MasterCAM四轴加工刀具路径
四轴加工刀具路径

第9章四轴加工刀具路径四轴加工是在三轴的基础上加上一个回转轴,因此,四轴加工可以加工具有回转轴的零件或沿某一轴四周需要加工的零件。
CNC机床中的第四轴可以是绕X、Y或Z轴旋转的任意一个轴,通常是用A、B或C表示,具体是哪根轴是根据机床的配置来定的。
MasterCAM只提供了绕A或B轴产生刀具路径的功能,当机床是具有C轴的四轴CNC机床时,可以用绕A或B轴产生四轴刀具路径的方法产生刀具路径,通过修正后处理程序,可以生成具有C轴的四轴CNC机床的加工代码,由于后处理程序的设计比较复杂,本书没有涉及,如果读者有这方面的需求,可与本书作者联系。
本章将以一个实例介绍一个典型四轴加工零件的设计方法,说明绕A或B轴产生四轴粗加工和精加工刀具路径的方法和操作步骤,此实例为加拿大滑铁卢大学(University of Waterloo, Canada)心理学系一个项目中的实际加工零件。
9.1 四轴加工零件的设计此零件的线框轴测图如图9-1a所示,图9-1b是经过渲染后的图形,此零件的特征为其中心线是一曲线,如图9-1a中的S1所示,在曲线上任意一点的正交面上是一个圆,曲线上任意一点的切线垂直于该正交面,在零件两端,圆缩为两点,被加工曲面是由无数个正交面上的圆包络而形成。
图9-1通过此例可以学习应用多个坐标系设计零件以及用举升方法产生类似形状曲面的方法。
步骤一基本设置层(Level):1颜色(Color):绿色(10)线型(Style):实线(Solid)线宽(Width):2绘图面(Cplane):前视图(F)视图面(Gview):前视图(F)Z向深度控制:0按功能键F9,在屏幕上建立工件设计坐标系。
步骤二绘制一系列点(共17点)选择主菜单(Main Menu)-绘图(Create)-点(Point)-位置(Position)通过键盘依次输入点坐标。
输入第1点:-80,0 回车输入第2点:-73.848,2.918 回车输入第3点:-67.63,5.692 回车输入第4点:-61.349,8.32 回车输入第5点:-55.008,10.801 回车输入第6点:-48.611,13.133 回车输入第7点:-42.162,15.316 回车输入第8点:-35.663,17.347 回车输入第9点:-29.224,19.198 回车输入第10点:-22.277,20.439 回车输入第11点:-19.181,20.567 回车输入第12点:-17,20.5 回车输入第13点:-12.389,19.939 回车输入第14点:-7.892,18.771 回车输入第15点:-3.828,17.133 回车输入第16点:-1.726,16.01 回车输入第17点:0,15 回车按下Esc键,结束绘制点操作,得到绘制的17个点,如图9-2所示。
第一讲mastercamx9四轴替换轴加工四轴编程轴替换
本教程主要内容
第三讲: 钻孔五轴和四轴坐标生成原理 1,钻孔五轴参数精讲。 2,四轴坐标生成原理(即mc软件显示坐标怎么和nc程 坐标对应)
本教程主要内容
第三讲: 钻孔五轴和四轴坐标生成原理 1,钻孔五轴参数精讲。 2,四轴坐标生成原理(即mc软件显示坐标怎么和nc程 坐标对应)
本教程主要内容
四轴编程—轴替换
四轴编程—轴替换刀路
四轴编程—轴替换刀路
1.当输入角度为0度时, 展开线起点Y的坐标值, 等于图示X轴上小园到
缠绕线起点的弧度长。
2.当输入角度为-90度时 ,展开线起点Y的坐 标 值,等于图示y轴上小园 到缠绕线起点的弧度长 。
四轴编程—轴替换刀路
1.mastercam9.1内定只 有在输入角度-90方式 展开的曲线才能生成正 确的刀路。
四轴编程—轴替换刀路坐标转 换公式
xabs = x yabs = zero zabs = z + (rotdia / two) csav = y * (360 / (pi * rotdia))
四轴编程—轴替换刀路坐标转换公式
X-- 2d刀路“轴替换”转换前x的坐标值
