 色度检测板故障E140 光学冷却风扇A故障 E141 光学冷却风扇B故障E220 手送纸传感器故障 E303 碳粉密度传感器故障E310 高压漏电 E320 主马达故障E322 防黑胶片异常 E330清洁灯故障E401 定影器故障 E410 定影器排风扇故障E501 24V低压电源故障 E504 10V低压电源板.CPU板故障E535 主控板信号故障 E542 计数器故障U13 碳粉不足 U16 载体槽不良服务开关模式同时按下纸盒键和倍率下键,显示C00用数字键输入代码按复印键操作开始输出检查确认左侧安全开关在ON位置20 定影器排风扇 21 光学冷却风扇22 全速电磁阀 23 半速电磁阀24 自动板电磁阀 25 暴光灯26 主马达.除电灯.磁辊偏压 27 24V ON28 送纸离合器 29 手送纸离合器30 同步离合器 31 计数器先进入F5状态按复印键,显示C00用数字键输入代码按复印键输入新数据按复印键存储,按停止/清除键两次返回到F5状态00 国家版标准=0 0=国内 1=北欧 2=欧洲01 电源濒率设定标准=1 0=50HZ 1=60HZ02 自动还原时间标准=1 0=不自动 1=30秒 2=1分 3=2分03 节电标准=0 0=无 1=2分 2=4分09 加热灯控制方式标准=0 0=零伏检测 1=项位控制10 光学散热标准=1 0=复印转 1=标准13 省电模式时间调整标准=0 0=无 1=5分 2=10分 3=30分 4=60分14 省电模式选择标准=0 0=模式1 1=模式224 亮度检测标准=1 0=不检测 1=AE检测34 鼓低色修正功能标准=2 0=无 1=1600修正张 2=2000修正张 3=2400修正张50 浓淡度模式设定标准=2 0=无自动 1=自动优先 2=手动优先59 无粉后复印标准=0 0=停止 1=可以复印63 补粉后U13消除标准=0 0=按任意键 1=按纸盒+数字键70 维修符号周期设定标准=5 0=不设定 1=1千张 2=2千张 3=4千张4=1.6万张 5=3万张83 纸盒尺寸设定标准=0 0=依实际尺寸 1=依前一张时序来设定2=A3 3=A4L 5=A4R 6=B5 7=B5R先进入F6状态按复印键,显示C00用数字键输入代码按复印键用数字键输入新数据,按复印键储存,按两次停止/清除键返回到F6状态〈按淡键为负,按浓键为正〉00 等倍率调整范围=99.1%—100.9% 每格差0.1%,〈-9—+9〉01等倍率〈与送纸方向水平〉改变扫描速度每格差0.1%,〈-9—+9〉02等倍焦距调整焦距〈-50— +50〉03等倍率〈与送纸方向垂直〉〈-20— +20〉04 原稿扫描同步执行F8—02本项自动调整每格差0.2MM〈-20—+20〉05 纸张同步执行F8—02本项自动调整每格差0.5MM〈-18—+18〉07 前端空白每格差0.5MM〈-18—+18〉08 尾端转印每格差0.5MM〈-18—+18〉10 防黑胶卷定位每格差0.56MM〈-99—+99〉11 暴光灯亮度标准=62V 每格差0.2V 〈-99—+99〉12 照片暴光灯亮度标准=-8.2V 每格差0.4V 〈-9—+9〉13 缩小时暴光灯亮度65% 标准=+47V 每格差0.22V 〈-9—+9〉14 放大时暴光灯亮度141% 标准=+5.4% 每格差0.16V 〈-9—+9〉15 亮度标准设定执行F8—03本项自动修正每格差0.2V〈-99—+99〉17 栅极电压标准=820V 每格差0.2V〈-44—+16〉18 照片栅极电压标准=520V 每格差-8.3V〈-8—+52〉31 定影温度调整每格差0.7度〈-15—+15〉先进入F7状态按复印键,显示C00用数字键输入代码按复印键,显示计数器张数,按两次停止/清除键返回F7状态21总计数器记录所有复印张数22 周期保养计数供F5-70项使用扳手出现时本记录归零23 黑色铁粉总计数 F8—09后本项归零43 感光鼓计数器执行F6—61时本项归零99 清除所有电子计数所有计数归零按复印键两次先进入F8状态按复印键显示C00用数字键输入代码按复印键,操作开始00 暴光灯更换按复印键暴光灯移位,按停止/清除回位03 暴光灯亮度标准值设定按复印键自动修正08 锁定半速/全速反射镜按复印键,板面显示009 铁粉补给控制自动调整按复印键,自动调整约两分钟松下FP-7718,FP7722 自疹代码E1—01 光学扫描故障 E1—20 镜头倍率驱动故障E1—21 反射镜驱动故障 E1—23 F8-02测试输入E1—32 自动浓度原稿检测 E1—40 