Y-- 2d刀路“轴替换”转换前y的坐标值
-90
旋转方向要一样,
四轴编程—轴替换刀路
四轴编程—轴替换刀路
四轴编程—轴替换刀路
四轴编程—轴替换刀路
四轴编程—轴替换刀路
四轴编程—轴替换刀路
四轴编程—轴替换刀路
四轴编程—轴替换刀路
本教程主要内容介绍
第一讲: 四轴替换轴加工 1,mc缠绕命令的讲解,替换轴三维 造型。 2,替换轴编程原理。 3,替换轴编程坐标生成原理。 4,替换编程轴应用范围。
2,曲线展开的方向, 要与刀路参数轴的旋转 方向致。
MasterCAM四轴教程
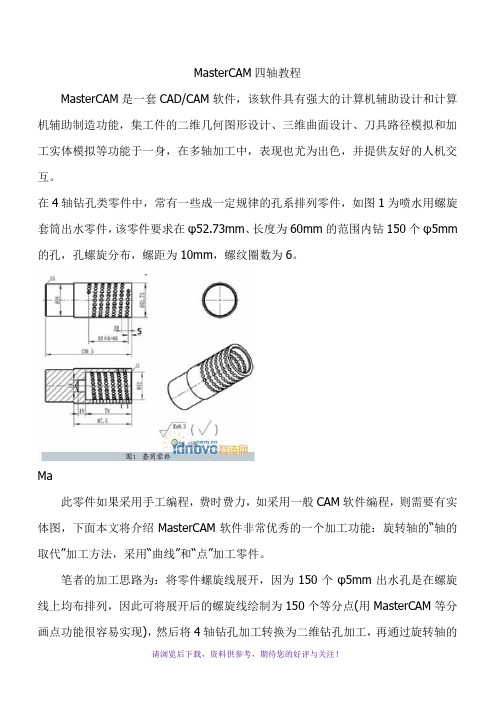
MasterCAM四轴教程MasterCAM是一套CAD/CAM软件,该软件具有强大的计算机辅助设计和计算机辅助制造功能,集工件的二维几何图形设计、三维曲面设计、刀具路径模拟和加工实体模拟等功能于一身,在多轴加工中,表现也尤为出色,并提供友好的人机交互。
在4轴钻孔类零件中,常有一些成一定规律的孔系排列零件,如图1为喷水用螺旋套筒出水零件,该零件要求在φ52.73mm、长度为60mm的范围内钻150个φ5mm 的孔,孔螺旋分布,螺距为10mm,螺纹圈数为6。
Ma此零件如果采用手工编程,费时费力,如采用一般CAM软件编程,则需要有实体图,下面本文将介绍MasterCAM软件非常优秀的一个加工功能:旋转轴的“轴的取代”加工方法,采用“曲线”和“点”加工零件。
笔者的加工思路为:将零件螺旋线展开,因为150个φ5mm出水孔是在螺旋线上均布排列,因此可将展开后的螺旋线绘制为150个等分点(用MasterCAM等分画点功能很容易实现),然后将4轴钻孔加工转换为二维钻孔加工,再通过旋转轴的“轴的取代”功能将二维钻孔转换为4轴钻孔刀路轨迹。
一、准备加工模型绘制螺旋曲线展开线:如图2所示,动点A旋转1周沿轴向移动的距离AC称为导程(T)。
将圆柱表面展开,螺旋线随之展成为一倾斜直线,该倾斜直线为直角三角形的斜边,底边为圆柱底圆的周长πd,另一直角边为导程T。
图2为圆柱螺旋线的两面投影图。
具体到本例中,螺纹圈数6,则螺旋线缠绕6周的长度为L=π×d×n=3.14159×52.73mm×6=993.937mm。
宽度为:H=T×n=10mm×6=60mm。
其中,d为圆柱外径,n为螺旋圈数,T为螺旋的螺距。
由L(长度)、H(宽度)可得到一矩形,根据零件加工时的装夹方向,该矩形的长和宽正好相反,即:矩形长度为60mm,高度为993.937mm。
矩形及点的绘制方法如下。
MASTERCAM四轴加工实例教程
1 4.1 加工任务概述加工任务概述加工任务概述加工任务概述利用图4-1 所示的“福”字图片,通过Mastercam 的四轴加工功能得到笔筒造型。
具体步骤如下:1)把图片中的“福”字转化成Mastercam 可读入的Autodesk 格式,或利用Mastercam9.1 自带的功能,直接可以把图片格式转换成线条。
2)经过编辑后,得到我们加工笔筒所需要的线条图形,再把图形缠绕在直径为95mm 的圆筒上3)通过Mastercam 的四轴加工功能得到笔筒造型。
图图图图4-1 未编辑前的福字为图片格式未编辑前的福字为图片格式未编辑前的福字为图片格式未编辑前的福字为图片格式经过图片转换,再加上修饰花边,加工后即为如图4-2 效果。
多轴数控设备实训丛书多轴数控设备实训丛书多轴数控设备实训丛书多轴数控设备实训丛书————四轴加工四轴加工四轴加工四轴加工 2 图图图图4-2 经过图片转换经过图片转换经过图片转换经过图片转换、、、、修饰后的加工效果修饰后的加工效果修饰后的加工效果修饰后的加工效果 4.2 工艺方案工艺方案工艺方案工艺方案笔筒的加工工艺方案如表4-1 所示。
1))))工艺设计工艺设计工艺设计工艺设计表表表表4-1 笔筒的加工工艺方案笔筒的加工工艺方案笔筒的加工工艺方案笔筒的加工工艺方案工序号工序号工序号工序号加工内容加工内容加工内容加工内容加工方式加工方式加工方式加工方式机床机床机床机床刀具刀具刀具刀具夹具夹具夹具夹具10 下料φ100×120 20 车:车外圆及长度至尺寸车卧式车床30 车:车内孔至尺寸车卧式车床40 铣:铣福字图案铣立式加工中心雕刻刀(或1mm 中心钻)专用心轴笔筒毛坯如图4-3 所示,材质为铝镁合金5050。
在实际加工中,毛坯已没有夹持余量,不可能再用三爪夹持笔筒外圆的方法加工,但可设计一阶梯芯轴,用三爪夹持心轴,找正后,把笔筒套入芯轴,并用顶尖顶牢,由于实际加工过程中,切削力很小,笔筒内孔与芯轴之间为精密配合,顶尖顶牢后,预紧力完全满足加工切削力的要求。
Mastercam X4路径刀具加工参数设置

第Ⅲ部分Mastercam CAM 第九章数控加工通用设置本章学习目标了解数控编程的基本过程了解数控编程中坐标系的含义以及相关的术语掌握刀具设置的方法掌握材料设置的功能掌握工作设置中的基本内容和方法掌握操作管理的基本内容和方法9.1 数控编程的基本过程数控编程是从零件设计得到获得合格的数控加工程序的全过程数控加工程序的全过程,,其最主要的任务是计算得到加工走刀中的刀位点计算得到加工走刀中的刀位点,,即获得刀具运动的路径运动的路径。
对于多轴加工还要给出刀轴的矢量矢量。
数控编程中的关键技术包括数控编程中的关键技术包括::零件几何建模技术建模技术、、加工参数合理设定加工参数合理设定、、刀具路径仿真和后处理技术CAD 零件设计 获取CAD 零件信息 参数设定 刀具轨迹规划刀具轨迹仿真满意否?后处理,生成NC 代码检查NC 代码否是加工毛坯设置切削方式设置机床/刀具选择CAD 模型完善9.1.1零件几何建模技术CAD 模型是数控编程的前提和基础模型是数控编程的前提和基础,,其首要环节是建立被加工零件的几何模型首要环节是建立被加工零件的几何模型。
复杂零件建模的主要技术是以曲面建模技术为基础的基础的。
Mastercam 的CAM 模块获得CAD 模型的方法途径有以下三种型的方法途径有以下三种::直接获得直接获得、、直接造型和数据转换造型和数据转换。
9.1.2加工参数合理设定数控加工的效率和质量有赖于加工方案和加工参数的合理选择和加工参数的合理选择。
加工参数合理的设定包含两方面的内容定包含两方面的内容,,加工工艺分析规划和参数设置参数设置。
9.1.3刀具路径仿真由于零件形状的复杂多变以及加工环境的复杂性的复杂性,,为了确保程序的安全为了确保程序的安全,,必须对生成的刀具路径进行检查成的刀具路径进行检查。
主要检查的内容是加工过程中的过切或欠切加工过程中的过切或欠切、、刀具与机床和工件的碰撞问题件的碰撞问题。
9.1.4后处理技术后出理是数控编程技术的一个重要内容后出理是数控编程技术的一个重要内容,,它将通用前置处理生成的刀为数据转换成适合于具体机床数据的数控加工程序合于具体机床数据的数控加工程序。
mastercam模拟四轴加工工件偏工件半径

Mastercam模拟四轴加工工件偏工件半径1. 简介Mastercam是一款广泛应用于计算机辅助制造(CAM)领域的软件,它提供了丰富的功能和工具,用于设计和模拟数控机床的加工过程。
在四轴加工中,工件偏工件半径是一个重要的操作步骤,本文将详细介绍如何使用Mastercam来模拟四轴加工中的工件偏工件半径。
2. 准备工作在开始模拟四轴加工工件偏工件半径之前,我们需要准备以下内容:•Mastercam软件:确保已经安装并正确配置Mastercam软件。
•CAD模型:准备一个包含工件的CAD模型,可以使用Mastercam内置的CAD 工具或者导入其他格式的CAD文件。
3. 导入CAD模型首先,我们需要将CAD模型导入到Mastercam中。
可以通过以下步骤完成导入:1.打开Mastercam软件,并选择适合的版本。
2.在菜单栏中选择“文件”>“打开”>“模型文件”,然后选择要导入的CAD模型文件。
3.调整模型的位置和尺寸,以适应加工范围。
4. 创建工件和夹具在开始模拟四轴加工之前,我们需要创建一个工件和夹具。
可以按照以下步骤进行操作:1.在Mastercam的菜单栏中选择“模型”>“创建”>“实体”>“立方体”,然后指定工件的尺寸和位置。