光学风扇马达1故障E1—41 光学风扇马达2故障 E1—43 光学风扇马达4故障E2—01 上升托盘提升马达 E2—01下层托盘提升马达E3—01 补粉马达故障 E3—03 碳粉浓度传感器故障E3—10 高压电源漏电 E3—11 高压电源漏电E3—20 主马达故障 E3—21 吸尘扇马达故障E3—22 抽风扇马达故障 E3—23吸入风扇马达故障E3—30 消电灯故障 E3—40 复印浓度传感器输出检测E3—50 转印清洁器E4—01 定影器预热故障 E4—10 抽风扇马达1E4—11抽风扇马达2 E4—12抽风扇马达3E5—01 +24V直流电源 E5—04 +10V直流电源E5—10 +5V直流电源 E5—23 控制面板通讯故障E5—41 对位定时控制电路故障 E5—42 总计数器E5—50 通讯错误 E7—XX ADF故障用户代码U0 键计数器失灵或操作代码没有输入 U1 前门没关好U4 关闭分页器 U5 关闭双面单元U6关闭右侧门 U10 关闭ADFU11 清除分页器存储斗 U13 加碳粉U14 废粉满 U16 显影器没装好U18 复印机寿命上限进入维修方式同时按下用户〈USER〉键,数字3键和原稿尺寸A3键,机器进入F1状态,用数字键选择F1—F 9按复印键显示C00,输入功能代码按复印键,同时按下用户〈USER〉和消除/停止键退出F模式F1 显示器全亮 F2 单页复印操作F3 双面复印操作 F4输入/输出检查F5 改变复印机功能 F6 调整和编程F7 电子计数器 F8 复印机操作调整F9 电话号码编程F4 输出检查26 定位轮离合器 27 手送纸进纸离合器28 手送纸进纸离合器 29 主马达30 对位轮离合器 31主定影灯32 副定影灯 33 暴光灯34 臭氧/吸尘/冷却风扇 35 循环离合器36 出纸选择离合器 37 抽风马达138抽风马达2 39 光学风扇1和440 光学风扇2和3 41 进纸离合器42 总计数器 43 键计数器45 +24V输出F5功能编程0 国家版本标准=1 0=日本 1=美国 2=欧洲1 频率 0=50HZ 1=60HZ2 自动复位时间标准=2 0=无 1=1.45S 2=2:1M 3=3:3M3 节能时间标准=7 0=15M 1=30M 2=60M 3=1.5H 4=2H 5=3H 6=4H 7=无7 语言变更标准=0 0=日语 1=英语 2=德语9 定影灯项位控制标准=0交叉控制 1=项位控制10 光学冷却风扇控制标准=1控制方式 0=正常动作11 复印保留功能标准=1检测 0=不检测13 自动关闭时间标准=0=无 1=30M 2=60M 3=1.5HR 4=3HR 5=4HR14 上纸盒复印纸尺寸设定标准=0=无 1=3A 2=B4 3=A4 4=A4R 5=A515 下纸盒复印纸尺寸设定同上25 复印浓度感应器标准=1=检测 0=不检测58 U14废粉满标准=0=停止复印 1=可以复印59 U13无碳粉标准=0=停止复印 1=可以复印60 纸盘选择 0=手动 1=自动70 预防维护标准=0 0=无 1=1.5K 2=2.5K 3=3.5K 4=10K 5=15K6=20K 10=80K 11=90K 工厂设定=10=8万71 预防维护 0=不标识 1=标识72 定影器清洁辊计数 0=继续复印 1=停止复印《标准=1》73 清洁辊计数器选择 0=120K 1=80K80 纸张尺寸优先选择标准=A4 0=A4R 1=B4 3=A3 4=B5R 5=B590 风鸣器标准=1=有 0=无F6 调整编程0 100%垂直和水平倍率标准=100% 范围= -9—+9 +放大–缩小1 100%水平倍率标准=100% 范围= -9—+92 100%距焦范围= -50—+503 100%垂直倍率范围= -50—+50 +放大键 -缩小键4 原稿对位检测时间范围= -30—+3011暴光标准范围= -99—+9912图片暴光电压范围= -99—+9913 缩小暴光14 放大暴光17 栅极电压标准标准=810V19 偏压标准电压标准= -200V21 碳粉浓度传感器增益电压标准= -6.5V99 F5 F6初始化回到工厂初始值F7 计数器22 预防维护总计数器维护呼叫指示器ON,PM计数器被消零35 手送纸计数器36 下层纸盘计数器37 上层纸盘计数器F8 操作调整00 更换暴光灯灯架前移450MM,按清除/停止键返回08 反射镜和镜头锁定操作按复印键09 碳粉浓度感应器自动调整更换载体时按复印键,调整约两分钟10 鼓充电电压检查F9 电话号码输入按复印键,输入电话号码,〈—〉复位键,空格=图片/自动键,。