2.同样地,在菜单栏中选择“模型”>“创建”>“实体”>“立方体”,创建夹具的形状和尺寸。
3.使用Mastercam的CAD工具对工件和夹具进行必要的修整和调整,以确保与CAD模型的匹配。
5. 设置四轴加工参数在进行四轴加工之前,我们需要设置相应的加工参数。
可以按照以下步骤进行操作:1.在Mastercam的菜单栏中选择“工具”>“操作管理器”,然后选择“操作管理器”对话框中的“四轴”选项卡。
2.在四轴选项卡中,选择“新建”按钮,然后输入操作名称和描述。
3.在四轴选项卡中,选择“工具路径”选项卡,然后设置切削工具、刀具路径和切削参数。
mastercam模拟四轴加工工件偏工件半径
mastercam模拟四轴加工工件偏工件半径【实用版】目录1.Mastercam 软件介绍2.四轴加工的概念和应用3.工件偏工件半径的概念和计算方法4.Mastercam 模拟四轴加工工件偏工件半径的步骤5.总结正文一、Mastercam 软件介绍Mastercam 是一款专业的 CAM(计算机辅助制造)软件,广泛应用于数控加工、模具制造、机械加工等领域。
它具有强大的三维造型、编程和加工功能,能够满足各种复杂零件的加工需求。
在数控加工中,Mastercam 能够实现多轴联动、曲面加工、沿面加工等功能,为用户提供便捷、高效的加工方案。
二、四轴加工的概念和应用四轴加工是指在数控加工过程中,机床的四个轴(X、Y、Z、A)同时工作,实现三维空间中的任意角度和位置的加工。
这种加工方式具有高效、灵活、精确等特点,广泛应用于航空航天、汽车制造、模具制造等行业。
四轴加工可以采用旋转、平移、沿面等运动方式,实现对工件的各种复杂加工。
三、工件偏工件半径的概念和计算方法工件偏工件半径是指在加工过程中,工件的实际半径与加工程序中设定的半径之间的差值。
在四轴加工中,由于工件的形状、加工刀具的形状和加工参数的选择等因素的影响,工件偏工件半径可能会产生。
为了保证加工精度,需要对工件偏工件半径进行计算和修正。
工件偏工件半径的计算方法如下:1.测量工件的实际尺寸,得到工件的实际半径;2.根据加工程序中设定的半径和实际半径,计算出偏差值;3.根据偏差值,调整加工程序中的刀具路径,以实现对工件偏工件半径的修正。
四、Mastercam 模拟四轴加工工件偏工件半径的步骤1.打开 Mastercam 软件,导入工件模型;2.创建加工程序,选择四轴加工方式;3.根据工件的实际尺寸,设定加工程序中的刀具路径;4.在加工程序中加入工件偏工件半径的计算和修正功能;5.模拟加工,观察加工结果,如有需要,调整加工程序;6.将加工程序传输到机床,进行实际加工。
MasterCAM9.1四轴编程实例

MasterCAM四轴编程实例一、任务描述:
二、图纸解读:
该零件右端已在车床加工完成,在加工中心主要加工面、内腔、凸台。
难点是怎样在一次装夹完成加工的程序编写。
三、刀具选择:
刀具一览表
四、工艺路线:
五、编程与加工:
MasterCAM9.1编程:
(1)打开MasterCAM软件,导入装配体XT文件,按F9显示坐标系,平移装配体把编程坐标
原点设置在零件左端面中心。
(2)点击作别图层,设置如下图层:
(3)开毛坯图层,其余关闭,另存STL格式毛坯文件。
(4)将构图面与刀具面设一致。
(5) 开零件图层和使用铣面图层绘制直线,铣平面。
参数设好单击确定出现刀具路径:
实体切削验证:
(6)旋转路径:
右键单机操作管理刀具路径1,选择路径转换弹出菜单:
参数设好后,单击确定,在操作管理菜单生成了新操作:
对不同深度的铣削面参数修改,修改完成后单击操作管理菜单中的重新计算:
实体验证:
(7)铣内腔,开零件图层,使用挖槽图层,选择挖槽加工:
生成的刀具路径:
对刀具路径进行旋转:
实体切削验证:
(8)铣凸台,开零件图层,使用铣凸台图层,选择外轮廓铣削:
对刀具路径进行旋转(同上):
实体切削验证:
(9)后处理
单击操作管理菜单中的执行后处理,储存NC程序:
11。